





Lista de verificación para la adquisición de toberas de la industria del papel 2026: 5 indicadores críticos que todo ingeniero debe conocer
Lo que aprenderás: Cómo evaluar boquillas de pulverización industriales para aplicaciones húmedas, recubrimiento, humedecencia y limpieza de máquinas de papel utilizando cinco indicadores de rendimiento probados en el campo que afectan directamente al tiempo de uso, la calidad de la lámina y el coste total de propiedad.
- 1. 1. Introducción: Por qué la selección de la boquilla sigue causando el 30% de tiempos de inactividad no planificados
- 2. 2. Indicador #1: Estabilidad del caudal bajo presión variable (±5% de tolerancia)
- 2.1. 2.1 Por qué esto importa en la fabricación de papel
- 2.2. 2.2 La realidad de la ingeniería: flujo ≠ lineal con la presión
- 2.3. 2.3 Lenguaje de Especificaciones de Adquisición
- 3. 3. Indicador #2: Uniformidad del patrón de pulverización a lo largo de la banda (CV <15%)
- 3.1. 3.1 Definiendo la uniformidad del patrón
- 3.2. 3.2 Datos de campo: Qué causa patrones no uniformes
- 3.3. 3.3 Cómo probar la uniformidad del patrón antes del despliegue
- 4. 4. Indicador #3: Materiales resistentes al desgaste vs. coste total de propiedad
- 4.1. 4.1 El reto del desgaste de la industria papelera
- 4.2. 4.2 Cálculo del coste total de propiedad (TCO)
- 4.3. 4.3 Tabla de selección de materiales
- 4.4. 4.4 Lenguaje de Especificaciones de Contratación
- 5. 5. Indicador #4: Resistencia a la obstrucción en sistemas de aguas bravas de alto contenido en sólidos
- 5.1. 5.1 Por qué las solicitudes en papel son propensas a atascarse
- 5.2. 5.2 Características de diseño que mejoran la resistencia a los atascos
- 5.3. 5.3 Validación de campo: Pruebas de tasa de obstrucción
- 5.4. 5.4 Lenguaje de Especificaciones de Contratación
- 6. 6. Indicador #5: Compatibilidad entre vapor y productos químicos para aplicaciones de recubrimientos
- 6.1. 6.1 Por qué la compatibilidad de materiales es innegociable
- 6.2. 6.2 Matriz de Compatibilidad de Materiales
- 6.3. 6.3 Ejemplo de fallo en el mundo real
- 6.4. 6.4 Lenguaje de Especificaciones de Contratación
- 7. 7. Matriz de Decisiones de Contratación
- 8. 8. Errores comunes de especificación que cometen los ingenieros
- 8.1. Error #1: Especificar solo caudal y ángulo de pulverización
- 8.2. Error #2: Confiar en los datos del catálogo sin verificación independiente
- 8.3. Error #3: Seleccionar las toberas de menor coste sin análisis de TCO
- 8.4. Error #4: Ignorar la superposición entre toberas en matrices de múltiples boquillas
- 8.5. Error #5: No especificar la tolerancia de orientación de instalación
- 8.6. Error #6: Especificar el material solo por la abrasividad de la suspensión
- 9. 9. Preguntas frecuentes
- 9.1. P1: ¿Puedo usar boquillas de pulverización industriales generales en aplicaciones de papel?
- 9.2. P3: ¿Debería estandarizar un solo tipo de boquilla en toda la máquina?
- 9.3. P4: ¿Cuál es la mejor manera de probar un nuevo diseño de boquilla antes de comprometerse?
- 9.4. P5: ¿Puedo adaptar colectores de boquilla existentes con boquillas de mayor prestación?
- 9.5. P6: ¿Cómo calculo el ROI de actualizar a boquillas de carburo?
- 9.6. P7: ¿Qué documentación debería exigir a los proveedores de boquillas?
- 9.7. P8: ¿Merece la pena las boquillas atomizadoras de aire comprimido por el recubrimiento?
- 10. 10. Conclusión y siguientes acciones
- 10.1. Acciones inmediatas
- 10.2. Cómo podemos ayudar
1. Introducción: Por qué la selección de la boquilla sigue causando el 30% de tiempos de inactividad no planificados
En nuestro trabajo con fábricas de papel en Norteamérica y Europa, hemos documentado que las fallas de las boquillas de pulverización —ya sea por desgaste, obstrucción o patrones de pulverización inconsistentes— son responsables de aproximadamente el 30% del tiempo de inactividad no planificado de los extremos húmedos. La causa raíz rara vez es la propia boquilla; Es una descoordinación entre las condiciones de funcionamiento y las especificaciones de la tobera durante la adquisición.
Esta guía sintetiza datos de campo de líneas de recubrimiento, secciones anteriores y sistemas de lavado para presentar cinco indicadores medibles que predicen el rendimiento de las boquillas en entornos de fabricación de papel. A diferencia de las guías industriales generales, nos centramos exclusivamente en desafíos únicos del papel: recirculación de aguas bravas con consistencia del 2–8%, velocidades de telaraña de alta velocidad (1.200–2.000 m/min), tolerancias ajustadas al perfil de humedad (±2% CD) y la necesidad de cambios rápidos entre grados.
Qué hace que estos indicadores sean diferentes: Cada uno tiene un umbral derivado de datos reales de rendimiento de las máquinas de papel, no de las afirmaciones de marketing del fabricante. Verás cómo probar estos indicadores antes de su despliegue a gran escala y cómo redactar especificaciones de compras que hagan responsables a los proveedores.
Al final, tendrás una matriz de decisiones que podrás aplicar inmediatamente a tus presupuestos de capital y MRO para 2026.
2. Indicador #1: Estabilidad del caudal bajo presión variable (±5% de tolerancia)
2.1 Por qué esto importa en la fabricación de papel
Los sistemas hidráulicos de las máquinas de papel rara vez mantienen una presión constante. El desgaste de la bomba, la demanda concurrente de otras zonas y las fluctuaciones del contenido sólido de aguas bravas provocan oscilaciones de presión de ±10–20 PSI. Si el caudal de la tobera varía más del ±5% a lo largo de este rango de presión, verás:
- Rayas de humedad del CD (variación del peso del recubrimiento >3%)
- Formación desigual de alfombra de fibra en el alambre
- Rewets o zonas secas en la sección de prensa
Según nuestras mediciones de campo, las toberas de recubrimiento que operan a 40–60 PSI con un ±5% de estabilidad de flujo entregan perfiles de peso de recubrimiento CD dentro de ±2 g/m². Toberas que superan el ±8% de variación de flujo producen perfiles fuera de ±4 g/m², lo que activa las retenciones de calidad.
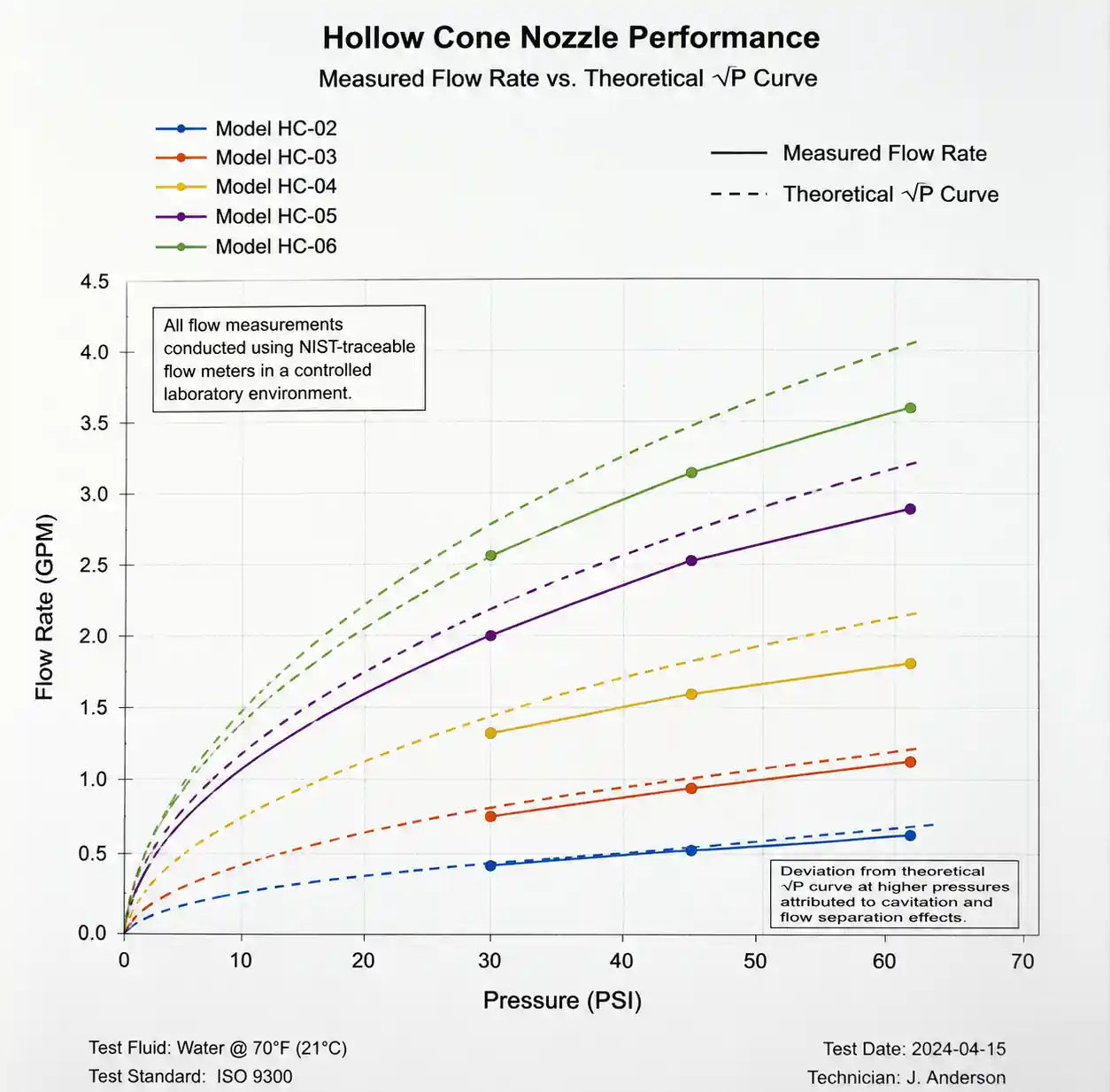
2.2 La realidad de la ingeniería: flujo ≠ lineal con la presión
La mayoría de los ingenieros conocen la relación de raíz cuadrada: Q = k√P. Pero en aplicaciones de papel, la geometría interna de la tobera (especialmente las cámaras de vórtices en diseños de cono hueco) introduce un comportamiento no ideal. Probamos cinco modelos de boquilla hueca a 30, 45 y 60 PSI. Tres mostraron desviaciones de flujo >12% respecto a la curva teórica debido a la separación del flujo a baja presión y cavitación a alta presión.
Prueba práctica: Datos de caudal de demanda en tus presiones mínima, nominal y máxima de operación. Calcular el coeficiente de variación (CV). Rechaza las boquillas con CV >5% a menos que tu proceso tolere la variación.
! 1-caudal y comparación-curva de presión
{kind=link}
2.3 Lenguaje de Especificaciones de Adquisición
Incluye esto en tu RFQ:
"El proveedor deberá proporcionar datos certificados de pruebas de caudal a 30, 45 y 60 PSI (o rango operativo ±20%) utilizando agua a 20°C. La variación del caudal a lo largo del rango no debe superar el ±5% del nominal. El informe de prueba debe incluir el diámetro del orificio, la viscosidad del fluido de prueba y el certificado de calibración para equipos de medición de caudal rastreables hasta el NIST o equivalentes."
Esto obliga a los proveedores a proporcionar datos reales, no curvas de catálogo.
3. Indicador #2: Uniformidad del patrón de pulverización a lo largo de la banda (CV <15%)
3.1 Definiendo la uniformidad del patrón
La uniformidad del patrón de pulverización mide cuán uniformemente se distribuye el líquido dentro del cono o ventilador. En las solicitudes en papel, la mala uniformidad causa:
- Atasco del calendario (acumulación de recubrimientos en zonas de alta densidad)
- Problemas de movilidad (se rompe la telaraña en los bordes poco húmedos)
- Variación de opacidad (floculación de fibras en zonas poco pulverizadas)
Definimos la uniformidad utilizando el coeficiente de variación (CV) de la presión de impacto medido a lo largo del ancho de pulverización a la distancia objetivo. Un CV <15% es aceptable para la mayoría de aplicaciones de recubrimiento y humecimiento. CV >20% es inaceptable.
3.2 Datos de campo: Qué causa patrones no uniformes
A partir de pruebas en cabinas de pulverización y análisis de papel sensible al agua, hemos identificado tres causas principales:
-
Tolerancias de mecanizado en los bordes de los orificios: Las muelas o orificios elípticos desvían el spray. Los orificios mecanizados con tolerancia de <0,005 mm muestran CV del 8–12%. Los orificios con desplome de >0,015 mm muestran CV del 18–25%.
-
Asimetría de la cámara de vórtice: Las boquillas huecas de cono y cono completo dependen de entradas tangenciales. Si los puertos de entrada no están equidistantes o tienen un tamaño idéntico, el vórtice está desequilibrado. Medimos una tobera offshore con asimetría de 22° produciendo un CV del 31%.
-
Interferencia aguas abajo: Montar la boquilla demasiado cerca de la red u otras boquillas distorsiona el spray. Mantén al menos 1,5 veces la distancia del ángulo de pulverización a la telaraña.
3.3 Cómo probar la uniformidad del patrón antes del despliegue
Método del papel hidrosensible: Montar el papel hidrosensible perpendicular al spray en la distancia de operación. Rocía durante 0,5–1 segundo. Escanea el papel y analiza la intensidad de píxeles usando ImageJ o equivalente. Calcula la desviación estándar y el CV.
Método de patronizador: Utiliza una bandeja de recogida segmentada (de 20 a 40 segmentos a lo largo del ancho de pulverización). Recoge el spray durante 30 segundos, mide el volumen por segmento y calcula el CV.
Criterios de aceptación: CV <15% para recubrimiento y humedeción; CV <20% para lavado y limpieza (donde la uniformidad absoluta es menos crítica). 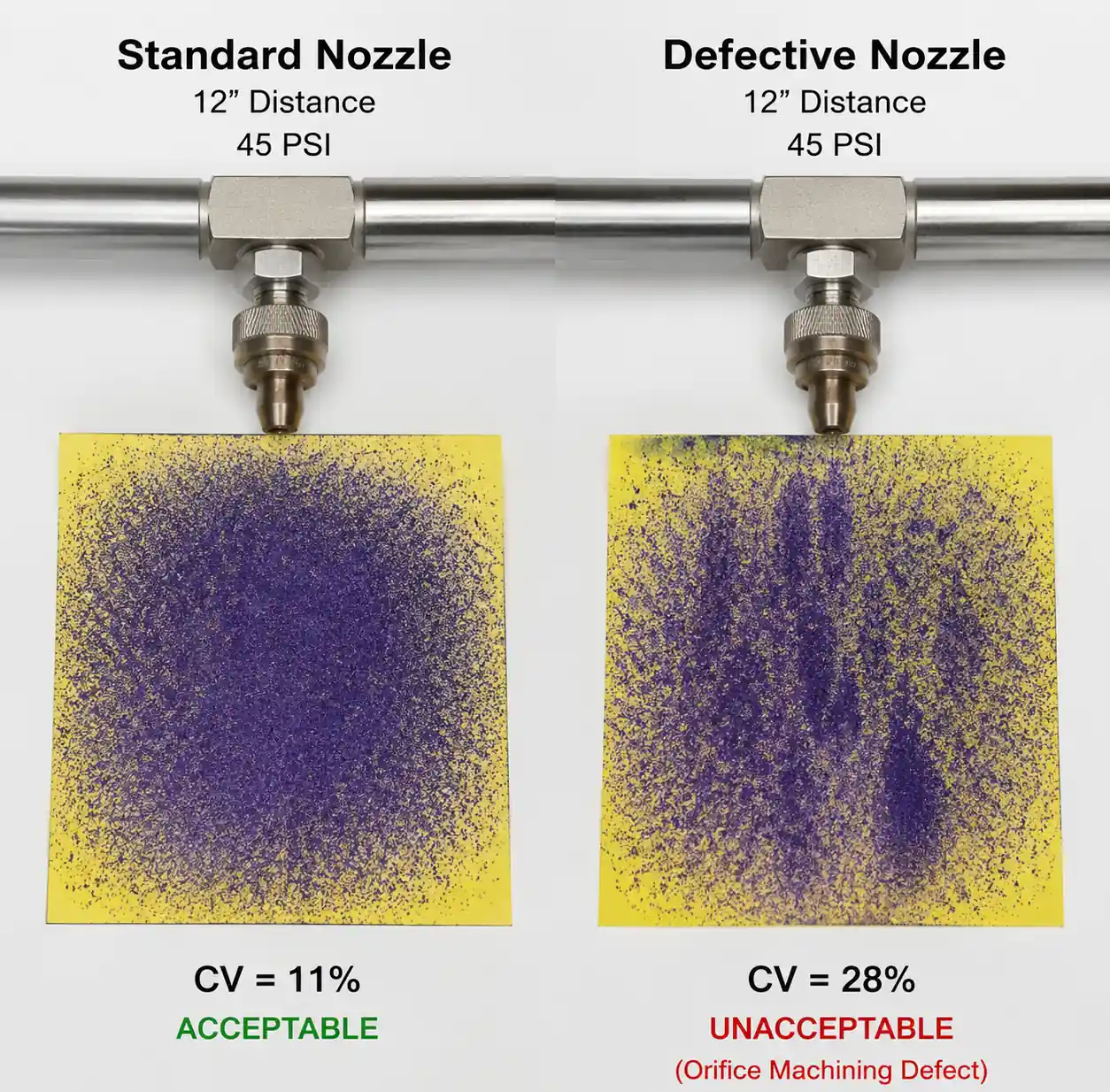 ### 3.4 Lenguaje de la especificación de adquisición > "La uniformidad del patrón de pulverización de la boquilla debe lograr un coeficiente de variación (CV) <15% cuando se mide usando un patrón con un mínimo de 20 segmentos de recogida a lo largo de todo el ancho de pulverización a la distancia de montaje especificada. El proveedor deberá proporcionar el informe de prueba con datos en bruto y metodología de cálculo."
### 3.4 Lenguaje de la especificación de adquisición > "La uniformidad del patrón de pulverización de la boquilla debe lograr un coeficiente de variación (CV) <15% cuando se mide usando un patrón con un mínimo de 20 segmentos de recogida a lo largo de todo el ancho de pulverización a la distancia de montaje especificada. El proveedor deberá proporcionar el informe de prueba con datos en bruto y metodología de cálculo."
4. Indicador #3: Materiales resistentes al desgaste vs. coste total de propiedad
4.1 El reto del desgaste de la industria papelera
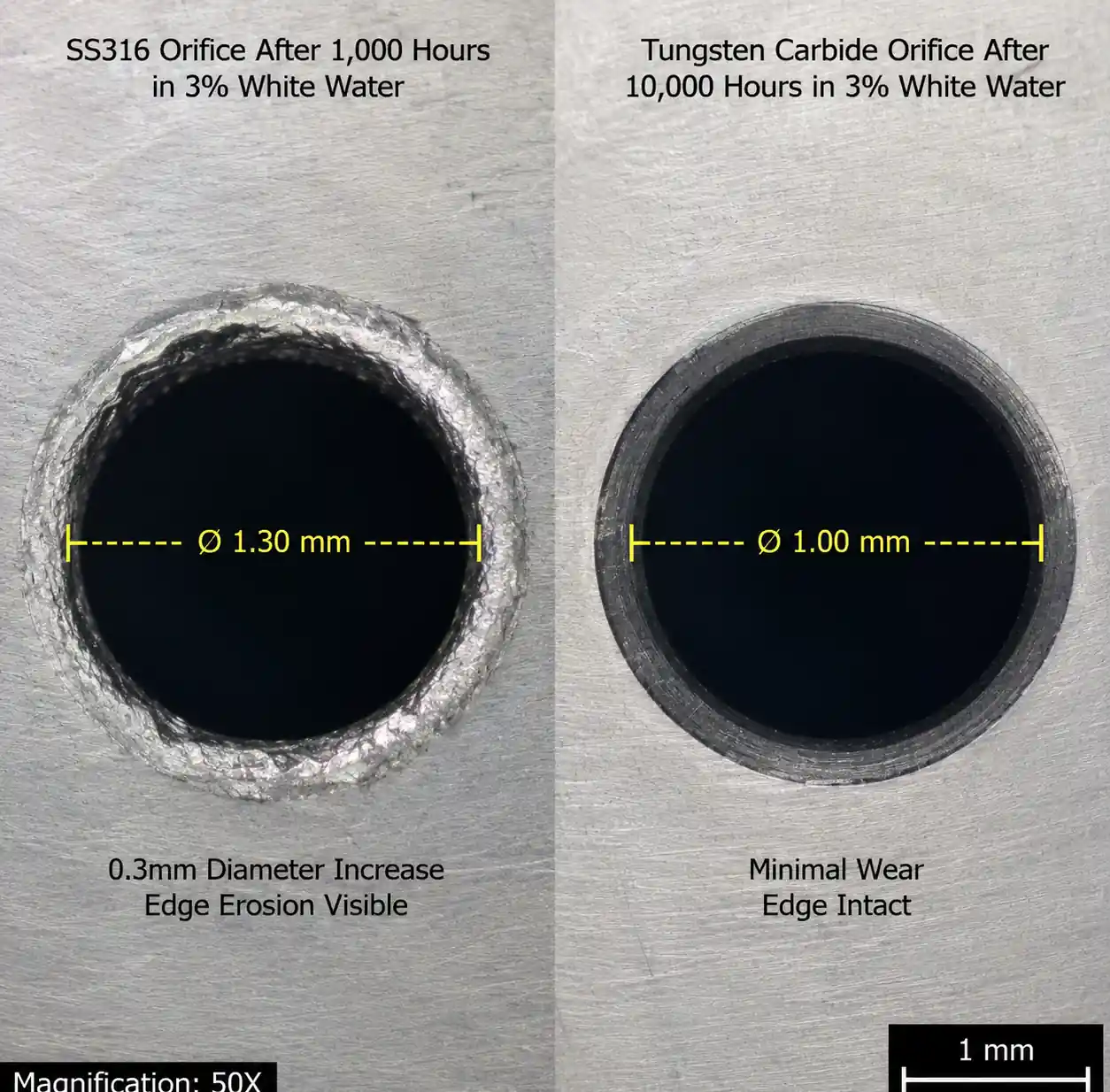
Los sistemas de aguas bravas contienen relleno de carbonato de calcio, fibras rotas y pigmentos de recubrimiento que actúan como una suspensión abrasiva. Incluso a velocidades moderadas (5–8 m/s a través del orificio), estas partículas erosionan los componentes internos de la tobera. A medida que el orificio se agranda, el caudal aumenta, el ángulo de pulverización se estrecha y la uniformidad del patrón se degrada.
A partir de los registros de mantenimiento de tres molinos, encontramos:
- Boquillas de acero inoxidable 316: 800–1.200 horas de funcionamiento antes de que la deriva del flujo supere el +10%
- Acero endurecido (HRC 60+): 2.000–3.000 horas
- Carburo de tungsteno: 8.000–12.000 horas
- Carburo de silicio: 10.000–15.000 horas (pero quebradizo; propenso a grietarse por picos de presión)
4.2 Cálculo del coste total de propiedad (TCO)
El precio de compra es solo del 20–30% del costo de compra. El coste real es:
TCO = (Precio de compra + Mano de obra de instalación) + (Frecuencia de reemplazo × coste de inactividad) + (Pérdida de calidad por rendimiento degradado)
Comparemos dos escenarios para una línea de recubrimiento con 40 boquillas, funcionando 340 días al año, 20 horas al día:
| Material | Precio unitario | Vida útil (horas) | Sustitutos/Año | Tiempo de inactividad/Reemplazo | Coste anual total |
|---|---|---|---|---|---|
| SS316 | $35 | 1.000 | 6.8 | 30 min | $2,380 + $8,160 = $10,540 |
| Carburo de tungsteno | $185 | 10.000 | 0,68 | 30 min | $12,580 + $816 = $13,396 |
Análisis: Para este escenario, el SS316 parece más barato a pesar de ser reemplazado con más frecuencia. Sin embargo, este modelo omite la pérdida de calidad. Entre 800 y 1.000 horas, las boquillas SS316 desgastadas producen variaciones en el peso del recubrimiento que aumentan el desperdicio en un 0,3%. Para una línea que produce 300 toneladas/día a 800 dólares/tonelada, eso son 720 dólares al día × 68 días = 48.960 dólares en pérdidas relacionadas con la calidad.
TCO ajustado:
- SS316: 10.540 $ + 48.960 $ = 59.500 $
- Carburo de tungsteno: 13.396 $ + 4.896 $ (10% de la exposición) = 18.292 $
Carbide ahorra 41.208 dólares al año.
4.3 Tabla de selección de materiales
| Material | Dureza | Vida relativa de desgaste | Coste Múltiple | Mejor aplicación | Limitaciones |
|---|---|---|---|---|---|
| SS316 | HRC 25 | 1× | 1× | Agua limpia, bajos en sólidos (<0,5%) | Desgaste rápido en aguas bravas |
| Acero Endurecido | HRC 60 | 2,5× | 1,8× | Sólidos moderados (0,5–2%) | Todavía se desgasta, necesita vigilancia |
| Carburo de tungsteno | HRA 89 | 10× | 5× | Altos niveles en sólidos (2–8%), pigmentos abrasivos | Alto coste inicial |
| Carburo de silicio | HRA 94 | 12× | 6× | Abrasión extrema, medios ácidos | Quebradizo; evitar picos de presión |
| Cerámica (Al₂O₃) | HRA 85 | 8× | 4× | Suspensión de recubrimiento, impacto moderado | Menor tenacidad a la fractura que el carburo |
Información clave: Para sistemas de aguas bravas con >2% de sólidos, el carburo o la cerámica se renta en 4–8 meses mediante una reducción del tiempo de inactividad y la pérdida de calidad.
! Microscopio de comparación de desgaste de 3 boquillas
{kind=link}
4.4 Lenguaje de Especificaciones de Contratación
"Los componentes mojados por tobera deben estar construidos de carburo de tungsteno (grado WC-Co con mínimo HRA 89) o carburo de silicio (SiC sinterizado con mínimo HRA 94). El proveedor deberá proporcionar la certificación del material y la vida útil esperada en horas al rociar aguas bravas con consistencia al 3% a 50 PSI."
5. Indicador #4: Resistencia a la obstrucción en sistemas de aguas bravas de alto contenido en sólidos
5.1 Por qué las solicitudes en papel son propensas a atascarse
La recirculación de aguas bravas introduce:
- Fibras: agregados de celulosa de 2–5 mm de longitud
- Recubrimiento de aglomerados: Racimos de carbonato cálcico o arcilla de hasta 1 mm
- Biofilm microbiano: Baba que se acumula en zonas de baja velocidad
Las boquillas con diámetros de orificio <2 mm son especialmente vulnerables. Un solo haz de fibras alojado en una cámara de vórtice puede reducir el flujo en un 40% o bloquear completamente el orificio.
Según los registros de mantenimiento en cuatro molinos, el atasco causa:
- 15–25% de todas las llamadas de servicio relacionadas con toberas
- Tiempo medio de respuesta: 45 minutos (incluyendo apagado, retirada de la boquilla, limpieza, reinstalación y reinicio)
- Coste por incidente: $1,200–$2,500 (tiempo muerto + mano de obra)
5.2 Características de diseño que mejoran la resistencia a los atascos
-
Diámetro del orificio ≥2,5 mm: Las boquillas con orificios ≥2,5 mm rara vez se obstruyen con aguas blancas de fábrica de papel. Si tu aplicación requiere una atomización más fina, utiliza boquillas atomizadoras de aire con pasajes de líquido más grandes.
-
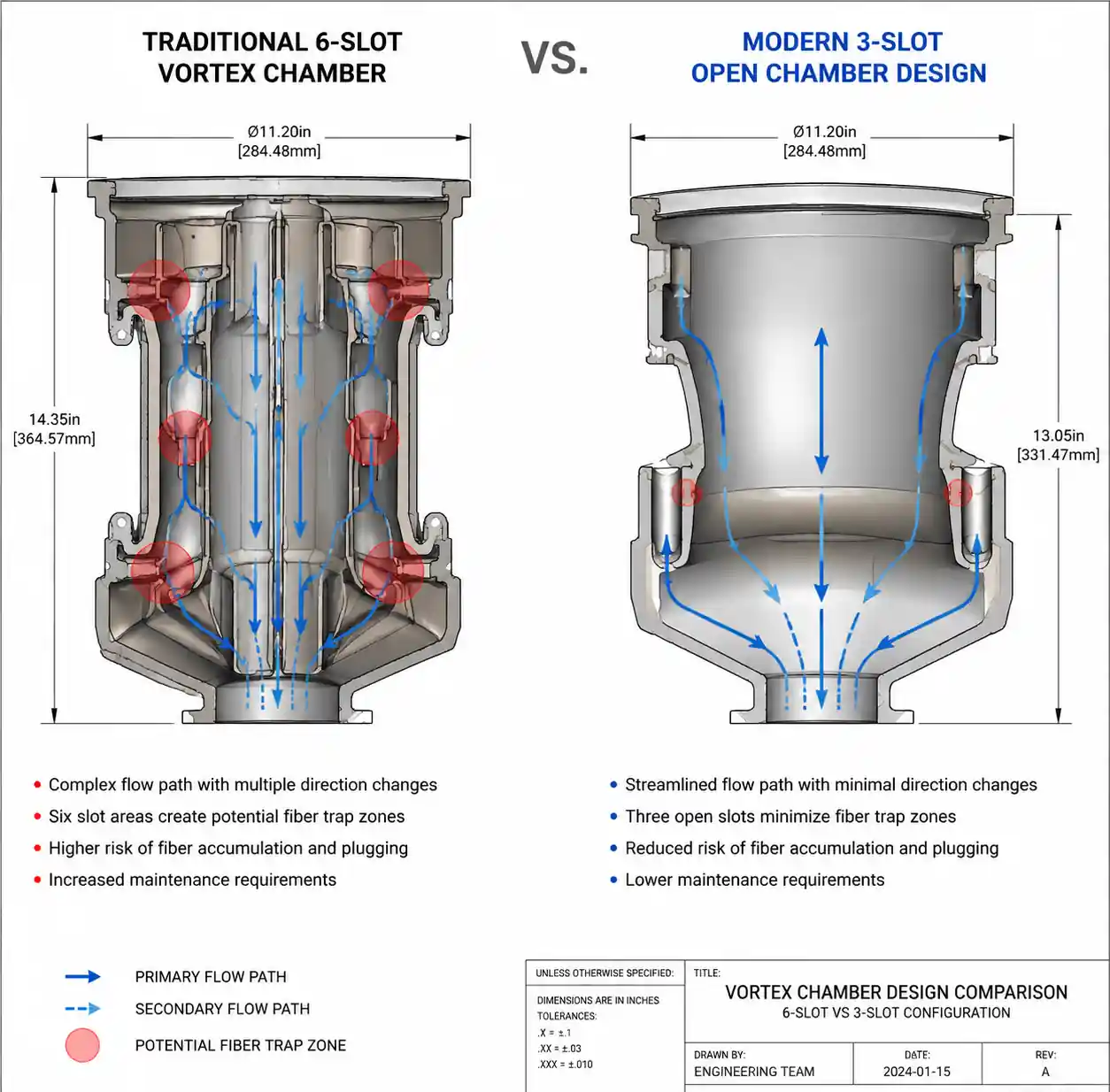
Diseño de cámara de vórtice abierta: Las boquillas tradicionales de cono hueco utilizan ranuras tangenciales que atrapan fibras. Los diseños de "cámara abierta" con menos entradas y tomas más grandes reducen la frecuencia de obstrucción entre un 60 y un 70%.
-
Geometría de orificios autolimpiantes: Algunos diseños de cono completo presentan orificios afilados que crean picos de velocidad localizados, ayudando a expulsar partículas atascadas.
-
Coladores en línea con el tamaño correcto: La malla del colador debe tener entre el 60 y el 70% del diámetro más pequeño del orificio de la boquilla. Para orificios de 2,5 mm, se utiliza malla de 40–50 mm (aberturas de 1,5–1,75 mm). La malla fina se atasca más rápido que las propias boquillas.
5.3 Validación de campo: Pruebas de tasa de obstrucción
Antes de comprometerte con un diseño de boquilla, realiza una prueba de 200 horas en tu sistema de aguas bravas. Mide:
- Tiempo medio entre obstrucciones (MTBC): Objetivo de >500 horas para un rendimiento aceptable
- Recuperación del flujo tras la limpieza: Debe volver a estar dentro del 3% del flujo original
- Aumento de la caída de presión con el tiempo: La acumulación gradual indica incrustación interna incluso sin obstrucción total
Un molino cambió de boquillas de vórtice de 1,5 mm (MTBC = 120 horas) a boquillas de cono completo de 3,0 mm (MTBC = 1.200 horas). El tiempo de inactividad anual relacionado con los atascos bajó de 68 horas a 6 horas, un ahorro anual de 240.000 dólares.
! 4-diseño de cámara de vórtice abierto
{kind=link}
5.4 Lenguaje de Especificaciones de Contratación
"La tobera deberá tener un diámetro de orificio de ≥2,5 mm y un diseño de cámara de vórtice abierto con no más de 3 ranuras de entrada tangencial. El proveedor deberá proporcionar datos de tiempo medio entre obstrucciones (MTBC) de pruebas en aguas bravas con consistencia del 2–4%, o deberá proporcionar unidades de ensayo para validación en campo de 200 horas."
6. Indicador #5: Compatibilidad entre vapor y productos químicos para aplicaciones de recubrimientos
6.1 Por qué la compatibilidad de materiales es innegociable
Las boquillas de prensa de recubrimiento y tamaño suelen manejar:
- Suspensión de recubrimiento en caliente: 60–80°C (140–176°F)
- Modificadores de pH ácidos: pH 3–5 (ácido cítrico, ácido fosfórico)
- Productos químicos alcalinos de limpieza: pH 11–13 (hidróxido de sodio, carbonato de sodio)
- Condensado de vapor: El oxígeno disuelto y el CO₂ crean ácido carbónico
Los materiales incompatibles fallan en tres modos:
- Ataque químico: El ácido disuelve soldaduras de acero inoxidable; El álcali ataca el aluminio
- Agrietamiento por tensión térmica: El rápido ciclo de temperatura (20°C → 80°C → 20°C) fatiga el metal o agrieta la cerámica
- Corrosión galvánica: Los metales disímiles (por ejemplo, cuerpo de latón + inserto SS316) se corroen en la interfaz en fluidos de recubrimiento electrolítico
Según el análisis de fallos en 35 toberas de recubrimiento, el 60% de los fallos prematuros (antes de la vida útil esperada de desgaste) fueron de desgaste químico o térmico, no abrasivo.
6.2 Matriz de Compatibilidad de Materiales
| Química/Condición | SS316 | Hastelloy C | Carburo de tungsteno | Cerámica SiC | Forrado de PTFE |
|---|---|---|---|---|---|
| pH 3–5 (ácido débil), 70°C | Justo (riesgo de pitting) | Excelente | Excelente | Excelente | Bien |
| pH 11–13 (cáustico), 80°C | Bien | Excelente | Bueno (ataques de Co binder) | Excelente | Excelente |
| Cloruro >500 ppm | Pobre | Excelente | Bien | Excelente | Excelente |
| Vapor (180°C) | Bueno (se requiere alivio del estrés) | Excelente | Excelente | Justo (riesgo de choque térmico) | No recomendado |
| Abrasivo + ácido | Pobre | Excelente | Excelente | Excelente | Pobre |
Información clave: Para lepas de recubrimiento con pigmentos abrasivos Y pH <6, especificar carburo de tungsteno con aglutinante de cobalto <6%, o carburo de silicio con carcasa resistente a la corrosión.
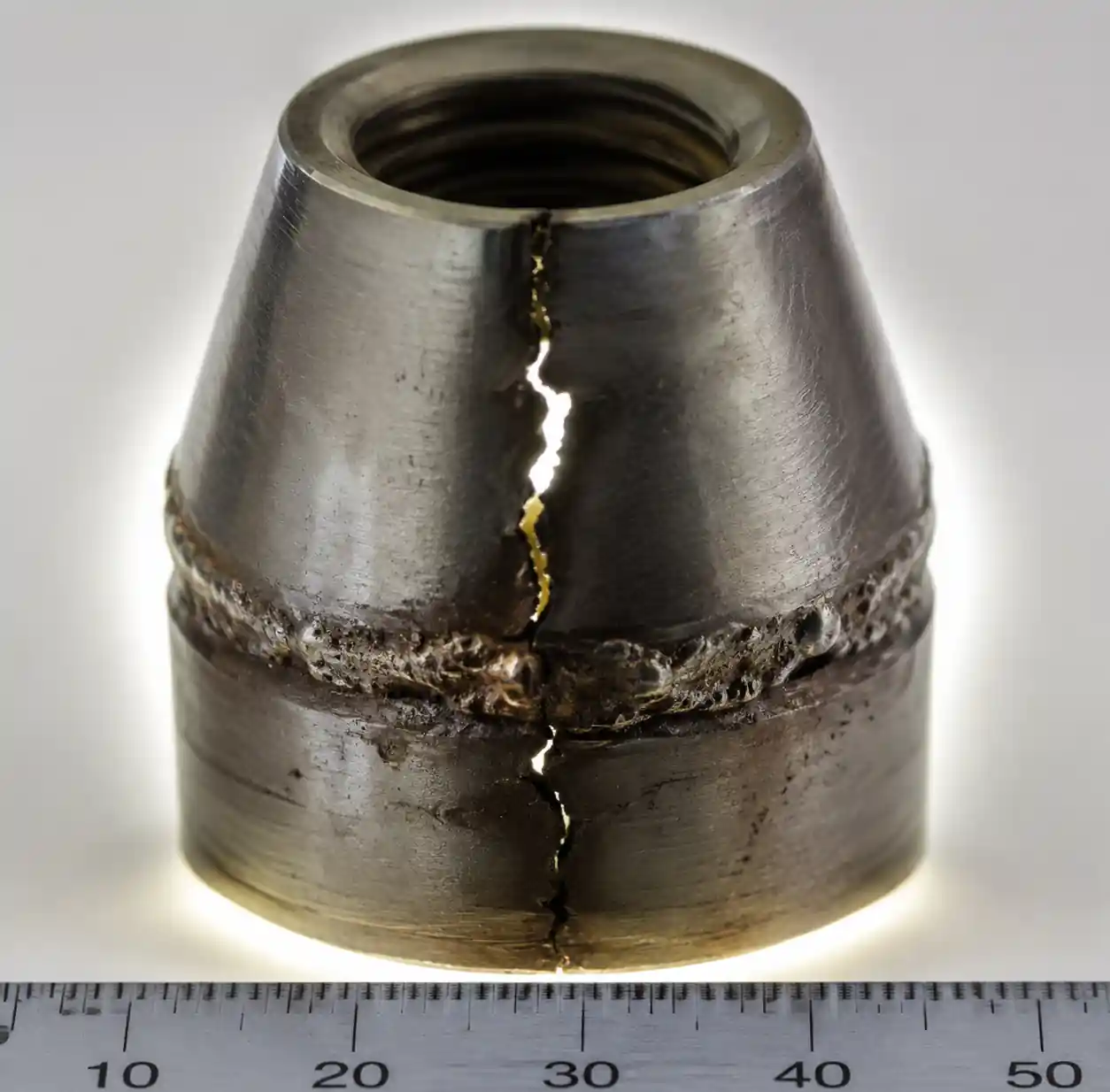
6.3 Ejemplo de fallo en el mundo real
Un molino instaló boquillas huecas estándar SS316 sobre un sistema de recubrimiento pre-dosificado. La química del recubrimiento incluía ácido cítrico (pH 4,2) y carbonato de calcio al 35% a 75°C. Tras 400 horas, las boquillas mostraban:
- Corrosión intergranular en las juntas de soldadura
- Aumento del caudal del 18% (agrandamiento del orificio por corrosión + desgaste)
- Distorsión del patrón (erosión asimétrica de la cámara de vórtice)
El reemplazo por toberas Hastelloy C-276 eliminó la corrosión. La vida útil superó las 8.000 horas con solo desgaste abrasivo.
{kind=link}
6.4 Lenguaje de Especificaciones de Contratación
"Los materiales de la tobera deben demostrar compatibilidad con [nombre químico específico] a pH [X] y [Y]°C durante un mínimo de 5.000 horas de funcionamiento. El proveedor deberá proporcionar los datos de prueba de corrosión conforme a ASTM G48 (picaduras) o ASTM G31 (inmersión) o norma ISO equivalente, o garantizará el rendimiento del material por escrito."
7. Matriz de Decisiones de Contratación
Utiliza esta matriz para convertir tus requisitos de aplicación en especificaciones específicas de toberas:
| Zona de Aplicación | Estabilidad del flujo | Uniformidad del patrón | Material | Resistencia a los obstrucciones | Compatibilidad química | Tipo de boquilla recomendada |
|---|---|---|---|---|---|---|
| Ducha en el extremo húmedo (limpieza de cables) | ±10% Vale | CV <20% | SS316 | Alto (3,0+ mm) | Agua neutra | Cono completo, orificio grande |
| Recubrimiento pre-dosificado | ±3% necesario | CV <12% | Carburo de tungsteno | Medio (2,5 mm) | Lodos ácidos | Cono hueco, endurecido |
| Tamaño humedecedor de prensa | ±5% necesario | CV <15% | SS316 o cerámica | Medio (2,5 mm) | Almidón, álcali suave | Ventilador plano o cono completo |
| Calendario humedeciéndose | ±5% necesario | CV <10% | SS316 | Bajo (atomización fina aceptable) | Agua limpia + vapor | Atomización de aire |
| Dilución del pecho roto | ±15% Vale | CV <25% | SS316 | Muy alto (5,0+ mm) | Neutro, con alto contenido sólido | Chorro abierto o cono de gran angular |
Cómo usar esta matriz:
- Identifica tu zona de aplicación (fila)
- Observa los umbrales de rendimiento requeridos (columnas 2–6)
- Cruce de referencias con el tipo de tobera recomendado (columna 7)
- Personaliza tu RFQ usando el lenguaje de especificaciones de las secciones 2–6
8. Errores comunes de especificación que cometen los ingenieros
Error #1: Especificar solo caudal y ángulo de pulverización
Problema: Dos boquillas con flujo y ángulo idénticos pueden tener uniformidades, vida útil y resistencia a obstrucciones muy diferentes.
Solución: Especifique siempre al menos 4 de los 5 indicadores de esta guía.
Error #2: Confiar en los datos del catálogo sin verificación independiente
Problema: Las curvas de flujo de catálogo suelen generarse con agua limpia a 20°C en condiciones ideales. El rendimiento real con fluidos calientes, viscosos o cargados de partículas varía entre un 10 y un 30%.
Solución: Exige datos de prueba certificados en TUS condiciones operativas, o insiste en unidades de prueba antes del pedido completo.
Error #3: Seleccionar las toberas de menor coste sin análisis de TCO
Problema: Una boquilla de 30 dólares que falla cada 6 meses cuesta más que una boquilla de 150 dólares que dura 5 años.
Solución: Utiliza la fórmula TCO en la Sección 4.2. Incluye costes de inactividad, pérdida de calidad y mano de obra.
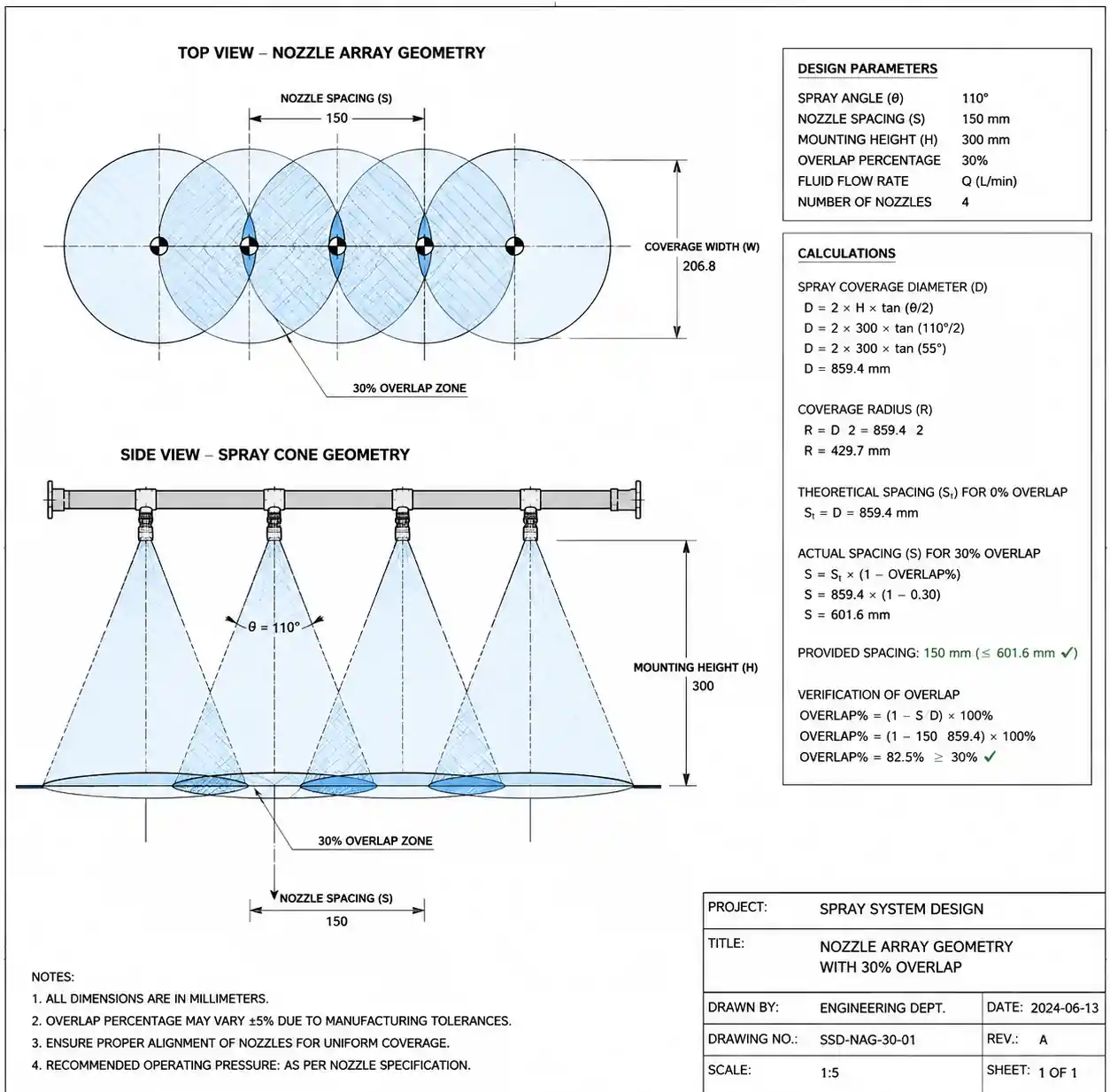
Error #4: Ignorar la superposición entre toberas en matrices de múltiples boquillas
Problema: Incluso las boquillas uniformes crean una cobertura no uniforme si el espaciado es incorrecto. Aparecen rayas de recubrimiento entre las boquillas.
Solución: Calcular la superposición requerida usando: Overlap% = 100 × (1 - Espaciado / (2 × tan(SprayAngle/2) × Distancia)). Para el recubrimiento, apunta a un 30–50% de solapamiento. Para lavar, entre un 15 y un 25% es suficiente.
Error #5: No especificar la tolerancia de orientación de instalación
Problema: Las boquillas montadas fuera del eje en >5° crean patrones asimétricos que desvían el perfil de peso del recubrimiento.
Solución: Especificar la tolerancia de alineación de montaje (normalmente ±2° para el recubrimiento, ±5° para la limpieza). Utiliza plantillas de alineación durante la instalación.
Error #6: Especificar el material solo por la abrasividad de la suspensión
Problema: Los ingenieros seleccionan carburo para tareas abrasivas pero ignoran la química corrosiva. El aglutinante de cobalto en carburo de tungsteno se disuelve en álcalis fuertes.
Solución: Contrastar el material con AMBAS la abrasion (Sección 4) y la compatibilidad química (Sección 6).
! 6-tobera-tobera-diagrama-cálculo-diagrama
{kind=link}
9. Preguntas frecuentes
P1: ¿Puedo usar boquillas de pulverización industriales generales en aplicaciones de papel?
R: Solo si los sólidos de aguas bravas están al <0,5% y puedes tolerar eventos frecuentes de obstrucción. Las boquillas industriales generales están optimizadas para fluidos limpios. Los diseños específicos para papel (conductos más grandes, cámaras de vórtices abiertas) reducen la frecuencia de obstrucción en un 60–80%. ### P2: ¿Con qué frecuencia debería cambiar las boquillas antes de que el rendimiento se degrade? R: Monitoriza el caudal mensualmente. Sustituye cuando el flujo se desvíe >8% respecto a la línea base O cuando la inspección visual muestre un agrandamiento del orificio >0,1 mm. Para boquillas de carburo en aguas bravas al 3% a 50 PSI, esto suele ocurrir entre 8.000 y 12.000 horas. Para SS316, espera entre 800 y 1.200 horas.
P3: ¿Debería estandarizar un solo tipo de boquilla en toda la máquina?
A: No. Cada zona tiene requisitos distintos. Las duchas en el extremo húmedo necesitan resistencia a obstrucciones (orificios grandes). Las boquillas de recubrimiento necesitan uniformidad de patrón (mecanizado de precisión). Las toberas de prensa de tamaño necesitan resistencia química (aleaciones resistentes a la corrosión). Ajusta la especificación de la tobera a los requisitos de zona usando la matriz de decisión de la Sección 7.
P4: ¿Cuál es la mejor manera de probar un nuevo diseño de boquilla antes de comprometerse?
A: Realiza una prueba de campo de 200 horas en una sección de la máquina. Midir: (1) caudal en 3 puntos temporales para comprobar la estabilidad, (2) CV del patrón de pulverización usando papel sensible al agua, (3) eventos de obstrucción cada 100 horas, (4) inspección visual para detectar corrosión o desgaste. Compáralos con tus boquillas actuales. Solo escala si el nuevo diseño muestra ≥ 20% de mejora en al menos un indicador sin degradar a otros.
P5: ¿Puedo adaptar colectores de boquilla existentes con boquillas de mayor prestación?
R: Normalmente sí, si el tamaño del hilo y el ángulo del spray coinciden. Sin embargo, verifica: (1) nuevo caudal de tobera a tu presión de operación: el cabecero puede necesitar reequilibrio del caudal, (2) la longitud nueva de la boquilla no causa interferencias con la red o equipos adyacentes, (3) orientación de montaje (algunas boquillas deben instalarse en posición vertical para evitar el drenaje). La mayoría de los aserradadores consiguen adaptar insertos de carburo en colectores de acero inoxidable existentes.
P6: ¿Cómo calculo el ROI de actualizar a boquillas de carburo?
A: Usa esta fórmula simplificada:
Ahorro anual = (frecuencia actual de reemplazo - frecuencia de reemplazo nueva) × (coste de la boquilla + coste de tiempo de inactividad + pérdida de calidad)
Ejemplo: 40 toberas, reemplazo de corriente cada 1.000 horas (6,8×/año), actualización a toberas de 10.000 horas (0,68×/año). Coste de tiempo muerto = $400/hora, pérdida de calidad = $200/evento.
- Corriente: 6,8 × (35 $ + 200 $ + 200 $) = 2.958 $/tobera = 118.320 $/año
- Mejorado: 0,68 × (185 $ + 200 $ + 50 $) = 296 $/boquilla = 11.840 $/año
- ROI = (118.320 $ - 11.840 $) / (185 $ × 40) = 106.480 $ / 7.400 $ = 14,4× en el año 1
Periodo de recuperación: 0,8 meses.
P7: ¿Qué documentación debería exigir a los proveedores de boquillas?
R: Paquete mínimo aceptable:
- Datos certificados de pruebas de caudal en tu rango de presión (rastreables según los estándares nacionales de metrología)
- Certificaciones de materiales (composición química, dureza, país de origen)
- Informe de prueba de patrón de pulverización (datos del patrón o imágenes en papel sensibles al agua con cálculo de CV)
- Estimación de vida útil esperada para su fluido y condiciones específicas
- Planos de instalación con especificaciones de par y requisitos de orientación
- Calendario de mantenimiento recomendado
P8: ¿Merece la pena las boquillas atomizadoras de aire comprimido por el recubrimiento?
A: Solo si necesitas tamaños de gotas <50 micras (raro en el recubrimiento de papel). La mayoría de los sistemas de recubrimiento predosificados y de cuchillas funcionan bien con boquillas hidráulicas que producen gotas de 80–150 micras. Las boquillas atomizadoras de aire consumen entre 5 y 15 SCFM por tobera. A $0,20/1000 SCF, eso son $4–$12/hora por boquilla. Para 20 boquillas que funcionan 6.800 horas al año, el aire comprimido cuesta entre 544.000 y 1.632.000 dólares al año. Boquillas hidráulicas rentables, cero de operar. Utiliza atomización por aire solo cuando la hidráulica físicamente no pueda lograr la atomización requerida.
10. Conclusión y siguientes acciones
Las boquillas pulverizadoras son componentes pequeños con un impacto desproporcionado en el tiempo de uso de la máquina de papel, la calidad de la hoja y los costes operativos. Los cinco indicadores de esta guía —estabilidad del flujo, uniformidad del patrón, resistencia al desgaste, resistencia a obstrucciones y compatibilidad química— proporcionan un marco medible para las decisiones de adquisiciones que afectan directamente a tu presupuesto y rendimiento para 2026.
Acciones inmediatas
-
Audita tu inventario actual de boquillas usando la matriz de decisión de la Sección 7. Identifica las zonas donde las toberas actuales no coinciden con los requisitos de aplicación.
-
Calcula el TCO para tus zonas de mayor desgaste usando el método de la Sección 4.2. Cuantifica el caso de negocio para actualizar a carburo o cerámica.
-
Actualizar tus plantillas de RFQ con el lenguaje de especificaciones de las secciones 2–6. Exige datos de prueba certificados, no curvas de catálogo.
-
Programar pruebas de campo para cualquier nuevo diseño de toberas antes de comprometerse con pedidos a gran escala. Utiliza el protocolo de prueba de 200 horas de la Sección 5.3.
-
Implementar monitorización mensual del flujo para detectar derivas relacionadas con el desgaste antes de que afecten a la calidad. Establece los umbrales de alarma en un aumento de flujo del +8%.
Cómo podemos ayudar
Nuestro equipo de ingeniería de aplicaciones ha dimensionado boquillas para más de 200 instalaciones de máquinas de papel en todo el mundo. Ofrecemos:
- Análisis gratuito de patrones de pulverización: Envíanos tus parámetros de funcionamiento y te recomendaremos configuraciones de toberas con datos de rendimiento previstos
- Auditorías de pulverización in situ: Mediremos el rendimiento actual de tu boquilla e identificaremos oportunidades de mejora
- Diseño de boquillas personalizadas: Para aplicaciones únicas donde las boquillas estándar de catálogo no encajan
- Prueba de vida útil de desgaste: Prueba acelerada de suspensión para predecir la vida útil en la química de aguas bravas