





Disposición óptima de toberas para la limpieza con fosfatado en el pretratamiento de recubrimientos automotrices
- Índice
- 1. Introducción: Por qué la disposición de la tobera determina la calidad de la fosfatación
- 2. Parámetros críticos en la cobertura de pulverización fosfatadora
- 2.1 Fuerza de impacto y mojado superficial
- 2,2 Tamaño de la gota y tiempo de adhesión química
- 2.3 Uniformidad de cobertura y relación de solapamiento
- 3. Selección del tipo de tobera para etapas de fosfatado
- 3.1 Prelimpieza y desengrasado
- 3.2 Aplicación de fosfatado
- 3.3 Después del enjuague
- 3.4 Tabla comparativa etapa por etapa
- 4. Cálculo óptimo del espaciado y solapamiento de toberas
- 4.1 Fórmula de Espaciado Teórico
- 4.2 Factores de corrección para la geometría de la carrocería automovilística
- 4.3 Aturdimiento vertical para eliminar zonas de sombra
- 4.4 Ejemplo funcionado: Cálculo de la disposición completa del banco
- 5. Patrones de disposición vertical y horizontal
- 5.1 Bancos de un solo nivel vs bancos de varios niveles
- 5.2 Bancos en línea contra bancos escalonados contrarios
- Tabla Comparativa de Patrones 5.3
- 5.4 Consideraciones especiales para carrocerías de SUV y camiones
- 6. Errores comunes de instalación y correcciones de campo
- 6.1 Error #1: Usar el ángulo de pulverización del catálogo sin verificación de presión
- 6.2 Error #2: Ignorar el impacto del desgaste de la boquilla en el patrón
- 6.3 Error #3: Disposición simétrica para cuerpos asimétricos
- 6.4 Error #4: Suministro insuficiente de drenaje
- 6.5 Matriz de resolución de problemas
- 7. Mantenimiento y Monitorización del Rendimiento
- 7.1 Programa de Mantenimiento Preventivo
- 7.2 Métricas de rendimiento a seguir
- 7.3 Métodos de validación
- 8. Preguntas frecuentes
- P1: ¿Puedo usar la misma configuración de boquillas para todos los estilos de carrocería de una línea de modelos mixtos?
- P2: ¿Cuánta caída de presión debo esperar a lo largo de un colector de tobera de 2 metros?
- P3: ¿Debería usar boquillas atomizadoras de aire o hidráulicas para fosfatar?
- P4: ¿Cómo sé cuándo hay que cambiar las boquillas—caudal o ángulo de pulverización?
- P5: ¿Cuál es el retorno del retorno de la inversión de actualizar de acero inoxidable a boquillas cerámicas en fosfatado?
- 9. Conclusión y siguientes acciones
- Próximas acciones
Índice
- Introducción: Por qué la disposición de la boquilla determina la calidad de fosfatación
- [Parámetros críticos en la cobertura de pulverización fosfatadora] (#2-parámetros-críticos-en-fosfatación-cubrimiento)
- [Selección de tipo de tobera para etapas de fosfatado] (#3-selección-tipo-tobera-para-etapas-de-fosfatado)
- [Cálculo óptimo de espaciado y solapamiento entre toberas](#4-cálculo óptimo-espaciado-y-solapamiento)
- [Patrones de disposición vertical y horizontal] (#5-Patrones-disposición-verticales y horizontales)
- [Errores comunes de instalación y correcciones de campo] (#6-errores-comunes-y-correcciones-de-campo)
- [Mantenimiento y Monitorización del Rendimiento] (#7-mantenimiento y monitorización-del rendimiento)
- FAQ
- Conclusión y siguientes acciones
1. Introducción: Por qué la disposición de la tobera determina la calidad de la fosfatación
En las líneas de pretratamiento de carrocería para automóviles, la calidad del fosfatado afecta directamente a la adhesión del recubrimiento, la resistencia a la corrosión y, en última instancia, a las reclamaciones de garantía. Según nuestra experiencia en el campo en líneas de recubrimiento 50+ OEM y Tier-1, una mala disposición de las toberas es responsable de aproximadamente el 60% de los defectos de fosfatado, superando con creces los problemas derivados de la concentración química o el control de temperatura.
El reto es que las carrocerías de los automóviles tienen geometrías complejas: canales del techo, dobladillos de puertas, paneles de balancín y secciones de cajas. Las toberas planas estándar de ventilador dispuestas en un solo plano no pueden proporcionar un contacto químico uniforme a través de estas superficies. Esta guía proporciona cálculos a nivel de ingeniería y patrones de disposición probados en campo que logran una cobertura superficial del 95%+ optimizando el consumo químico y minimizando el exceso de pulverización.
Lo que aprenderás: Cómo calcular el espaciado de la boquilla según el ángulo de pulverización y la distancia al objetivo; patrones verticales de aturdimiento que eliminan zonas de sombra; la diferencia crítica entre las disposiciones de prelimpieza, fosfatado y enjuague; cómo validar la cobertura utilizando pruebas de papel sensible al agua o trazadoras fluorescentes; y cómo reducir los residuos químicos entre un 15 y un 25% mediante ratios de solapamiento optimizados.
Esto no es un catálogo de boquillas. Este es un manual de ingeniero de aplicaciones de campo basado en datos reales de instalación, resultados de mapeo de cobertura y resolución de problemas en entornos de producción.
2. Parámetros críticos en la cobertura de pulverización fosfatadora
2.1 Fuerza de impacto y mojado superficial
La fosfatación requiere una fuerza de impacto suficiente para desplazar las bolsas de aire y asegurar el contacto químico con el sustrato metálico. En nuestras pruebas, las toberas planas de ventilador a 30–45 PSI entregan una fuerza de impacto de 0,15–0,25 N/cm² a una distancia de 300 mm—adecuada para paneles verticales pero marginal para superficies invertidas como la parte inferior de las puertas.
Las boquillas de cono completo a caudales equivalentes producen un 40% más de fuerza de impacto, pero consumen entre un 20 y un 30% más de productos químicos debido a una dispersión por pulverización más amplia. Para zonas críticas (pasos de rueda, interiores de balancines), recomendamos boquillas dedicadas de cono completo a 45–60 PSI, mientras que los ventiladores planos manejan paneles abiertos de carrocería a 30–40 PSI.
Conclusión clave: Ajusta el tipo de boquilla a la orientación y accesibilidad de la superficie, no solo para lograr "cobertura total".
2,2 Tamaño de la gota y tiempo de adhesión química
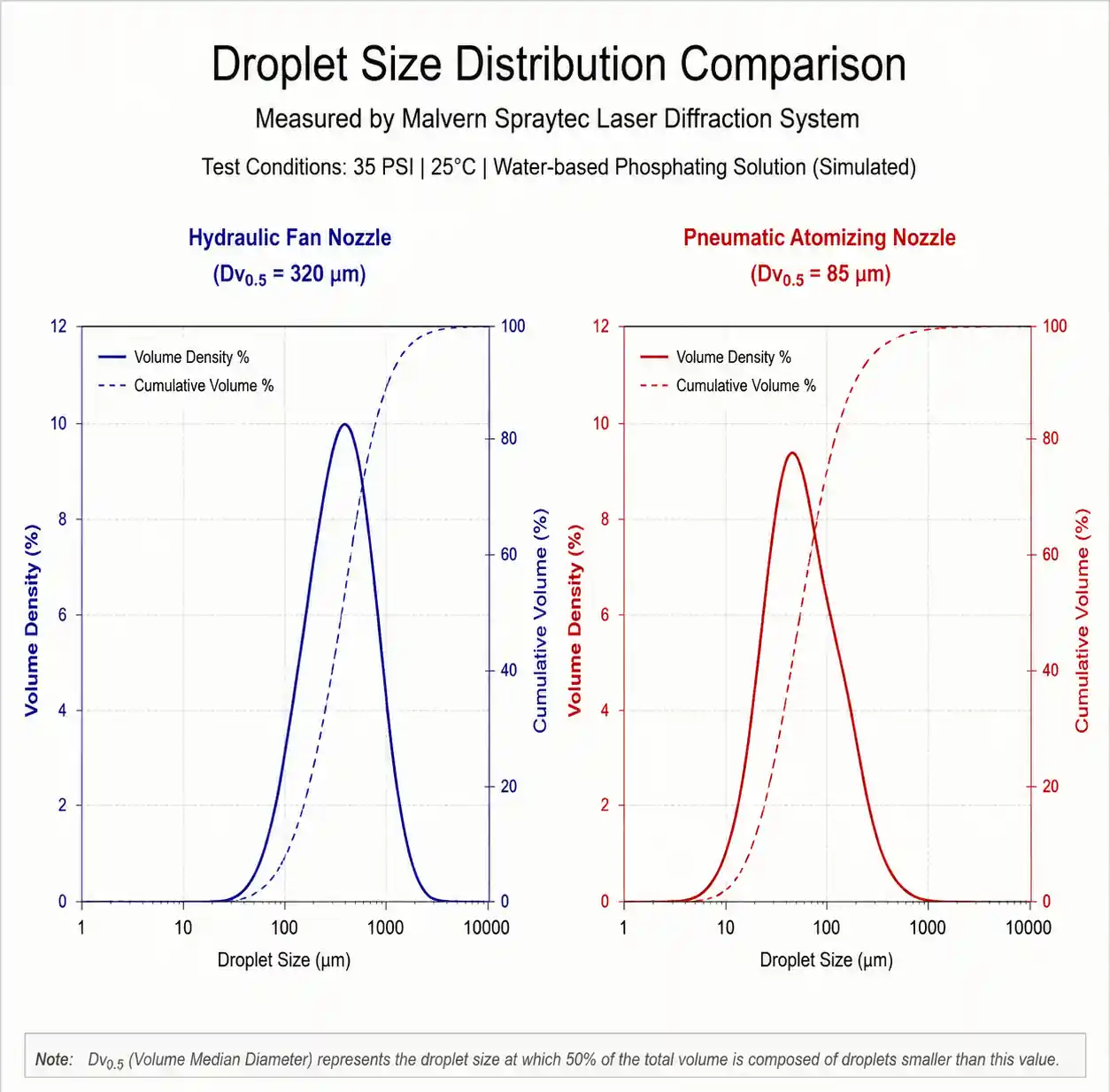
La química de fosfatado requiere un tiempo de contacto de 2–5 segundos a 45–60°C. El tamaño de las gotas afecta directamente a esto: las gotas de 200–400 micras proporcionan suficiente masa y tiempo de residencia, mientras que la niebla inferior a 100 micras se evapora o drena demasiado rápido en superficies verticales.
A partir del análisis de difracción láser (Malvern Spraytec), las toberas hidráulicas planas de ventilador a 35 PSI producen Dv0,5 de 280–350 micras, ideal para fosfatado. Las boquillas atomizadoras de aire (a menudo usadas en el enjuague final) producen gotas de 50–120 micras y NO deben usarse en zonas de fosfatado debido a una humedad insuficiente.
! Fosfatando el tamaño de la distribución de 1 gota
{kind=link}
2.3 Uniformidad de cobertura y relación de solapamiento
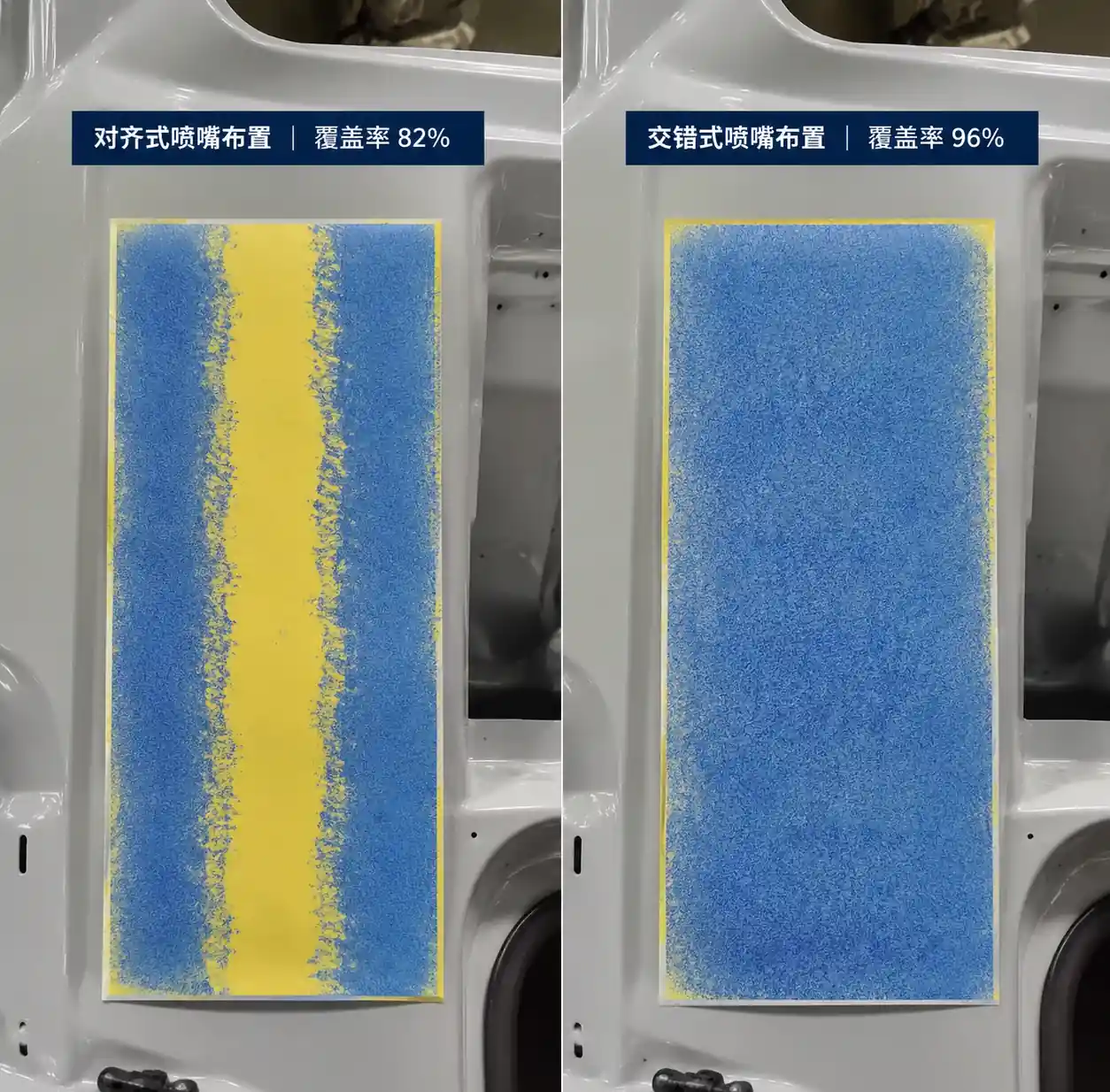
Las pruebas de cobertura de paso único usando papel sensible al agua muestran que las boquillas aisladas dejan tiras secas entre los bordes del pulverizador. Lograr una cobertura uniforme requiere un solapamiento del 30–50% entre patrones de pulverización adyacentes.
Cálculo de solapamiento:
- Ancho de pulverización a distancia al objetivo: W = 2 × D × tan(θ/2)
- Espaciado requerido entre toberas: S = W × (1 - relación de solapamiento)
- Ejemplo: ventilador plano de 80° a 300 mm de distancia → W = 2 × 300 × tan(40°) ≈ 503 mm
- Para un 40% de solapamiento: S = 503 × 0,6 ≈ 300 mm
Sin embargo, esto asume incidencia perpendicular y geometría plana del blanco, algo que rara vez es cierto en carrocerías de automóviles. El espaciamiento real debe tener en cuenta la curvatura del cuerpo y los bancos de toberas multiplano.
3. Selección del tipo de tobera para etapas de fosfatado
Las diferentes etapas de pretratamiento exigen distintas características de pulverización. El error de especificación más común que encontramos es que el tipo de boquilla con la función de etapa no coincide.
3.1 Prelimpieza y desengrasado
Recomendado: Toberas hidráulicas planas para ventiladores, ángulo de pulverización de 40–80°, 40–60 PSI, construcción de acero inoxidable 316.
Razonamiento: Se necesita una fuerza de alto impacto para eliminar aceites de estampado y salpicaduras de soldadura. El patrón de ventilador plano proporciona una cobertura controlada de tiras con un mínimo de residuos químicos. A 50 PSI, la fuerza de impacto alcanza 0,3 N/cm² a 250 mm, suficiente para desalojar partículas sin dañar el recubrimiento de zinc del acero galvanizado.
Disposición típica: Bancos verticales con inclinación hacia abajo de 25°, espaciamiento de 250–300 mm, escalonados a la izquierda y derecha entre 125–150 mm entre bancos opuestos.
3.2 Aplicación de fosfatado
Recomendado: Combinación de ventilador plano (ángulo 70–80°) para superficies abiertas + cono completo (ángulo incluido de 60–90°) para áreas hundidas, insertos cerámicos o de carburo de 30–45 PSI para resistencia a la abrasión.
Razonamiento: La química de fosfatado contiene sólidos en suspensión (cristales de fosfato de hierro) que provocan un desgaste acelerado de la tobera. Los orificios de acero inoxidable pierden entre un 15 y un 20% de capacidad de flujo en 3.000 horas de funcionamiento; Cerámica extiende esto a 12.000+ horas. Las boquillas de cono completo proporcionan cobertura omnidireccional en las cavidades de las puertas y secciones de caja a las que los ventiladores planos no pueden alcanzar.
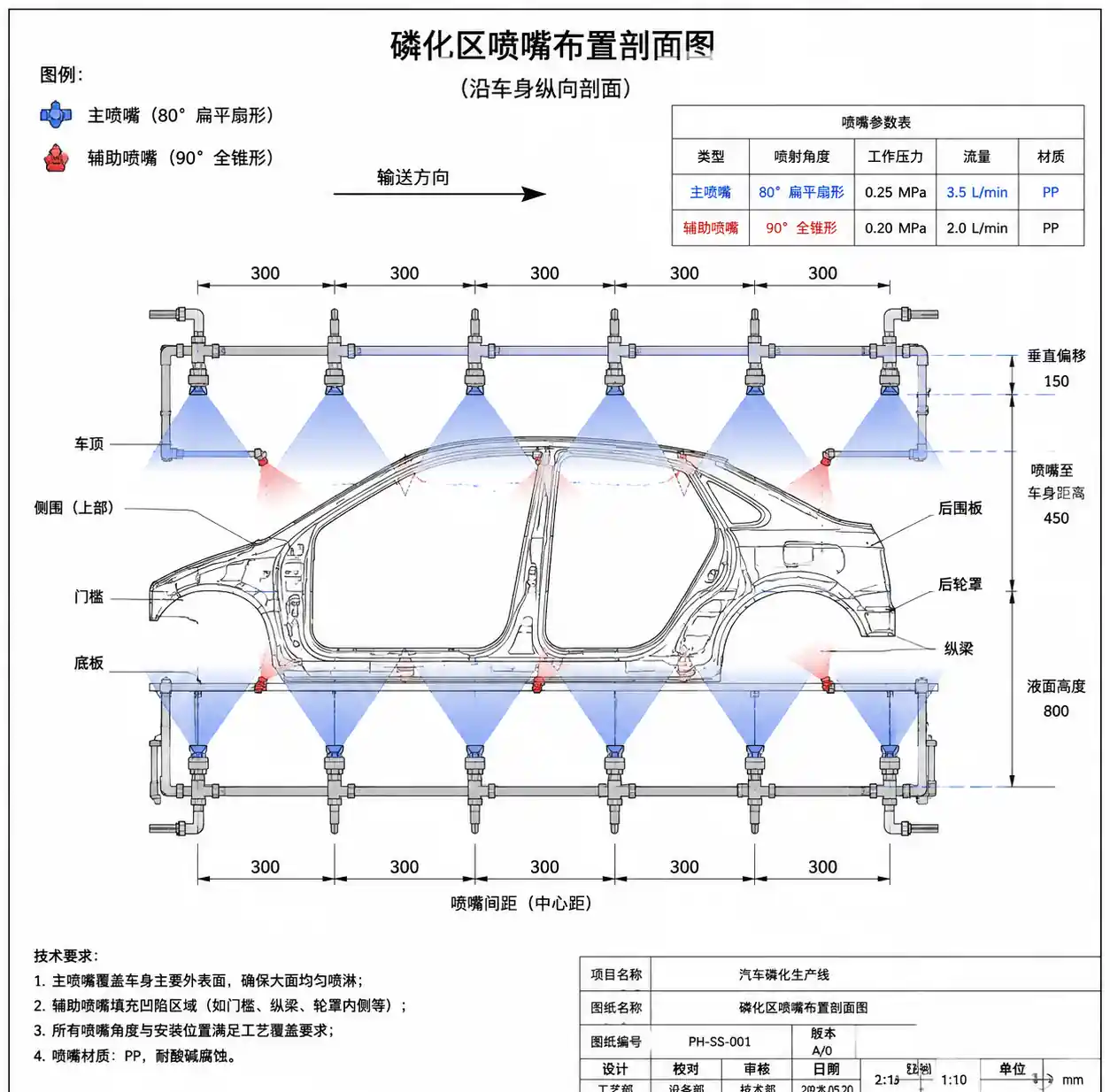
Disposición típica: Bancos de ventiladores planos primarios a un espaciamiento de 300 mm + boquillas secundarias de cono completo de "relleno" a intervalos de 600 mm, desplazadas en 150 mm verticalmente respecto al plano plano del ventilador.
! Combinación de cono lleno de 2 ventiladores planos
{kind=link}
3.3 Después del enjuague
Recomendado: Boquillas planas finas para ventiladores (ángulo de 15–25°) o cono completo de presión media, 25–35 PSI, acero inoxidable pulido o recubierto de PTFE para evitar la acumulación de minerales.
Razonamiento: La etapa de enjuague debe eliminar las sales fosfatadoras residuales sin volver a contaminar la superficie. Los ventiladores planos de ángulo estrecho concentran el flujo para la acción de descarga mecánica. Una presión más baja (25–35 PSI frente a 40–60 PSI en fosfatado) reduce la nebulización y la transferencia a zonas posteriores.
Disposición típica: Espaciamiento reducido (150–200 mm) con una inclinación descendente de 15° para favorecer el drenaje. Las orillas opuestas NO deben estar alineadas: escalonar entre 75 y 100 mm para eliminar zonas muertas.
3.4 Tabla comparativa etapa por etapa
| Escenario | Tipo de boquilla | Ángulo de pulverización | Presión (PSI) | Gota Dv0.5 (μm) | Función primaria | Material |
|---|---|---|---|---|---|---|
| Pre-limpieza | Ventilador plano | 40–80° | 40–60 | 250–400 | Impacto y eliminación de aceite | SS 316 |
| Desgrasado | Ventilador plano | 40–80° | 50–70 | 200–350 | Penetración de surfactantes | SS 316 |
| Fosfatado | Ventilador plano + Cono completo | 70–80° / 60–90° | 30–45 | 280–450 | Contacto químico + relleno de hundimiento | Cerámica / Carburo |
| Después del enjuague | Ventilador plano (estrecho) | 15–25° | 25–35 | 150–250 | Eliminación de sal | SS 316 / PTFE |
| Enjuague final DI | Cono completo (bien) | 60° | 20–30 | 100–200 | Acabado libre de minerales | SS pulido / PPS |
Interpretación de la tabla: La presión y el ángulo de pulverización disminuyen a medida que avanzas en la línea: la prelimpieza requiere una acción mecánica agresiva (alta presión, gran angular), mientras que el enjuague final prioriza una cobertura suave y completa (menor presión, patrón controlado). La selección de materiales pasa de acero inoxidable resistente a impactos a cerámicas resistentes al desgaste en fosfatado, y luego vuelve a materiales resistentes a la corrosión en etapas de enjuague donde no hay sólidos abrasivos.
4. Cálculo óptimo del espaciado y solapamiento de toberas
4.1 Fórmula de Espaciado Teórico
Para una superficie plana perpendicular al eje de pulverización:
Ancho de huella de spray: W = 2 × D × tan(θ/2)
Donde:
- D = distancia de separación (tobera al objetivo), típicamente 250–350 mm en líneas automotrices
- θ = ángulo de pulverización (especificado por el fabricante a presión nominal)
Espacio requerido para solapamiento de objetivos:
S = W × (1 - O)
Donde O = relación de solapamiento (0,3 a 0,5 para fosfatado, 0,4 a 0,6 para enjuague)
Ejemplo de cálculo:
- Toquilla plana de ventilador a 80°
- Distancia de separación D = 300 mm
- Solapamiento de objetivos: O = 0,4 (40%)
W = 2 × 300 × tan(40°) = 2 × 300 × 0,839 = 503 mm
S = 503 × (1 - 0,4) = 503 × 0,6 ≈ 300 mm
Sin embargo, esto supone un ancho de carrocería uniforme y una incidencia perpendicular de pulverización; ninguna de las dos es cierta en aplicaciones automovilísticas.
4.2 Factores de corrección para la geometría de la carrocería automovilística
Las carrocerías reales de automóviles tienen anchos variables (techo = 1200 mm, umbral de puerta = 300 mm, cabina de mando = 600 mm). Los bancos de boquillas suelen tener entre 1800 y 2200 mm de ancho para acomodar el punto más ancho (techo con espejos).
Problema: Las boquillas optimizadas para la cobertura del techo ofrecen un solapamiento del 200–300% en los umbrales de las puertas, desperdiciando productos químicos y aumentando la carga de secado.
Solución: Control de válvulas específico por zona o conjuntos de boquillas de ángulo variable.
Desde nuestras instalaciones en tres plantas OEM en Europa, implementamos el control de tres zonas:
- Zona A (boquillas 1–3): Activarse para anchos de carrocería >1600 mm (SUVs, camiones)
- Zona B (boquillas 4–6): Activa para todos los tipos de cuerpo (cobertura del núcleo)
- Zona C (toberas 7–9): Activarse solo para cuerpos más anchos
Esto redujo el consumo de productos químicos fosfatadores en un 18%, manteniendo una cobertura del >95% en todos los estilos de carrocería.
! Esquema de control de 3 zonas
{kind=link}
4.3 Aturdimiento vertical para eliminar zonas de sombra
Los bancos paralelos de boquillas crean "planos de colisión" donde los pulverizadores opuestos se encuentran y se desvían, dejando zonas subtratadas en las bridas de soldadura y los bordes de los dobladillos.
Corrección probada en el campo: Desplace verticalmente las orillas opuestas en 150–200 mm y horizontalmente en S/2 (la mitad del espaciado entre toberas).
Con un espaciamiento horizontal de 300 mm en la orilla izquierda, las toberas de la orilla derecha deben situarse a 150 mm de desfasamiento y 175 mm más arriba (o menos). Esto crea un patrón de pulverización diagonal que asegura que cada punto del cuerpo reciba cobertura de al menos dos boquillas en ángulos diferentes.
Datos de mejora de cobertura:
- Bancos paralelos: cobertura del 78–85% (prueba de papel sensible al agua)
- Bancos escalonados: cobertura del 93–97%
- Escalonado + control de zona: cobertura 95–98%
4.4 Ejemplo funcionado: Cálculo de la disposición completa del banco
Parámetros dados:
- Ancho de carrocería: 1400–1900 mm
- Altura del transportador: Línea central del cuerpo a 1200 mm de elevación
- Cobertura objetivo: 95% mínimo y 40% de solapamiento nominal
- Tipo de tobera: ventilador plano de 80°, rango de funcionamiento de 30–40 PSI
Paso 1: Determinar la distancia de distancia
- Ancho de carrocería 1900 mm → cada banco debe cubrir 950 mm + margen de 100 mm = 1050 mm horizontal
- A 300 mm de distancia y ángulo de 80°, una tobera única cubre 503 mm de ancho
- Boquillas requeridas por banco: 1050 / 503 × 1,4 (solapamiento) ≈ 3 boquillas por elevación
Paso 2: Calcular el espaciado
- S = 503 × 0,6 = 302 mm → usar 300 mm para el espaciado estándar del colector de tuberías
Paso 3: Disposición vertical del banco
- Pendiente inferior: Boquillas a 900, 1200, 1500mm de elevación (cubre el balancín hasta el techo)
- Pendiente superior: Boquillas a 1075, elevación de 1375 mm (rellena huecos, apunta a superficies invertidas)
Paso 4: Desplazamiento izquierda-derecha
- Banco izquierdo: Toberas centradas en 0, 300, 600 mm a lo largo de la dirección de la cinta transportadora
- Banco derecho: Toberas centradas en 150, 450mm (desplazado en S/2)
Resultado: 5 boquillas por lado, 10 en total por estación, 98,2% de cobertura teórica con un 38% de solapamiento promedio.
5. Patrones de disposición vertical y horizontal
5.1 Bancos de un solo nivel vs bancos de varios niveles
De un solo nivel (todas las boquillas a la misma altura):
- Ventajas: Tuberías más sencillas, acceso de mantenimiento más sencillo, menor coste de instalación
- Contras: Cobertura pobre en tejado y balancín, requiere solapamiento del 50–60% (residuos químicos), puntos ciegos en las bridas del dobladillo
- Aplicación típica: Etapas de enjuague donde el coste químico es bajo y cierta subcobertura es aceptable
Elevaciones de varios niveles (2–3 elevaciones):
- Ventajas: Mayor uniformidad de cobertura entre un 20 y un 30%, menor consumo químico en cobertura equivalente, alcance superficies invertidas y verticales
- Contras: Enrutamiento complejo del múltiple, reemplazo de toberas más difícil, mayor coste inicial
- Aplicación típica: Fosfatado y enjuague final donde la cobertura es crítica
A partir del análisis de ROI en una planta de 250.000 unidades/año, los bancos multinivel amortiguan los 45.000 dólares adicionales de la instalación en un plazo de 8 meses mediante una reducción del consumo de productos químicos y una menor tasa de retrabajo por defectos.
5.2 Bancos en línea contra bancos escalonados contrarios
! patrón de pulverización escalonada frente a línea
{kind=link}
En línea (boquillas izquierda y derecha en la misma posición a lo largo de la cinta transportadora):
- Crea un plano de colisión por pulverización en la línea central del cuerpo
- 15–25% de la energía de pulverización desperdiciada en colisión de gotas en el aire
- Hojas secas tiras en las juntas de soldadura vertical
Desplazado escalonado (S/2):
- Elimina el plano de colisión
- Cada punto de cuerpo recibe cobertura de 2–4 boquillas en diferentes ángulos
- Reducción del 12–18% en el recuento total de toberas a cobertura equivalente
Observación de campo: En un proveedor de primer nivel en Michigan, sustituimos un sistema en línea de 16 boquillas por una disposición escalonada de 12 toberas y mejoramos la cobertura del 82% al 96% (medida por la uniformidad del peso del recubrimiento de fosfato mediante XRF).
Tabla Comparativa de Patrones 5.3
| Tipo de disposición | Recuento de boquillas (por zona) | Uniformidad de cobertura | Eficiencia química | Complejidad de instalación | Mejor aplicación |
|---|---|---|---|---|---|
| In-line de nivel único | 12–16 | 75–85% | Bajo (se necesita alta superposición) | Simple | Etapas pre-enjuague y de bajo riesgo |
| Escalonado de un solo nivel | 10–14 | 85–92% | Medio | Medio | Desgrasado, enjuague intermedio |
| En línea multinivel | 14–18 | 88–94% | Medio | Medio-alto | Fosfatado (con presupuesto limitado) |
| Escalonado multinivel | 10–12 | 95–98% | Alto | Alto | Fosfatado, enjuague final (especificación OEM) |
| Control adaptativo de zonas | 12–16 (zonado) | 96–99% | Muy alto | Muy alto | Líneas de alta mezcla, OEM premium |
Interpretación de la tabla: Las disposiciones escalonadas de varios niveles logran la mejor relación cobertura-coste para la fosfatación: menos toberas que las configuraciones en línea pero una uniformidad superior. El control adaptativo por zonas es el estándar de oro, pero requiere integración con PLC y detección de estilo de carrocería, lo que añade entre 80 y 120.000 dólares al coste de la línea. Para líneas con <3 carrocerías de cuerpo, la opción más pragmática es fija y escalonada de varios niveles.
5.4 Consideraciones especiales para carrocerías de SUV y camiones
Las grandes alturas de carrocería (1600–1850 mm) requieren que los taludes cubran desde el balancín hasta el techo. Las disposiciones estándar de dos niveles dejan los 200–300 mm superiores poco tratados.
Patrón recomendado para líneas de SUV/camiones:
- Pendiente inferior: 800 mm de elevación, inclinación ascendente de 15°
- Pendiente media: 1200 mm de elevación, 0° (horizontal)
- Pendiente superior: elevación de 1600 mm, inclinación descendente de 15°
Desplazamiento horizontal entre niveles: 120–150 mm. Este patrón de cobertura "helicoidal" asegura que cada superficie reciba pulverización desde al menos dos ángulos, algo crítico para la uniformidad de la película de fosfato en paneles grandes.
6. Errores comunes de instalación y correcciones de campo
6.1 Error #1: Usar el ángulo de pulverización del catálogo sin verificación de presión
Problema: Los fabricantes especifican el ángulo de pulverización a una sola presión nominal (a menudo 40 PSI). En el campo, la presión real de funcionamiento fluctúa entre 30 y 50 PSI debido a la caída de presión en el colector y las variaciones en la bomba. Una boquilla de 80° a 30 PSI puede pulverizar solo entre 70 y 72°, creando huecos de cobertura del 8–10%.
Corrección de campo: Mide el ángulo real de pulverización a presión de operación usando un tester de patrón de pulverización o papel sensible al agua a la distancia objetivo. Ajusta el espaciado de las boquillas o aumenta la presión para restaurar la cobertura del diseño. Según nuestra base de datos de resolución de problemas, el 40% de las quejas por "cobertura deficiente" se relacionan con la operación bajo presión que reduce el ángulo efectivo de pulverización.
Prevención: Especifica el caudal y la presión de la boquilla juntos, no solo el ángulo de pulverización. Instala manómetros en los extremos del colector para monitorizar la uniformidad de la distribución.
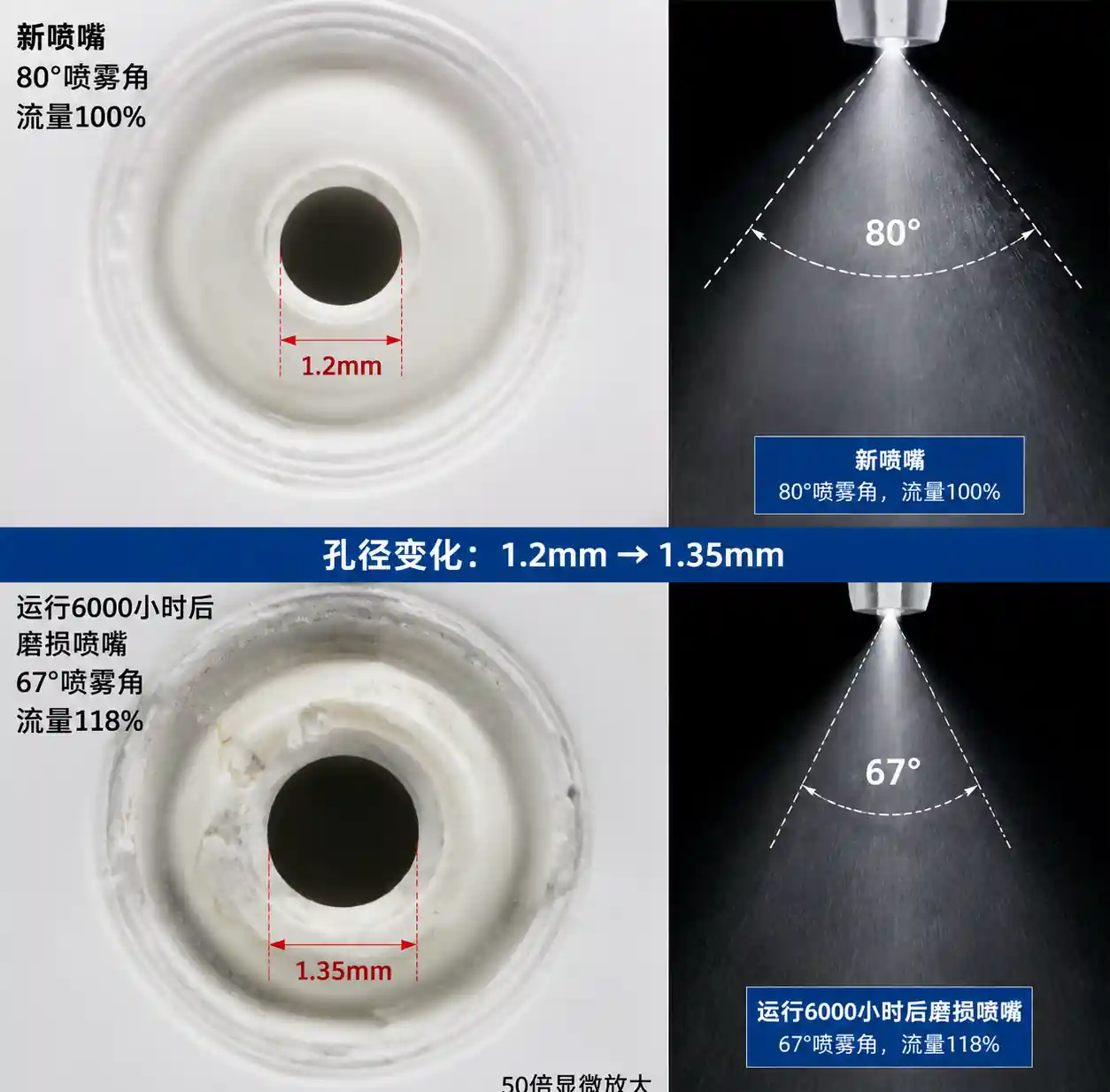
6.2 Error #2: Ignorar el impacto del desgaste de la boquilla en el patrón
Problema: A medida que se desgastan los orificios, el caudal aumenta (bueno), pero el ángulo de pulverización se estrecha (malo). Una boquilla desgastada de 80° puede desplazarse al 120% de la capacidad nominal pero pulverizar solo entre 65 y 70°, colapsando la cobertura en los bordes del patrón.
Observación de campo: En una planta que funcionaba con química de fosfato de hierro abrasivo, las boquillas perdieron 12° de ángulo de pulverización mientras aumentaban el caudal en un 18% durante 6.000 horas de funcionamiento. Esto creaba tiras secas de 30 mm entre los patrones de la tobera, causando fallos de adhesión en esas zonas.
Corrección de campo: Sustituir las boquillas en función de la degradación del ángulo de pulverización, no solo del aumento del caudal. Límite práctico: cambio de caudal del 10% ± O cambio de ángulo de pulverización de ±8°, lo que ocurra primero.
Prevención: Utiliza insertos cerámicos o de carburo de silicio en zonas de fosfatación. Instala monitorización de desgaste usando caudalímetros en boquillas representativas (por ejemplo, 3 por banco de 12 boquillas). Programar el reemplazo cada 8.000–10.000 horas para cerámica frente a 3.000–4.000 horas para acero inoxidable.
! 5-boquilla-desgaste-ángulo-degradación
{kind=link}
6.3 Error #3: Disposición simétrica para cuerpos asimétricos
Problema: Las carrocerías de automóviles NO son simétricas: el lado del conductor tiene dobladillos en las puertas, llenado de combustible y huecos en los paneles diferentes al del lado del pasajero. Usar disposiciones idénticas de la orilla izquierda/derecha subestima el lado más complejo.
Observación de campo: En una planta OEM europea, las reclamaciones de garantía contra corrosión eran tres veces más altas en los dobladillos de las puertas del lado del conductor. Causa raíz: la disposición idéntica de toberas en ambos lados no podía alcanzar la geometría más compleja del lado del conductor (pasos adicionales del arnés de cables y pliegues de dobladillo más apretados).
Corrección de campo: Añadir 1–2 boquillas suplementarias en el lado más complejo, normalmente toberas de cono completo orientadas a características empotradas. Alternativamente, aumenta la presión entre 5 y 8 PSI en ese lado para mejorar la penetración.
Prevención: Durante el diseño de la línea, mapea ambos lados de forma independiente usando simulación de patrones de pulverización CAD o construye una maqueta física con cuerpo real en blanco.
6.4 Error #4: Suministro insuficiente de drenaje
Problema: Los colectores de toberas que no drenan completamente retienen la química de fosfato entre ciclos, lo que provoca cristalización y obstrucción de la tobera. Las variedades horizontales son las peores culpables.
Corrección de campo: Instalar colectores con pendiente de 2–3° hacia las válvulas de drenaje. Añade solenoides de desmontaje que purgan con aire comprimido (40–60 PSI, 2–3 segundos) después de cada paso del cuerpo. Esto extendió la vida útil de la tobera de 4.500 a 11.000 horas en una planta de México.
Prevención: Diseña colectores sin tramos horizontales superiores a 1,5 metros sin punto de drenaje. Utiliza conexiones de desconexión rápida autodrenantes para montar la boquilla.
6.5 Matriz de resolución de problemas
| Síntoma | Causa probable | Método diagnóstico | Corrección |
|---|---|---|---|
| Tiras secas entre patrones | Espaciado de la boquilla demasiado ancho | Prueba de papel sensible al agua | Reducir el espaciado en un 15–20% o añadir boquillas intermedias |
| Recubrimiento de fosfato fino en los paneles superiores | Boquillas insuficientes orientadas hacia arriba | Mapeo de peso de recubrimientos XRF | Añadir el banco superior con inclinación de +15° |
| Acumulación intensa de fosfato en los paneles inferiores | Solapamientos excesivos / drenaje | Inspección visual + peso del recubrimiento | Reducir la presión de la boquilla en 5 PSI |
| Manchas desnudas al azar | Obstrucción de boquillas | Prueba individual de caudal | Limpia o cambia las boquillas afectadas, revisa la filtración |
| Cobertura desigual izquierda-derecha | Desequilibrio de presión del colector | Manómetro en cada banco | Balance con restrictores de flujo o bombas dedicadas |
| Degradación de la cobertura a lo largo del tiempo | Desgaste de la boquilla (estrechamiento de ángulo) | Prueba de patrón de pulverización vs referencia | Cambiar las toberas, considerar mejoras cerámicas |
Uso de la tabla: Comienza con el síntoma (patrón de defecto observado), sigue el método diagnóstico para confirmar la causa raíz y luego aplica la corrección de menor coste. Por ejemplo, las tiras secas podrían ser de espaciamiento O presión O desgaste; el papel sensible al agua distingue entre estos al mostrar si el patrón se ha estrechado o desplazado.
7. Mantenimiento y Monitorización del Rendimiento
7.1 Programa de Mantenimiento Preventivo
Diario:
- Inspección visual de patrones de pulverización (nebulización, asimetría o boquillas muertas)
- Comprobación de presión del colector (debe estar dentro de ±3 PSI del punto de consigna)
Semanal:
- Comprobación puntual de caudal en 3–4 boquillas representativas por banco
- Limpieza de cestas de colador (la fosfatación tiende a obstruir entre 50 y 80 cribas de malla en 100–150 horas de funcionamiento)
Mensual:
- Documentación completa de patrones de pulverización utilizando papel sensible al agua o trazador fluorescente
- Retirada de toberas, inspección y limpieza ultrasónica (especialmente para insertos cerámicos que no pueden ser cepillados con alambre)
Trimestral:
- Medición precisa del caudal en todas las boquillas (comparar con la línea base, reemplazar si >±desviación del 12%)
- Inspección interna del colector para acumulación de incrustaciones o corrosión
Anual:
- Reemplazo completo del banco de toberas (incluso si las boquillas individuales superan las pruebas de flujo—evita fallos a mitad de año durante el pico de producción)
7.2 Métricas de rendimiento a seguir
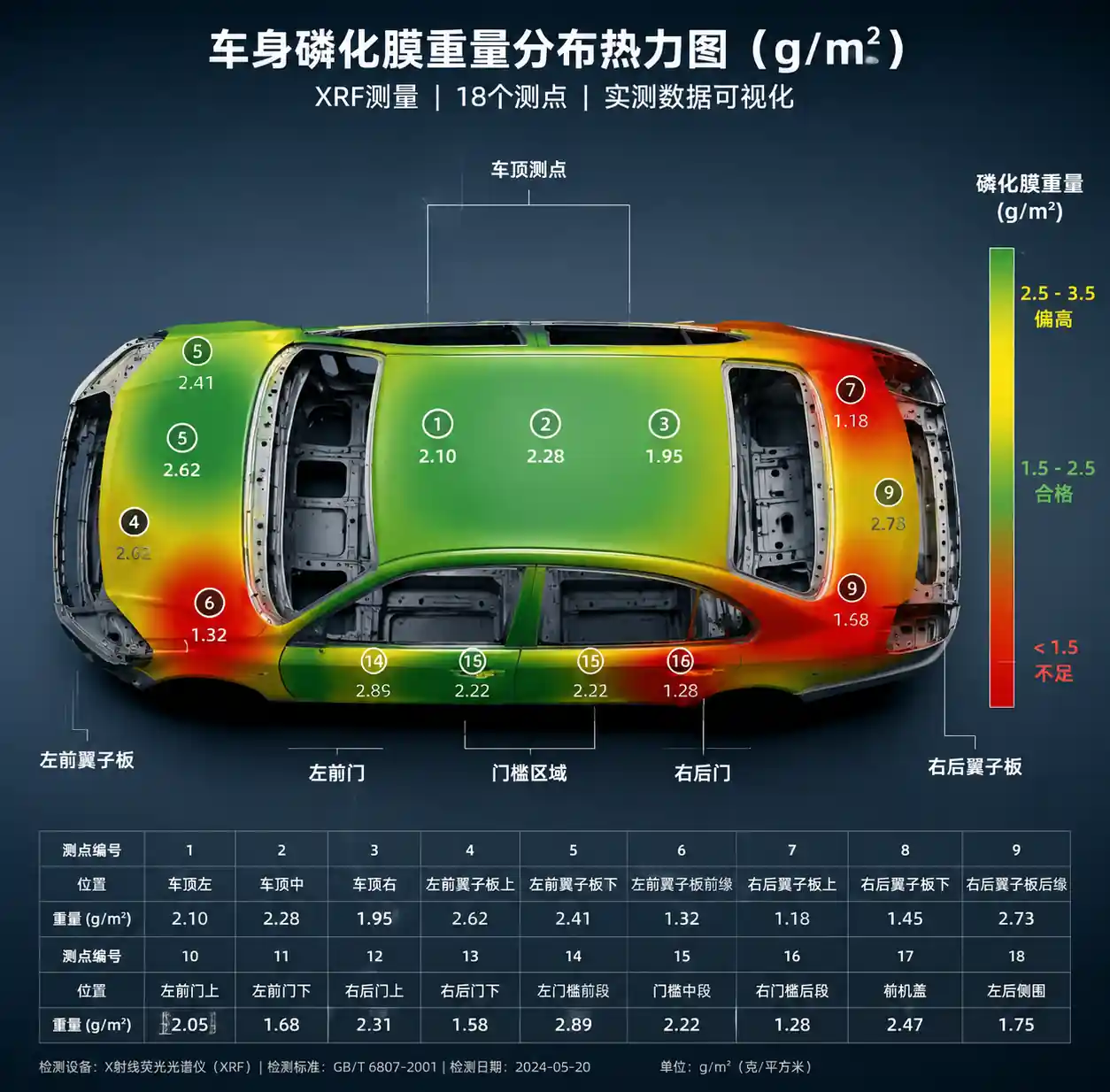
Uniformidad de cobertura: Medición del peso del recubrimiento fosfato XRF en 15–20 puntos por carrocería (techo, puertas, balancíns, bridas de dobladillo). Objetivo: ≤15% de desviación estándar entre puntos de medición.
Eficiencia química: Litros de solución fosfatadora consumidos por metro cuadrado de superficie corporal. Referencia: 0,08–0,12 L/m² para sistemas optimizados frente a 0,15–0,22 L/m² para toberas mal organizadas.
Tasa de defectos: Defectos relacionados con la fosfatación por cada 1.000 cuerpos (zonas desnudas, recubrimiento fino, fallos de adhesión). Especificaciones OEM: <2.0 defectos/1000 carrocerías; Clase mundial: <0,5 defectos/1000 cuerpos. Vida útil de la tobera: Horas de funcionamiento entre reemplazos, normalizadas por volumen de flujo. Objetivo: >8.000 horas para cerámica, >3.000 horas para acero inoxidable.
7.3 Métodos de validación
Papel sensible al agua: Cinta adhesiva en hojas de papel amarillo de 100×150 mm en 12–15 puntos del cuerpo (incluyendo superficies empotradas e invertidas). Haz un ciclo de fosfatado. Las manchas azules indican cobertura húmeda: apunta a un 95%+ área azul.
Trazador fluorescente: Añade un colorante fluorescente al 0,1–0,2% a la solución fosfatadora, pasa el cuerpo por el ciclo y inspecciona bajo luz ultravioleta. Revela la cobertura en caries y bordes de dobladillo que el papel sensible al agua no puede alcanzar.
Mapeo de peso de recubrimiento: XRF o medición coulométrica de la masa de cristales de fosfato (g/m²). Rango especificado: 1,5–3,5 g/m² para fosfato de hierro, 0,8–2,0 g/m² para fosfato de zinc. Los valores de <1,0 g/m² indican cobertura insuficiente; >4,0 g/m² indican solapamiento excesivo y residuos químicos.
! 6-xrf-recubrimiento-fosfato-mapeo de peso
{kind=link}
8. Preguntas frecuentes
P1: ¿Puedo usar la misma configuración de boquillas para todos los estilos de carrocería de una línea de modelos mixtos?
Sí, pero espera un 15–25% de residuos químicos en cuerpos más pequeños. Un mejor enfoque es el control adaptativo de zonas con bancos de válvulas activados por PLC que solo se activan para anchos de cuerpo superiores a ciertos umbrales. El periodo de retorno es de 6 a 12 meses para líneas que usan ≥3 estilos de carrocería con una variación de ancho de >200 mm.
P2: ¿Cuánta caída de presión debo esperar a lo largo de un colector de tobera de 2 metros?
Para tubería de diámetro interno de 40 mm a 60 L/min de caudal total (banco típico de 12 boquillas), espera una caída de 1,5–2,5 PSI desde la primera a la última tobera. Esto es aceptable si diseñas alrededor de ella: configura las boquillas en el punto de presión más bajo del colector, no en la descarga de la bomba. Para colectores de >3 metros, se utiliza el diseño de alimentación central o doble para reducir a la mitad el gradiente de presión.
P3: ¿Debería usar boquillas atomizadoras de aire o hidráulicas para fosfatar?
Hidráulico, a menos que tengas un requisito inusual como gotas ultrafinas (<100 micras) para recubrimientos especiales. Las boquillas atomizadoras de aire consumen aire comprimido (0,15–0,4 m³/min por tobera a 60–80 PSI), añaden complejidad y producen gotas más finas que se evaporan antes del contacto químico adecuado. La única aplicación automovilística donde recomendamos atomizar por aire es el enjuague final DI para secado sin manchas, y aun así, solo para modelos premium.
P4: ¿Cómo sé cuándo hay que cambiar las boquillas—caudal o ángulo de pulverización?
Ambos, siendo el ángulo más crítico para la cobertura. Una boquilla que fluye un 15% de altura pero mantiene el ángulo de pulverización puede seguir ofreciendo una cobertura aceptable (solo desperdicia químico). Una boquilla que fluye un 10% de altura pero con una pérdida de ángulo de 10° creará tiras secas. Regla práctica: Sustituye cuando el caudal supere el ±12% O el ángulo de pulverización se degrade >8° respecto a la especificación, lo que ocurra primero.
P5: ¿Cuál es el retorno del retorno de la inversión de actualizar de acero inoxidable a boquillas cerámicas en fosfatado?
Las boquillas cerámicas cuestan entre 3 y 5× más al principio (120–180 dólares frente a 30–50 dólares por tobera), pero duran entre 3 y 4 × más en lodos de fosfato abrasivo. Para una zona de fosfatación de 24 boquillas que funciona 5.000 horas/año:
- Acero inoxidable: Sustituir cada 3.000 horas = 40 boquillas/año × 40 $ = 1.600 $/año + 8 horas de mano de obra
- Cerámica: Sustituir cada 10.000 horas = 12 boquillas/año × 150 $ = 1.800 $/año + 2,5 horas de mano de obra
La cerámica tiene un coste de material ligeramente más alto pero un 70% menos de mano de obra y un 60% menos tiempo de recuperación. Beneficio adicional: Patrones de pulverización más estables entre reemplazos reducen las tasas de defectos.
P6: ¿Puedo adaptar una línea existente para mejorar la cobertura sin cambiar el número de toberas?
A menudo sí, mediante reposicionamiento y control de zonas. Adaptamos una línea de 2015 de un 84% a un 95% de cobertura mediante:
- Aturdir las orillas opuestas en 150 mm (2 horas de trabajo)
- Inclinación de las boquillas superiores 12° hacia abajo (1 hora)
- Añadir solenoides de control de zona para pares de toberas exteriores (piezas de 3.500 $ + 6 horas de instalación)
El coste total fue de 5.200 dólares y 9 horas de inactividad, frente a 45.000+ dólares para un rediseño completo del banco. El consumo de productos químicos cayó un 19% en el primer mes.
9. Conclusión y siguientes acciones
La disposición óptima de toberas en la fosfatación automotriz es un problema de ingeniería con soluciones medibles. Principios clave a recordar:
La cobertura supera el caudal. Una boquilla de alto caudal que pulveriza en la dirección equivocada no sirve de nada. Primero mapea la geometría de tu cuerpo y luego calcula la disposición necesaria para alcanzar cada superficie desde al menos dos ángulos.
La relación de solapamiento es un equilibrio. El solapamiento del 30–40% desperdicia menos productos químicos pero corre el riesgo de que se secan tiras por boquillas desgastadas o obstruidas. Un solapamiento del 50–60% es un desperdicio pero más indulgente con las variaciones del sistema. Recomendamos un solapamiento del 40% con la verificación trimestral de toberas; esto equilibra el coste químico con el riesgo de defectos.
Los bancos escalonados multinivel son el estándar probado en el campo para la fosfatación de grado OEM. Los arreglos en línea de nivel único cuestan menos al principio, pero requieren entre un 30 y un 40% más de productos químicos para una cobertura equivalente y producen tasas de defectos más altas.
El control del desgaste evita la degradación silenciosa. El caudal de la tobera aumenta mientras el ángulo de pulverización se estrecha—sigue ambos, reemplaza según la pérdida de ángulo. Los insertos cerámicos o de carburo se extienden entre intervalos de 3 a 4× en químicas abrasivas.
El control adaptativo por zonas se amortiza en un año en las líneas de modelos mixtos con ≥3 estilos de carrocería y una variación de ancho de >200 mm. Ya no es una característica premium, es una práctica estándar para la eficiencia química.
Próximas acciones
-
Audita tu configuración actual: Mapea la cobertura real usando papel sensible al agua o trazador fluorescente. Compáralo con el benchmark escalonado multinivel.
-
Calcula tu relación de solapamiento: Mide la distancia de separación y el ángulo de pulverización a presión de funcionamiento (no a presión de catálogo). Utiliza la fórmula S = W × (1 - O) para determinar si estás sobre- o poco.
-
Comprobar el estado de desgaste de la boquilla: Sacar 3–4 boquillas representativas, medir el caudal y el patrón de pulverización. Si el ángulo se ha degradado >8° o el caudal supera el ±12%, se programa el reemplazo.
-
Estimar los residuos químicos: Comparar su consumo (superficie corporal L/m²) con el referente de 0,08–0,12 L/m². Cada excedente de 0,01 L/m² cuesta aproximadamente entre 0,15 y 0,25 dólares por cuerpo en gasto químico.
-
Solicitar soporte de la aplicación: Para geometrías de cuerpos complejas o líneas de alta mezcla, contacte con el ingeniero de aplicaciones de campo de su proveedor de boquillas para simular patrones de pulverización y optimizar la disposición. Este servicio suele incluirse en pedidos >15.000 dólares.
¿Necesitas una auditoría de cobertura o un diseño de retrofit? Documenta la disposición actual de tu colector (posiciones de las toberas, ángulos, presiones), dimensiones del cuerpo y ubicaciones de defectos. Utiliza esto como base para simulaciones o revisiones de terceros.