





Recomendaciones para el ciclo de mantenimiento de boquillas de aguja de alta presión en la limpieza de tejidos en fábricas de papel
Lo que aprenderás: Programas de mantenimiento basados en evidencia, indicadores de desgaste, estrategias de reemplazo optimizadas en costes y protocolos de inspección validados en el campo para boquillas de aguja de alta presión en aplicaciones de limpieza de telas y fieltro secador.
- Índice
- 1. Introducción: Por qué importa el mantenimiento de la boquilla de aguja en las fábricas de papel
- 2. Factores críticos que afectan la vida útil de la tobera de aguja
- 2.1 Calidad del agua y sólidos en suspensión
- 2.2 Presión de funcionamiento y ciclo de trabajo
- 2.3 Selección de materiales de boquilla
- 2.4 Geometría de instalación y ángulo de pulverización
- 2.5 Entorno químico
- 2.6 Ciclo Térmico
- 3. Intervalos recomendados de inspección de mantenimiento
- 3.1 Comprobaciones visuales diarias (realizadas durante las rondas de producción)
- 3.2 Verificación semanal de caudal
- 3.3 Inspección Mensual Detallada
- 3.4 Pruebas de Rendimiento Trimestrales
- 3,5 Reemplazo Anual o Semestral Completo
- 4. Indicadores de desgaste y señales de degradación del rendimiento
- 4,1 Aumento del caudal
- 4.2 Distorsión del patrón de spray
- 4.3 Daño en el orificio visible
- 4,4 Cambios en la caída de presión
- 4,5 Disminución del rendimiento en limpieza de telas
- 5. Impacto de la selección de materiales en la frecuencia de mantenimiento
- 5.1 Acero inoxidable (316/316L)
- 5.2 Acero inoxidable endurecido (440°C, tratado térmicamente)
- 5.3 Carburo de tungsteno
- 5.4 Cerámica de carburo de silicio
- 5.5 Diseños híbridos (inserto de carburo/cerámica en cuerpo de acero inoxidable)
- 6. Análisis económico: reemplazo preventivo vs reactivo
- 6.1 Componentes de coste
- 6.2 Ejemplo Funcionado: Ducha superior con 24 boquillas que forman telas
- 6.3 Optimización: Estrategia basada en condiciones
- 7. Protocolo de inspección paso a paso
- 7.1 Preparación previa a la inspección
- 7.2 Evaluación Visual (Sistema Operativo)
- 7.3 Medición de caudal
- 7.4 Inspección del orificio
- 7.5 Pruebas de patrón de pulverización
- 7.6 Documentación y Decisión
- 7.7 Acciones posteriores a la inspección
- 8. Errores comunes de mantenimiento que reducen la vida útil de la boquilla
- 8.1 Filtración inadecuada
- 8.2 Presión de funcionamiento excesiva
- 8.3 Mezclando boquillas desgastadas y nuevas
- 8,4 Par de instalación incorrecta
- 8.5 Ignorando la química del agua
- 8.6 Sin documentación base
- 8.7 Sustitución tardía de boquillas desgastadas
- 8.8 Usando métodos de limpieza incorrectos
- 9. Preguntas frecuentes
- P: ¿Cómo sé si mis boquillas son de acero inoxidable o de carburo sin quitárselas?
- P: ¿Puedo prolongar la vida útil de la boquilla reduciendo la presión de funcionamiento?
- P: ¿Qué hace que algunas boquillas se desgasten más rápido que otras en la misma ducha?
- P: ¿Es segura la limpieza ultrasónica para boquillas de carburo y cerámica?
- P: ¿Puedo reparar las boquillas de aguja gastadas?
- P: ¿Debería tener boquillas de repuesto en el lugar?
- P: ¿Cómo calculo el número de boquillas necesarias para un nuevo diseño de ducha?
- P: ¿Cuál es la diferencia entre las boquillas de aguja y las de chorro de pasador?
- 10. Conclusión y plan de acción
- Puntos clave:
- ¿Necesitas orientación específica para la aplicación?
Índice
- [Introducción: Por qué importa el mantenimiento de las boquillas de aguja en las fábricas de papel] (#1-introducción)
- [Factores críticos que afectan la vida útil de la boquilla de aguja](#2-factores críticos)
- [Intervalos recomendados de inspección de mantenimiento] (#3-intervalos-mantenimiento)
- [Indicadores de desgaste y señales de degradación del rendimiento] (indicadores de desgaste #4)
- [Impacto de la selección de materiales en la frecuencia de mantenimiento] (#5-selección-material)
- [Análisis económico: reemplazo preventivo vs reactivo] (#6-análisis-económico)
- Protocolo de inspección paso a paso
- [Errores comunes de mantenimiento que reducen la vida útil de la boquilla] (#8-errores-comunes)
- FAQ
- [Conclusión y Plan de Acción] (#10-conclusión)
1. Introducción: Por qué importa el mantenimiento de la boquilla de aguja en las fábricas de papel
En las operaciones de fábricas de papel, el conformado de tejidos y fieltros para secadoras representa elementos críticos de desgaste que afectan directamente a la calidad de las láminas, la eficiencia de la máquina y el tiempo de producción. Boquillas de aguja de alta presión—normalmente funcionando entre 800-1500 PSI (55-103 bar)—suministran chorros de agua concentrados para eliminar finos de fibra, residuos de recubrimiento y contaminantes de las superficies de la tela. A diferencia de las boquillas de pulverización estándar, las de aguja producen chorros ultrafinos y de alta velocidad (diámetro de orificio de 0,15-0,30 mm) que penetran la malla de tela sin dañar la estructura del tejido.
A partir de nuestra experiencia en aplicaciones de campo en decenas de fábricas de papel, hemos observado que fallos no planificados de toberas de aguja cuestan una media de 12.000-18.000 dólares por incidente teniendo en cuenta el tiempo de inactividad de emergencia, las piezas de repuesto aceleradas y la producción fuera de especificación durante la reducción de la efectividad de limpieza. Más importante aún, el desgaste gradual de la boquilla suele pasar desapercibido durante semanas, lo que provoca una limpieza incompleta de la tela que acelera el tapado de fieltro, aumenta el consumo de vapor en las secadoras y degrada la formación de láminas.
Esta guía ofrece recomendaciones sobre el ciclo de mantenimiento basadas en datos operativos reales de molinos de tejido, envases y calidad de impresión de Norteamérica y Europa. Nos centramos en establecer intervalos de mantenimiento predictivos que equilibren los costes de reemplazo de toberas con los costes ocultos de un rendimiento de limpieza degradado.
! 1-aguja-boquilla-papelera-ducha de telas
{kind=link}
2. Factores críticos que afectan la vida útil de la tobera de aguja
El desgaste de la boquilla de la aguja no es simplemente una función de las horas de funcionamiento. Analizando datos de fallos en varios molinos, hemos identificado seis factores principales que determinan la vida útil real:
2.1 Calidad del agua y sólidos en suspensión
Las aguas bravas de molino suelen contener entre 200 y 800 ppm de sólidos en suspensión (fibras finas, partículas de recubrimiento, brea). Incluso con filtración aguas arriba a malla de 100-200, partículas abrasivas en el rango de 50-150 micras atraviesan y provocan desgaste erosivo en el orificio. En nuestras pruebas de desgaste, agua con 400 ppm de arcilla caulina a 1200 PSI redujo la vida útil de la aguja de acero inoxidable en un 65% en comparación con el agua limpia de la ciudad.
El mecanismo de erosión es especialmente severo en las toberas de aguja porque el pequeño diámetro del orificio (típicamente 0,2 mm) genera velocidades de fluido superiores a 140 m/s a 1000 PSI. A estas velocidades, incluso partículas blandas como las finas de celulosa causan un desgaste medible debido a microimpactos repetidos. Los molinos que usan fibra reciclada suelen tener una vida útil de boquilla entre un 30 y un 40% más corta que las operaciones con fibras vírgenes debido a una mayor carga de ceniza y contaminantes.
2.2 Presión de funcionamiento y ciclo de trabajo
La velocidad de desgaste aumenta exponencialmente con la presión de operación. Nuestras mediciones de campo muestran que aumentar la presión de 1000 a 1400 PSI (un aumento del 40%) reduce la vida útil de la tobera en aproximadamente un 60%. Esta relación no lineal proviene tanto del aumento de la energía de impacto de las partículas como de los efectos de cavitación cerca de la salida del orificio.
El ciclo de trabajo importa por igual. El funcionamiento continuo a 1200 PSI resulta en un desgaste absoluto más rápido que los ciclos intermitentes, pero el choque térmico de los frecuentes ciclos de encendido y apagado introduce un estrés adicional. Los molinos que funcionan 24/7 deberían esperar patrones de desgaste diferentes a aquellos con ventanas de mantenimiento programadas y ciclos de presión.
2.3 Selección de materiales de boquilla
La dureza del material y la resistencia a la corrosión determinan directamente los intervalos de mantenimiento. La siguiente jerarquía representa la vida útil relativa típica (normalizada a 316 acero inoxidable = 1,0x):
| Material | Vida relativa de desgaste | Horario típico de servicio | Multiplicador de coste | Mejor aplicación |
|---|---|---|---|---|
| 316 Acero inoxidable | 1.0x | 2.000-3.000 horas | 1.0x | Aguas bravas limpias, <1000 PSI |
| Acero inoxidable endurecido (440 ºC) | 2.5-3.0x | 5.000-8.000 horas | 1,8x | Sólidos moderados, <1200 PSI |
| Carburo de tungsteno | 8-12x | 16.000-30.000 horas | 4,5x | Fibras recicladas con alto contenido sólido |
| Cerámica de carburo de silicio | 10-15x | 20.000-35.000 horas | 5.2x | Lodos abrasivos, alta presión |
| Inserto de zafiro | 15-20x | 30.000-50.000 horas | 12x | Entornos de desgaste extremo |
Nota: El horario de servicio asume una presión de funcionamiento de 1000-1200 PSI con 300-500 ppm de sólidos en suspensión en aguas bravas. La vida real varía según condiciones específicas.
2.4 Geometría de instalación y ángulo de pulverización
La distancia adecuada de separación (espaciado entre la boquilla y la tela) evita el desgaste prematuro por salpicaduras y permite que el chorro se desarrolle completamente. Recomendamos un separador de 100-150 mm para las boquillas de aguja. Un espaciamiento insuficiente provoca que los contaminantes recirculados erosionen el cuerpo y el colector de la boquilla. Un espaciamiento excesivo reduce la fuerza de impacto y la efectividad de la limpieza.
El ángulo de pulverización respecto a la dirección de desplazamiento de la tela también importa. Las boquillas orientadas perpendicularmente al recorrido del tejido experimentan desgaste simétrico. Las instalaciones en ángulo (comunes en los diseños compactos de duchas) generan erosión asimétrica de orificios que acelera la degradación del rendimiento.
2.5 Entorno químico
Los sistemas de limpieza de tejidos suelen utilizar detergentes alcalinos (pH 9-11) o limpiadores ácidos (pH 3-5) para mejorar la eliminación de contaminantes. Las boquillas de acero inoxidable muestran una resistencia adecuada a la corrosión en condiciones ligeramente alcalinas, pero sufren picaduras en ambientes ácidos, especialmente con cloruros presentes. El carburo de tungsteno ofrece una excelente resistencia al desgaste, pero el aglutinante de cobalto se corroe en soluciones ácidas. La cerámica de carburo de silicio proporciona una inercia química superior en todo el rango de pH.
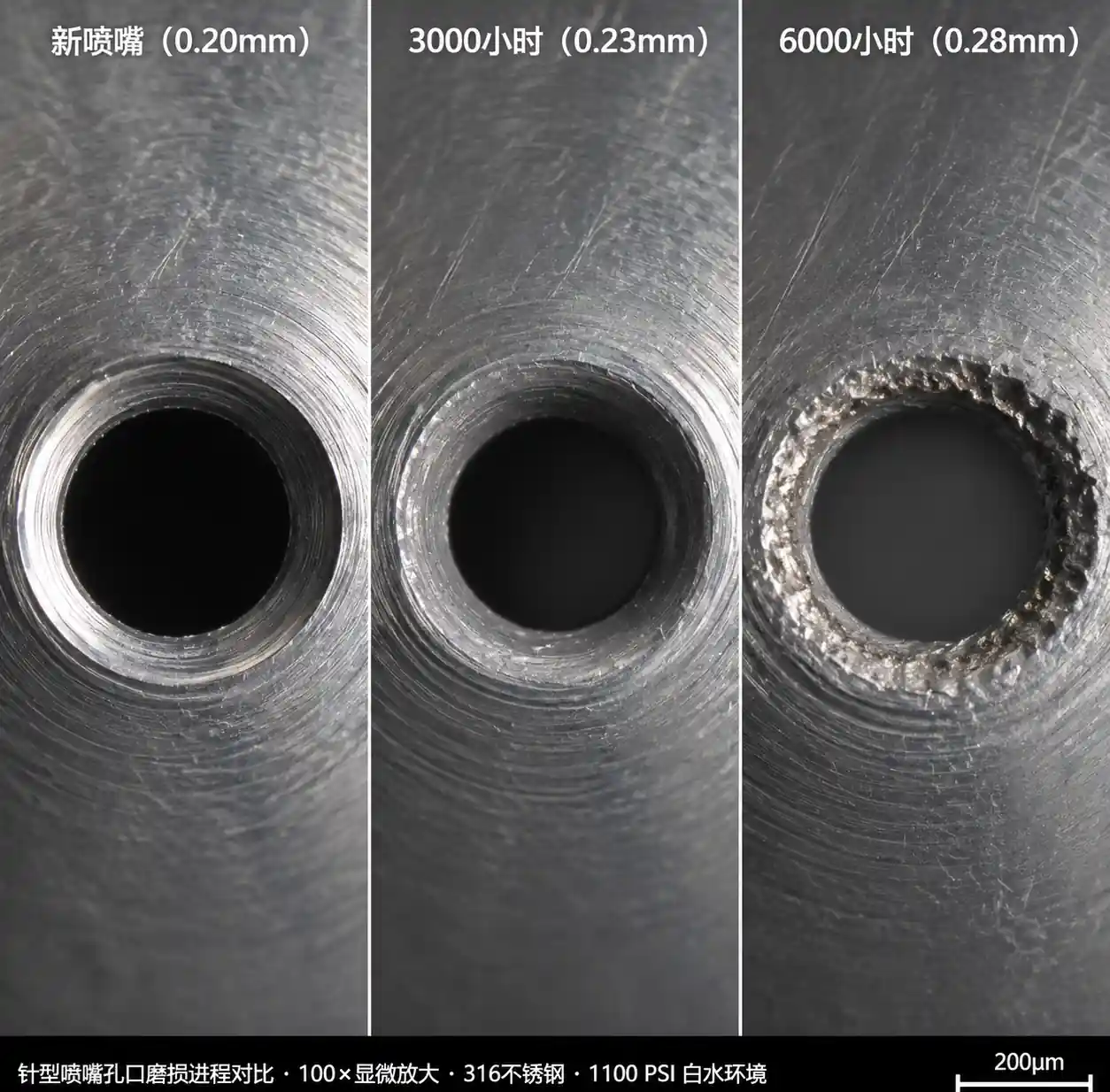
2.6 Ciclo Térmico
Las duchas de la máquina de papel experimentan variaciones de temperatura desde 40°C (aguas bravas ambientales) hasta 85°C (ciclos de limpieza en caliente). El rápido ciclo térmico crea una expansión diferencial entre el cuerpo de la boquilla y el inserto, lo que puede aflojar insertos cerámicos de ajuste por presión o agrietar juntas soldadas. Este mecanismo provoca aproximadamente entre el 8 y el 12% de fallos prematuros en nuestros datos de campo.
! 2-orificio-boquilla-progresión-desgaste
{kind=link}
3. Intervalos recomendados de inspección de mantenimiento
Basándonos en el análisis de modos de fallo y la optimización económica, recomendamos un calendario de inspección escalonado que equilibre los costes laborales con la prevención de fallos:
3.1 Comprobaciones visuales diarias (realizadas durante las rondas de producción)
- Verificar patrones de pulverización uniformes en todas las boquillas de cada banco de duchas
- Comprobar si faltan boquillas, están obstruidas o desalineadas
- Monitorizar manómetros del colector en busca de desviaciones inesperadas (±10% respecto a la línea base)
- Inspeccionar fugas visibles en cuerpos o conexiones de toberas
- Inversión de tiempo: 3-5 minutos por conjunto de ducha
3.2 Verificación semanal de caudal
- Medir el caudal de boquillas representativas (10-15% de tamaño de muestra) usando recipiente calibrado y temporizador
- Comparar el caudal medido con los valores de referencia (debe estar dentro del 5% para boquillas buenas)
- Documentar los resultados en el registro de mantenimiento
- Inversión de tiempo: 15-20 minutos por sistema de duchas
3.3 Inspección Mensual Detallada
- Retirar e inspeccionar de 3 a 5 boquillas de las posiciones de mayor desgaste (normalmente en los bordes exteriores y el centro)
- Medir el diámetro del orificio usando calibres de alfiler o microscopio (documento de crecimiento desde el tamaño original)
- Comprobar la uniformidad del patrón de pulverización usando papel hidrosensible al agua o un patrón
- Limpiar o reemplazar las cribas de filtro en los colectores de suministro
- Verificar el par de montaje en todas las toberas accesibles
- Inversión de tiempo: 60-90 minutos por sistema de ducha
3.4 Pruebas de Rendimiento Trimestrales
- Realizar un mapeo completo de la cobertura de la ducha utilizando sensores de humedad en bandeja de recogida de agua o tela
- Medir la eficacia de la limpieza mediante pruebas de eliminación de contaminación (por ejemplo, recuperación de permeabilidad)
- Fotografía de orificios de toberas con micro lente macro o microscopio USB para documentación del desgaste
- Actualizar los registros de mantenimiento con tasas de crecimiento medidas de orificio
- Inversión de tiempo: 2-3 horas por sistema de duchas
3,5 Reemplazo Anual o Semestral Completo
Para aplicaciones críticas (formación de duchas con tejido, limpieza de cajas de uhle), recomendamos el reemplazo programado de todas las boquillas de aguja en un calendario fijo, independientemente del estado aparente. Esto evita fallos en servicio y garantiza un rendimiento de limpieza constante.
| Condiciones de funcionamiento | Intervalo de reemplazo recomendado (316SS) | Intervalo recomendado de reemplazo (carburo) |
|---|---|---|
| Aguas blancas limpias, <1000 PSI, fibra virgen | 12-18 meses | 36-48 meses |
| Servicio severo (prensa de ducha, recubrimiento de alta ceniza) | 4-6 meses | 12-18 meses |
Estos intervalos suponen un funcionamiento continuo (24/7). Los molinos con tiempos de inactividad planificados significativos pueden extender los intervalos proporcionalmente según las horas reales de funcionamiento.
! 3-inspección-medición de caudal-tasa
{kind=link}
4. Indicadores de desgaste y señales de degradación del rendimiento
La degradación de la boquilla de aguja es gradual y a menudo invisible durante una inspección casual. Reconocer señales de advertencia temprana permite un reemplazo proactivo antes de que el rendimiento de limpieza se desplome:
4,1 Aumento del caudal
A medida que el orificio se erosiona, el caudal aumenta según la relación Q = K × A × √(P), donde A es el área del orificio. Un aumento del 15% en el diámetro del orificio resulta en un caudal aproximadamente un 32% mayor a presión constante. De nuestras mediciones de campo:
- Aumento del flujo <5%: Variación normal, no se requiere acción - aumento del 5-15% del flujo: Monitorizar de cerca, planificar la sustitución en 2-4 semanas - Aumento del flujo del 15-25%: Sustituir en 1 semana - >Aumento del flujo del 25%: Reemplazar inmediatamente (la efectividad de la limpieza está gravemente comprometida)
Mide el caudal retirando temporalmente una boquilla, taponando la posición adyacente y recogiendo agua en un recipiente graduado durante 60 segundos a presión normal de funcionamiento. Compáralo con el caudal publicado por el fabricante o con tu referencia documentada.
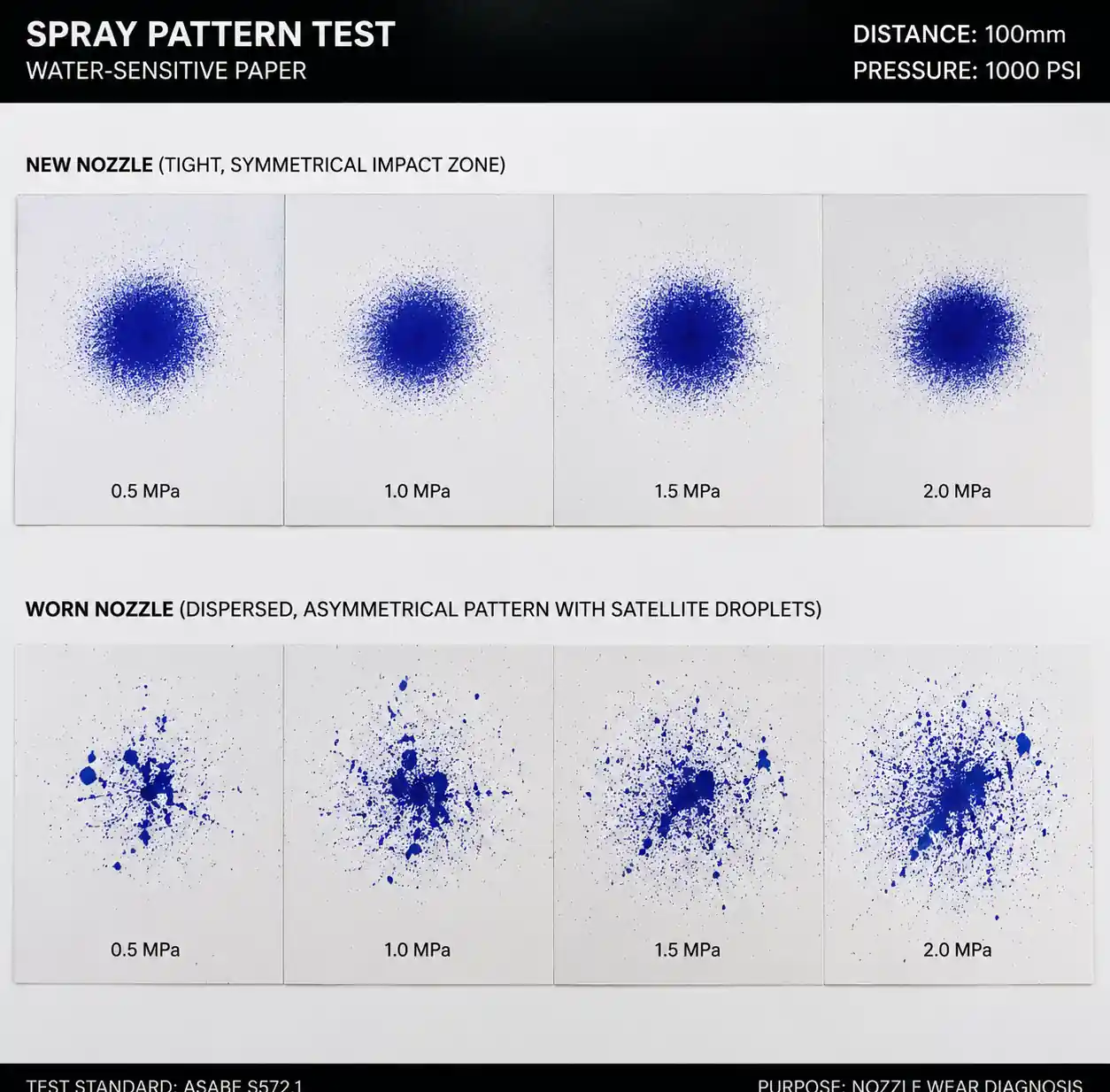
4.2 Distorsión del patrón de spray
Las boquillas de aguja no desgastadas producen chorros simétricos y coherentes con un ángulo conico mínimo (<5° de divergencia). A medida que avanza el desgaste, el borde del orificio se erosiona de forma desigual, provocando que el chorro desarrolle asimetría, gotas satélite o una ruptura prematura. Utiliza papel sensible al agua situado a 100 mm de la boquilla para documentar los cambios en el patrón.
4.3 Daño en el orificio visible
Con un aumento de 10x, un nuevo orificio de la boquilla de aguja muestra bordes afilados y uniformes. Pantalla de boquillas desgastadas:
- Entrada con orificio redondeado o de boca campana
- Erosión asimétrica (huevo frente a orificio circular)
- Picaduras superficiales o rugosidad en la cara del orificio
- Marcas o ranuras visibles en el orificio
Un microscopio digital USB (aumento 50-200x, 80-150 $) ofrece una excelente capacidad de documentación para registros de mantenimiento y reclamaciones de garantía.
4,4 Cambios en la caída de presión
Si la presión de suministro del múltiple permanece constante pero el rendimiento de cada tobera se degrada, se sospecha que hay obstrucción en lugar de desgaste. Por el contrario, si la presión del sistema disminuye mientras la salida de la bomba se mantiene estable, es probable que varias toberas se hayan desgastado en orificios más grandes, aumentando el flujo total y reduciendo la contrapresión.
4,5 Disminución del rendimiento en limpieza de telas
El indicador final es la reducción de la efectividad de limpieza, medida mediéndola:
- Aumento de la contaminación del tejido (caída de permeabilidad, mayor contenido de ceniza)
- Acondicionamiento o reemplazo de fieltro más frecuente
- Mayor consumo de vapor en la sección de secadores
- Problemas de calidad de la lámina (defectos de la formación, manchas, agujeros)
Cuando aparecen estos síntomas, el desgaste de la boquilla ya es severo. Este enfoque reactivo cuesta entre 3 y 5 veces más que el mantenimiento preventivo.
5. Impacto de la selección de materiales en la frecuencia de mantenimiento
Elegir el material óptimo de la boquilla requiere equilibrar el coste inicial, la vida útil y los factores operativos:
5.1 Acero inoxidable (316/316L)
Mejor para: Aplicaciones a baja presión (<800 PSI), agua limpia, ambientes no abrasivos Ventajas: Menor coste inicial, fácilmente disponible, fácil de mecanizar para configuraciones personalizadas, resistencia adecuada a la corrosión en condiciones neutras a ligeramente alcalinas Limitaciones: Desgaste rápido en servicios abrasivos, susceptible a picaduras en ambientes de cloruro, no adecuado para funcionamiento continuo a alta presión (>1000 PSI)
Intervalo típico de mantenimiento: 6-12 meses en servicio en aguas bravas en una fábrica de papel
5.2 Acero inoxidable endurecido (440°C, tratado térmicamente)
Mejor para: aplicaciones a presión media (800-1200 PSI), carga moderada de sólidos
Ventajas: 2,5-3 veces la vida útil respecto al acero inoxidable estándar, mantiene la resistencia a la corrosión, coste razonable
Limitaciones: Menor tenacidad al impacto (riesgo de fractura por picos de presión), resistencia química limitada en ácidos fuertes
Intervalo típico de mantenimiento: 12-24 meses en servicio en aguas bravas en una fábrica de papel
5.3 Carburo de tungsteno
Mejor para: aplicaciones a alta presión (>1200 PSI), molinos de fibra reciclada, alto contenido en sólidos
Ventajas: 8-12 veces la vida útil respecto al acero inoxidable, excelente dureza (1500-1800 HV), mantiene la geometría del orificio durante toda la vida útil
Limitaciones: Frágil (sensible al impacto y al choque térmico), el aglutinante de cobalto se corroe en ambientes ácidos (pH <5), mayor coste
Intervalo típico de mantenimiento: 24-36 meses en servicio en aguas bravas en una fábrica de papel
Según nuestro análisis de costes, el carburo de tungsteno se vuelve económicamente favorable cuando:
- La presión de funcionamiento supera los 1000 PSI de forma continua
- Los sólidos en suspensión superan las 400 ppm
- El coste laboral para reemplazar la tobera supera los 150 $/hora (incluyendo el tiempo de inactividad)
- La aplicación es crítica (limpieza de tejidos, donde la falla afecta a la calidad de la lámina)
5.4 Cerámica de carburo de silicio
Mejor para: Ambientes de desgaste extremo, productos químicos corrosivos, presiones máximas
Ventajas: 10-15 veces la vida útil frente a la de acero inoxidable, inercia química completa (pH 0-14), sin corrosión metálica, mantiene el rendimiento en fluidos contaminados
Limitaciones: La opción más frágil (requiere una instalación cuidadosa, evitar el hilo cruzado), mayor coste inicial, disponibilidad limitada en orificios pequeños
Intervalo típico de mantenimiento: 30-48 meses en servicio de aguas bravas en una fábrica de papel
5.5 Diseños híbridos (inserto de carburo/cerámica en cuerpo de acero inoxidable)
! Comparación de materiales de 4 boquillas
{kind=link}
Muchos fabricantes ofrecen diseños de inserciones de ajuste a presión o brasadas que combinan la resistencia al desgaste de carburo/cerámica con la tenacidad y mecanizabilidad de los cuerpos de acero inoxidable. Este es nuestro enfoque recomendado para la mayoría de aplicaciones en fábricas de papel, proporcionando un equilibrio óptimo entre rendimiento, coste y fiabilidad.
6. Análisis económico: reemplazo preventivo vs reactivo
Para determinar los intervalos óptimos de mantenimiento, debemos comparar el coste total de propiedad bajo diferentes estrategias:
6.1 Componentes de coste
| Elemento de coste | Sustitución preventiva | Reemplazo reactivo (Correr hasta fallar) |
|---|---|---|
| Hardware de boquilla | 25-120 dólares por boquilla | 25-120 dólares por boquilla |
| Parto programado | 150-300 dólares por ducha (planificado) | 200-450 dólares por ducha (emergencia) |
| Coste de inactividad | $0 (durante la parada planificada) | 2.000-5.000 dólares por hora (no planificado) |
| Periodo de rendimiento degradado | Minimal | 2-6 semanas (degradación gradual) |
| Riesgo de daños colaterales | Muy bajo | Medio (taponamiento de fieltro, defectos en la lámina) |
6.2 Ejemplo Funcionado: Ducha superior con 24 boquillas que forman telas
Suposiciones:
- Boquillas: carburo de tungsteno, 85 dólares cada una
- Condiciones de funcionamiento: 1100 PSI, 450 ppm sólidos, fibra reciclada
- Vida útil esperada: 18-24 meses
- La máquina produce 250 toneladas al mes de calidad premium de embalaje
- Margen de contribución: 180 $/tonelada
Estrategia Preventiva (ciclo de reemplazo de 18 meses):
- Coste de la boquilla: 24 × 85 $ = 2.040 $
- Mano de obra (durante el mantenimiento planificado): 200 $
- Coste de tiempo de inactividad: $0 (realizado durante la parada semanal)
- Coste total por ciclo: $2.240
- Coste anualizado: 2.240 $ ÷ 1,5 = 1.493 $/año
Estrategia reactiva (correr hasta el fallo):
- Coste de la boquilla: 24 × 85 $ = 2.040 $
- Mano de obra de emergencia: 350 dólares
- Tiempo de inactividad: 4 horas × 3.000 $/hora = 12.000 $
- Periodo de degradación del rendimiento (4 semanas): Pérdida estimada del 8% de calidad = 250 toneladas × 0,08 × 180 $ × 4 = 14.400 $
- Coste total por ciclo: 28.790 $
- Coste anualizado (suponiendo vida útil media de 20 meses): 28.790 $ ÷ 1,67 = 17.239 $/año
Ahorro neto anual del mantenimiento preventivo: $15,746
Este análisis demuestra por qué recomendamos encarecidamente la sustitución programada de las lluvias críticas. La economía se vuelve aún más favorable para máquinas de mayor producción o calidades premium.
6.3 Optimización: Estrategia basada en condiciones
Para duchas no críticas (limpieza de fieltro secadora, sprays uhle box), un enfoque híbrido funciona bien:
- Realizar mediciones mensuales de caudales
- Sustituir las boquillas individuales cuando el caudal aumente >15%
- Realizar un reemplazo completo de la ducha cuando el >30% de las boquillas requieren reemplazo individual
Esta estrategia equilibra enfoques preventivos y reactivos, optimizando la eficiencia laboral mientras previene fallos catastróficos.
! Papel sensible al agua con patrón de 5 pulverizaciones
{kind=link}
7. Protocolo de inspección paso a paso
Este protocolo probado en el campo permite una evaluación sistemática del estado de la boquilla de la aguja:
7.1 Preparación previa a la inspección
- Recoger herramientas: recipiente calibrado (500-1000 ml), cronómetro, manómetros de pasador (0,15-0,35 mm), microscopio USB, papel hidrosensible, cuaderno
- Revisar datos de referencia: caudales originales, diámetros de orificio, fecha de instalación
- Coordinar con las operaciones: organizar una ventana de baja presión de 30 minutos si es posible
- Identificar ubicaciones de muestreo: seleccionar 3-5 toberas que representen las zonas de mayor desgaste
7.2 Evaluación Visual (Sistema Operativo)
- Observar toda la corriente de la lluvia desde múltiples ángulos
- Observar cualquier boquilla claramente fallida, obstruida o desalineada
- Busca asimetría o divergencia en el patrón de pulverización
- Comprobar fugas en los cuerpos de toberas, juntas del colector o conexiones
- Presión de entrada en el colector de registro
7.3 Medición de caudal
- Aislar una boquilla (cerrar la válvula o retirar del colector)
- Posicionar el contenedor calibrado para capturar el flujo completo
- Abrir la válvula y arrancar simultáneamente el temporizador
- Recoge agua exactamente durante 60 segundos
- Medir el volumen y calcular el caudal (ml/min)
- Comparar con el valor base y calcular el cambio porcentual
- Repetir para cada ubicación de muestra
7.4 Inspección del orificio
- Despresurizar completamente el sistema (bloqueo/tagout)
- Retirar las boquillas seleccionadas usando la llave adecuada (evitar daños)
- Fotografía de la cara del orificio con lente macro o microscopio USB (aumento 50-100x)
- Intentar pasar los medidores de pasador por el orificio (no forzar):
- Si el ancho original de 0,20 mm pasa fácilmente, el orificio ha crecido
- Probar calibres progresivamente mayores (0,22, 0,25, 0,28 mm) para cuantificar el desgaste
- Inspeccionar la erosión asimétrica, picaduras y marcas
- Documentar hallazgos con fotos y mediciones
7.5 Pruebas de patrón de pulverización
- Reensamblar una tobera de muestra en la posición de la instalación de prueba o en el colector aislado
- Colocar papel sensible al agua a 100 mm del orificio
- Operar a presión normal durante 1-2 segundos
- Examinar el trabajo para:
- Coherencia del arroyo (zona de impacto cerrada vs patrón disperso)
- Simetría (circular vs elíptica o irregular)
- Caídas de satélites (indicando daño en el orificio)
- Comparar con el patrón base de la tobera nueva
7.6 Documentación y Decisión
- Registrar todas las mediciones en el registro de mantenimiento
- Calcular la tasa de desgaste: (diámetro actual - diámetro original) ÷ horas de funcionamiento
- Umbral de tiempo de proyecto hasta reemplazo (normalmente +15% de crecimiento del orificio)
- Tomar una decisión de reemplazo:
- Verde: Sin acción, reinspeccionar el próximo ciclo
- Amarillo: Monitorización acelerada, reemplazo del plan en un plazo de 1 mes
- Rojo: Reemplazar inmediatamente
7.7 Acciones posteriores a la inspección
- Reinstalar o reemplazar toberas con el par adecuado (normalmente 15-25 N⋅m, comprobar especificaciones del fabricante)
- Sistema de prueba de presión antes de volver al servicio
- Actualizar el sistema de seguimiento de mantenimiento
- Pedir piezas de repuesto si se acercan al umbral
! 6-herramientas-mantenimiento-inspección
{kind=link}
8. Errores comunes de mantenimiento que reducen la vida útil de la boquilla
A través de auditorías de campo en más de 40 fábricas de trabajo, hemos identificado errores recurrentes que reducen significativamente la vida útil de las boquillas de aguja:
8.1 Filtración inadecuada
Muchos molinos dependen únicamente de las mallas de agua brava de la máquina (malla 80-150) sin filtración adicional para los sistemas de ducha de tela. Esto permite que partículas abrasivas aceleren drásticamente el desgaste de la tobera. Recomendamos:
- Filtración mínima de 200 mallas (74 micras) para boquillas de acero inoxidable estándar
- Malla de 325 (44 micras) para boquillas de carburo/cerámica
- Filtros automáticos de retrolavado con monitorización diferencial de presión
8.2 Presión de funcionamiento excesiva
"Más presión = mejor limpieza" es un error común. Más allá de aproximadamente 1200-1400 PSI, la efectividad de la limpieza se estanca mientras la tasa de desgaste sigue aumentando exponencialmente. Muchos molinos pueden reducir la presión entre un 15 y un 20% sin afectar la limpieza de la tela, lo que podría duplicar la vida útil de la boquilla.
8.3 Mezclando boquillas desgastadas y nuevas
Al reemplazar toberas defectuosas individualmente, los operadores suelen mezclar boquillas nuevas (bajo caudal) con boquillas parcialmente desgastadas (alto caudal) en la misma regadera. Esto crea una limpieza desigual a lo largo del ancho de la tela. O bien reemplaza bancos enteros o ajusta cuidadosamente los caudales al mezclar boquillas de diferentes edades.
8,4 Par de instalación incorrecta
Apretarse demasiado las boquillas (especialmente las de cerámica) puede causar microgrietas que conducen a fallos prematuros. El subapretón permite vibraciones y eventual aflojeo. Siempre utiliza una llave dinamométrica calibrada y sigue las especificaciones del fabricante (normalmente 15-25 N⋅m para conexiones NPT de 1/4").
8.5 Ignorando la química del agua
Una concentración de cloruro superior a 200 ppm acelera la formación de picaduras en acero inoxidable. Un pH inferior a 5 o superior a 11 degrada el aglutinante de cobalto en carburo de tungsteno. El cloro libre de los biocidas ataca la mayoría de los materiales metálicos. Es esencial un monitoreo regular de la calidad del agua y la selección de materiales adecuados al entorno químico.
8.6 Sin documentación base
Sin caudales base documentados y dimensiones de orificio en la instalación, la evaluación del estado se convierte en una conjetura. Mide y registra siempre los datos de rendimiento de las boquillas nuevas inmediatamente después de la instalación. Esta inversión de 15 minutos proporciona datos de referencia invaluables para los próximos 1-3 años.
8.7 Sustitución tardía de boquillas desgastadas
Intentar "exprimir" las últimas semanas de servicio con boquillas claramente desgastadas es una economía falsa. El rendimiento de limpieza degradado durante este periodo cuesta mucho más que la boquilla de reemplazo, y el riesgo de fallo repentino aumenta drásticamente cuando el desgaste supera el 20%.
8.8 Usando métodos de limpieza incorrectos
Nunca intentes "limpiar" las boquillas de aguja pinchando cables o brocas por el orificio. Esto daña de forma irreversible el calibre de precisión y destruye las características de la pulverización. Para boquillas obstruidas, utiliza limpieza ultrasónica, lavado de flujo inverso o disolución ácida suave de depósitos (para calcar carbonato). Si se requiere intervención mecánica, la tobera debe ser reemplazada.
9. Preguntas frecuentes
P: ¿Cómo sé si mis boquillas son de acero inoxidable o de carburo sin quitárselas?
R: La inspección visual es difícil porque la mayoría tienen cuerpos de acero inoxidable. Revisa los registros de compras o utiliza un imán: los insertos de carburo no son magnéticos, mientras que el acero inoxidable de la serie 300 también es no magnético, pero el de la serie 400 (acero inoxidable endurecido) es magnético. Para una identificación definitiva, retirar una boquilla de muestra y comprobar que hay un inserto prensado o soldado, o medir la dureza con un tester portátil (carburo >1500 HV, acero inoxidable 200-250 HV).
P: ¿Puedo prolongar la vida útil de la boquilla reduciendo la presión de funcionamiento?
R: Sí, de forma significativa. Reducir la presión de 1200 a 1000 PSI (reducción del 17%) puede prolongar la vida útil de la tobera entre un 35 y un 45%. Sin embargo, verifica que la efectividad de la limpieza siga siendo adecuada a menor presión mediante pruebas de permeabilidad del tejido y monitorización de contaminación. El punto de equilibrio óptimo varía según la aplicación.
P: ¿Qué hace que algunas boquillas se desgasten más rápido que otras en la misma ducha?
R: El desgaste dependiente de la posición se debe a varios factores: (1) distribución de presión no uniforme en el colector (las toberas finales suelen ver mayor presión), (2) turbulencia localizada o patrones de recirculación, (3) distribución desigual de sólidos en la corriente de aguas bravas, (4) gradientes térmicos (toberas cerca de zonas calentadas por vapor), (5) variaciones en la instalación (par motor, alineación). Identificar estos patrones ayuda a dirigir los esfuerzos de inspección.
P: ¿Es segura la limpieza ultrasónica para boquillas de carburo y cerámica?
R: Sí, la limpieza ultrasónica (40-60 kHz) elimina eficazmente depósitos blandos (fibra, películas biológicas) sin daños mecánicos. Utiliza la solución de limpieza adecuada (detergente alcalino suave para depósitos orgánicos, ácido diluido para la incrustación mineral). Evita el chorreado con medios abrasivos, que anula el propósito de los materiales resistentes al desgaste.
P: ¿Puedo reparar las boquillas de aguja gastadas?
R: No. A diferencia de las boquillas de orificio más grandes que podrían volver a perforarse, las toberas de aguja con orificios de 0,15-0,30 mm no pueden restaurarse económicamente. La precisión requerida y las pequeñas dimensiones hacen que el reemplazo sea la única opción viable. Algunos fabricantes ofrecen programas de reemplazo de insertos para boquillas de zafiro caras, pero esto es raro.
P: ¿Debería tener boquillas de repuesto en el lugar?
R: Absolutamente. Para duchas críticas (tejidos de formación, fieltros de prensado), mantén al menos un juego completo de repuesto más un 10-15% de repuestos individuales. Para duchas no críticas, un 25% de stock sobrante es suficiente. Esta inversión (normalmente entre 2.000 y 5.000 dólares) evita tiempos de inactividad catastróficos por retrasos en la entrega de piezas. Guárdalos en condiciones limpias y secas con tapones protectores en las aberturas de los orificios.
P: ¿Cómo calculo el número de boquillas necesarias para un nuevo diseño de ducha?
R: Empieza con el caudal de agua requerido por unidad de ancho de tela (normalmente 2-5 L/min por pulgada de ancho para formar tejidos). Divide por el caudal individual de la boquilla a presión de diseño. Aplica el factor de solapamiento (1,2-1,5x) para asegurar una cobertura completa teniendo en cuenta los efectos de borde y los huecos entre boquillas y boquillas. Verificar la fuerza de impacto y la cobertura utilizando datos del fabricante o simulación CFD para aplicaciones críticas.
P: ¿Cuál es la diferencia entre las boquillas de aguja y las de chorro de pasador?
R: Los términos suelen usarse de forma intercambiable. Técnicamente, "aguja" enfatiza el orificio ultrafino (0,15-0,30 mm), mientras que "chorro de pasador" enfatiza la estructura de chorro concentrado. Ambos producen corrientes coherentes y de alta velocidad en lugar de pulverizaciones atomizadas. Algunos fabricantes reservan "aguja" para los orificios más pequeños (<0,20 mm) y usan "chorro" para tamaños grandes, aunque su uso varía.
10. Conclusión y plan de acción
Las boquillas de aguja de alta presión son componentes de precisión que afectan directamente a la eficacia de la limpieza de tejidos, la vida útil del fieltro, el consumo energético y la calidad de la lámina en las fábricas de papel. El enfoque de mantenimiento descrito aquí —basado en datos reales de campo de diversos entornos de molinos— proporciona un marco para optimizar los intervalos de reemplazo y minimizar el coste total de propiedad.
Puntos clave:
- El mantenimiento preventivo es entre 8 y 10 veces más rentable que el reemplazo reactivo teniendo en cuenta los tiempos de inactividad y los periodos de rendimiento degradados
- La selección de materiales tiene el mayor impacto en los intervalos de mantenimiento—las toberas de carburo cuestan 4-5 veces más pero duran entre 8 y 12 veces más en el servicio abrasivo
- La medición del caudal es el indicador de desgaste más fiable—implementa monitorización mensual para las duchas críticas
- Intervalos típicos de reemplazo: 6-18 meses para acero inoxidable, 18-36 meses para carburo de tungsteno, dependiendo de las condiciones de funcionamiento
- La calidad del agua importa—la filtración a mallas 200-325 y el monitoreo químico extienden considerablemente la vida útil de la tobera
Pasos de acción inmediata:
- Documentar el estado actual: Registrar material de la boquilla, fechas de instalación, caudales base para todas las duchas de tela
- Establecer el calendario de inspecciones: Implementar el protocolo de monitorización escalonada (visual diario, flujo semanal, detallado mensual, rendimiento trimestral)
- Calcular economía: Realizar análisis de TCO para sus condiciones específicas utilizando el marco de la Sección 6
- Optimizar la selección de material: Evaluar las mejoras de carburo o cerámica para las zonas de mayor desgaste (conformado de telas, fieltros prensado)
- Construir inventario de repuesto: Almacenar conjuntos completos de repuesto para duchas críticas
- Personal de mantenimiento de trenes: Asegurarse de que los técnicos comprendan correctamente los procedimientos adecuados de inspección, instalación y par
Para los molinos que actualmente operan de forma reactiva (cambiando las toberas solo cuando ocurren fallos), la transición al mantenimiento predictivo suele mostrar un retorno de inversión en 6-12 meses gracias a una reducción del tiempo de inactividad y una mejor vida útil del tejido.
¿Necesitas orientación específica para la aplicación?
La selección y optimización del mantenimiento de la boquilla de aguja depende en gran medida de las condiciones específicas de tu aplicación: tipo de fibra, velocidad de la máquina, calidad del agua, requisitos de presión y criticidad de cada aplicación. Nuestro equipo de aplicaciones de campo puede proporcionar:
- Análisis de muestras de agua gratuitas y recomendaciones de materiales para boquillas
- Pruebas de velocidad de desgaste con aguas bravas reales de tu molino
- Cálculos personalizados de intervalos de mantenimiento basados en tus datos operativos
- Auditorías de rendimiento en duchas in situ
- Estudios de optimización de presión para reducir los costes operativos
Contacta con nuestro equipo de soporte técnico para concertar una consulta o solicitar especificaciones detalladas del producto para tu aplicación.