





Cómo limpiar residuos pegajosos en tanques industriales: Guía de un ingeniero de campo para la selección y optimización de toberas
Los residuos pegajosos en tanques industriales —aceites viscosos, recubrimientos poliméricos, azúcares secos o depósitos de proteínas— representan uno de los escenarios de limpieza más desafiantes. Esta guía cubre los fundamentos de la ingeniería, los criterios de selección de boquillas y estrategias de optimización probadas en el campo para eliminar residuos persistentes minimizando el tiempo de ciclo, el consumo de agua y el consumo de productos químicos.
Índice
- [Entendiendo la mecánica de eliminación de residuos pegajosos](#1-comprendiendo la mecánica de eliminación de residuos pegajosos)
- [Parámetros críticos de pulverización para la limpieza del tanque] (#2-parámetros-críticos-de-la limpieza del tanque)
- [Comparación de tipos de tobera: rotatoria vs estática vs de alto impacto] (comparación de tipo de tobera #3 rotatoria vs-estática vs. alto impacto)
- [Selección de compatibilidad de materiales y productos químicos] (#4-material-y-química-selección)
- [Guía de selección específica por tipo de residuo] (#5-guía-selección-específica-de la aplicación por tipo de residuo)
- [Errores comunes en la instalación que reducen la efectividad de la limpieza](#6-errores-comunes-que-reducen-la efectividad-de la limpieza)
- [Optimización de tiempos y costes de ciclo] (optimización de tiempos y costes de ciclo #7)
- FAQ
- Conclusión y siguientes acciones
1. Comprendiendo la mecánica de eliminación de residuos pegajosos
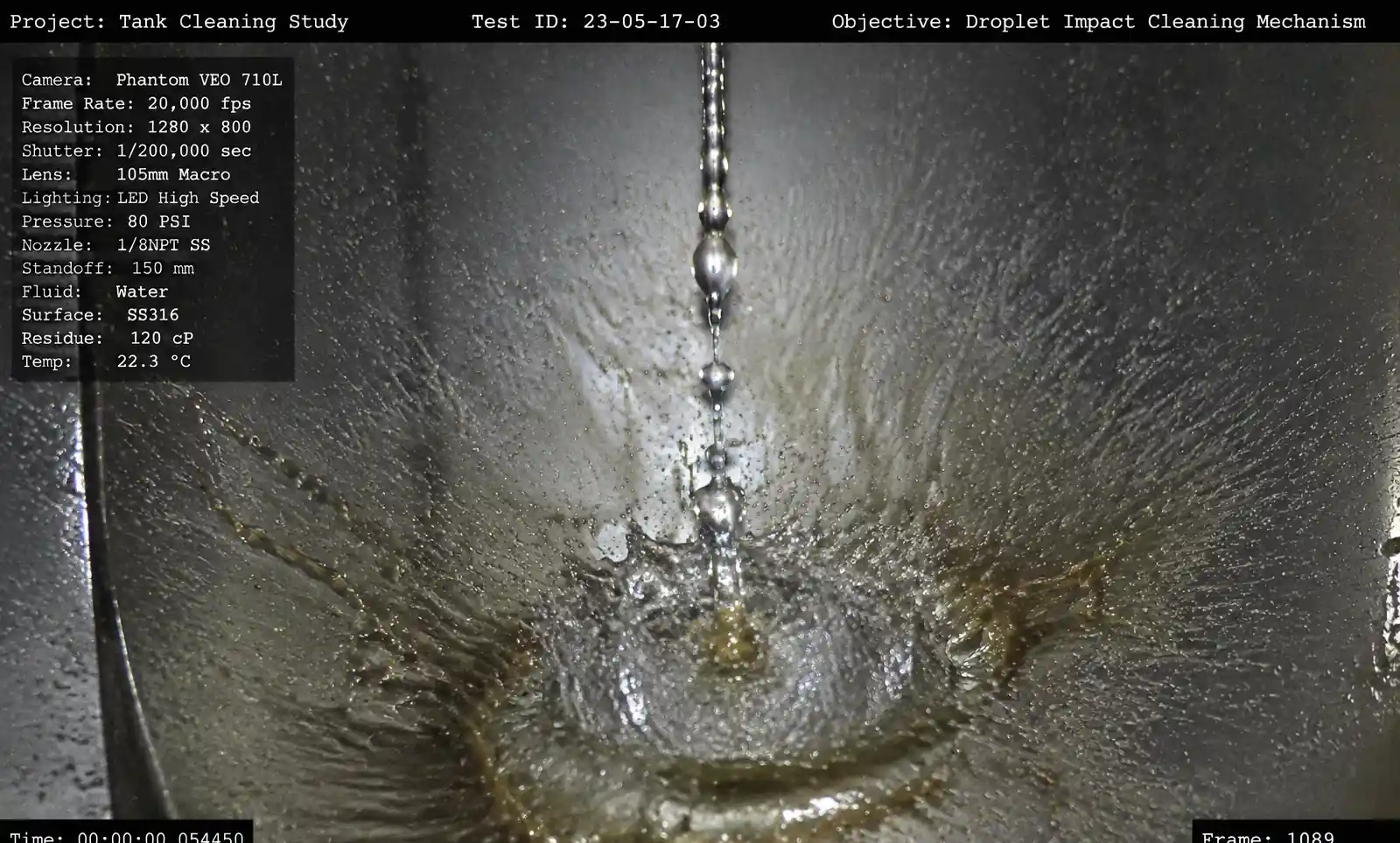
La eliminación efectiva requiere tres mecanismos simultáneos: fuerza de impacto mecánica, acción del disolvente (química o térmica) y tiempo de cobertura adecuado. La ecuación fundamental de limpieza es: Velocidad de limpieza ∝ (fuerza de impacto × tiempo de contacto × acción química) / Resistencia de unión de residuos.
La fuerza de impacto está regida por F = ρ × v² × A. Para la mayoría de los residuos pegajosos, se necesita una fuerza mínima de impacto de 0,15–0,30 N/cm² para iniciar la eliminación mecánica. Un impacto excesivamente alto por sí solo no garantiza el éxito: los sistemas de 3000 PSI a menudo fallan con el azúcar caramelizado porque el tamaño de las gotas es demasiado pequeño (menos de 500 micras), lo que provoca una nebulización instantánea en lugar de un contacto sostenido por la pared.
La temperatura juega un doble papel. El calentamiento de 70°F a 140°F reduce la viscosidad de los residuos derivados del petróleo en un 60–75%, mejorando drásticamente las tasas de eliminación. Sin embargo, los residuos basados en proteínas se desnaturalizan por encima de los 160°F y se vuelven más difíciles de eliminar. Para la limpieza de tanques de leche, la temperatura óptima para la eliminación de la proteína de suero es de 125–145°F.
! 1-residuo-pegajoso-pared de la pared
{kind=link}
2. Parámetros críticos de pulverización para la limpieza de tanques
Cuatro parámetros determinan el rendimiento de limpieza: caudal, presión, tamaño de la gota y geometría del patrón de pulverización.
Caudal y presión: Q = K × √P. Duplicar la presión aumenta el caudal en 1,41×, no en 2×. Para residuos pegajosos, recomendamos 15–50 GPM para acuarios de 500 a 5000 galones. Menos de 10 GPM a menudo no mantiene la humedad continua de la pared.
Fuerza de impacto: A 40 PSI, una gota de 2 mm entrega ~0,20 N/cm², suficiente para la mayoría de los residuos de alimento. A 100 PSI, el impacto sube a ~0,32 N/cm² en recubrimientos poliméricos más resistentes. Por encima de 150 PSI, las cabezas rotativas suelen causar una nebulización excesiva, reduciendo el impacto efectivo.
! Comparación de 2-rotatoria vs-estática-boquilla
{kind=link}
Tamaño de la gota: El rango óptimo es de 1000–3000 micras. Menos de 800 micras se crea niebla con mala retención de las paredes. Más de 4000 micras dan buen impacto pero mala eficiencia de cobertura.
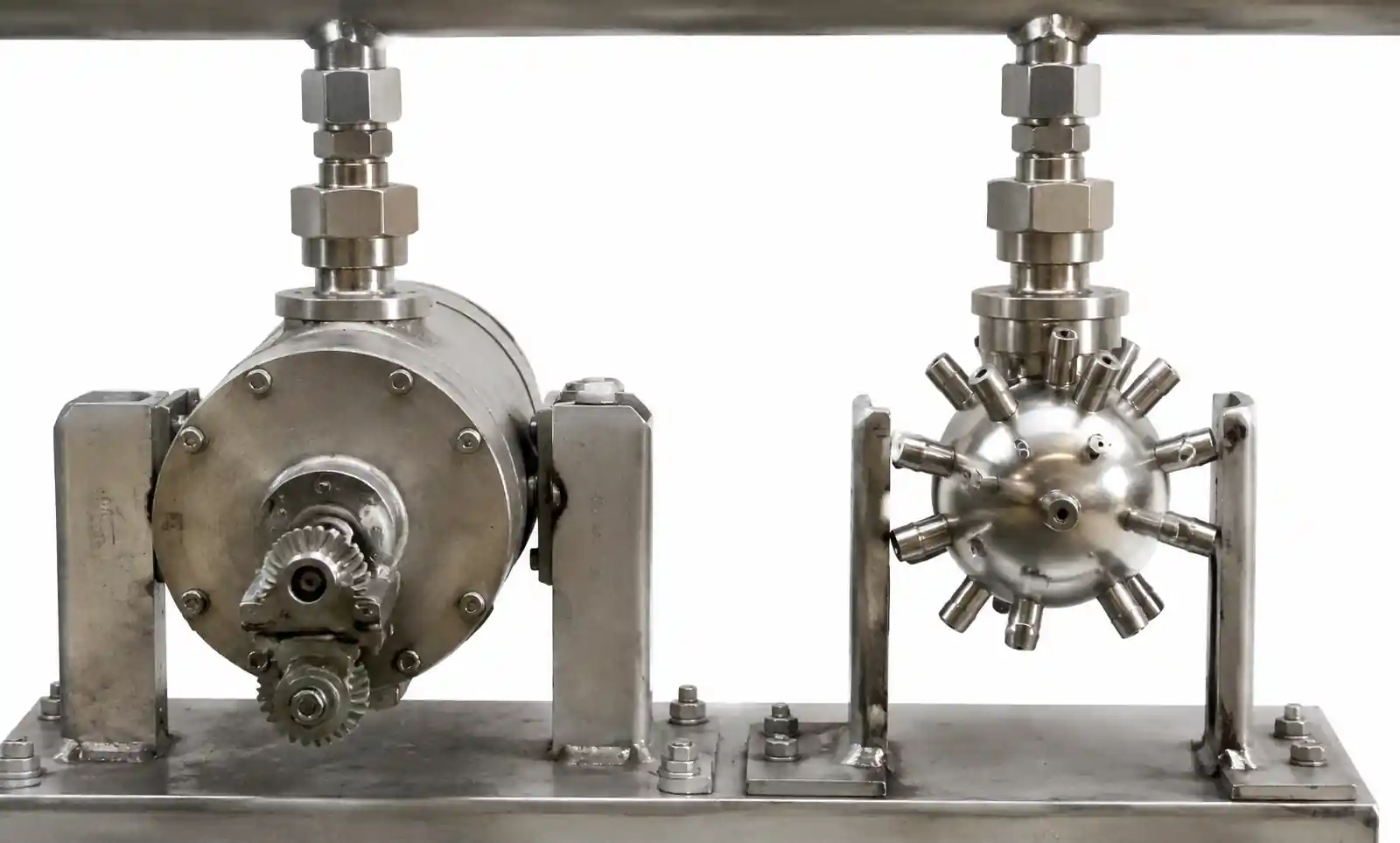
Patrón de pulverización: Las boquillas rotatorias producen patrones de indexación esférica o multichorro de 360°. Los patrones esféricos se adaptan a residuos ligeros a moderados; Los patrones multichorro concentran el flujo para depósitos pesados y cocidos.
3. Comparación de tipos de tobera: rotatoria vs estática vs de alto impacto
| Tipo de boquilla | Mecanismo de limpieza | Flujo típico | Rango de presión | Cobertura | Mejor aplicación | Limitación |
|---|---|---|---|---|---|---|
| Rotativo accionado por engranajes | Rotación controlada, chorros de alto impacto | 15–50 GPM | 40–150 PSI | 100% sistemático | Residuos pesados y pegajosos, polímeros, depósitos horneados | Mayor coste (800–3500 dólares), requiere un flujo mínimo, riesgo de obstrucción |
| Rotativo accionado por turbina | Rotación accionada por fluidos, menor par motor | 10–30 GPM | 25–80 PSI | 95–100% | Residuos moderados, procesamiento de alimentos, farmacéutica | Pobre con fluidos de alta viscosidad, rotación más lenta |
| Bola de pulverización estática | Multirreactor fijo, sin piezas móviles | 8–40 GPM | 15–60 PSI | 70–85% | Residuos ligeros, preenjuague, mantenimiento | Manchas ciegas de las hojas |
| Lanza de Alto Impacto | Chorro concentrado, manual/automatizado | 5–20 GPM | 500–5000 PSI | Zonas objetivo | Depósitos pesados localizados, coque, escamas | No hay cobertura completa, requiere puntería precisa |
Regla de decisión: Para residuos que cubren el >30% de la superficie, las cabezas rotativas casi siempre son más rentables a pesar de un mayor coste inicial. En un tanque de 3000 galones con azúcar caramelizada, reemplazar bolas de pulverización estáticas (30 min, 600 gal) por una cabeza rotatoria accionada por engranajes (12 min, 240 gal) dio retorno en 4,5 meses.
4. Selección de compatibilidad de materiales y productos químicos
| Material de la tobera | Resistencia química | Resistencia a la abrasión | Límite de temperatura | Coste relativo | Vida Operativa | Mejor caso de uso |
|---|---|---|---|---|---|---|
| 316 Acero inoxidable | Excelente (pH 2–12) | Moderado | 400°F | 1.0x | 2–4 años | Uso general, de grado alimentario, no abrasivo |
| Hastelloy C-276 | Excepcional para ácidos, cloruros, oxidantes | Moderado | 500°F | 4.5–6.0x | 5–8 años | Limpieza agresiva de productos químicos, disolventes clorados |
| PTFE/PVDF | Excelente resistencia química | Pobre | 250–280°F | 1.5–2.0x | 3–5 años | Altamente corrosivo, sin abrasivos |
| Inserto de carburo de silicio | Bueno (cerámica inerte) | Excelente (9,5 Mohs) | 800°F | 2,5–3,5x | 8–12 años | Fluidos abrasivos, vida prolongada |
| Inserto de carburo de tungsteno | Muy bien | Sobresaliente (9,0 Mohs) | 1000°F | 3.0–4.0x | 10–15 años | Abrasión severa, limpieza de suspensión |
Ejemplo de campo: En una instalación de aceite vegetal que utiliza NaOH al 4% a 160°F, 316 cabezas rotativas de SS mostraron erosión medible en 11 meses (aumento del 18% en el flujo) y grietas por corrosión por tensión bajo tensión (SSF). La actualización a Hastelloy C-276 mostró una degradación cero tras 3,5 años—5,2 × coste superior justificado por eliminar fallos no planificados.
5. Guía de selección específica por tipo de residuo
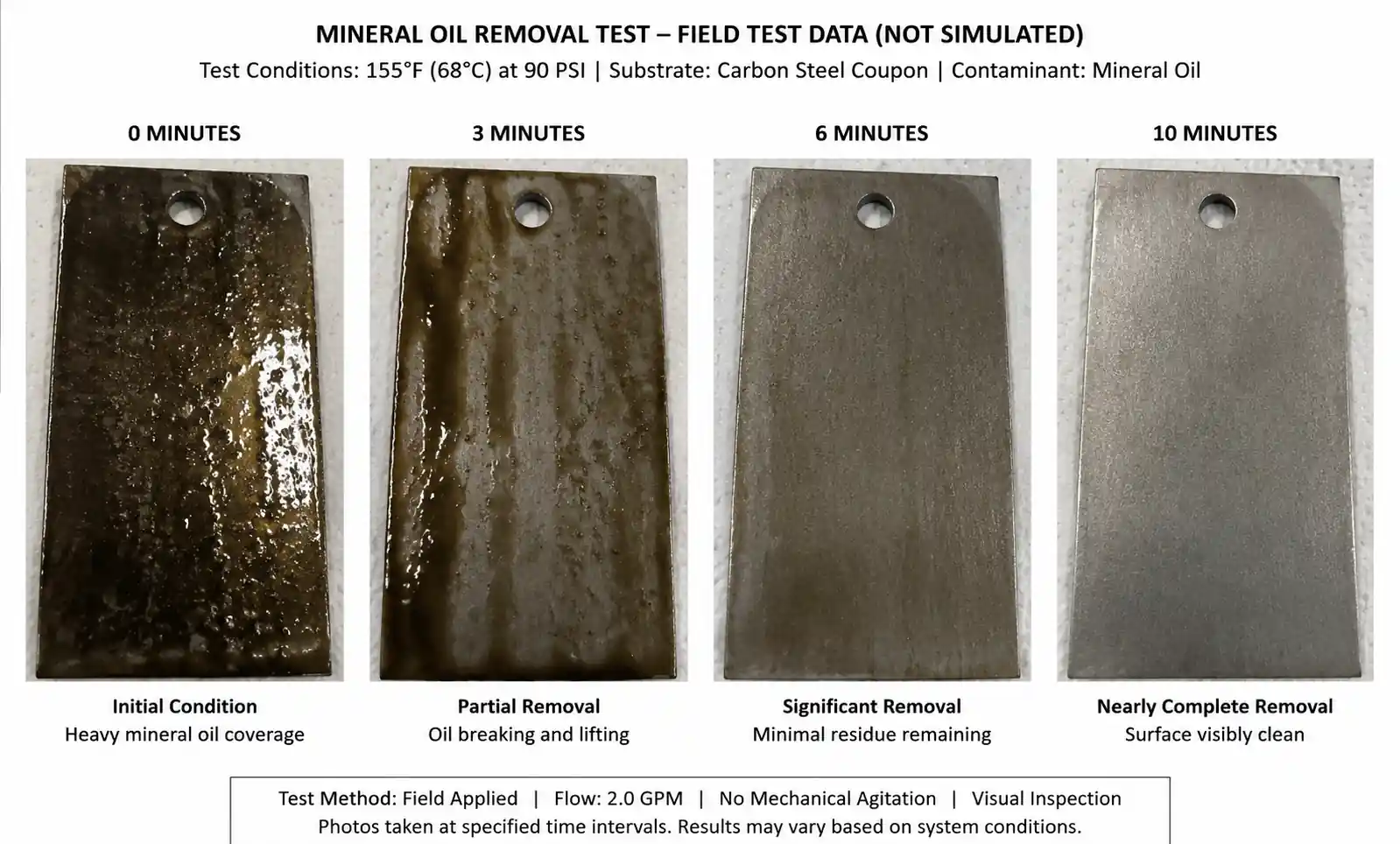
Aceites/grasas viscosas: Responden bien al agua caliente (140–180°F) y tienen un impacto moderado. Cabezas rotativas accionadas por engranajes a 60–100 PSI, 20–35 GPM. Añadir un detergente alcalino al 1–2% reduce el tiempo de limpieza de 18–20 minutos a 8–10 minutos.
Azúcares/Jarabes secos: Mantén el agua a 130–150°F para que se vuelva a disolver sin caramelizar. Cabezas rotativas a 80–120 PSI, 25–40 GPM. El remojo previo 5–10 minutos reduce el tiempo total de ciclo en un 30–40%.
Depósitos de proteínas: Mantén el enjuague inicial por debajo de 140°F para evitar la desnaturalización. Limpieza en dos etapas: enjuague previo en frío/tibio (90–120°F, 30–50 GPM) seguido de lavado alcalino caliente (150–160°F, pH 12–13). Los cabezales rotativos con orificios más grandes (0,15–0,20") minimizan el obstrucción.
Recubrimientos/resinas poliméricas: Polímeros solubles en agua (PVA, PVP): 160–180°F, 35–50 GPM, 80–100 PSI. Los polímeros a base de disolventes requieren disolventes especializados y un remojo de 20 a 45 minutos. Las cabezas rotativas de alto impacto (100–150 PSI) son esenciales.
Adhesivos/encías adhesivas: El calor reduce la resistencia de la adhesión, pasando de 80°F a 160°F. Cabezas rotativas accionadas por engranajes a 0,30–0,40 N/cm², 90 PSI. Considera la adición de disolventes (isopropanol, limoneno) para adhesivos persistentes.
! 3-secuencia de eliminación de residuos de aceite
{kind=link}
6. Errores comunes en la instalación que reducen la efectividad de la limpieza
Error 1: Espacio insuficiente. Las cabezas rotativas necesitan un mínimo de 24–36 pulgadas desde la tobera hasta la pared más cercana. Un reactor de 1200 galones con espacio libre de 16 pulgadas mostraba un 35% de la pared lateral inferior sin contacto con el spray.
Error 2: Orientación incorrecta. Muchas cabezas rotativas son direccionales—verifica las especificaciones de orientación del fabricante.
Error 3: Operar fuera del flujo de diseño. Por debajo del flujo mínimo, la rotación se estanca. Por encima del máximo, la sobrevelocidad reduce el impacto y acelera el desgaste.
Error 4: Sin filtración. Instala un filtro de malla 40–80 aguas arriba. Una sola partícula de 2 mm puede bloquear un orificio de 3 mm.
Error 5: Desahogo insuficiente. Asegúrate de que el tamaño de las rejillas permita que el flujo de limpieza entre el 100 y el 150% se exaiga.
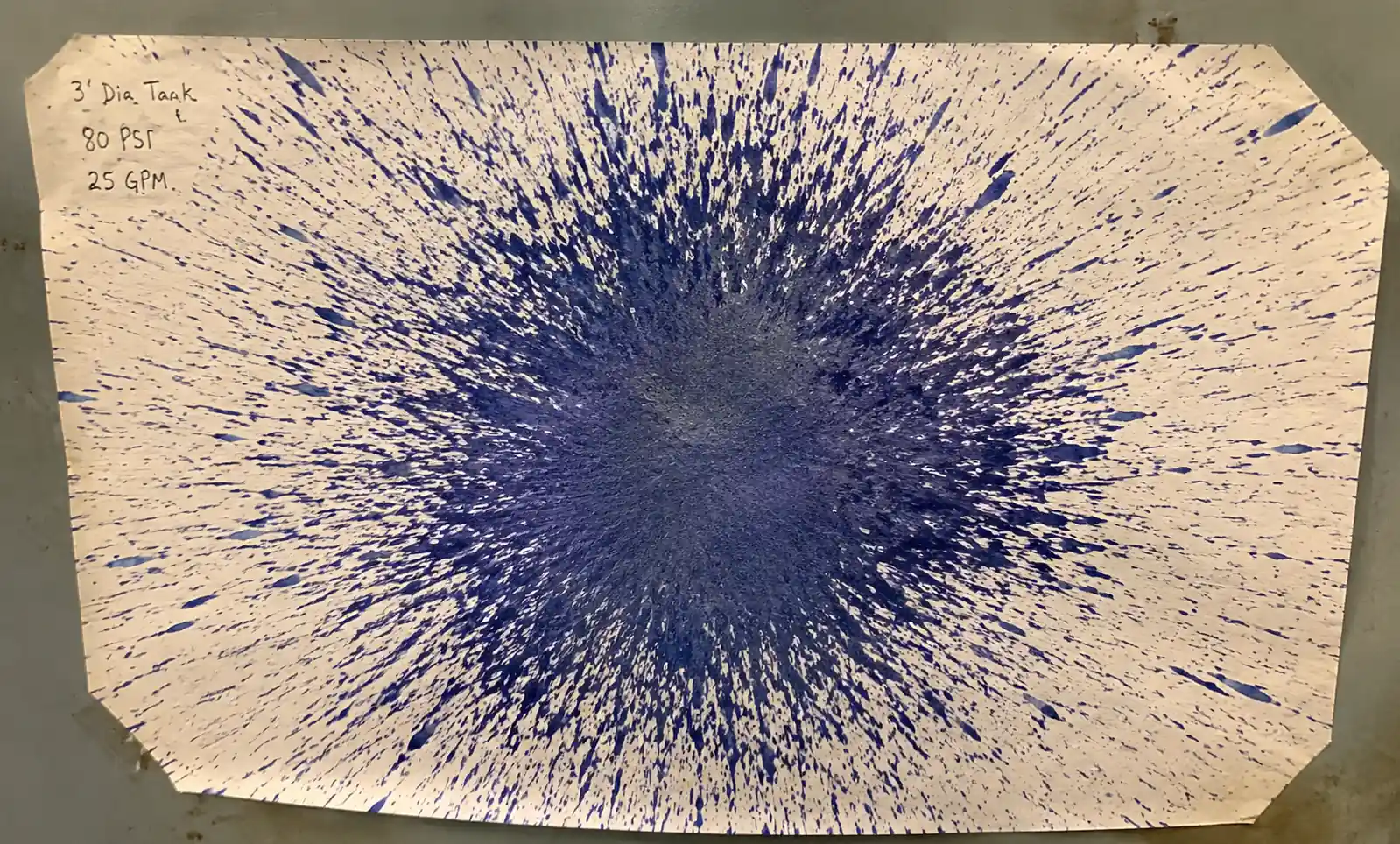
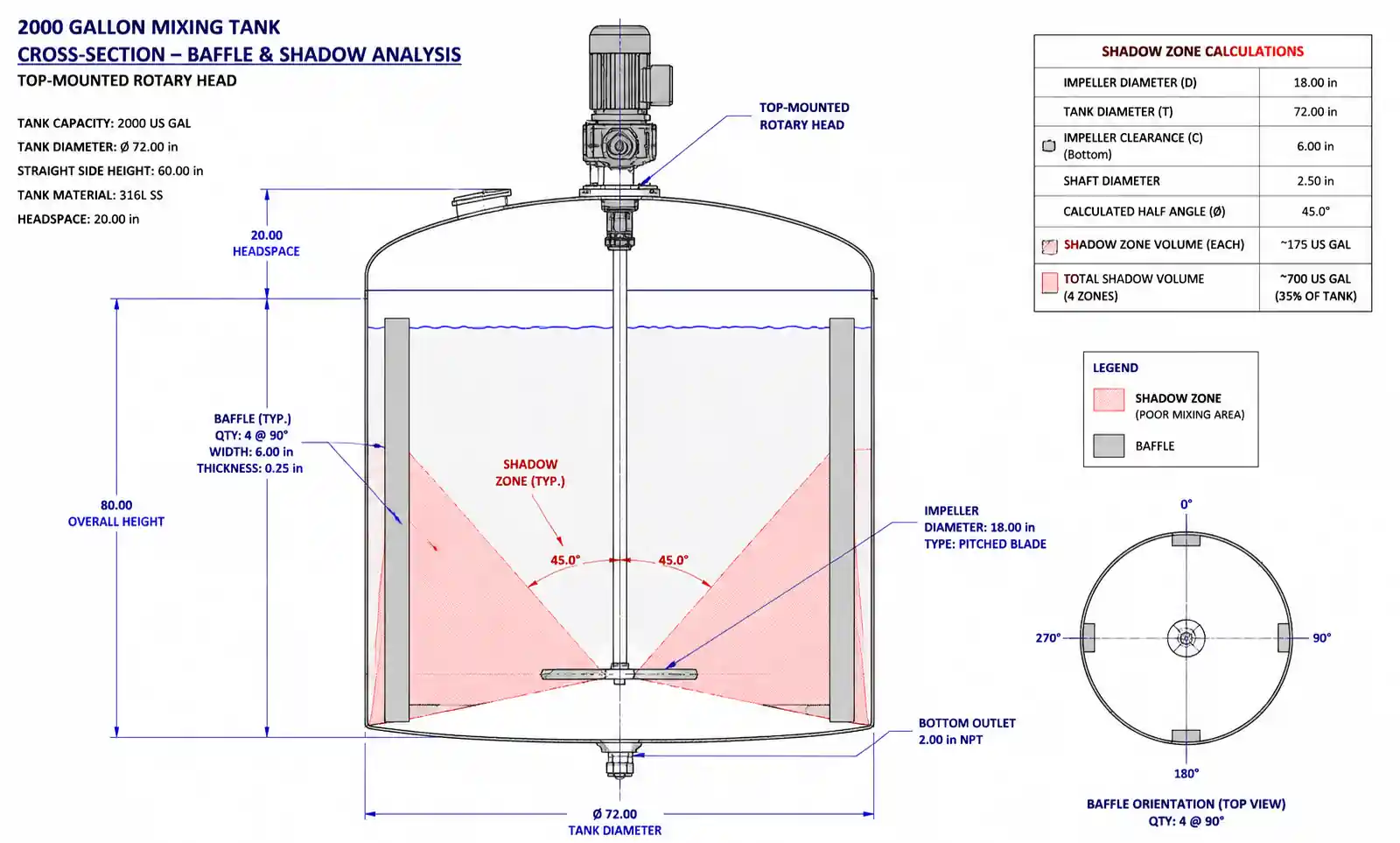
Error 6: Ignorar las zonas sombra. Baffles, bobinas y agitadores crean zonas de sombra. Utiliza software de modelado de cobertura 3D para predecir y eliminar puntos ciegos.
! 4-spray-rocher-patrón-patrón-agua-sensible
{kind=link}
7. Optimización del tiempo de ciclo y de costes
Regla general para residuos pegajosos moderados: 0,08–0,15 galones de líquido limpiador por galón de volumen del tanque. Para un acuario de 3000 galones: 240–450 galones por ciclo.
Ciclo optimizado: preenjuague (3–5 min) elimina entre el 40 y el 60% de la masa residual, limpieza activa (8–20 min), post-enjuague (2–4 min).
Ejemplo económico:
| Parámetro | Bola de pulverización estática | Cabeza rotatoria | Cambio |
|---|---|---|---|
| Coste de compra | $320 | $2,400 | +$2,080 |
| Tiempo de ciclo | 35 min | 14 min | -60% |
| Agua por ciclo | 520 galones | 210 galones | -60% |
| Coste anual del agua ($0,008/galón) | $4,570 | $1,850 | -$2,720 |
| Coste anual de inactividad (180 $/hora) | $19,350 | 7.740 $ | -11.610 $ |
| Ahorro anual total | — | — | $14,330 |
| Periodo de pago | — | — | 1,7 meses |
Energía: Calentar agua a 70°F hasta 160°F cuesta ~0,75 kWh/galón. Reducir el volumen de 520 a 210 galones ahorra 16 dólares por ciclo—14.400 dólares al año a 3 ciclos al día.
8. Preguntas frecuentes
P: ¿Cómo sé si mi boquilla está desgastada?
Mide el flujo a presión fija: aumentar >10–15% indica desgaste del orificio. Inspecciona visualmente en busca de erosión, grietas o depósitos. Sustituye cada 2–4 años por acero inoxidable en servicio moderado.
P: ¿Puedo usar lavadoras de alta presión (1000+ PSI) para una limpieza más rápida?
No para limpiar todo el depósito. Por encima de 500 PSI, las gotas se vuelven muy finas, reduciendo la humedad de las paredes. 60–150 PSI con una correcta selección de boquilla es más eficaz y económica.
P: ¿Cómo evito que se obstruya?
Instala un colador en Y o un colador de cesta (malla 40–80) inmediatamente río arriba. Inspecciona mensualmente (semanalmente si la carga de partículas es alta).
P: ¿Cuál es el tamaño mínimo del tanque para cabezas rotativas?
Los acuarios de más de 500 galones se benefician de cabezas rotativas con residuos moderados a pesados. Por debajo de 500 galones, las bolas de pulverización estática o la limpieza manual pueden ser más económicas.
P: ¿Debería usar agua caliente, detergente o disolventes?
Empieza con agua caliente (140–160°F). Si no es suficiente, añade detergente (alcalino para aceites/proteínas, ácido para la escampa). Reserva disolventes para residuos resistentes a la limpieza acuosa.
P: ¿Cómo valido que mi acuario está realmente limpio?
Utiliza inspección visual más hisopos de ATP (microbiológico), enjuaga la conductividad/turbidez del agua o el análisis de TOC para requisitos de alta pureza. Establecer criterios de aceptación basados en los estándares de calidad del producto.
! 5-tanque-zonas-sombra-internas-cad
{kind=link}
9. Conclusión y siguientes acciones
La eliminación efectiva de residuos pegajosos requiere una combinación correcta de fuerza de impacto, acción química, temperatura y tiempo de cobertura. Las culatas rotativas ofrecen un rendimiento superior para residuos moderados a pesados; Las bolas de pulverización estática siguen siendo viables para limpieza ligera y de mantenimiento frecuente. La selección del material debe tener en cuenta tanto la compatibilidad química como la resistencia a la abrasión.
Pasos inmediatos:
- Audita tu sistema actual—mide el tiempo de ciclo, el consumo de agua y la efectividad de la limpieza.
- Identificar características residuales—a base de aceite, proteína, azúcar o polimérico.
- Calcular el coste de una mala limpieza—tiempo de inactividad, agua, productos químicos, problemas de calidad.
- Solicita modelado de cobertura a los principales fabricantes de toberas para la geometría de tu acuario.
- Realizar ensayos de campo comparando el sistema existente con la boquilla propuesta.
Para ayuda con la selección de toberas, análisis de la cobertura de pulverización o resolución de problemas, contacta con nuestro equipo de ingeniería de aplicaciones para evaluaciones gratuitas de limpieza de tanques.