





¿Los recubrimientos de alta viscosidad no pulverizan? Consideraciones críticas para seleccionar toberas de alto caudal
- Índice
- 1. Introducción: Por qué los recubrimientos de alta viscosidad desafían a las boquillas estándar
- 2. Comprendiendo la dinámica del flujo en aplicaciones de alta viscosidad
- 2.1 Número de Reynolds y régimen de flujo laminar
- 2.2 Desviación de la relación presión-flujo
- 2.3 Requisitos de energía de atomización
- 3. Parámetros críticos de tobera para fluidos de alta viscosidad
- 3.1 Diámetro del orificio (Más crítico)
- 3.2 Ángulo de pulverización
- 3.3 Capacidad de caudal
- 3.4 Diseño de Pasajes de Flujo Interno
- 3.5 Tipo de conexión y ruta de alimentación
- 4. Tipos de toberas de alto flujo: Comparación de rendimiento
- Boquillas hidráulicas planas de ventilador 4.1
- Boquillas sin aire asistidas por aire 4.2
- 4.3 Boquillas de cono completo y cono hueco
- 4.4 Tabla resumen de rendimiento
- 5. Dimensionamiento del orificio y requisitos de presión
- 5.1 Cálculo del tamaño mínimo del orificio
- 5.2 Compensaciones en la selección de presión
- 5.3 Evitando la trampa de "doble presión"
- 6. Selección de materiales para recubrimientos abrasivos de alta viscosidad
- 6.1 Comparación de la tasa de desgaste
- 6.2 Riesgo de fallo frágil
- 7. Errores comunes en la instalación y en la operación
- 7.1 Colector de alimentación subdimensionado
- 7.2 Ignorando los efectos de la temperatura en la viscosidad
- 7.3 Uso de diagramas de flujo a base de agua para recubrimientos viscosos
- 8. Proceso de selección paso a paso
- Paso 1: Definir requisitos
- Paso 2: Calcular el diámetro mínimo del orificio
- Paso 3: Seleccionar el tipo de boquilla
- Paso 4: Seleccionar material según el horario de funcionamiento
- Paso 5: Verificar la presión y la capacidad de flujo
- Paso 6: Colector de diseño y espaciado
- 9. Preguntas frecuentes
- P: ¿Puedo simplemente aumentar la presión si mi recubrimiento no se pulveriza?
- P: ¿Cuánto añade el sistema airless con asistencia de aire al coste operativo?
- P: ¿Por qué mi patrón de pulverización queda bien cuando lo pruebo con agua pero terrible con el recubrimiento real?
- P: ¿Con qué frecuencia debería cambiar las boquillas?
- P: ¿Puedo usar la misma boquilla para varias formulaciones de recubrimiento?
- P: ¿Cuál es la mejor manera de limpiar boquillas de alto flujo atascadas?
- 10. Conclusión y siguientes acciones
- Próximas acciones
Índice
- [Introducción: Por qué los recubrimientos de alta viscosidad desafían a las boquillas estándar] (#1-introducción)
- [Comprendiendo la dinámica de flujos en aplicaciones de alta viscosidad] (#2-flow-dynamics)
- [Parámetros críticos de tobera para fluidos de alta viscosidad] (#3-parámetros críticos)
- [Tipos de toberas de alto flujo: Comparación de rendimiento] (#4-tipos de boquilla)
- [Requisitos de dimensionamiento y presión de orificio] (tamaño de orificio #5)
- [Selección de materiales para recubrimientos abrasivos de alta viscosidad] (selección de materiales #6)
- Errores comunes en la instalación y en la operación
- Proceso de selección paso a paso
- FAQ
- Conclusión y Próximas Acciones
1. Introducción: Por qué los recubrimientos de alta viscosidad desafían a las boquillas estándar
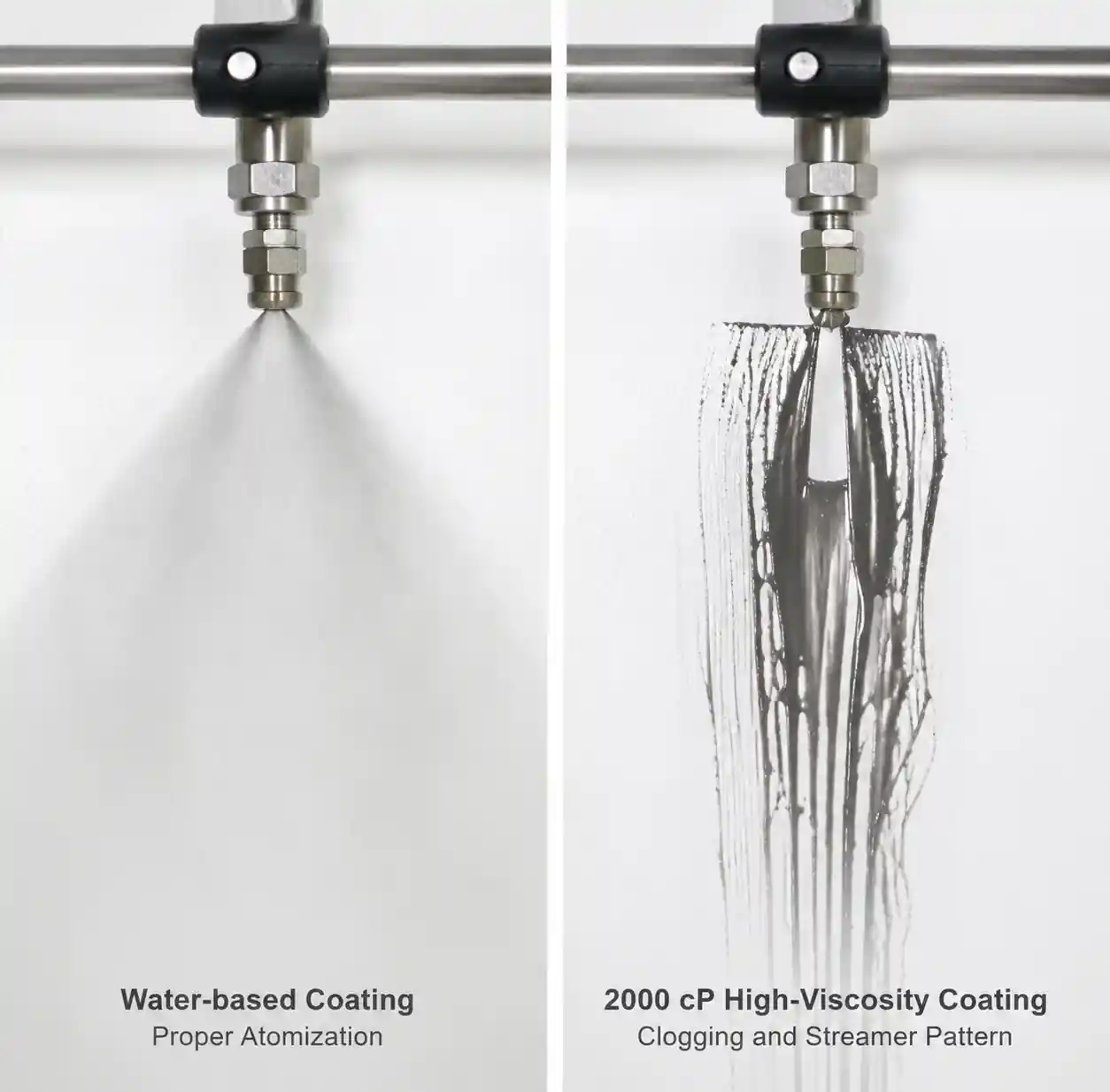
Si has experimentado fallos en la aplicación del recubrimiento donde el material simplemente no se pulveriza, se acumula en la línea de alimentación o produce patrones de cobertura inconsistentes, probablemente estés lidiando con una selección inadecuada de boquillas para tu rango de viscosidad. Los recubrimientos de alta viscosidad —típicamente por encima de 500 cP (centipoise) y especialmente por encima de 2.000 cP— requieren diseños de toberas fundamentalmente diferentes a los fluidos a base de agua o de baja viscosidad.
En nuestro trabajo de campo con líneas de recubrimiento automotriz, sistemas industriales de recubrimiento en rodillo y operaciones de recubrimiento protector, observamos consistentemente tres modos de fallo: bloqueo total del flujo a presión objetivo (el fluido no se atomiza), distorsión severa del patrón (ovalada o con rayas en lugar de ventilador uniforme) y desgaste prematuro de la tobera por forzar orificios de tamaño inferior. Cada fallo representa tiempo de producción perdido, material desperdiciado y costes de reestructuración que suelen superar entre 2.000 y 8.000 dólares por incidente en operaciones de escala media.
Esta guía proporciona criterios de selección a nivel de ingeniería basados en principios de mecánica de fluidos, datos comparativos de rendimiento de múltiples configuraciones de toberas y análisis económico de decisiones de dimensionamiento de orificios. Aprenderás a calcular el diámetro mínimo del orificio a partir de la viscosidad y el caudal deseado, comparar la atomización asistida por aire frente a la hidráulica para tu recubrimiento específico, seleccionar materiales resistentes al desgaste que no agranden el orificio más allá de las especificaciones y evitar los tres errores de instalación más comunes que reducen la capacidad de flujo efectiva entre un 30 y un 50%.
Lo que conseguirás: Al final de este artículo, tendrás un método repetible para especificar boquillas que pulverizan de forma fiable recubrimientos de hasta 5.000 cP, mantienen la uniformidad del patrón dentro del ±10% a lo largo del ancho de pulverización y ofrecen una vida útil predecible en formulaciones abrasivas o rellenas.
! 1-fallo de pulverización con recubrimiento de alta viscosidad
{kind=link}
2. Comprendiendo la dinámica del flujo en aplicaciones de alta viscosidad
2.1 Número de Reynolds y régimen de flujo laminar
Las boquillas hidráulicas estándar de pulverización suponen un flujo turbulento dentro del orificio (número de Reynolds Re > 4.000), lo que crea la inestabilidad necesaria para la fragmentación en gotas. Para fluidos de alta viscosidad, el número de Reynolds cae drásticamente:
Re = (ρ × v × D) / μ
Donde:
- ρ = densidad del fluido (kg/m³)
- v = velocidad a través del orificio (m/s)
- D = diámetro del orificio (m)
- μ = viscosidad dinámica (Pa·s)
Un recubrimiento con viscosidad de 2.000 cP (2,0 Pa·s) a una densidad de 1.200 kg/m³ que fluye a través de un orificio de 1,5 mm a 3 m/s produce Re ≈ 2.700—firmemente en régimen laminar. El flujo laminar produce un flujo líquido coherente en lugar de pulverización atomizada. Para alcanzar Re > 4.000 con esta viscosidad, se necesita o bien una mayor velocidad (que requiere una presión poco práctica—a menudo superior a 150 bar / 2.175 psi) o un diámetro de orificio mayor, que aumenta el tamaño de las gotas y puede comprometer la calidad del recubrimiento.
2.2 Desviación de la relación presión-flujo
La fórmula estándar de tobera Q = K√P asume fluido newtoniano con efectos de viscosidad despreciables. Para recubrimientos de alta viscosidad, el flujo real se desvía entre un 15 y un 40% por debajo de los valores previstos porque:
- La resistencia viscosa domina la caída de presión en la entrada del orificio y en la región de la vena contracta
- Comportamiento no newtoniano (adelgazamiento por cizallamiento o tixotrópico) significa cambios efectivos de viscosidad con la velocidad de corte a través del orificio
- El deslizamiento de pared en recubrimientos rellenos (pigmentos, rellenos) crea una capa lubricante que recupera parcialmente el flujo
En nuestras pruebas de presión y flujo con recubrimientos epoxi (1.500–3.000 cP), medimos una reducción del flujo del 25–35% en comparación con valores de K calibrados por agua a la misma presión. Esto significa que no puedes usar de forma fiable los diagramas de flujo de fabricantes desarrollados para agua a menos que proporcionen factores de corrección de viscosidad; la mayoría no lo hace.
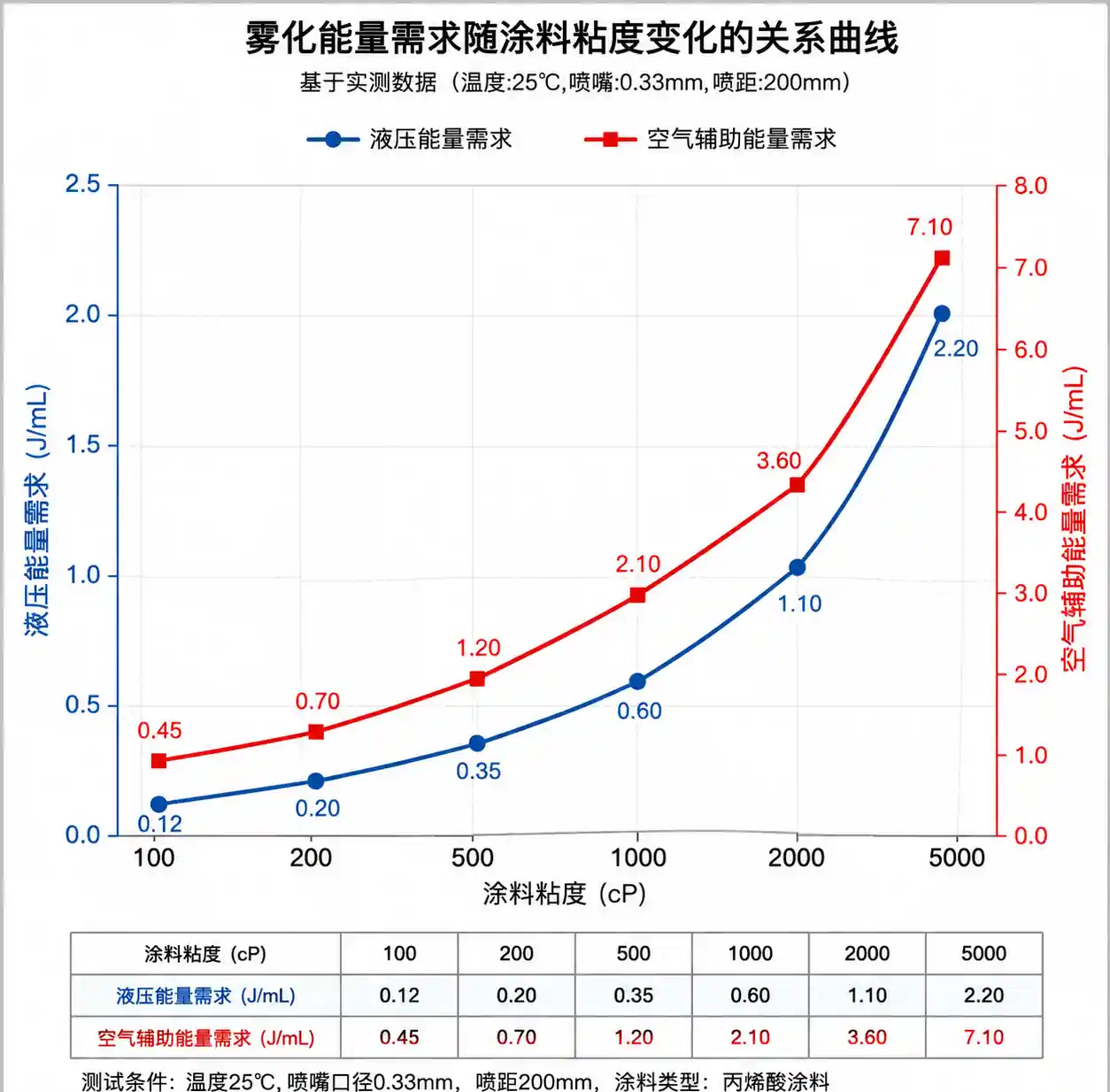
2.3 Requisitos de energía de atomización
Alcanzar un tamaño aceptable de gotas (típicamente 50–200 micras para aplicaciones de recubrimiento) requiere energía superficial para crear nueva superficie líquida. Para un fluido viscoso, esta energía proviene de:
- Energía de presión hidráulica convertida en energía cinética en la salida del orificio
- Energía de corte de aire en toberas asistidas por aire o sin aire
- Energía mecánica en atomizadores rotatorios (no cubierto aquí)
La energía requerida escala con la tensión superficial y la viscosidad. Un recubrimiento de 2.000 cP requiere aproximadamente entre 4 y 6× más de energía de atomización que uno de 100 cP para lograr la misma distribución del tamaño de las gotas. Por eso, los recubrimientos de alta viscosidad suelen requerir diseños especializados de boquillas o asistencia de aire, incluso cuando el caudal por sí solo no lo requiere.
! 2-viscosidad-atomización-gráfica-energía
{kind=link}
3. Parámetros críticos de tobera para fluidos de alta viscosidad
Al seleccionar toberas para recubrimientos de alta viscosidad, cinco parámetros dominan el rendimiento:
3.1 Diámetro del orificio (Más crítico)
El diámetro mínimo práctico del orificio se determina por la viscosidad y la presión aceptable:
D_min ≈ 0,15 × (μ / ρ)^0,3
Esta relación empírica (basada en la práctica de la industria de recubrimientos) sugiere que para recubrimientos de 2.000 cP, el diámetro del orificio debe ser al menos de 1,8–2,0 mm para evitar requisitos excesivos de presión. Ir más pequeño te obliga a superar los 100 bar (1.450 psi), lo que a menudo supera la capacidad de las bombas de recubrimiento estándar y genera problemas de seguridad con las conexiones de las mangueras.
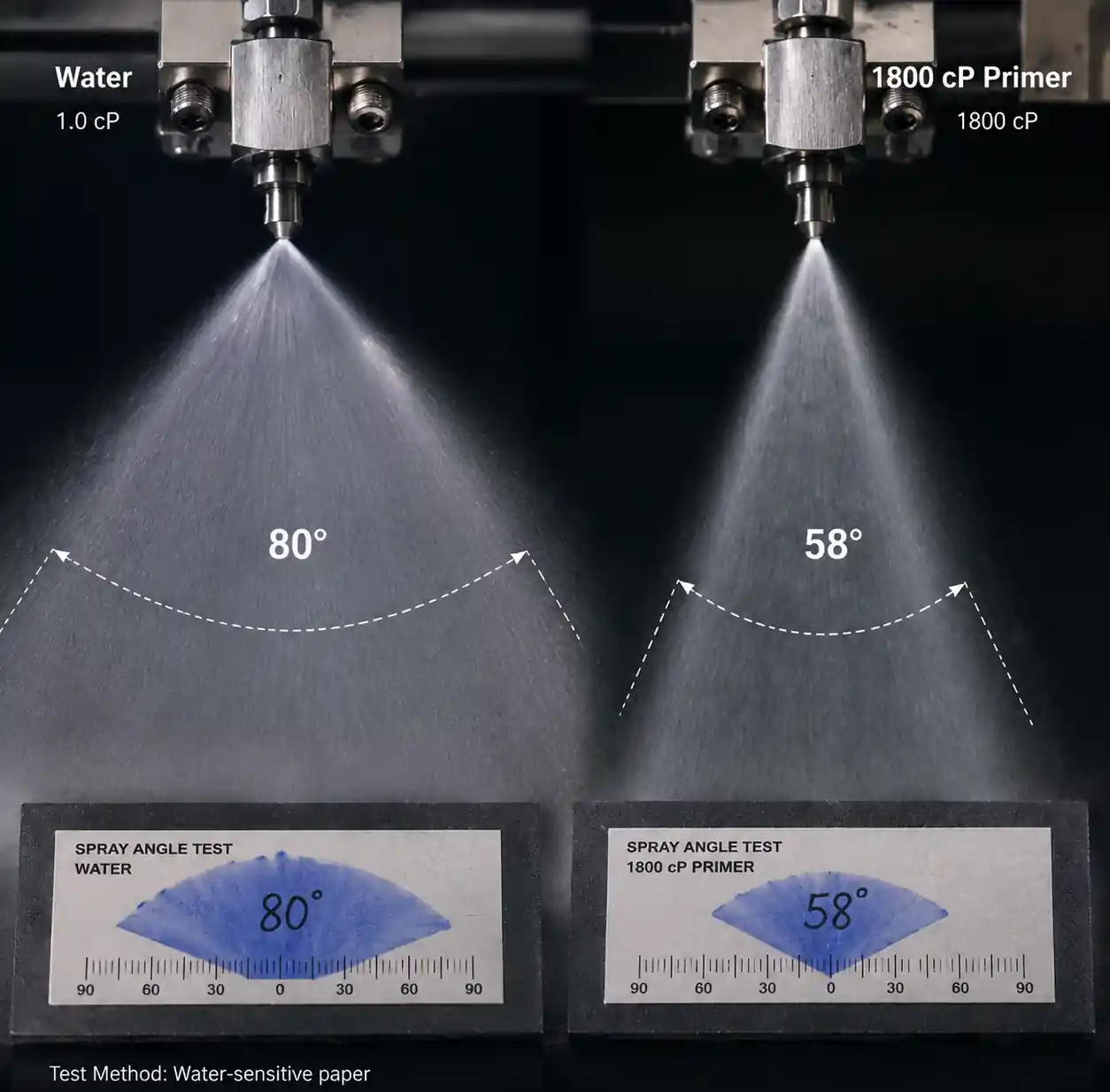
3.2 Ángulo de pulverización
Los fluidos de alta viscosidad producen ángulos de pulverización más estrechos que el agua en la misma geometría de tobera. Una boquilla clasificada como "80° con agua" suele entregar entre 55 y 65° con un recubrimiento de 2.000 cP. Esta reducción de ángulo significa:
- Reducción del ancho de cobertura por paso de la boquilla
- Necesidad de reducir el espaciado entre la boquilla (típicamente un 20–30% más cerca)
- Potencial de patrones de rayas si no se ajusta el espaciado
Para aplicaciones de recubrimiento en rollo y paneles planos, normalmente especificamos un ángulo nominal de 65–80° con agua, sabiendo que obtendrás un ángulo efectivo de 50–65° con recubrimientos de alta viscosidad—lo cual sigue siendo adecuado para una cobertura uniforme con solapamientos adecuados.
3.3 Capacidad de caudal
Las boquillas de alto caudal para recubrimientos suelen oscilar entre 2 y 20 L/min (0,5 a 5,3 GPM) a presión de trabajo. La selección del caudal depende de:
- Velocidad de la telaraña o velocidad de desplazamiento del sustrato (m/min)
- Espesor del recubrimiento objetivo (espesor de la película húmeda en micras)
- Anchura de cobertura por tobera
- Número de toberas en el colector
Un error común es seleccionar el caudal basándose únicamente en la capacidad total del sistema, y luego descubrir que las velocidades individuales de las toberas son demasiado bajas para atomizar el recubrimiento viscoso. Cada tobera debe funcionar a una velocidad suficiente para tu viscosidad—normalmente una velocidad de salida de 8–15 m/s para recubrimientos de 1.000–3.000 cP.
3.4 Diseño de Pasajes de Flujo Interno
Las toberas de alto flujo utilizan tres geometrías internas principales:
- Orificio de ánima recta: Más simple, de menor coste, pero con mayor presión y peor calidad de atomización para fluidos viscosos
- Venturi o paso convergente: Reduce el requerimiento de presión entre un 20 y un 30%, mejora la estabilidad del flujo, elección estándar para la mayoría de aplicaciones de alta viscosidad
- Diseño de cámara de turbulencia: La cámara pre-remolino genera energía rotacional, mejor atomización, pero es más sensible a la variación de viscosidad
Para recubrimientos superiores a 1.500 cP, recomendamos encarecidamente diseños de venturi o cámaras de turbulencia. El coste añadido (normalmente entre 15 y 40 dólares por tobera) se recupera reduciendo el tamaño de la bomba y el consumo energético.
3.5 Tipo de conexión y ruta de alimentación
A menudo se pasa por alto: la conexión entre la línea de alimentación y la boquilla crea resistencia adicional al flujo. Para fluidos de alta viscosidad:
- Utilizar conexiones de puerto completo (sin reducción de diámetro)
- Minimizar el número de codos y cambios de dirección
- Especificar boquillas con grandes conductos de entrada (mínimo 1,5× diámetro del orificio)
- Considerar diseños de bloques de colectores que alimentan las boquillas desde la parte trasera en lugar de conexiones roscadas laterales
Hemos diagnosticado varios "problemas de toberas" que en realidad eran restricciones de flujo del 50–70% en adaptadores NPT de 1/8" aguas arriba de boquillas perfectamente adecuadas.
4. Tipos de toberas de alto flujo: Comparación de rendimiento
Boquillas hidráulicas planas de ventilador 4.1
| Parámetro | Rendimiento con alta viscosidad |
|---|---|
| Rango de viscosidad | Hasta 3.000 cP (límite práctico ~2.000 cP para atomización de calidad) |
| Caudal típico | 2–12 L/min a 40–100 bar |
| Tamaño de la gota (Dv50) | 150–400 micras (aumenta significativamente con la viscosidad) |
| Retención del ángulo de pulverización | Pobre: 60–75% del ángulo clasificado para agua |
| Requisito de presión | Alta: 60–120 bar para una atomización aceptable |
| Calidad de atomización | Regular a bueno por debajo de 1.500 cP; pobre por encima de 2.500 cP |
| Coste por boquilla | $25–$80 (inserto cerámico o de carburo) |
| Mejor aplicación | Recubrimientos de viscosidad moderada, recubrimiento de tela ancha, donde se acepta cierta variación en el tamaño de las gotas |
Las boquillas hidráulicas planas de ventilador funcionan forzando el fluido a través de un orificio elíptico o una paleta interna que crea una lámina plana. A medida que aumenta la viscosidad, la lámina se vuelve más coherente (menos propensa a romperse), lo que resulta en gotas más grandes y un ángulo de pulverización más estrecho. Para recubrimientos superiores a 2.000 cP, normalmente se necesitarán 80–100 bar (1.160–1.450 psi) para lograr una atomización aceptable, lo que lleva al límite a las bombas de recubrimiento estándar.
! 3-Comparación-ángulo-de reducción de pulverización
{kind=link}
Observación de campo: En la aplicación de cebadores automotrices (1.800 cP), medimos la reducción de ancho de pulverización de 300 mm a 210 mm al pasar de agua a recubrimiento real con la misma boquilla y presión. Esto requirió reducir el espaciado entre toberas de 250 mm a 180 mm en el centro para mantener la superposición.
Boquillas sin aire asistidas por aire 4.2
| Parámetro | Rendimiento con alta viscosidad |
|---|---|
| Rango de viscosidad | Hasta 8.000 cP (límite práctico para la mayoría de los diseños) |
| Caudal típico | 1–8 L/min a 30–80 bar de líquido + 2–4 bar de aire |
| Tamaño de la gota (Dv50) | 50–150 micras (significativamente mejor que solo hidráulico) |
| Retención del ángulo de pulverización | Bueno: 80–95% del ángulo clasificado |
| Requisito de presión | Moderado: fluido de 30–80 bar (el aire ayuda a la atomización) |
| Calidad de atomización | Excelente incluso a 3.000+ cP |
| Coste por boquilla | $120–$350 (requiere colector de doble alimentación) |
| Mejor aplicación | Recubrimientos de alta viscosidad que requieren atomización fina, automoción, aeroespacial, acabado de alta gama |
Las toberas airless asistidas (AAA) combinan presión hidráulica (30–80 bar) con aire a baja presión (2–4 bar) inyectado en la salida del orificio. El flujo de aire corta el fluido, mejorando drásticamente la atomización. Esta tecnología reduce la presión del fluido requerida entre un 40 y un 60% en comparación con la atomización solo hidráulica para el mismo tamaño de gota.
Ventaja clave: Las boquillas AAA mantienen un patrón de pulverización consistente incluso cuando la viscosidad del recubrimiento varía ±30% debido a los cambios de temperatura durante la producción. El flujo de aire compensa la variación de viscosidad.
Desventaja clave: Requiere suministro de aire comprimido (típicamente 0,5–1,5 m³/min por tobera a 4 bar), lo que añade coste y complejidad de infraestructura.
4.3 Boquillas de cono completo y cono hueco
Generalmente no recomendado para aplicaciones de recubrimiento de alta viscosidad debido a:
- Cámaras de remolino internas que generan alta resistencia viscosa
- Pequeños conductos de flujo propensos a obstruirse con recubrimientos rellenos
- Patrón circular no adecuado para geometrías de recubrimiento de red o paneles
Excepción: Algunos aplicadores especiales de recubrimiento en rollo utilizan diseños conos huecos modificados para el recubrimiento de cortina, donde el patrón circular se extiende en una lámina antes de contactar con la telaraña.
4.4 Tabla resumen de rendimiento
| Tipo de boquilla | Viscosidad Práctica Máxima | Calidad de atomización (1–5) | Requisito de presión | Complejidad de infraestructuras | Coste típico |
|---|---|---|---|---|---|
| Ventilador plano hidráulico | 2.000 cP | 3 | Agudo (80–120 comp) | Bajo | $25–$80 |
| Ventilador plano hidráulico (orificio grande) | 3.500 cP | 2 | Muy alto (100–150 bar) | Bajo | $35–$95 |
| Airless asistido por aire | 8.000 cP | 5 | Moderado (30–80 bar) | Alto (sistema de aire) | $120–$350 |
| Airless (orificio grande) | 5.000 cP | 2–3 | Agudo (100–150 compás) | Bajo | $45–$120 |
Escala de Calidad de Atomización: 1=Pobre (ligamentos/corrientes), 5=Excelente (distribución uniforme de gotas)
Siguiendo esta tabla: Para la mayoría de aplicaciones industriales de recubrimiento de alta viscosidad en el rango de 1.500–3.000 cP, recomendamos comenzar la evaluación con boquillas hidráulicas planas de ventilador de orificio grande (2,0–3,0 mm) si tu bomba puede suministrar entre 80 y 100 bar. Si la calidad de atomización es insuficiente (rayas visibles, exceso de cáscara de naranja o gotas de mayor de 300 micras), pasa a un sistema airless asistido por aire. La reducción de presión con AAA suele permitir una reducción de tamaño de la bomba, lo que compensa entre el 40 y el 60% del coste adicional de la tobera durante una vida útil de 3 años del equipo.
! 4-Corte sin aire asistido por aire
{kind=link}
5. Dimensionamiento del orificio y requisitos de presión
5.1 Cálculo del tamaño mínimo del orificio
Para una viscosidad y caudal deseados dadas, el diámetro mínimo del orificio puede estimarse a partir de:
D_min = √(8 × Q × μ / (π × ΔP × C_d))
Donde:
- D_min = diámetro mínimo del orificio (m)
- Q = caudal deseado (m³/s)
- μ = viscosidad dinámica (Pa·s)
- ΔP = caída de presión disponible (Pa)
- C_d = coeficiente de caudal (~0,6–0,7 para flujo viscoso)
Ejemplo funcionado:
- Caudal objetivo: 6 L/min = 0,0001 m³/s
- Viscosidad: 2.000 cP = 2,0 Pa·s
- Presión disponible: 80 bar = 8.000.000 Pa
- C_d ≈ 0,65
D_min = √(8 × 0,0001 × 2,0 / (π × 8.000.000 × 0,65)) ≈ 0,00222 m = 2,2 mm
Este cálculo sugiere un orificio mínimo de 2,2 mm. En la práctica, especificaríamos 2,5 mm para proporcionar margen para la variación de viscosidad y la acumulación de recubrimiento en los bordes de los orificios con el tiempo.
5.2 Compensaciones en la selección de presión
| Rango de presión | Ventajas | Desventajas | Aplicación recomendada |
|---|---|---|---|
| 30–50 bar (435–725 psi) | Bombas estándar de recubrimiento; seguro para mangueras de goma; fácil de controlar | Requiere orificios muy grandes (3–4 mm); mala atomización por encima de 1.500 cP | Recubrimientos de gama baja, adhesivos donde el tamaño de la gota no es crítico |
| 60–100 bar (870–1.450 psi) | Buen compromiso: atomización adecuada con orificio de 2,0–2,5 mm; Coste razonable de la bomba | Requiere manguera reforzada; Consideraciones de seguridad | La opción más común para recubrimientos industriales de 1.500–3.000 cP |
| 100–150 bar (1.450–2.175 psi) | Permite orificios más pequeños; Mejor atomización | Bombas de alta presión costosas; preocupaciones de seguridad; Desgaste acelerado en juntas y accesorios | Recubrimientos de acabado de alta gama; Aplicaciones aeroespaciales |
| 150+ bar (2.175+ psi) | Excelente atomización incluso a alta viscosidad | Equipamiento muy caro; requisitos de seguridad significativos; Desgaste rápido de componentes | Solo aplicaciones especializadas; normalmente es más rentable cambiar a la asistencia de aire |
Siguiendo esta tabla: El "punto óptimo" para la mayoría de las operaciones de recubrimiento de alta viscosidad es de 70–90 bar. Este rango de presión permite orificios de 2,0 a 2,5 mm para recubrimientos de hasta 2.500 cP, funciona con bombas de recubrimiento de gama media (3.000–8.000 dólares) y no requiere equipo especial de seguridad más allá de mangueras estándar de alta presión y un diseño adecuado del colector.
5.3 Evitando la trampa de "doble presión"
Un error común: si el recubrimiento no pulveriza a 60 bar, duplicar a 120 bar lo solucionará. Realidad:
- El caudal aumenta solo en √2 = 1,41× (aumento del 41%, no del 100%)
- Si el orificio es demasiado pequeño para la viscosidad, un aumento de presión genera un mayor calentamiento por cizalladura, lo que puede degradar el recubrimiento
- Una presión superior a 100 bar acelera significativamente el desgaste, especialmente con recubrimientos rellenos
Si el recubrimiento no pulveriza adecuadamente a la presión objetivo, la solución correcta suele ser orificio más grande, no presión más alta. Hemos visto numerosos casos en los que cambiar de orificio de 1,5 mm a 2,5 mm a la misma presión de 70 bar transformó un sistema no funcional en una línea de producción dentro de las especificaciones.
6. Selección de materiales para recubrimientos abrasivos de alta viscosidad
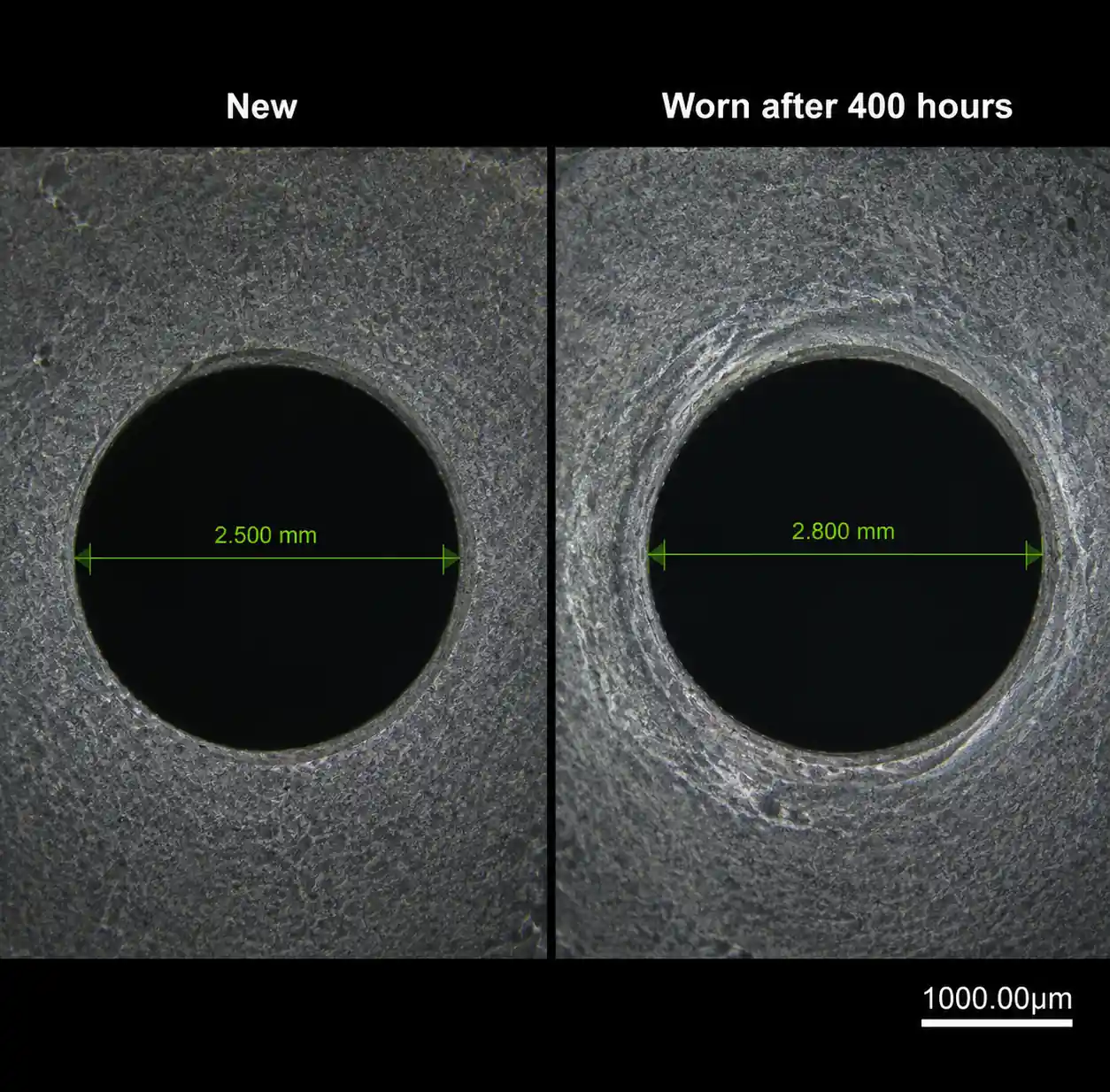
Los recubrimientos de alta viscosidad suelen contener rellenos abrasivos (TiO2, sílice, óxido de aluminio, zinc, etc.) que erosionan el orificio. A medida que el diámetro del orificio aumenta por el desgaste, el caudal aumenta y el patrón de pulverización se distorsiona. La selección de materiales es fundamental para una vida útil predecible.
6.1 Comparación de la tasa de desgaste
| Material | Dureza (HV) | Vida relativa de desgaste* | Coste múltiple vs. acero inoxidable | Vida útil típica | Mejor aplicación |
|---|---|---|---|---|---|
| 303 Acero inoxidable | 150–200 | 1× (línea base) | 1× | 200–400 horas | Solo recubrimientos a base de agua, no abrasivos |
| Acero inoxidable endurecido 440° | 550–600 | 3–4× | 1,5× | 600–1.600 horas | Contenido abrasivo bajo a moderado |
| Inserción de carburo de tungsteno | 1.400–1.600 | 12–18× | 4–6× | 2.400–7.200 horas | Recubrimientos abrasivos de moderado a alto nivel |
| Carburo de silicio (SiC) | 2.400–2.600 | 25–40× | 6–8× | 5.000–16.000 horas | Alto contenido abrasivo; excelente para el relleno de TiO2 |
| Zafiro (Al2O3) | 2.000–2.200 | 30–50× | 10–15× | 6.000–20.000 horas | Mayor resistencia al desgaste; Aplicaciones premium |
*Vida de desgaste relativa probada con un recubrimiento epoxi relleno de TiO2 al 15% a 2.000 cP, presión de 80 bar, orificio de 2,5 mm
Vida útil definida como el tiempo hasta que el caudal aumenta >15% debido al agrandamiento del orificio
Después de esta tabla: La idea clave de nuestras pruebas de desgaste: el coste total de propiedad favorece a los materiales cerámicos por encima de ~1.500 horas de funcionamiento. Una tobera de carburo de silicio cuesta entre 6× y dura entre 25 y 40× más, lo que significa que el coste por hora de funcionamiento es en realidad un 75–85% menor que el acero inoxidable. Para operaciones de recubrimiento continuo o de gran volumen, las boquillas cerámicas se amortizan en 3–8 meses.
6.2 Riesgo de fallo frágil
Los materiales cerámicos (carburo de tungsteno, carburo de silicio, zafiro) son frágiles. Hemos documentado fallos de:
- Picos de presión por encima de la presión nominal (por ejemplo, sobrecarga de cavitación de la bomba, golpe de válvula)
- Choque térmico (cambio rápido de temperatura >40°C)
- Sobrepar de instalación (inserto aplastado)
- Impacto durante la limpieza (piezas caídas, chorro de agua a alta presión)
Práctica recomendada: Para toberas cerámicas, instala válvulas de alivio de presión ajustadas al 115% de la presión máxima de funcionamiento, utiliza una llave dinamométrica para la instalación (12–15 N·m típico para boquillas insertadas cerámicas NPT de 1/4") y forma al personal de mantenimiento en el manejo adecuado.
! Microscopio de 5 toberas, orificio, desgaste
{kind=link}
7. Errores comunes en la instalación y en la operación
De llamadas de servicio de campo en sistemas de recubrimiento con bajo rendimiento, estos son los tres errores más frecuentes:
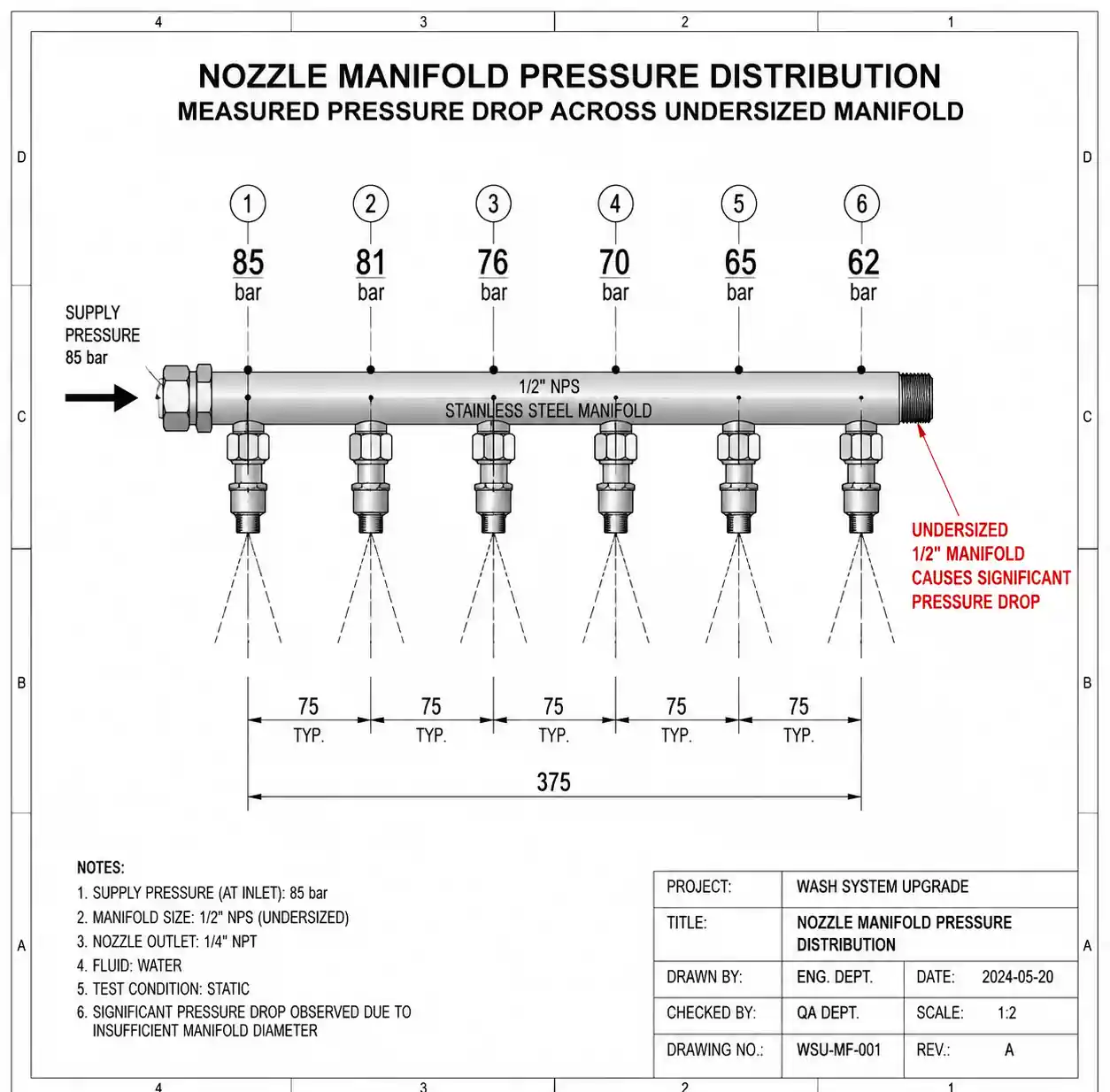
7.1 Colector de alimentación subdimensionado
Problema: Las boquillas tienen un tamaño adecuado, pero el colector que las suministra es demasiado pequeño. Un colector NPT de 1/2" que alimenta seis boquillas de 6 L/min (un total de 36 L/min) crea una caída de presión del 30–40% en el propio colector, dejando una presión insuficiente en las últimas toberas.
Solución: El diámetro interno del colector debe dimensionarse para una caída de presión del <5% en el flujo total. Para recubrimientos de alta viscosidad, esto suele significar:
- Hasta 20 L/min total: mínimo 3/4" en el colector
- 20–50 L/min total: múltiple de 1"
- 50–100 L/min total: colector de 1-1/4" o 1-1/2"
Utiliza tomas de presión del colector para medir la presión en la primera y última posición de la boquilla. Si la caída de presión supera los 5 bar en el colector, aumenta el tamaño.
7.2 Ignorando los efectos de la temperatura en la viscosidad
La viscosidad del recubrimiento cambia drásticamente con la temperatura. Un recubrimiento epoxi típico a 2.000 cP a 20°C puede ser de 800 cP a 30°C y 500 cP a 40°C. Esto significa:
- El patrón de pulverización cambia a lo largo del día a medida que la temperatura del recubrimiento se desplaza
- El patrón del primer turno no coincide con el del tercer turno
- Variación de actuación verano/invierno
Solución: Instalar monitorización de temperatura en línea y (a) controlar la alimentación del recubrimiento con un intercambiador de calor a ±2°C, o (b) utilizar boquillas asistidas por aire que compensen la variación de viscosidad. La mayoría de las líneas de recubrimiento de producción por encima de 100.000 dólares deberían incluir control de temperatura.
7.3 Uso de diagramas de flujo a base de agua para recubrimientos viscosos
Los fabricantes de boquillas publican gráficos de flujo frente a presión desarrollados con agua. Aplicar estos gráficos directamente a recubrimientos de 2.000 cP resulta en una subpredicción del flujo del 25–40%, lo que conduce a una selección incorrecta de toberas.
Solución: Solicita datos de flujo corregidos por viscosidad al fabricante, o realiza tu propia prueba de flujo con el recubrimiento real en la instalación. Normalmente probamos tres boquillas de cada lote al 80%, 100% y 120% de la presión objetivo con el recubrimiento real y promediamos los resultados para establecer caudales base para la calibración de producción.
8. Proceso de selección paso a paso
Paso 1: Definir requisitos
Documento:
- Rango de viscosidad del recubrimiento (mínima y máxima esperada)
- Temperatura del recubrimiento en la aplicación por pulverización
- Caudal requerido por tobera (L/min)
- Ancho de cobertura requerido
- Tipo de sustrato y velocidad de desplazamiento
- Rango aceptable de tamaño de gotas
- Formulación del recubrimiento (contenido de relleno abrasivo, tamaño de partícula)
Paso 2: Calcular el diámetro mínimo del orificio
Usando la fórmula de la Sección 5.1 o las directrices del fabricante, determina el orificio mínimo para tu viscosidad y rango de presión objetivo.
Paso 3: Seleccionar el tipo de boquilla
Árbol de decisiones:
- Viscosidad <1.500 cP: Ventilador plano hidráulico estándar, orificio de 1,8–2,5 mm - Viscosidad 1.500–3.000 cP: Ventilador plano hidráulico de orificio grande (2,0–3,0 mm) O airless asistido por aire si la calidad de la atomización es crítica - Viscosidad 3.000–5.000 cP: Se recomienda encarecidamente el aire asistido por aire - Viscosidad >5.000 cP: Aire asistido sin aire o considerar método alternativo de aplicación (recubrimiento en rollo, recubrimiento cortina)
Paso 4: Seleccionar material según el horario de funcionamiento
- <500 horas/año: Acero inoxidable endurecido aceptable - 500–2.000 horas/año: Carburo de tungsteno rentable - >2.000 horas/año: Carburo de silicio o zafiro coste total más bajo
Paso 5: Verificar la presión y la capacidad de flujo
Comprueba que tu bomba de recubrimiento pueda suministrar la presión requerida × caudal total para todas las boquillas. Incluye un margen del 20% para la caída de presión en las líneas y el colector.
Paso 6: Colector de diseño y espaciado
- Calcular el ancho de pulverización a partir del ángulo de pulverización ajustado por viscosidad
- Ajustar el espaciado entre la tobera para un solapamiento del 30–50% en la distancia de pulverización objetivo
- Tamaño del colector para <5% de caída de presión - Incluir tomas de manómetro en la primera y última boquilla ### Paso 7: Realizar pruebas de flujo antes de la producción completa: - Mide el caudal real a presión de funcionamiento con tu recubrimiento - Compara el patrón de pulverización con las pruebas a base de agua - Ajusta el espaciado si es necesario - Establece caudales base para el monitoreo del desgaste ### Paso 8: Establecer el control del desgaste Registrar el caudal semanalmente. Cuando el caudal aumente >15%, planifica el reemplazo de la boquilla antes de que la calidad del patrón se degrade.
9. Preguntas frecuentes
P: ¿Puedo simplemente aumentar la presión si mi recubrimiento no se pulveriza?
No—la presión aumenta el flujo solo por la relación de raíz cuadrada (Q ∝ √P). Si el orificio es demasiado pequeño para tu viscosidad, una presión más alta genera un calentamiento por cizalladura excesivo y acelera el desgaste sin resolver el problema de atomización. Solución correcta: orificio más grande.
P: ¿Cuánto añade el sistema airless con asistencia de aire al coste operativo?
El aire comprimido suele costar entre 0,02 y 0,04 dólares por m³, dependiendo de la instalación. Para una boquilla que utiliza aire de 1 m³/min a 0,03 $/m³, el coste operativo es de 1,80 $/hora. Esto suele ser insignificante en comparación con el coste del material de recubrimiento (típicamente entre 15 y 80 dólares/hora) y la mano de obra. El coste real es la infraestructura: fontanería de aire, filtración y la complejidad del colector de todos.
P: ¿Por qué mi patrón de pulverización queda bien cuando lo pruebo con agua pero terrible con el recubrimiento real?
El agua es de 1 cP; tu recubrimiento es de 1.500–3.000 cP. La viscosidad afecta drásticamente a la calidad de la atomización, el ángulo de pulverización y el tamaño de las gotas. Prueba siempre con un recubrimiento real a temperatura de funcionamiento antes de finalizar la selección de la tobera.
P: ¿Con qué frecuencia debería cambiar las boquillas?
Monitoriza el caudal. Sustituye cuando el flujo aumenta >15% respecto a la línea inicial—esto indica que el desgaste del orificio ha empezado a afectar la uniformidad del patrón. Para acero inoxidable con recubrimientos abrasivos, esto puede ser de 200 a 400 horas. Para cerámica, entre 5.000 y 15.000 horas.
P: ¿Puedo usar la misma boquilla para varias formulaciones de recubrimiento?
Solo si las viscosidades están dentro del ±30% y los tipos de relleno son compatibles. Cambiar de recubrimiento no abrasivo a abrasivo sin cambiar el material acortará drásticamente la vida útil de la boquilla. Cambiar de 1.000 cP a 2.500 cP cambiará el patrón de pulverización y puede impedir una atomización adecuada.
P: ¿Cuál es la mejor manera de limpiar boquillas de alto flujo atascadas?
Para la limpieza de producción: enjuague al revés con disolvente a 2–3× presión de funcionamiento. Para limpieza profunda: baño ultrasónico en disolvente adecuado durante 15–30 minutos. Nunca uses alambre ni herramientas para limpiar mecánicamente el orificio; esto daña el filo de precisión y estropea el patrón de pulverización. Si la limpieza ultrasónica no restablece el flujo, cambia la boquilla.
! Diagrama de caída de presión de 6 variedades
{kind=link}
10. Conclusión y siguientes acciones
Pulverizar con éxito recubrimientos de alta viscosidad requiere una consideración acordada del tamaño del orificio, la presión, la geometría interna de la boquilla y la selección de materiales. El modo de fallo más común—el recubrimiento no pulveriza o produce un patrón deficiente—suele ser el orificio de tamaño inferior para la viscosidad, no la presión insuficiente.
Puntos clave:
-
El diámetro del orificio es el parámetro crítico. Para recubrimientos de 2.000 cP, especifique un orificio mínimo de 2,0–2,5 mm incluso si esto parece grande en comparación con las boquillas a base de agua.
-
El rango de presión de 70–90 bar es el punto óptimo práctico para la mayoría de los recubrimientos industriales de alta viscosidad, equilibrando la calidad de la atomización con el coste y la seguridad del equipo.
-
La tecnología airless asistida extiende su capacidad hasta 8.000+ cP con una atomización significativamente mejor que los diseños solo hidráulicos, a costa de una infraestructura adicional.
-
La selección del material determina el coste total de propiedad. Para recubrimientos abrasivos en funcionamiento continuo, los materiales cerámicos (carburo de silicio, carburo de tungsteno) ofrecen un coste por hora de operación entre un 75 y un 85% menos a pesar de un 4 a un 8× un precio inicial más alto.
-
Nunca se utilicen diagramas de flujo a base de agua para la selección de recubrimiento viscoso—el flujo real será entre un 25 y un 40% menor, lo que lleva a una especificación de boquilla de tamaño inferior.
Próximas acciones
Inmediata: Mide la viscosidad del recubrimiento a temperatura real de pulverización (no a temperatura ambiente) usando un viscosímetro Brookfield o equivalente. Documenta el rango de viscosidad a lo largo de la variación de lotes de producción.
Para sistemas existentes con problemas de pulverización: Revisa primero tres cosas: (1) presión real de funcionamiento en la boquilla (no solo la presión de la bomba), (2) caída de presión en el colector de la primera a la última boquilla, y (3) diámetro del orificio en relación con las directrices de viscosidad de la Sección 5.
Para el diseño de un nuevo sistema: Realiza pruebas de pulverización en laboratorio con boquillas de muestra usando tu recubrimiento real antes de finalizar el diseño del colector. Prueba al ±20% de la viscosidad objetivo para verificar el rendimiento a lo largo de la variación esperada.
¿Necesita ayuda? Para la selección de boquillas específica según la formulación de tu recubrimiento, sustrato y requisitos de calidad, contacta con el proveedor o fabricante de tu equipo de recubrimiento con: viscosidad del recubrimiento a temperatura de pulverización, tasa de cobertura requerida (m²/min), rango aceptable de tamaño de gotas y horario anual de funcionamiento. Solicita pruebas de flujo con tu muestra de recubrimiento si es posible.