





¿Espesor inconsistente del recubrimiento? Cómo diagnosticar la relación entre las fluctuaciones de presión y el desgaste de la boquilla
Propósito: Esta guía te guía a través de un enfoque sistemático para identificar y resolver las inconsistencias en el grosor del recubrimiento causadas por la inestabilidad de presión y el desgaste de la boquilla, dos de los problemas más comunes pero a la vez mal diagnosticados en las operaciones de recubrimiento por pulverización.
- 1. 1. Introducción: Por qué varía el grosor del recubrimiento y cuánto te cuesta
- 2. 2. Comprendiendo el triángulo flujo-presión-desgaste
- 2.1. 2.1 La ley de la raíz cuadrada de las boquillas hidráulicas
- 2.2. 2.2 Cómo el desgaste de la boquilla cambia el coeficiente de flujo K
- 2.3. 2.3 Por qué interactúan la presión y el desgaste
- 3. 3. Fluctuación de presión: causas raíz y métodos de detección
- 3.1. 3.1 Causas comunes de inestabilidad de presión
- 3.2. 3.2 Protocolo de detección y medición
- 3.3. 3.3 Prueba rápida de campo
- 4. 4. Desgaste de la boquilla: Cómo el agrandamiento del orificio lo cambia todo
- 4.1. 4.1 Mecanismos de desgaste de la boquilla
- 4.2. 4.2 Cómo se manifiesta el desgaste en el rendimiento del recubrimiento
- 4.3. 4.3 Datos de campo: Tasas de desgaste por material de la tobera
- 5. 5. Protocolo de diagnóstico: Presión de aislamiento vs. problemas de desgaste
- 5.1. 5.1 Prueba de flujo base (nueva tobera)
- 5.2. 5.2 Prueba de flujo en servicio (tobera sospechosa)
- 5.3. 5.3 Prueba de variación de presión
- 5.4. 5.4 Evaluación del patrón de pulverización
- 5.5. Matriz de Decisión 5.5
- 6. 6. Selección de materiales y economía de la vida de la ropa
- 6.1. 6.1 Cálculo del coste total de propiedad (TCO)
- 6.2. 6.2 Cuándo elegir materiales de menor coste
- 7. 7. Calendario de Mantenimiento Preventivo y Criterios de Aceptación
- 7.1. 7.1 Intervalos de inspección recomendados
- 7.2. 7.2 Documentación y trazabilidad
- 7.3. 7.3 Criterios de aceptación para continuar usando
- 8. 8. Preguntas frecuentes
- 8.1. P1: ¿Puedo simplemente aumentar la presión para compensar una boquilla desgastada?
- 8.2. P2: ¿Cómo sé si mi fluctuación de presión es "normal"?
- 8.3. P3: Mis boquillas se desgastan en 100 horas, pero el fabricante dice que deberían durar 500 horas. ¿Por qué?
- 8.4. P4: ¿Hay alguna forma de restaurar boquillas desgastadas?
- 8.5. P5: ¿Cómo elijo entre carburo de tungsteno y carburo de silicio?
- 8.6. P6: ¿Puede el desgaste de la boquilla causar problemas de seguridad?
- 9. 9. Conclusión y próximos pasos
1. Introducción: Por qué varía el grosor del recubrimiento y cuánto te cuesta
La inconsistencia en el espesor del recubrimiento es uno de los problemas de calidad más reportados en las operaciones de recubrimiento en rollo, cabinas de pulverización y recubrimiento de telaraña. Cuando el grosor de la película seca se desvía más del ±10% del objetivo, se enfrentan a un aumento de las tasas de retrabajo, desperdicio de materiales de recubrimiento y posible rechazo del producto. En las líneas de barniz automotrices, por ejemplo, una variación de 15 micras puede marcar la diferencia entre pasar y suspender en las mediciones de brillo.
En nuestra experiencia de campo en decenas de instalaciones de recubrimiento, hemos rastreado aproximadamente el 60% de la variación inexplicada de grosor a dos factores interrelacionados: fluctuaciones de presión de suministro y desgaste progresivo de la tobera. Estos problemas suelen aparecer juntos porque las boquillas desgastadas enmascaran los problemas de presión, y la presión inestable acelera el desgaste.
Esta guía proporciona un marco diagnóstico paso a paso para:
- Distinguir entre variaciones de espesor accionadas por presión y por desgaste
- Cuantificar el impacto económico de retrasar el reemplazo de toberas
- Establecer intervalos de mantenimiento predictivo basados en las propiedades de tu material de recubrimiento
- Seleccionar materiales para toberas que minimizen el coste total de propiedad en fluidos abrasivos o corrosivos
Al final, tendrás un protocolo replicable para solucionar inconsistencias en el recubrimiento y tomar decisiones basadas en datos sobre el momento de reemplazo de toberas.
2. Comprendiendo el triángulo flujo-presión-desgaste
Antes de lanzarse al diagnóstico, es fundamental entender la relación fundamental entre el caudal, la presión y el desgaste de la tobera. Muchos operadores asumen que una caída de presión del 20% implica una reducción del flujo del 20%; esto es incorrecto y conduce a un diagnóstico erróneo.
2.1 La ley de la raíz cuadrada de las boquillas hidráulicas
Para toberas hidráulicas (no asistidas por aire), el caudal Q está regulado por:
Q = K × √P
Donde:
- Q = caudal (litros por minuto o galones por minuto)
- K = coeficiente de flujo de boquilla (una constante para un tamaño y geometría dados de orificio)
- P = presión de suministro (bar o PSI)
Información clave: Si la presión baja de 40 PSI a 30 PSI (una caída del 25%), el caudal solo disminuye en √(30/40) ≈ 0,866, o aproximadamente un 13,4%. Por el contrario, si intentas compensar una boquilla desgastada aumentando la presión de 40 a 60 PSI, el caudal solo aumenta en √(60/40) ≈ 1,225, o 22,5%—no el aumento del 50% que podrías esperar.
2.2 Cómo el desgaste de la boquilla cambia el coeficiente de flujo K
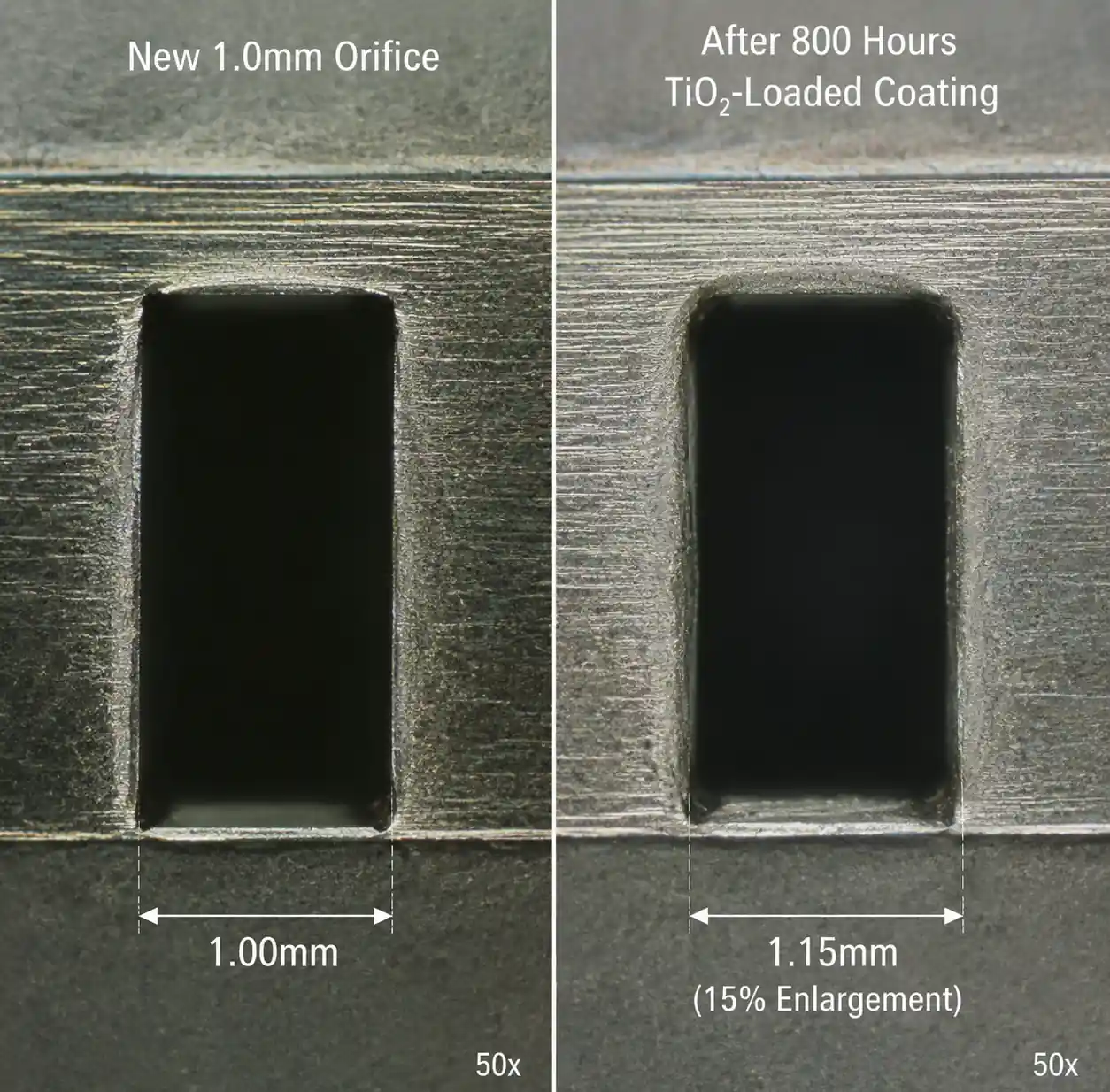
! Comparación de orificio-boquilla de 1 usado
{kind=link}
Cuando el orificio de la tobera se erosiona o agranda debido al desgaste abrasivo, el coeficiente de flujo K aumenta. Un aumento del 10% en el diámetro del orificio suele resultar en un aumento aproximado del 20% en el caudal a la misma presión, porque el área de flujo escala con el cuadrado del diámetro.
Ejemplo del campo:
Medimos una boquilla de ventilador plana en una línea de recubrimiento a base acuosa tras 800 horas de funcionamiento pulverizando una base cargada de TiO₂. El diámetro del orificio aumentó de 1,0 mm a 1,15 mm (aumento del 15%). A 30 PSI, el caudal saltó de 0,85 LPM a 1,18 LPM, un aumento del 39%. El operador había estado compensando reduciendo la presión a 20 PSI, lo que devolvió el flujo a 0,96 LPM, pero esto también redujo el ángulo de pulverización de 80° a unos 65°, causando defectos en las franjas en los bordes de la banda.
2.3 Por qué interactúan la presión y el desgaste
Las boquillas desgastadas son más sensibles a la variación de presión porque el orificio más grande ofrece menos resistencia al flujo. Un cambio de presión de ±2 PSI que provoca una variación del flujo del ±7% en una tobera nueva puede provocar una variación del ±10% en una boquilla desgastada con un aumento del orificio del 20%. Además, velocidades más altas a través del orificio agrandado pueden acelerar la erosión en un bucle de retroalimentación.
3. Fluctuación de presión: causas raíz y métodos de detección
3.1 Causas comunes de inestabilidad de presión
De nuestro trabajo de diagnóstico en instalaciones de recubrimiento, las causas más frecuentes son:
- Cavitación por bombeo o arrastre de aire – Particularmente en sistemas de recirculación donde el flujo de retorno introduce burbujas. Los síntomas incluyen movimiento errático de la aguja del manómetro y ruido audible de la bomba.
- Filtros de alimentación subdimensionados o obstruidos – Un filtro de 100 mallas cargado con partículas de recubrimiento secas puede causar una caída de presión de 5–15 PSI, y la caída aumenta a medida que el filtro se carga durante un turno.
- Hitéresis del regulador de presión – Los reguladores de resorte de bajo coste pueden tener histéresis de ±3 PSI; los reguladores electrónicos reducen esto a ±0,2 PSI.
- Colector de suministro compartido con mal balanceo de flujo – Si varias zonas de pulverización extraen de un colector sin compensación individual de presión, los picos de demanda de flujo en una zona robarán presión a otras.
- Cambios de viscosidad basados en la temperatura – Un aumento de temperatura de 10°C puede reducir la viscosidad del recubrimiento entre un 20 y un 40%, modificando las características del flujo y la presión efectiva del sistema.
3.2 Protocolo de detección y medición
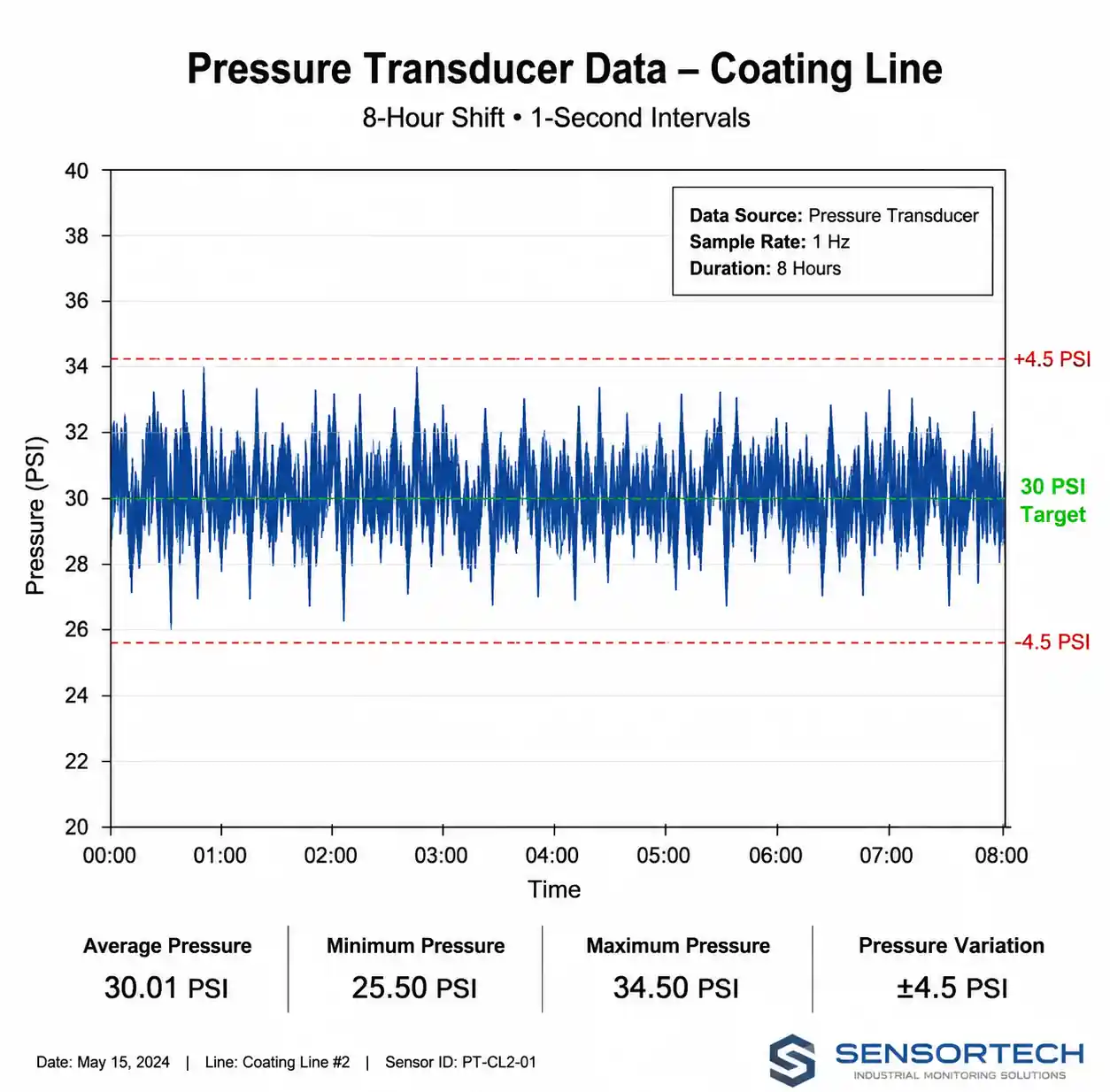
! 2-gráfico de registro de presión
{kind=link}
Paso 1: Instalar un transductor de presión de alta resolución (resolución mínima de 0,1 PSI) en la entrada de la boquilla o lo más cerca posible. No te fíes únicamente de un manómetro en la bomba: las pérdidas en la línea pueden ser significativas.
Paso 2: Logarítnicate la presión de forma continua durante un turno completo de producción a intervalos de 1 segundo (o más rápido si sospechas fluctuaciones rápidas). Muchos operadores solo comprueban la presión al arrancar, pasando por alto la deriva a mitad de turno.
Paso 3: Calcular estadísticas de presión:
- Presión media
- Desviación estándar
- Alcance mínimo/máximo
- Coeficiente de variación (CV = desviación estándar / media)
Criterios de aceptación:
Para operaciones de recubrimiento que requieran un control de grosor del ±5%, la presión CV debe estar por debajo del 2%. Para una tolerancia de grosor del ±10%, es aceptable una CV inferior al 5%.
Paso 4: Correlaciona el registro de presión con las mediciones del espesor del recubrimiento. Si la variación de espesor sigue la variación de presión con un retardo temporal (teniendo en cuenta el tiempo de recorrido de la red), la presión es el factor dominante.
3.3 Prueba rápida de campo
Si no tienes equipo de registro, realiza esta prueba manual:
- Establecer la presión objetivo (por ejemplo, 30 PSI) y registrar el caudal de la tobera recogiendo el spray en un cilindro graduado durante 30 segundos.
- Variar artificialmente la presión ±10% (27 PSI y 33 PSI) y volver a medir el caudal.
- Comparar el cambio medido de flujo con la relación teórica √P. Si el cambio medido supera significativamente la teoría, sospecha que el arrastre de aire o el flujo bifásico.
4. Desgaste de la boquilla: Cómo el agrandamiento del orificio lo cambia todo
4.1 Mecanismos de desgaste de la boquilla
El desgaste del orificio de la boquilla se produce mediante tres mecanismos principales:
- Desgaste erosivo: Las partículas duras (TiO₂, sílice, pigmentos metálicos) impactan el borde del orificio a alta velocidad, eliminando mecánicamente el material. La tasa de desgaste escala con la dureza, concentración y velocidad de las partículas (aproximadamente proporcional a la presión).
- Desgaste corrosivo: Los recubrimientos ácidos o alcalinos atacan químicamente el material de la boquilla, especialmente a temperaturas elevadas.
- Erosión por cavitación: El colapso de burbujas de vapor cerca de bordes afilados (común a presiones muy altas o con disolventes de baja viscosidad) provoca picaduras localizadas.
En recubrimientos acuosos con carga de pigmento del 15–25%, predomina el desgaste erosivo. En aplicaciones químicas agresivas (por ejemplo, aerosoles de decapado o grabado), la corrosión es el principal factor.
4.2 Cómo se manifiesta el desgaste en el rendimiento del recubrimiento
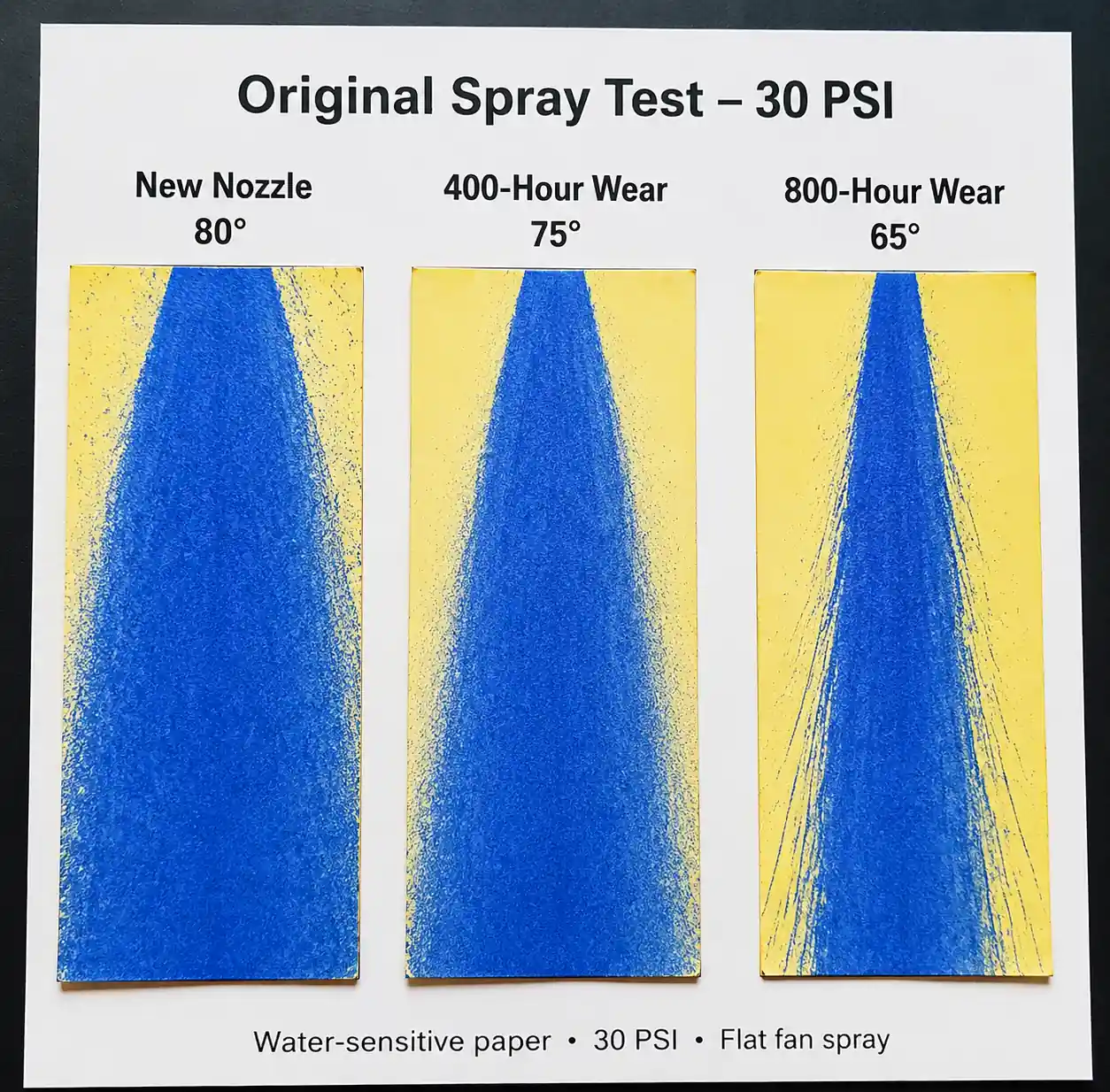{kind=link}
A medida que el orificio se agranda, verás:
- Aumento del caudal a presión constante – Esto incrementa directamente el grosor de la película húmeda.
- Ángulo de pulverización ensanchándose o estrechando – Depende del tipo de boquilla; Los abanicos planos suelen estrecharse a medida que el orificio se vuelve menos afilado, mientras que los conos completos pueden ensancharse.
- Desplazamiento de distribución del tamaño de las gotas – Los orificios más grandes suelen producir gotas más gruesas, reduciendo la calidad de atomización y aumentando los defectos de cáscara o hundimiento en el recubrimiento vertical.
- Distorsión del patrón de pulverización – El desgaste asimétrico crea una distribución desigual del spray, visible como rayas o defectos en las rayas.
4.3 Datos de campo: Tasas de desgaste por material de la tobera
La siguiente tabla resume la vida útil relativa de desgaste de nuestras pruebas aceleradas de suspensión (20% alúmina, 3000 PSI, 500 horas) y las validaciones en campo en líneas de recubrimiento:
| Material de la tobera | Dureza de Mohs | Vida relativa de desgaste | Multiplicador de coste | Mejor caso de uso |
|---|---|---|---|---|
| 303 Acero inoxidable | ~5.5 | 1x (línea base) | 1x | No abrasivo, a base de agua, bajo presupuesto |
| Acero endurecido 17-4 PH | ~6.5 | 2–3x | 1,5x | Abrasivos moderados, ciclos de reemplazo cortos |
| Carburo de tungsteno | ~9 | 15–25x | 8–12x | Suspensión altamente abrasiva, largas tiradas de producción |
| Cerámica de carburo de silicio | ~9.5 | 20–30x | 6–10x | Abrasivo + corrosivo, pero frágil—evita picos de presión >70 PSI |
| Cerámica de alúmina (99,5%) | ~9 | 10–20x | 4–6x | Abrasivos moderados, sensibles al coste, evitan el choque térmico |
Ejemplo de equilibrio económico:
Supón que una boquilla de acero inoxidable cuesta 15 dólares y dura 200 horas en tu recubrimiento. Una tobera de carburo de tungsteno cuesta 120 $ (8x) pero dura 4.000 horas (20x). Coste por hora: acero inoxidable = $0,075/h, carburo = $0,03/h. Carbide reduce el coste en un 60%, además evitas los cambios de 19 y sus tiempos de inactividad asociados.
Sin embargo, si tus tiradas son cortas (el color de la temporada cambia cada 100 horas), la boquilla de carburo nunca compensa: usa acero endurecido o alúmina.
5. Protocolo de diagnóstico: Presión de aislamiento vs. problemas de desgaste
Esta es la secuencia central de solución de problemas. Ejecútalo metódicamente para evitar perseguir fantasmas.
5.1 Prueba de flujo base (nueva tobera)
Objetivo: Establecer un caudal de referencia a tu presión de funcionamiento con una boquilla conocida como buena.
Procedimiento:
- Instalar una nueva boquilla con la especificación correcta (verificar el tamaño del orificio con manómetros de pasador si están disponibles).
- Ajustar la presión del sistema al punto de consigna objetivo (por ejemplo, 30 PSI) usando el transductor de presión en la entrada de la tobera.
- Recoge la salida del spray en un recipiente durante exactamente 60 segundos (usa un cronómetro). Mide el volumen en mL o onzas.
- Calcular el caudal Q₀ en LPM o GPM.
- Registrar el patrón de pulverización en papel sensible al agua o en un panel de pruebas—fotografiarlo para una comparación posterior.
Datos a registrar:
- Número de pieza de la tobera, número de serie (si procede), fecha de instalación
- Caudal medido Q₀ a presión P₀
- Ángulo de pulverización (medir con transportador si es posible)
- Calidad del patrón (uniforme, con rayas, etc.)
5.2 Prueba de flujo en servicio (tobera sospechosa)
Repite el procedimiento de prueba de flujo anterior con la boquilla actualmente en servicio. Compáralo Q_current con Q₀.
Interpretación:
- Q_current / Q₀ < 0,95: Posible obstrucción parcial (inspeccionar la boquilla, comprobar el estado del filtro).
- 0,95 ≤ Q_current / Q₀ ≤ 1,10: La boquilla está dentro de una tolerancia aceptable al desgaste.
- Q_current / P₀ > 1.10: Se sospecha desgaste significativo—proceda al paso 5.3.
- Q_current / Q₀ > 1.25: Desgaste severo—se recomienda reemplazo inmediato.
Nota sobre obstrucción vs. desgaste: Si el flujo es inferior a la línea base, retirar la boquilla e inspeccionar el orificio bajo aumento. El atasco muestra acumulación o fibras; El desgaste muestra una geometría lisa y agrandada.
5.3 Prueba de variación de presión
Objetivo: Determinar si la inestabilidad de presión por sí sola puede explicar la variación de grosor.
Procedimiento:
- Con la boquilla sospechosa aún instalada, mantener la presión de forma continua durante 30 minutos durante el funcionamiento normal del recubrimiento.
- Medir simultáneamente el grosor del recubrimiento en 10 puntos espaciados uniformemente a lo largo de la banda cada 5 minutos (60 puntos de datos en total).
- Calcular el coeficiente de correlación entre presión y grosor.
Interpretación:
- Correlación > 0,7: La variación de presión es un factor principal—centrarse en estabilizar la presión de suministro (bomba de comprobación, regulador, filtro).
- Correlación < 0,4: La variación de espesor probablemente se deba al desgaste de la tobera o a la distorsión del patrón: la presión es lo suficientemente estable.
- 0,4 < < correlación 0,7: Ambos factores contribuyen: primero se aborda la presión (más barato y rápido), y luego se reevalúa la tobera.
5.4 Evaluación del patrón de pulverización
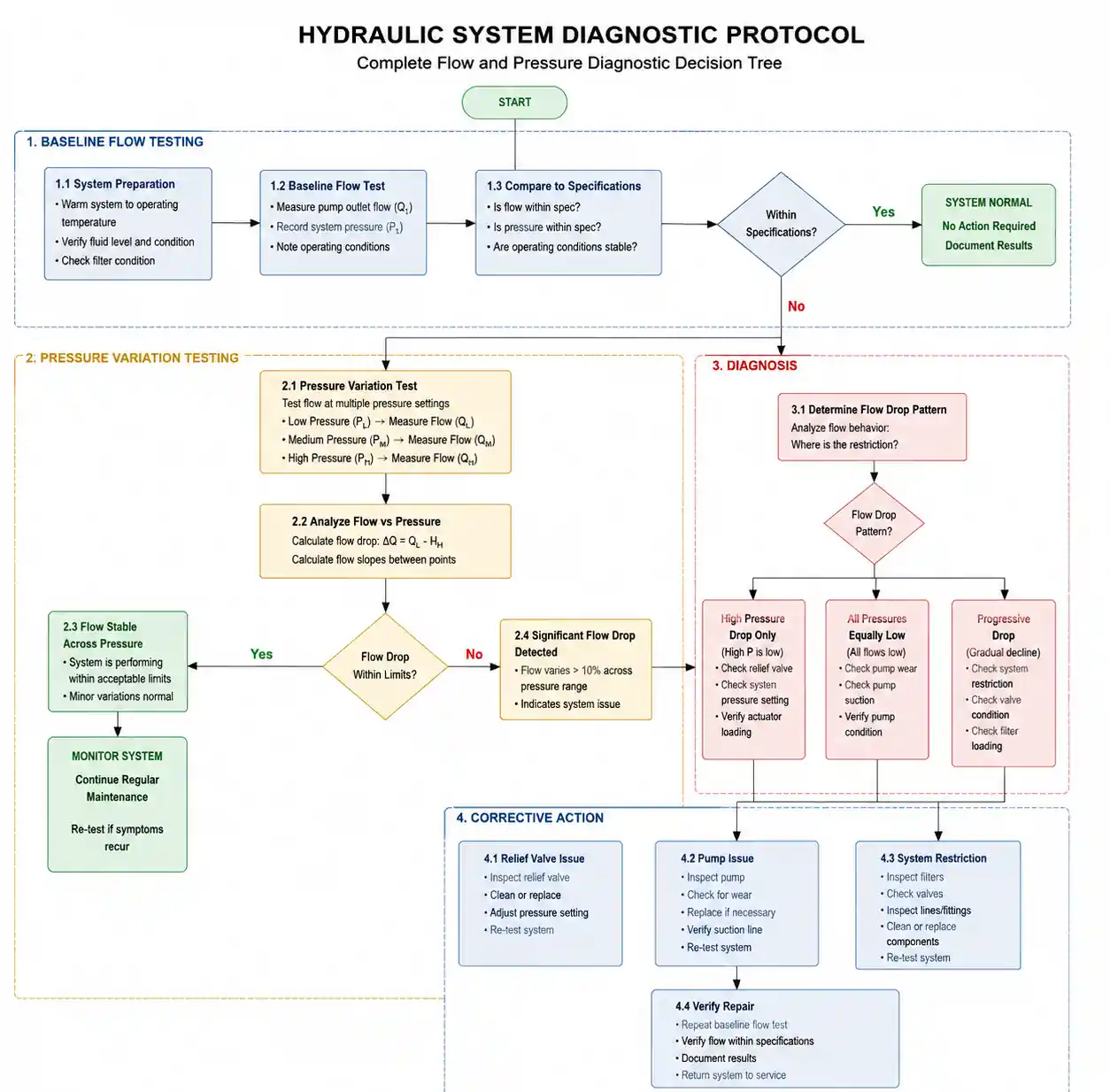
! 4-diagrama de flujo diagnóstico
{kind=link}
La inspección visual revela problemas que el caudal por sí solo no puede hacer:
- Rociar la boquilla sobre papel sensible al agua a la distancia de separación de diseño durante 2 segundos.
- Comparar con el patrón base del Paso 5.1.
- Buscar:
- Asimetría o "recorrido" – Indica desgaste desigual en el orificio o daño interno en las aletas.
- Ángulo de pulverización estrechado – Común en boquillas de ventilador planas desgastadas; reduce la cobertura de los bordes.
- Gotas gruesas o "escupita" – El orificio agrandado reduce la energía de atomización.
Criterios de aceptación:
Si el ángulo de pulverización ha cambiado más de ±5° o el patrón muestra rayas visibles, cambie la boquilla independientemente de los resultados de la prueba de caudal. Los defectos del patrón causan directamente defectos en el recubrimiento que pueden no aparecer en las mediciones de grosor medio.
Matriz de Decisión 5.5
| Aumento del caudal | CV de presión | Calidad del patrón | Diagnóstico | Acción |
|---|---|---|---|---|
| <10% | <2% | Bueno | Funcionamiento normal | Continuar monitorizando |
| >15% | <2% | Distorsionado | Desgaste avanzado de la tobera | Cambiar la boquilla inmediatamente |
| >25% | Cualquier | Cualquier | Desgaste severo | Reemplazo de tobera de emergencia, comprueba la causa raíz del desgaste acelerado |
6. Selección de materiales y economía de la vida de la ropa
Elegir el material adecuado para la boquilla es un problema de optimización económica, no solo una cuestión de rendimiento.
6.1 Cálculo del coste total de propiedad (TCO)
! Comparación de desgaste de materiales de 5 boquillas
{kind=link}
El TCO incluye:
- Coste inicial de la boquilla – Precio de compra por unidad
- Coste de mano de obra de reemplazo – Tiempo de inactividad + tiempo de técnico (a menudo 50–150 $ por cambio)
- Residuos de recubrimiento durante el arranque – Producción fuera de especificación durante la estabilización de flujo tras el cambio de tobera
- Riesgo de pérdida de calidad – Defectos causados por boquillas desgastadas que pasan la inspección
Ejemplo de cálculo:
Supongamos que una línea de recubrimiento trabaja 6.000 horas al año. El coste del tiempo muerto es de 200 dólares/hora. La mano de obra para el cambio de boquilla es de 0,5 horas a 80 dólares/hora.
| Material | Coste de la boquilla | Vida (hrs) | Cambios/año | Labor/year | Tiempo de inactividad/año | Coste de la boquilla/año | Total de TCO/año |
|---|---|---|---|---|---|---|---|
| Stainless | 15 $ | 300 | 20 | 800 $ | $2,000 | 300 $ | 3.100 $ |
| Acero Endurecido | $25 | 750 | 8 | $320 | 800 $ | 200 $ | $1,320 |
| Carburo de tungsteno | $120 | 5.000 | 1.2 | 48 $ | $120 | $144 | 312 $ |
Resultado: El carburo de tungsteno reduce el TCO en un 90% a pesar de ser 8 veces más caro por unidad. El punto de equilibrio se produce tras solo 1.500 horas de funcionamiento.
6.2 Cuándo elegir materiales de menor coste
El carburo no siempre es óptimo:
- Campañas cortas: Si cambias de color o formulación cada 200 horas, la boquilla nunca alcanza su vida útil — usa acero endurecido.
- Riesgo de daños mecánicos: En sistemas automatizados con contacto frecuente con toberas o entornos de alta vibración, las cerámicas frágiles pueden agrietarse; el acero inoxidable puede ser más seguro.
- Limitaciones presupuestarias en matrices de múltiples toberas: Una barra pulverizadora de 50 boquillas que requiera 6.000 dólares por adelantado para carburo frente a 750 dólares para acero inoxidable puede superar la aprobación de CapEx; considera primero las mejoras escalonadas en las posiciones con mayor desgaste.
7. Calendario de Mantenimiento Preventivo y Criterios de Aceptación
El reemplazo de la tobera reactiva (esperar defectos visibles) es costoso. Cambio a mantenimiento predictivo.
7.1 Intervalos de inspección recomendados
| Tipo de recubrimiento | Frecuencia de inspección | Frecuencia de prueba de flujo | Gatillo de repuesto |
|---|---|---|---|
| A base de agua, bajo en sólidos | Cada 500 horas | Cada 1.000 horas | Aumento del caudal >15% |
| Sólidos moderados a base de disolventes | Cada 300 horas | Cada 600 horas | Aumento del caudal >12% |
| Sólidos altos, abrasivos (TiO₂, escamas metálicas) | Cada 200 horas | Cada 400 horas | Aumento del flujo >10% o distorsión del patrón |
| Corrosivo o de alta temperatura | Cada 250 horas | Cada 500 horas | Corrosión visible o aumento del flujo >12% |
Procedimiento de inspección:
- Inspección visual para detectar grietas, corrosión o acumulación.
- Prueba de caudal a presión estándar (comparar con Q₀ base).
- Prueba de patrón de pulverización en papel sensible al agua.
! Procedimiento de inspección con 6 toberas
{kind=link}
7.2 Documentación y trazabilidad
Mantén un libro de bitácora de la boquilla (digital o en papel) con:
- ID de la boquilla (posición en la barra de pulverización, por ejemplo, "Zona 2, Boquilla 5")
- Lectura de la fecha de instalación y del horímetro
- Caudal base Q₀ en la instalación
- Resultados de inspección (fecha, caudal, calidad del patrón)
- Fecha de retirada y horas totales de servicio
- Motivo de la retirada (reemplazo programado, fallo prematuro, fin de campaña)
Estos datos te permiten calcular las tasas reales de desgaste para la química específica de tu recubrimiento y refinar los intervalos de reemplazo.
7.3 Criterios de aceptación para continuar usando
No sigas operando una boquilla si:
- El caudal ha aumentado un >15% respecto a la línea base (>10% para aplicaciones críticas)
- El ángulo de pulverización ha cambiado en >±5°
- Distorsión visible del patrón (rayas, relaves o asimetría)
- Cualquier grieta o corrosión visible bajo una ampliación de 10x
- La variación del espesor del recubrimiento supera los límites de capacidad del proceso
Incluso si la tobera "sigue funcionando", operar fuera de estos límites aumenta la tasa de desguace y corre el riesgo de fallos catastróficos en el patrón a mitad de producción.
8. Preguntas frecuentes
P1: ¿Puedo simplemente aumentar la presión para compensar una boquilla desgastada?
No. Aunque aumentar la presión reduce algo el flujo (recuerda, Q ∝ √P, no Q ∝ P), también cambia el ángulo de pulverización, el tamaño de la gota y la fuerza del impacto. Estás enmascarando el síntoma, no corrigiendo la causa raíz. Además, una presión más alta acelera el desgaste.
P2: ¿Cómo sé si mi fluctuación de presión es "normal"?
Para aplicaciones de recubrimiento que requieran un control de grosor del ±5%, la presión CV (coeficiente de variación) debería ser del <2%. Cualquier valor por encima del 5% de CV es problemático. Utiliza un transductor de presión que registre datos, no un manómetro de aguja, para medir esto con precisión.
P3: Mis boquillas se desgastan en 100 horas, pero el fabricante dice que deberían durar 500 horas. ¿Por qué?
La mayoría de las especificaciones del fabricante asumen agua limpia o fluidos de baja agresividad. Si pulverizas un recubrimiento con pigmento TiO₂ al 20%, la velocidad de desgaste puede ser 5–10 veces más rápida. También comprueba si hay picos de presión, cavitación o incompatibilidad química.
P4: ¿Hay alguna forma de restaurar boquillas desgastadas?
Para toberas de gran diámetro (orificio de > 2 mm), algunos fabricantes ofrecen servicios de remecanizado de orificios. Para boquillas de pulverización fina de precisión (<1 mm), generalmente no es rentable: la sustitución es más barata que la reacondicionada.
P5: ¿Cómo elijo entre carburo de tungsteno y carburo de silicio?
Ambos ofrecen una excelente resistencia al desgaste. El carburo de tungsteno es más resistente (menos quebradizo) y mejor para aplicaciones a alta presión o sistemas con picos de presión. El carburo de silicio tiene mejor resistencia a la corrosión en medios ácidos. Si tanto el desgaste como la corrosión son preocupantes, se prefiere el carburo de silicio; Si solo es abrasión, el carburo de tungsteno es más robusto.
P6: ¿Puede el desgaste de la boquilla causar problemas de seguridad?
Sí. En sistemas de alta presión (>1.000 PSI), una tobera muy desgastada puede fallar de forma catastrófica, liberando un chorro de fluido a alta velocidad. En los recubrimientos inflamables, esto puede crear un riesgo de ignición o de explosión de niebla. Siempre cambia las boquillas antes de que lleguen al final de su vida útil.
9. Conclusión y próximos pasos
El espesor inconsistente del recubrimiento rara vez es un problema de una sola variable. Las fluctuaciones de presión y el desgaste de la boquilla interactúan de manera que la simple solución de problemas sea ineficaz. Siguiendo el protocolo diagnóstico aquí descrito—pruebas de flujo de referencia, registro de presión, evaluación de patrones y análisis de TCO de materiales—puedes aislar sistemáticamente las causas raíz y tomar decisiones de mantenimiento basadas en datos.
Puntos clave:
- El flujo escala con la raíz cuadrada de la presión, no de forma lineal; malinterpretar esto lleva a un diagnóstico incorrecto.
- Un aumento del 10–15% en el flujo suele indicar un desgaste significativo de la boquilla, incluso si el spray "parece estar bien".
- Una presión CV inferior al 2% es esencial para operaciones de recubrimiento que requieren un control de grosor del ±5%.
- Las boquillas de carburo de tungsteno pueden reducir el coste total de propiedad entre un 60 y un 90% en aplicaciones de recubrimiento abrasivo, a pesar del alto coste inicial.
- El mantenimiento predictivo (pruebas de flujo cada 200–500 horas) previene fallos a mitad de carrera y reduce la chatarra.
Acciones recomendadas para seguir :
- Instalar un transductor de presión para registro de datos en la entrada del colector de la tobera: la monitorización continua supera las comprobaciones periódicas del manómetro.
- Establecer caudales base para todas las toberas en su configuración actual; Repite la prueba cada 500 horas.
- Calcular el TCO para actualizar a toberas de carburo o cerámica en las posiciones de mayor desgaste.
- Documentar cada cambio de tobera con la fecha de instalación, el caudal base y las horas hasta el fallo—utiliza estos datos para refinar los intervalos de reemplazo.
- Si la presión CV supera el 5%, prioriza el diagnóstico de la bomba y el regulador antes de cambiar las toberas.
Para asistencia específica para la selección de boquillas, pruebas de vida útil o diagnósticos de flujo in situ, contacta con nuestro equipo de ingeniería de aplicaciones de campo. Ofrecemos mapeo gratuito de flujo de línea base para líneas de recubrimiento con problemas recurrentes de variación de grosor.