





Causas comunes de obstrucción de toberas y lista de verificación de mantenimiento preventivo: Guía del ingeniero de campo
El atasco industrial de boquillas sigue siendo uno de los modos de fallo más costosos pero evitables en los sistemas de pulverización. Según nuestros datos de campo en aplicaciones de enfriamiento, limpieza y recubrimiento, los bloqueos no planificados de las boquillas representan entre el 30 y el 40 % del tiempo de inactividad del sistema de pulverización y pueden reducir la eficiencia del proceso entre un 15 y un 25 % antes de que los operadores siquiera detecten una degradación del rendimiento. Esta guía sintetiza la experiencia de campo, los datos de pruebas de desgaste y los protocolos de mantenimiento para ayudarte a eliminar sistemáticamente los atascos y prolongar la vida útil de la tobera.
- 1. 1. Por qué el atasco de la boquilla importa más de lo que crees
- 2. 2. Las cinco causas raíz del atasco de la boquilla
- 2.1. 2.1 Contaminación por partículas
- 2.2. 2.2 Precipitación química y descascado
- 2.3. 2.3 Crecimiento biológico (Biofilms)
- 2.4. 2.4 Incompatibilidad de líquidos y gelificación
- 2.5. 2.5 Intrusión de objetos extraños
- 3. 3. Tipos de contaminación y requisitos de filtración
- 3.1. 3.1 Reglas de Tallado de Filtración
- 3.2. 3.2 Mapeo de fuentes de contaminación
- 4. 4. Precipitación química y formación de escamas
- 4.1. 4.1 Escalamiento de agua dura
- 4.2. 4.2 Precipitación salina en salmuera o soluciones químicas
- 5. 5. Crecimiento biológico en sistemas de recirculación
- 5.1. 5.1 Condiciones que promueven el crecimiento de biofilm
- 5.2. 5.2 Programas de biocidio
- 5.3. 5.3 Esterilización UV
- 6. 6. Lista de verificación de mantenimiento preventivo por aplicación
- 6.1. 6.1 Sistemas de refrigeración por gas / refrigeración por evaporación
- 6.2. 6.2 Sistemas de lavado de piezas / limpieza de tanques
- 6.3. 6.3 Sistemas de recubrimiento y acabado por pulverización
- 7. 7. Métodos de diagnóstico de campo: detectar obstrucción temprana
- 7.1. 7.1 Prueba de flujo con cubo y cronómetro
- 7.2. 7.2 Visualización del patrón de pulverización
- 7.3. 7.3 Monitorización de caídas de presión
- 7.4. 7.4 Imagen Térmica (para aplicaciones de refrigeración)
- 8. 8. Selección de materiales para el rendimiento resistente a obstrucciones
- 8.1. 8.1 Comparación de materiales para resistencia a obstrucciones
- 8.2. 8.2 Impacto de acabado superficial
- 9. 9. Preguntas frecuentes
- 9.1. P: ¿Con qué frecuencia debería cambiar las boquillas aunque no estén atascadas?
- 9.2. P: ¿Puedo usar aire comprimido para despejar una boquilla atascada?
- 9.3. P: Mis boquillas siguen atascándose a pesar de los coladores de 100 mallas. ¿Qué pasa?
- 9.4. P: ¿Es mejor la limpieza ultrasónica que la limpieza con ácido para eliminar incrustaciones?
- 9.5. P: ¿Puedo mezclar marcas o tipos de boquillas en el mismo colector?
- 9.6. P: Mi sistema utiliza agua de lavado recirculada—¿con qué agresividad debo filtrarla?
- 10. 10. Conclusión y siguientes acciones
- 10.1. Próximos pasos para optimizar tu sistema de pulverización:
1. Por qué el atasco de la boquilla importa más de lo que crees
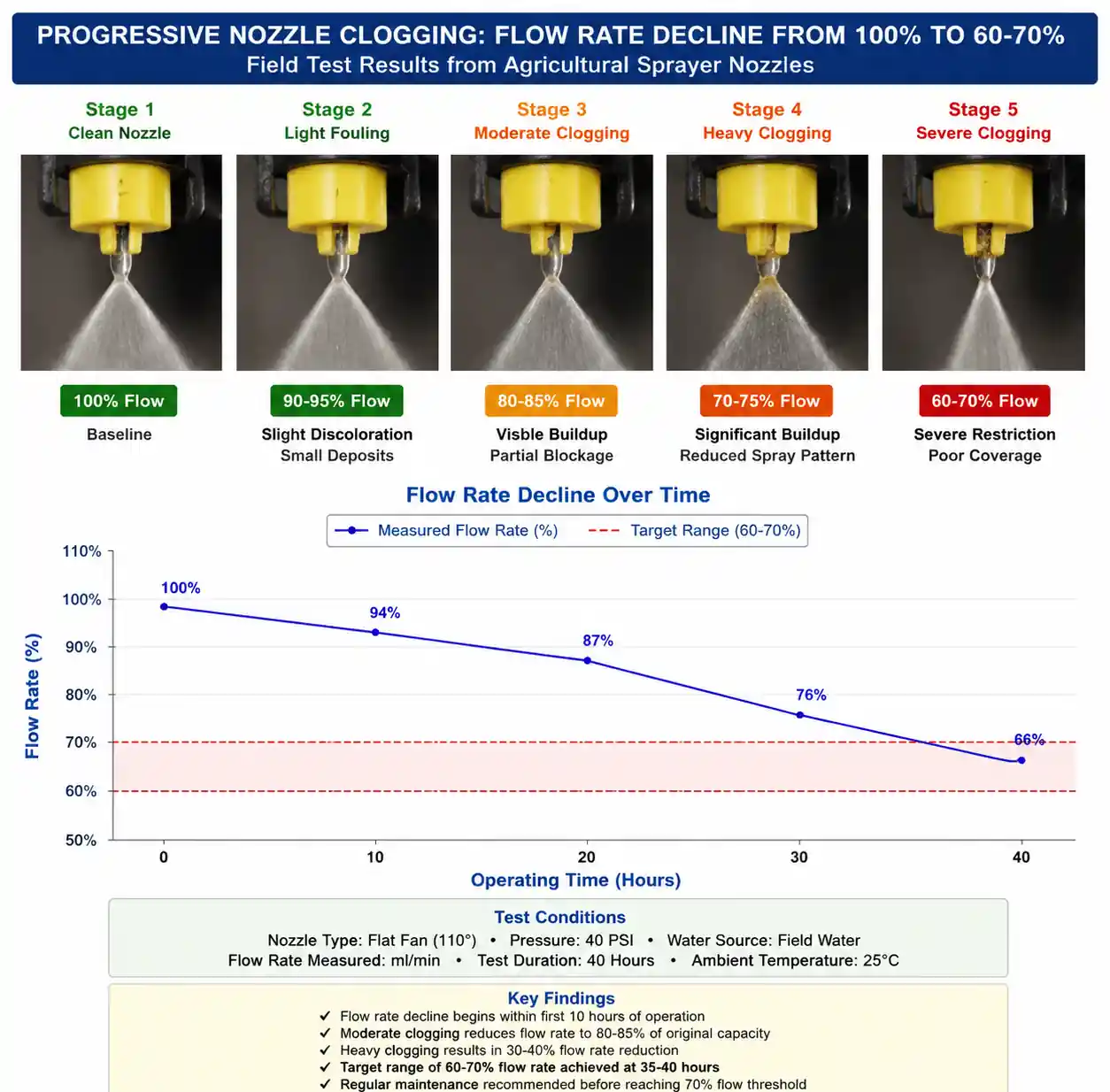
El atasco parcial de la boquilla rara vez se manifesta con un apagado total. En cambio, degrada el rendimiento de forma silenciosa. En aplicaciones de refrigeración por gas, una reducción del 20% en el flujo por bloqueo parcial puede permitir puntos calientes localizados que deforman equipos aguas abajo. En los sistemas de lavado de piezas, la cobertura desigual de pulverización deja contaminación que se convierte en una escapatoria de calidad. En operaciones de recubrimiento, las boquillas obstruidas crean estrías que requieren costosas refecciones.
A partir de nuestros datos de auditoría de mantenimiento en 200+ sitios industriales, encontramos consistentemente que los operadores reemplazan las boquillas solo tras una reducción del flujo del 60–70%, momento en el que ya se ha producido daño secundario. El impacto económico se agrava: reducción del rendimiento, aumento de las tasas de rechazo, paradas no planificadas y aceleración de emergencia de piezas de repuesto.
La buena noticia: la mayoría de los atascos siguen patrones predecibles basados en las propiedades de los fluidos, el diseño del sistema y las condiciones de funcionamiento. Con filtración sistemática, intervalos de inspección rutinarios y una selección adecuada del material, puedes reducir los incidentes de obstrucción en un 80–90% mientras extiendes la vida útil de la tobera entre 2 y 4 veces.
! 1-tobera-parcial-obstrucción-reducción de flujo
{kind=link}
2. Las cinco causas raíz del atasco de la boquilla
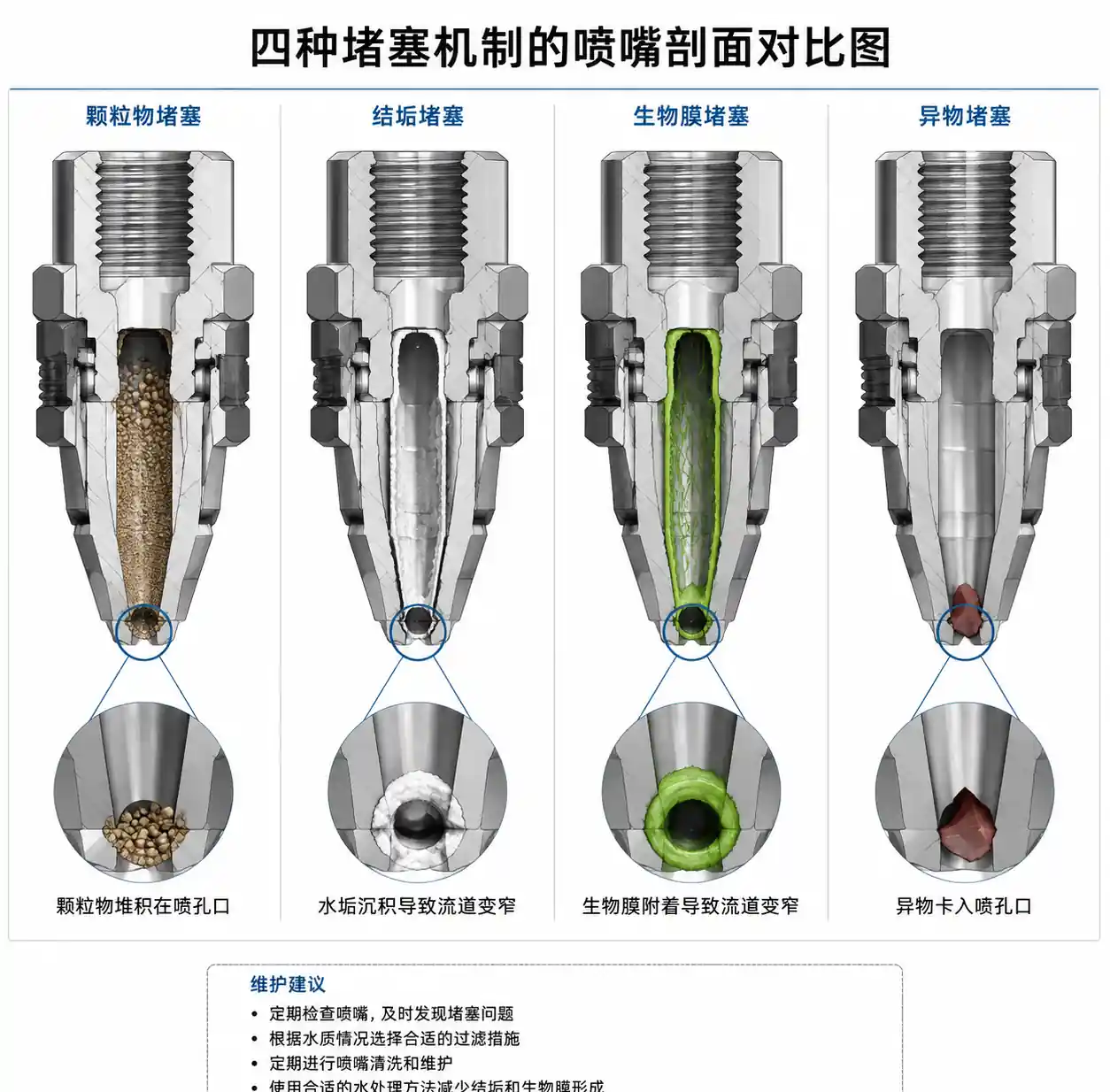
Tras analizar informes de fallos de más de 1.500 incidentes de obstrucción en diversos sectores, hemos categorizado las causas raíz en cinco mecanismos. Comprender qué mecanismo afecta a tu sistema determina el enfoque preventivo correcto.
2.1 Contaminación por partículas
La causa más común, que representa entre el 50 y el 60% de los eventos de obstrucción. Las partículas sólidas—óxido, escoria de soldadura, incrustaciones de tuberías, polvo en el aire o restos del proceso—se acumulan en el orificio de la tobera. Umbral crítico: partículas mayores al 20–25% del diámetro del orificio acabarán provocando obstrucción.
Ejemplo de campo: En un sistema de refrigeración por losa de acero con toberas de cono completo de 3,0 mm, una filtración inadecuada permitió el paso de fragmentos de escala de molino (0,5–1,0 mm). En 800 horas de funcionamiento, el 35% de las boquillas presentaban obstrucción parcial. Tras instalar coladores de 80 mallas (180 micras) aguas arriba, el tiempo medio entre limpieza se extendió de 3 semanas a 9 meses.
2.2 Precipitación química y descascado
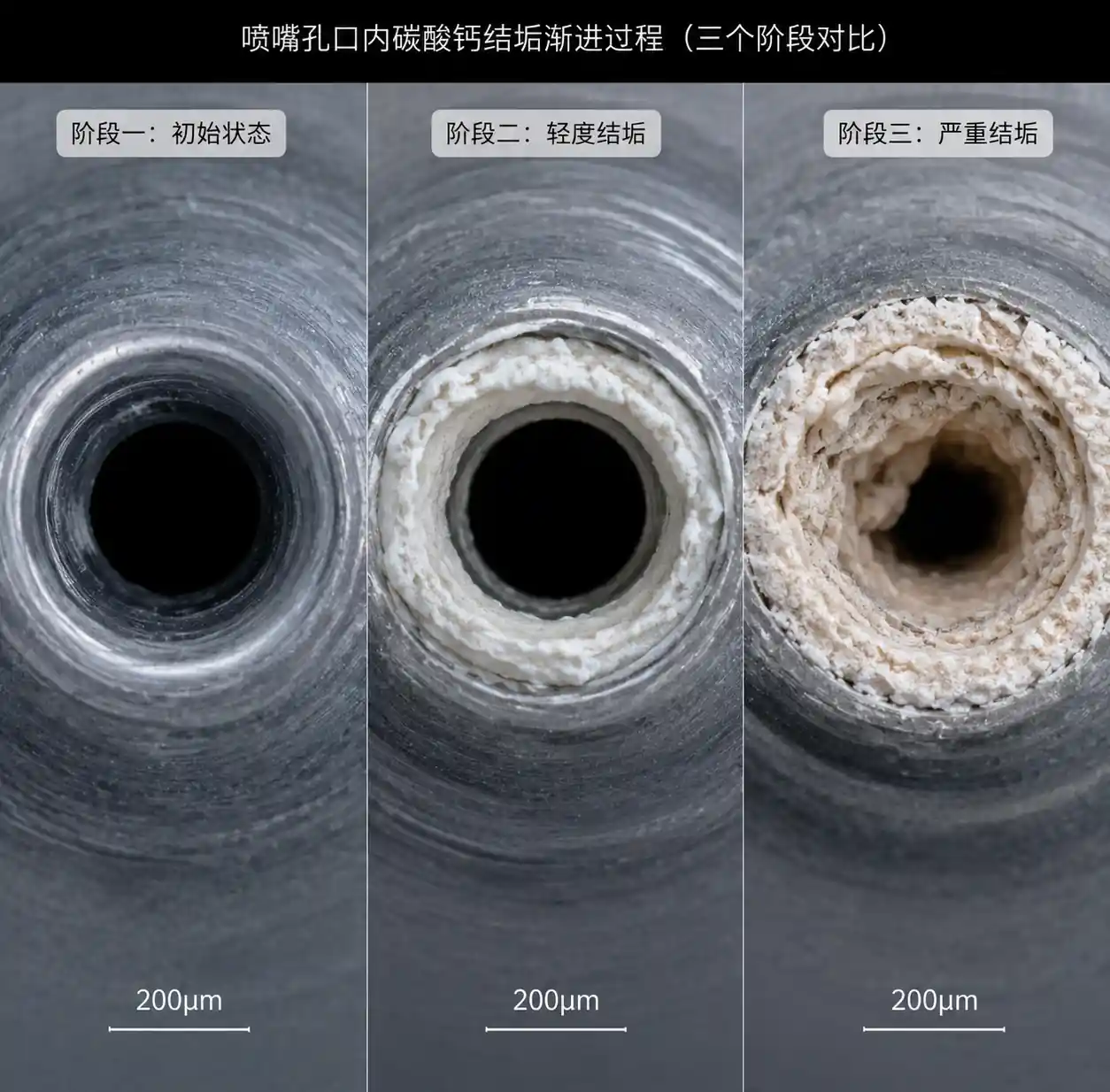
Los minerales de dureza (calcio, carbonatos de magnesio), sales disueltas o productos químicos reactivos precipitan dentro de los conductos de la boquilla cuando cambian la temperatura, el pH o la concentración. Este mecanismo predomina en la refrigeración por evaporación, el tratamiento de agua y aplicaciones de pulverización a alta temperatura.
Visión de ingeniería: Muchos operadores subestiman la gravedad porque la escala se incrementa gradualmente. Un depósito de carbonato cálcico de 0,5 mm en un orificio de 2,0 mm reduce el área efectiva en un 44%, no en un 25%, porque la restricción de flujo aumenta a medida que se reduce el diámetro al cuadrado.
2.3 Crecimiento biológico (Biofilms)
En los sistemas de agua recirculante —especialmente torres de refrigeración, sistemas de lavado y tanques de limpieza de piezas— bacterias, algas y hongos colonizan el interior de las boquillas. Las biopelículas crean obstrucciones viscosas que resisten un simple retrolavado.
2.4 Incompatibilidad de líquidos y gelificación
Cambiar fluidos sin un lavado adecuado, mezclar aditivos incompatibles o operar más allá del rango de estabilidad térmica del fluido provoca la formación de polímeros, el gelificado o la separación de fases que obstruyen orificios.
2.5 Intrusión de objetos extraños
Fragmentos de junta, desgarraduras de cinta de PTFE, salpicaduras de soldadura o insectos que entran por tuberías abiertas. Aunque estadísticamente son menos frecuentes (5–10% de los incidentes), estos eventos provocan un bloqueo repentino y completo.
Tabla 1: Matriz de Identificación de la Causa Raíz
| Síntoma | Causa probable | Primer paso diagnóstico | Tiempo típico hasta el fallo |
|---|---|---|---|
| Reducción gradual del flujo durante semanas | Escalado químico o biofilm | Desmontar la boquilla, inspeccionar las superficies internas | 4–12 semanas |
| Bloqueo total repentino | Intrusión de objetos extraños | Prueba de retrolavado, inspección visual | Minutos a horas |
| Variación intermitente del flujo | Escombros blandos o fragmentos de biofilm | Comprueba la recirculación, la calidad del agua | 2–6 semanas |
| El flujo está bien pero el patrón de pulverización está distorsionado | Obstrucción parcial del orificio (asimétrica) | Prueba de patrón de pulverización en papel sensible al agua | 1–8 semanas |
| Varias boquillas se obstruyen simultáneamente | Evento de contaminación aguas arriba | Revisa los coladores, inspecciona las tuberías aguas arriba | De horas a días |
| Solo tipos específicos de boquillas se obstruyen | Sensibilidad al diseño (orificio pequeño, filtros internos) | Comparar el tamaño del orificio con la distribución de partículas | Varía |
Cada mecanismo requiere una estrategia preventiva diferente. Los problemas de partículas responden a las mejoras en la filtración; El desincrustado requiere tratamiento de agua o limpieza ácida periódica; El crecimiento biológico exige programas de biocida. Diagnosticar mal la causa raíz desperdicia recursos de mantenimiento y retrasa la acción correctiva efectiva.
! 2-boquilla-taponando-raíz-causa-visual
{kind=link}
3. Tipos de contaminación y requisitos de filtración
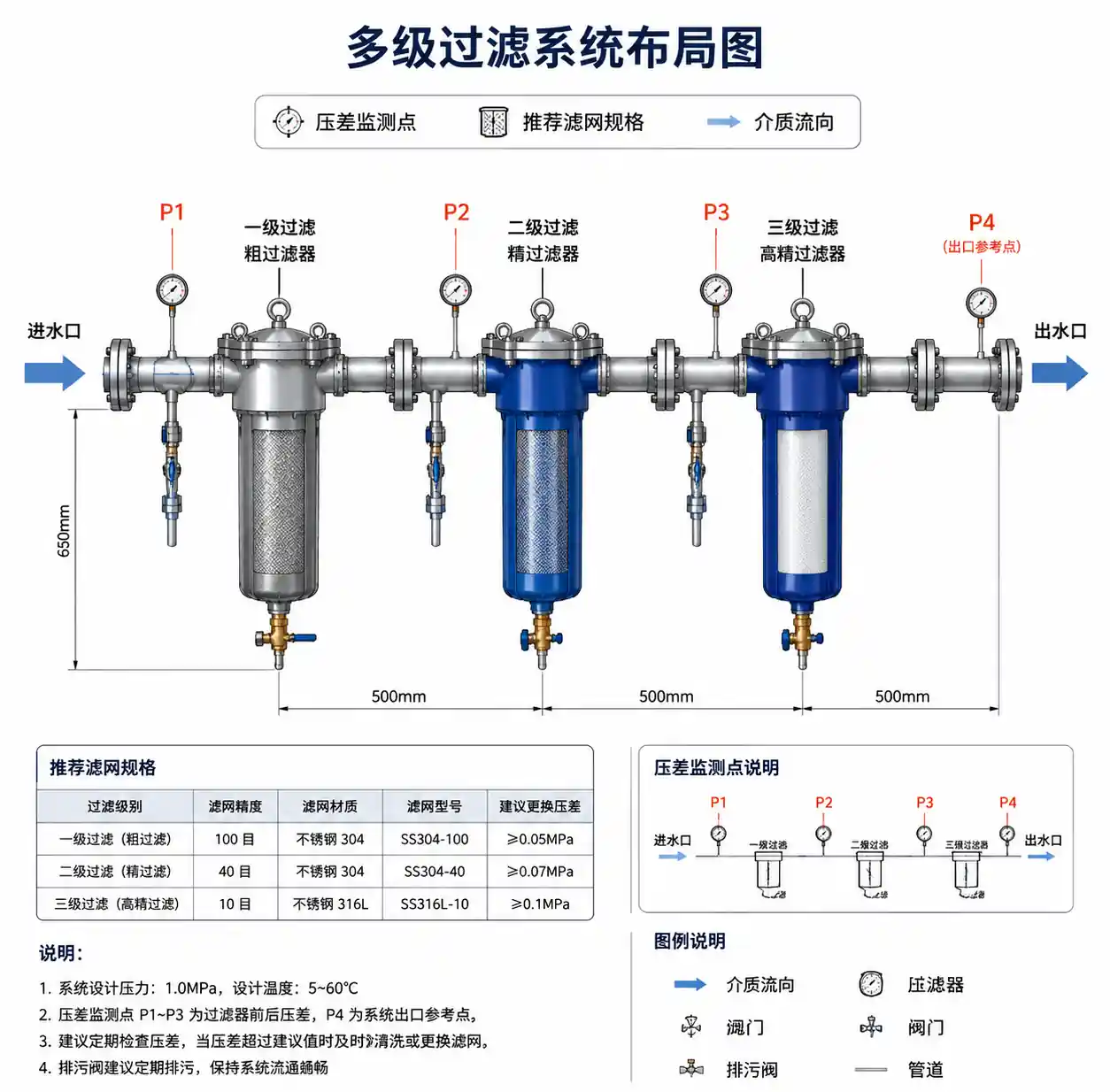
La filtración efectiva es tu primera línea de defensa, pero especificar el tamaño de malla o el tipo de filtro incorrecto es sorprendentemente común. La guía estándar —filtrar hasta el 20% del diámetro del orificio— funciona para la mayoría de las aplicaciones, pero nuestra experiencia de campo revela matices importantes.
3.1 Reglas de Tallado de Filtración
Para toberas hidráulicas, aplica este árbol de decisión:
- Orificio ≥ 3,0 mm: Utiliza coladores de malla de 40–60 (250–420 micras). Una filtración más fina aumenta la caída de presión sin una reducción significativa del obstrucción.
- Orificio 1,5–3,0 mm: Utiliza coladores de malla de 80–100 (150–180 micras). Esta gama cubre la mayoría de las boquillas industriales de cono completo, ventilador plano y cono hueco.
- Orificio 0,5–1,5 mm (aplicaciones de pulverización fina): Usa malla de 200 (74 micras) o más. Considera filtros de cartucho en línea en lugar de coladores de cesta.
- Orificio < 0,5 mm (nebulización, humidificación): Filtración obligatoria de hasta 10 micras o más, a menudo requiriendo filtración en varias etapas.
Error crítico que vemos repetidamente: Los operadores instalan un filtro pero nunca lo reparan. Un filtro obstruido crea una presión diferencial que o bien evita el filtro (si está equipado con una válvula de derivación) o genera picos de presión que dañan las toberas. Recomendamos manómetros diferenciales entre filtros con puntos de ajuste de alarma a 10–15 psi.
3.2 Mapeo de fuentes de contaminación
Diferentes aplicaciones introducen contaminación por distintas fuentes:
Sistemas de agua de lavado recirculada: Finos metálicos, residuos de proceso, precipitados de agentes limpiadores. Solución: Tanques de sedimentación + filtración de malla 100 + separadores magnéticos para contaminación ferrosa.
Sistemas de torre de refrigeración: Polvo en el aire, polen, incrustación mineral y productos de corrosión provenientes de la metalurgia del sistema. Solución: Filtración lateral que trata entre el 5 y el 10% del caudal total de forma continua + programa de tratamiento de agua.
Sistemas de pintura y recubrimiento: Aglomerados de pigmento, partículas de recubrimiento secas, residuos de evaporación de disolventes. Solución: 200+ filtración de malla inmediatamente aguas arriba de las boquillas + lavado diario con disolvente.
Aplicaciones de alta pureza (semiconductores, farmacéuticas): Partículas submicron. Solución: filtros de cartucho absolutos de 0,2–1,0 micras + filtración en el punto de uso.
! diagrama de disposición del sistema de filtración 3
{kind=link}
4. Precipitación química y formación de escamas
El atasco químico se diferencia de la contaminación por partículas porque se forma dentro de la boquilla mediante reacciones de cristalización, polimerización o precipitación. Esta sección cubre estrategias prácticas de prevención basadas en la química del agua y las condiciones del proceso.
4.1 Escalamiento de agua dura
Cuando la dureza del agua supera las 150 ppm cuando CaCO₃ y la temperatura supera los 60°C (140°F), precipitan sales de calcio y magnesio. El problema se intensifica en aplicaciones evaporativas donde la concentración aumenta cerca de la zona de formación de gotas.
Datos de campo: Rastreamos 40 boquillas en una aplicación de temple con gas usando agua de pozo con una dureza de 280 ppm. Sin tratamiento, las boquillas requerían limpieza cada 2–3 semanas. Tras instalar un descalcificador de agua (reduciendo la dureza a <50 ppm), los intervalos de limpieza se extendieron a 9+ meses y la variación del caudal se mantuvo dentro del ±5%.
Opciones de prevención clasificadas por efectividad:
- Ablandamiento de agua (intercambio iónico): Elimina la dureza antes de que llegue a las toberas. Ideal para aplicaciones en circuito cerrado o de bajo volumen. Requiere regeneración de sal y manejo de aguas residuales.
- Inyección de polifosfato: Secuestra minerales en solución. Efectivo para dureza de hasta 300 ppm. Requiere dosificación precisa; La sobredosis puede causar desgranado de fosfatos.
- Control del pH: Un pH ligeramente ácido (6,0–6,5) aumenta la solubilidad del carbonato de calcio. Debe equilibrarse frente al riesgo de corrosión para la metalurgia del sistema.
- Limpieza periódica con ácido: El ácido cítrico o clorhídrico disuelve la incrustación carbonatada. Utiliza una solución de ácido cítrico al 5–10%, haz circular durante 30–60 minutos y luego enjuaga bien.
4.2 Precipitación salina en salmuera o soluciones químicas
Las soluciones salinas de alta concentración (>20% en peso) o corrientes químicas saturadas pueden cristalizar cuando la temperatura baja o se evapora en el orificio. Común en procesamiento de alimentos, petróleo y gas, y desalinización.
Solución de ingeniería: Mantener la temperatura del fluido entre 10 y 15°C por encima del punto de cristalización en toda la tubería y el cuerpo de la tobera. Para aplicaciones de refrigeración por salmuera, utiliza colectores de boquilla aislados o con trazado térmico. Hemos eliminado con éxito el atasco de sal en los sistemas de templado con ZnCl₂ manteniendo la temperatura de la solución a 75°C frente al punto de cristalización de 60°C.
Tabla 2: Límites de calidad del agua para una operación libre de obstrucciones
| Parámetro | Rango de bajo riesgo | Rango de riesgo moderado | Rango de alto riesgo (requiere mitigación) |
|---|---|---|---|
| Dureza total (ppm CaCO₃) | 0–75 | 75–200 | >200 |
| Sólidos en suspensión totales (ppm) | 0–25 | 25–100 | >100 |
| Hierro (ppm Fe) | 0–0,3 | 0.3–2.0 | >2.0 |
| Sólidos disueltos totales (ppm) | 0–500 | 500–2000 | >2000 |
| pH | 6.5–8.5 | 6.0–6.5 o 8.5–9.5 | <6.0 o >9.5 |
| Recuento biológico (UFC/mL) | 0–1000 | 1000–10.000 | >10.000 |
Superar los umbrales de alto riesgo no garantiza el atasco, pero aumenta significativamente la probabilidad. La tabla ayuda a priorizar qué parámetros de calidad del agua probar y controlar primero.
! 4-Carbonato-calcio-Escala-Progresión
{kind=link}
5. Crecimiento biológico en sistemas de recirculación
La formación de biofilm se subestima porque se desarrolla lentamente y es invisible hasta que es severa. Bacterias, algas y hongos colonizan superficies húmedas, formando matrices viscosas que atrapan partículas y finalmente ocluyen los pasajes de flujo.
5.1 Condiciones que promueven el crecimiento de biofilm
- Temperatura 20–45°C (68–113°F):* El punto óptimo para el crecimiento bacteriano.
- Zonas estancadas o de bajo flujo: Piernas muertas en tuberías, internos de la boquilla durante los periodos de apagado.
- Nutrientes presentes: Contaminación orgánica por fluidos de proceso, residuos en suspensión aérea en torres de refrigeración, azúcares o proteínas en el procesamiento de alimentos.
- Exposición a la luz solar (para algas): Sistemas de refrigeración exterior, colectores de limpieza de tanques en tanques translúcidos.
5.2 Programas de biocidio
Biocidas oxidantes (cloro, bromo, dióxido de cloro): Efectivos para dosificación continua o de choque. Mantener el residuo de cloro libre entre 0,5 y 1,0 ppm para un control continuo. Para el tratamiento de shock, aumenta a 5–10 ppm durante 2–4 horas semanales. Advertencia: El cloro acelera la corrosión de ciertas aleaciones (acero inoxidable de la serie 300 bajo ciertas condiciones).
Biocidas no oxidantes (isotiazolonas, compuestos de amonio cuaternario): Utilizados en sistemas donde los oxidantes causan corrosión o degradan fluidos de proceso. Normalmente se administra de forma intermitente. Seguir las directrices del fabricante; Algunos requieren rotación para evitar la resistencia bacteriana.
Consejo práctico del campo: Si abres una boquilla y ves baba verdosa marrón o hueles a humedad, tienes biofilm. Se requiere limpieza física (cepillado, limpieza ultrasónica) combinada con tratamiento biocida. El biocidio por sí solo no elimina el biofilm ya establecido.
5.3 Esterilización UV
Para sistemas de refrigeración o enjuague de agua con <50 GPM, los esterilizadores UV en línea proporcionan control biológico libre de químicos. Unidades de tamaño para administrar una dosis UV de 30–50 mJ/cm². Eficaz contra bacterias y algas pero no elimina partículas ni incrustaciones; combínalo con filtración.
6. Lista de verificación de mantenimiento preventivo por aplicación
Las siguientes listas de verificación sintetizan las mejores prácticas de programas de mantenimiento de múltiples sectores. Adapta las frecuencias según la gravedad de tu operación y las tasas históricas de obstrucción.
6.1 Sistemas de refrigeración por gas / refrigeración por evaporación
Diario:
- Inspeccionar visualmente los patrones de pulverización (si es accesible); Busca sprays que falten o estén deformados.
- Comprobar la presión del sistema; > aumento del 10% sugiere obstrucción parcial que genera contrapresión.
Semanal:
- Caudal de prueba en el 10–20% de las boquillas usando el método de cubeta y cronómetro (comparar con la línea base).
- Inspeccionar y limpiar coladores en línea; Registrar el tipo y la cantidad de restos.
- Comprobar la calidad del agua: pH, conductividad, sólidos en suspensión.
Mensual:
- Retirar e inspeccionar 2–3 boquillas representativas; Mide el diámetro del orificio con calibres de pinos.
- Verificar el ángulo de pulverización utilizando papel sensible al agua o medición láser.
- Analizar muestras de agua para dureza, hierro y recuento biológico.
Trimestral:
- Ciclo completo de limpieza de la boquilla (lavado ácido o limpieza ultrasónica).
- Sustituir las boquillas que muestran una reducción de flujo del >15% o un estrechamiento del ángulo de pulverización de >5°.
- Calibrar caudalímetros y manómetros.
Anual:
- Sustituir todas las toberas en aplicaciones críticas (alternativa: rotar todo el conjunto del colector con repuesto pre-limpio).
- Limpieza del sistema e inspección interna de tuberías.
! 5-boquilla-inspección-procedimiento-mantenimiento
{kind=link}
6.2 Sistemas de lavado de piezas / limpieza de tanques
Después de cada tirada de producción (sistemas por lotes):
- Enjuague las boquillas con disolvente limpio o agua.
- Si usas limpiadores químicos, sigue con un enjuague neutralizante.
Diario:
- Revisar el filtro y el colador del tanque; Limpia si hay presión diferencial >5 psi.
- Inspeccionar la acumulación de sedimentos en el fondo del tanque.
Semanal:
- Retirar, desmontar e inspeccionar las boquillas manualmente.
- Prueba del patrón de pulverización en piezas de desecho; Verifica la uniformidad de la cobertura.
- Comprobar el crecimiento biológico (si es a base de agua).
Mensual:
- Sustituir el líquido de lavado o limpiar profundamente el tanque de recirculación.
- Limpiar las boquillas ultrasónicas durante 15–20 minutos en el disolvente adecuado.
- Inspeccionar roscas y sellos de montaje de la boquilla; Reemplaza si se daña.
Trimestral:
- Sustituir todas las boquillas o rotar con repuestos limpios.
- Depósito de descalcificación y tuberías si se utiliza agua dura.
6.3 Sistemas de recubrimiento y acabado por pulverización
Antes de cada turno:
- Enjuaguar las boquillas con disolvente antes de introducir el material de recubrimiento.
- Verificar el patrón de pulverización usando un panel de prueba.
Después de cada turno:
- Enjuague inmediata con disolvente (crítico: el recubrimiento seco es difícil de eliminar).
- Remojar las boquillas en disolvente durante la noche para recubrimientos de bajo disolvente o a base de agua.
Semanal:
- Desmontar y limpiar las puntas de la boquilla, las cámaras de remolino y las tapas de aire.
- Inspeccionar la presencia de recubrimientos secos; Usa cepillos de latón o nailon (nunca acero—araña superficies de precisión).
Mensual:
- Sustituir los elementos filtrantes desechables aguas arriba de las boquillas.
- Sustituir las boquillas que muestran distorsión del patrón (la acumulación de recubrimiento a menudo no puede eliminarse completamente).
Tabla 3: Multiplicadores de frecuencia de mantenimiento por severidad operativa
| Factor | Baja severidad (1,0x la línea base) | Severidad moderada (0,5–0,7x línea base) | Alta severidad (0,3–0,5x línea base) |
|---|---|---|---|
| Dureza del agua | <100 ppm | 100–250 ppm | >250 ppm |
| Sólidos en suspensión | <50 ppm | 50–150 ppm | >150 ppm |
| Horario/día | <8 | 8–16 | >16 continuo |
| Temperatura del fluido | <60°C | 60–90°C | >90°C |
| Tasa de recirculación | Bajo (<5x rotación/hora) | Moderado (5–15x) | Alto (>15x) |
Ejemplo: Si la referencia requiere una inspección mensual de la boquilla pero trabajas con >250 ppm de dureza (multiplicador 0,5x) y >16 horas/día (multiplicador 0,4x), inspecciona cada 2–3 semanas.
7. Métodos de diagnóstico de campo: detectar obstrucción temprana
La detección temprana previene daños secundarios. Estas pruebas de campo requieren un equipo mínimo y pueden ser realizadas por técnicos de mantenimiento.
7.1 Prueba de flujo con cubo y cronómetro
Procedimiento: A presión constante del sistema (usar manómetro en el colector), capturar el flujo completo de la tobera en un contenedor graduado durante 60 segundos. Compáralo con el caudal base (de la hoja técnica del fabricante o de las pruebas de puesta en marcha).
Criterios de aceptación: Un flujo dentro del ±10% del valor basal indica un funcionamiento normal. Una reducción del flujo del 10–20% sugiere obstrucción parcial; >20% requiere limpieza o reemplazo inmediato.
Punta de campo: Prueba a 3–4 presiones representativas (50%, 75%, 100% de la presión de operación) para generar una curva flujo-presión. Las boquillas obstruidas muestran pendiente reducida.
7.2 Visualización del patrón de pulverización
Método 1 (Papel sensible al agua): Rociar sobre papel amarillo sensible al agua situado perpendicular al eje de pulverización en la distancia de impacto del diseño. Los puntos azules indican impactos de gotas. La cobertura uniforme confirma el funcionamiento adecuado; Las zonas desnudas o las rayas indican obstrucción parcial.
Método 2 (Observación retroiluminada): Posicionar la boquilla contra fondo oscuro con retroiluminación fuerte. Observa la simetría del cono de pulverización y la nitidez de los límites. La obstrucción parcial crea asimetría o difuminación en los bordes del cono.
7.3 Monitorización de caídas de presión
Instala manómetros inmediatamente aguas arriba y aguas abajo de los colectores de toberas. El aumento gradual de la presión en el colector (con caudal constante) indica un atasco acumulado de múltiples toberas que reduce la capacidad del sistema.
Lógica diagnóstica:
- Aumenta la presión + disminuye el flujo de la boquilla individual = obstrucción parcial.
- Constante de presión + disminución del flujo individual de la tobera = desgaste o erosión de la tobera (diferente modo de fallo).
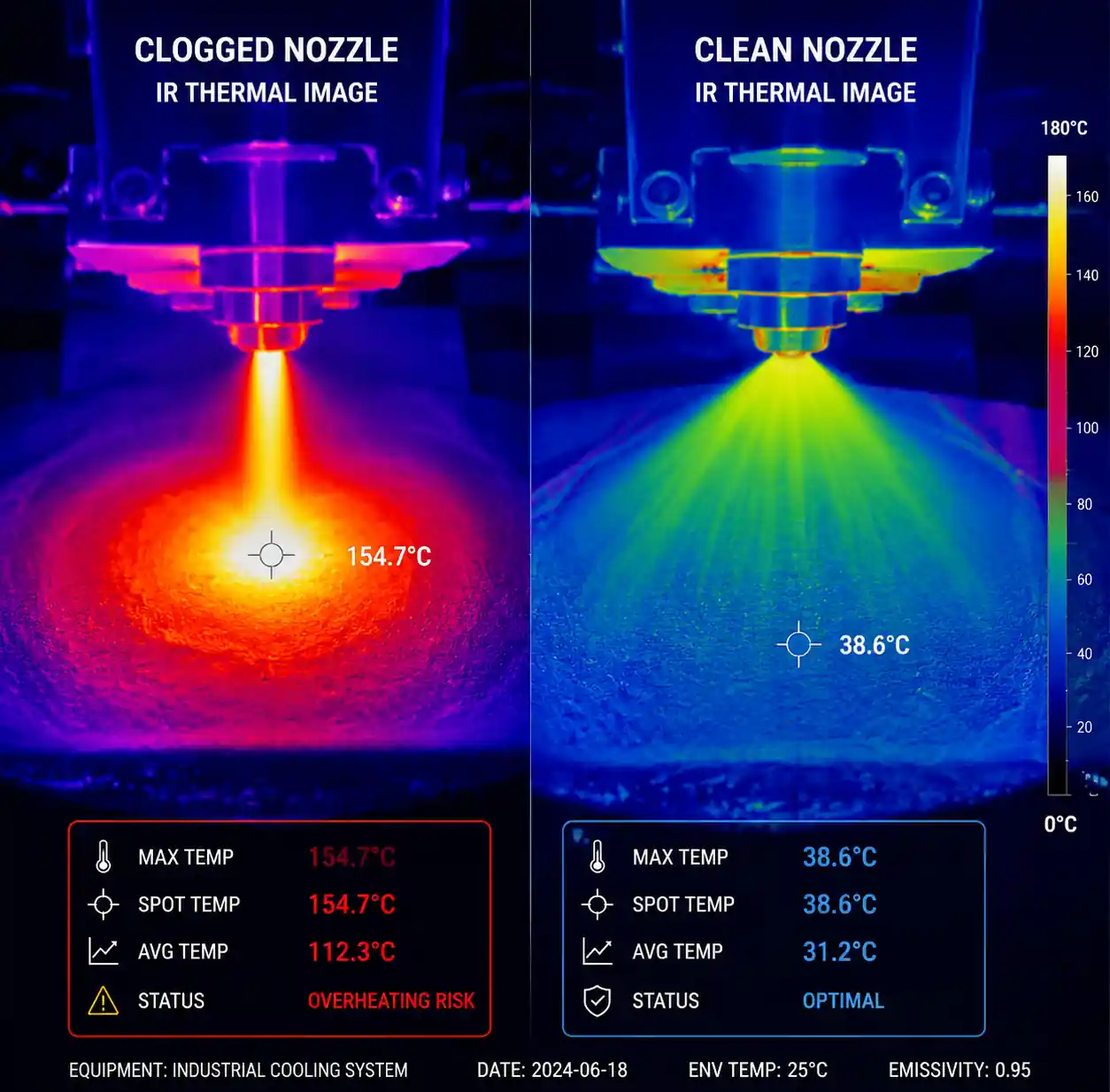
7.4 Imagen Térmica (para aplicaciones de refrigeración)
Usa una cámara IR para mapear la temperatura de las superficies que se están enfriando. Los puntos calientes indican una cobertura insuficiente de pulverización por boquillas obstruidas. Este método no contacto permite el diagnóstico sin que el sistema se apague.
! 6-Imagen-térmica-Tobera-detección-boquilla
{kind=link}
8. Selección de materiales para el rendimiento resistente a obstrucciones
El material de la tobera afecta la susceptibilidad a la obstrucción mediante tres mecanismos: resistencia a la erosión (mantiene el tamaño diseñado del orificio), resistencia a la corrosión (que evita la rugosidad interna que atrapa partículas) y acabado superficial (superficies más lisas resisten la incrustación y la fijación de biopelícula).
8.1 Comparación de materiales para resistencia a obstrucciones
Latón (aleación 360): Económico, buena resistencia a la corrosión en agua limpia. La resistencia a la erosión es pobre con fluidos abrasivos (tasa de desgaste relativa: 1,0x la línea base). Úsalo para aplicaciones de agua limpia por debajo de 100 psi.
Acero inoxidable (303, 316): Excelente resistencia a la corrosión, resistencia moderada a la erosión (tasa de desgaste relativa: 0,3–0,5x latón). 316 preferidas para fluidos que contienen cloruro. Nuestros datos de campo muestran una vida útil 3–5 veces mayor que la del latón en aplicaciones típicas de agua de refrigeración. Puede ser electropulido para un acabado superficial superior (Ra < 0,4 micras) que resiste el descamado.
Cerámica (alúmina, circonia): Resistencia a la erosión muy alta (tasa de desgaste relativa: 0,05–0,10x latón), mantiene el tamaño del orificio en las pastas abrasivas. Inconveniente: frágil, susceptible a picos de presión y choques térmicos. Recomendado para aplicaciones con alto contenido sólido donde el desgaste es el modo de fallo dominante.
Carburo de silicio o carburo de tungsteno: Máxima resistencia a la erosión (tasa de desgaste relativa: 0,02–0,05x latón), utilizada en las condiciones abrasivas más severas (polémica de ceniza volante, aplicaciones mineras, gasificación de carbón). Muy caro, pero paga la pena en intervalos de servicio ultra largos.
PTFE o forrado de PFA: Utilizado en aplicaciones químicas altamente corrosivas (ácidos concentrados, álcalis fuertes). Excelente resistencia química pero poca resistencia mecánica—requiere un diseño de soporte robusto. La superficie lisa del fluoropolímero resiste el descamado y la adhesión de biopelículas.
Tabla 4: Guía de selección de materiales para aplicaciones propensas a obstrucciones
| Característica de aplicación | Material recomendado | Segunda Opción | Evitar |
|---|---|---|---|
| Agua limpia, <150 psi | Acero inoxidable 316 | Latón | Cerámica (excesivo, quebradizo) |
| Productos químicos corrosivos (pH<3 o >11) | Forrado de PFA/PTFE | Aleaciones exóticas (Hastelloy) | Latón, acero al carbono |
| Propenso a biofilm (orgánicos recirculantes) | 316 SS electropulido | Latón (limpieza frecuente) | Materiales acabados en bruto |
| Temperaturas altas (>200°C) | 316 SS o cerámica | 303 SS | Plástico, PTFE |
8.2 Impacto de acabado superficial
La Ra (rugosidad media superficial) afecta drásticamente las tasas de incrustación. Nuestras pruebas comparativas en agua dura (250 ppm de dureza, 70°C) mostraron:
- Latón mecanizado en bruto (Ra 1,6–3,2 micras): Escalado pesado en 200 horas.
- 316 SS mecanizado estándar (Ra 0,8–1,6 micras): Escalado moderado en 500 horas.
- 316 SS electropulido (Ra 0,2–0,4 micras): Escalado mínimo tras 2000+ horas.
Las superficies más lisas ofrecen menos sitios de nucleación para cristales de escamas y dificultan la unión de biopelículas. Para aplicaciones con retos conocidos de escala o biológicos, especifica internos electropulidos o pulidos mecánicamente.
9. Preguntas frecuentes
P: ¿Con qué frecuencia debería cambiar las boquillas aunque no estén atascadas?
R: Sustituye según criterios de desgaste, no intervalos de tiempo arbitrarios. Para toberas hidráulicas en aplicaciones de agua limpia, inspeccionar cada 2000–5000 horas de funcionamiento. Sustituye cuando el caudal aumenta >10% (indica desgaste que agranda el orificio) o cuando el ángulo de pulverización se reduce >5°. Para aplicaciones abrasivas o corrosivas, acortar los intervalos a 500–1000 horas inicialmente y luego ajustar en función de las tasas de desgaste observadas. Mantén 2–3 boquillas como "muestras testigos" que midas frecuentemente para predecir cuándo necesitará reemplazar la población mayoritaria.
P: ¿Puedo usar aire comprimido para despejar una boquilla atascada?
R: La purga de aire de flujo inverso (150–200 psi) a veces elimina bloqueos blandos (fragmentos de biopelícula, partículas sueltas), pero rara vez elimina incrustaciones duras o objetos extraños atascados. Riesgo: la sobrepresión puede dañar componentes internos (paletas de remolino, pantallas de filtro) o descolocar los elementos de sellado. Mejor enfoque: quitar, inspeccionar visualmente, limpiar bien. Si tienes que intentar limpiar en situ, limita la presión del aire a <100 psi y purga solo durante 2–3 segundos. Si el bloqueo no desaparece inmediatamente, quita la boquilla.
P: Mis boquillas siguen atascándose a pesar de los coladores de 100 mallas. ¿Qué pasa?
R: Varias posibilidades: (1) Se instalan coladores pero no se revisan regularmente—comprueba la presión diferencial y limpia; (2) Las partículas se deforman y atraviesan la malla cuando están mojadas, luego se expanden dentro de los orificios de la tobera; (3) Tienes incrustación química o crecimiento biológico, no obstrucción de partículas—requiere remediación diferente; (4) El tamaño del orificio es demasiado pequeño para una malla de 100 — cambiar a malla de 200 o más fina; (5) Contaminación introducida aguas abajo de los coladores (patas muertas, corrosión en tuberías del múltiple). Realizar análisis de causa raíz: desmontar la boquilla obstruida y analizar el tipo de residuos antes de invertir en mejoras de filtración.
P: ¿Es mejor la limpieza ultrasónica que la limpieza con ácido para eliminar incrustaciones?
R: Cada método funciona mejor para diferentes depósitos. La limpieza ultrasónica (frecuencia 35–50 kHz, solución adecuada al tipo de depósito, 15–30 minutos) destaca para eliminar la acumulación de partículas, biopelículas y depósitos orgánicos blandos. Es suave para el interior de la boquilla. Se requiere limpieza ácida (5–10% ácido cítrico o clorhídrico, 30–60 minutos de remojo con agitación) para la incrustación mineral dura (carbonato de calcio, óxidos de hierro). Para incrustaciones mixtas, secuencialas: primero con ultrasonidos para eliminar restos sueltos, luego ácido para disolver escamas duras, y después enjuague ultrasónico para eliminar el ácido y las sales disueltas. Siempre enjuaga bien con agua limpia y seca antes de volver a instalarla.
P: ¿Puedo mezclar marcas o tipos de boquillas en el mismo colector?
R: No se recomienda si necesitas una cobertura uniforme o una distribución del flujo. Los coeficientes de flujo de diferentes fabricantes varían ±–5–15% incluso a la misma capacidad nominal, y los ángulos de pulverización pueden variar entre ±5 y 10°. Esto crea una cobertura desigual y dificulta la resolución de problemas. Excepción: Si estás creando deliberadamente un patrón no uniforme (por ejemplo, mayor densidad en zonas específicas), mezclar es aceptable pero documenta claramente el diseño. Para simplificar el mantenimiento y reducir el inventario de repuestos, estandariza en un solo fabricante y minimiza la variedad de tipos de toberas.
P: Mi sistema utiliza agua de lavado recirculada—¿con qué agresividad debo filtrarla?
R: Depende del tamaño del orificio de la boquilla y de la carga de tierra. Para sistemas de lavado con orificios de >2,0 mm y suciedad moderada (astillas metálicas, aceites de mecanizado), funciona bien un enfoque de dos etapas: colador grueso (malla 20–40) tras el tanque para recoger restos pesados, luego colador fino (malla 80–100) justo antes de los colectores de tobera. Si la carga de suelo es alta (operaciones de molienda, óxido intenso), añade un tanque de sedimentación o un separador ciclónico antes de la primera etapa de filtrado para reducir la frecuencia de limpieza del filtro. Monitorizar la presión diferencial del filtro y limpiar o reemplazar los elementos cuando el ΔP alcance 10 psi. Para orificios de <1,5 mm, considera filtros de bolsa o filtros de cartucho con una capacidad de 50–75 micras.
10. Conclusión y siguientes acciones
El atasco de la boquilla no es un evento aleatorio: sigue patrones predecibles determinados por las propiedades del fluido, el diseño del sistema y las condiciones de funcionamiento. Al abordar sistemáticamente las cinco causas raíz (contaminación por partículas, precipitación química, crecimiento biológico, incompatibilidad de fluidos e intrusión de objetos extraños), se puede lograr una reducción del 80–90% en los incidentes de obstrucción mientras se extiende la vida útil de la tobera entre 2 y 4 veces.
Próximos pasos para optimizar tu sistema de pulverización:
- Realizar un análisis de causa raíz de obstrucción en tus tres aplicaciones más problemáticas utilizando los métodos diagnósticos de la Sección 7.
- Auditar tu filtración actual conforme a las normas de dimensionamiento de la Sección 3; Mejora donde haya huecos.
- Implementar la lista de verificación de mantenimiento preventivo específica de la Sección 6 para sus sistemas de mayor riesgo.
- Si experimentas obstrucciones persistentes a pesar de seguir estas directrices, solicita una auditoría de aplicación en campo; los ingenieros experimentados en spray suelen identificar causas no evidentes (zonas de estancamiento del flujo, corrosión localizada, efectos del ciclo térmico) que no son evidentes a partir de un diagnóstico remoto.
Los sistemas de boquillas industriales son fundamentales para el rendimiento, la calidad y la eficiencia del proceso. El enfoque preventivo aquí descrito —combinando un diseño adecuado, mantenimiento sistemático y toma de decisiones basada en datos— transforma las boquillas de un dolor de cabeza crónico en un componente fiable y predecible de tu operación.