





Disposición eficiente de boquillas en forma de abanico en lavadoras de pulpa: una guía de diseño probada en el campo
Lo que aprenderás: Cómo optimizar la colocación, el espaciamiento y la presión de las boquillas del ventilador en las arandelas rotativas para maximizar la eficiencia del lavado, reducir la pérdida de fibra y prolongar la vida útil del equipo.
- 1. 1. Introducción: Por qué la disposición de la tobera importa más que el tipo de tobera
- 2. 2. Parámetros críticos de pulverización en aplicaciones de lavado de pulpa
- 2.1. 2.1 Relación entre caudal y presión
- 2.2. 2,2 Ángulo de pulverización y ancho de cobertura
- 2.3. 2.3 Fuerza de impacto y penetración de la colchoneta
- 2.4. 2.4 Consideraciones sobre el tamaño de las gotas
- 3. 3. Boquilla de ventilador vs. cono completo: Comparación de rendimiento para arandelas de tambor
- 3.1. 3.1 Por qué las toberas de ventilador dominan en aplicaciones rotativas
- 3.2. 3.2 Cuando se prefieren boquillas de cono completo
- 4. 4. Diseño óptimo de espaciado y solapamiento entre toberas
- 4.1. 4.1 Cálculo del ancho de cobertura y el número de toberas
- 4.2. 4.2 Reglas prácticas de espaciado de la experiencia de campo
- 5. 5. Selección de materiales y análisis de vida útil
- 5.1. 5.1 Mecanismos de desgaste en las boquillas de ducha de pulpa
- 5.2. 5.2 Comparación de rendimiento y costes de materiales
- 5.3. 5.3 Ejemplo de cálculo del coste total de propiedad
- 6. 6. Errores comunes en la instalación y correcciones en el campo
- 6.1. 6.1 Distancia de enfrentamiento incorrecta
- 6.2. 6.2 Ángulo de pulverización desalineado
- 6.3. 6.3 Distribución de flujo desequilibrada
- 6.4. 6.4 Usando el estándar de hilo incorrecto
- 7. 7. Resolución de problemas de baja eficiencia de lavado
- 8. 8. Preguntas frecuentes
- 8.1. P: ¿Puedo mezclar diferentes ángulos de pulverización en la misma ducha para optimizar la distribución del flujo?
- 8.2. P: ¿Con qué frecuencia deben cambiarse las toberas en el servicio típico de Kraft Mill?
- 8.3. P: ¿Cuál es la mejor manera de limpiar boquillas parcialmente atascadas?
- 8.4. P: ¿Hay que filtrar el agua de la ducha antes que las boquillas?
- 8.5. P: ¿Puedo aumentar la velocidad de aplicación del agua de lavado simplemente subiendo la presión?
- 8.6. P: ¿Qué hace que el ángulo de pulverización se estreche a medida que se desgastan las boquillas?
- 9. 9. Conclusión y siguientes acciones
1. Introducción: Por qué la disposición de la tobera importa más que el tipo de tobera
En las arandelas de pulpa de tambor rotatorio, lograr una eficiencia de lavado de material marrón constante por encima del 95% depende menos de qué boquilla premium compres y más de cómo las dispongas sobre la superficie del tambor. En nuestras mediciones de campo en más de 30 instalaciones, hemos visto que los molinos logran una mejora del 8-12% en la relación de desplazamiento simplemente corrigiendo el espaciado entre boquillas y el solapamiento del ángulo de pulverización, sin cambiar ni una sola boquilla.
El principal desafío es este: las alfombrillas de pulpa en tambores giratorios tienen permeabilidad no uniforme. Un sistema de boquillas mal organizado crea canalización, donde el agua de lavado fluye a través de zonas de alta permeabilidad y evita otras, dejando orgánicos disueltos y químicos residuales en la fibra. Esto te cuesta en el consumo de productos químicos blanqueadores aguas abajo y en el brillo final.
Esta guía te guía por los fundamentos de la ingeniería de la disposición de toberas en forma de ventilador en lavadoras de pulpa, basándose en pruebas reales de presión y caudal, datos de desgaste de molinos que operan eucalipto y pino del sur, y patrones de resolución de problemas que hemos documentado en los tambor de vacío, tambor de presión y arandelas de difusión atmosférica.
Qué hace diferente esta guía: Nos centramos en los cálculos de espaciado, la geometría de solapamientos y el diseño hidráulico que los libros de texto omiten — pero que determinan si tu arandela alcanza la capacidad de diseño o avanza lentamente al 75%.
! 1-lava-pulpa-tambor-boquilla-layout
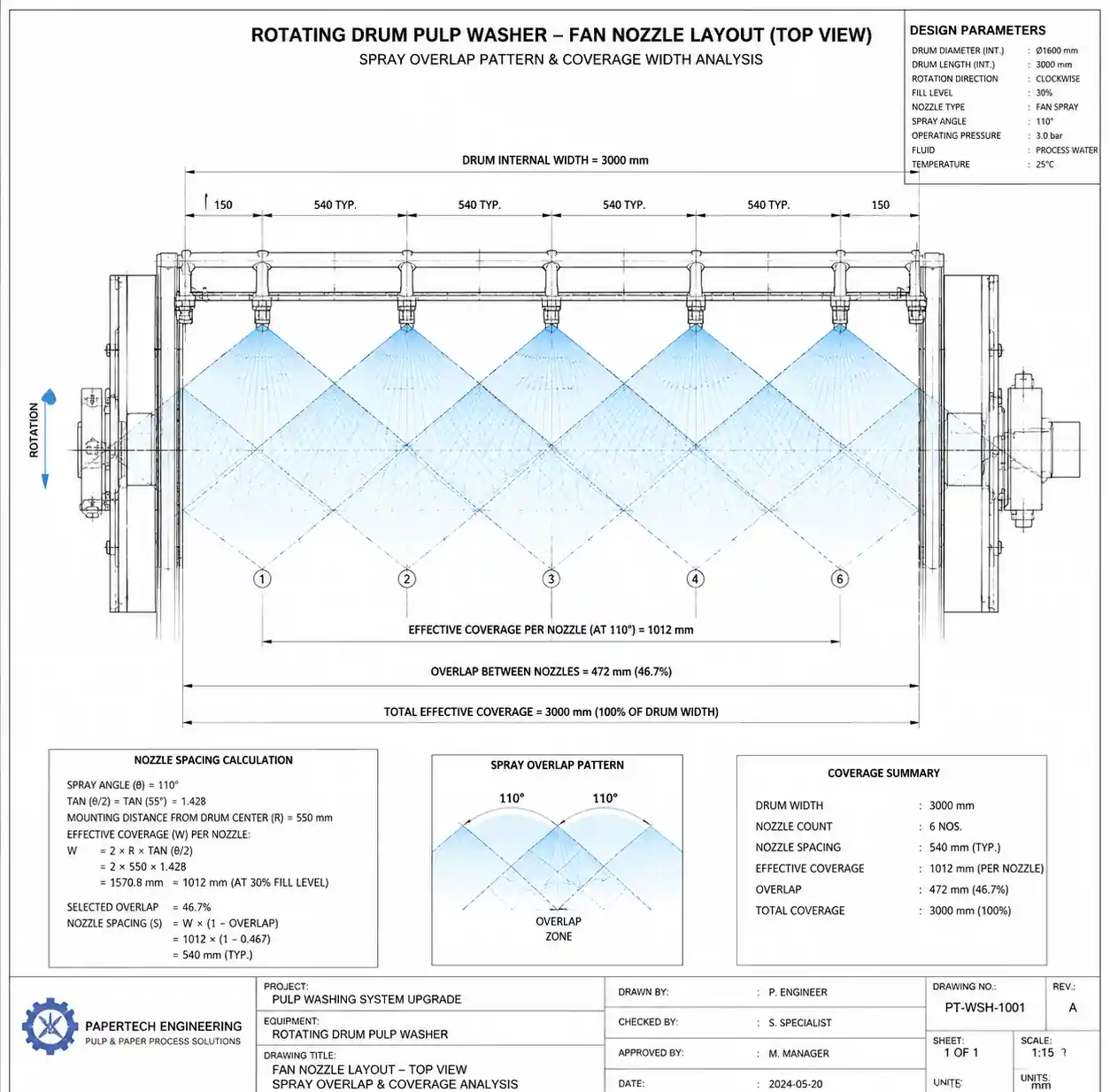{kind=link}
2. Parámetros críticos de pulverización en aplicaciones de lavado de pulpa
2.1 Relación entre caudal y presión
Las toberas de ventilador siguen la relación hidráulica estándar Q = k × √P, donde Q es el caudal (GPM o L/min), k es el coeficiente de flujo de la tobera y P es la presión de alimentación (PSI o bar). En las duchas de lavadora de pulpa, normalmente funcionamos a 40–80 PSI (2,8–5,5 bar). Una mayor presión mejora la penetración en la alfombrilla, pero incrementa el coste energético de la bomba y acelera el desgaste de la tobera.
Información clave de los datos de campo: Duplicar la presión de 40 a 80 PSI NO duplica el caudal—solo aumenta el caudal en 1,41× (la raíz cuadrada de 2). Si necesitas aumentar la velocidad de aplicación del agua de lavado, añadir más boquillas suele ser más efectivo que aumentar la presión, especialmente cuando la vida útil es un problema.
2,2 Ángulo de pulverización y ancho de cobertura
Las boquillas hidráulicas de ventilador plano utilizadas en lavadoras de pulpa suelen tener ángulos de pulverización de 40°, 60°, 80° o 110°. El ancho de cobertura W a una distancia de separación dada H es:
W = 2 × H × tan(θ/2)
Donde θ es el ángulo de pulverización incluido.
Por ejemplo, una tobera de ventilador de 60° montada a 12 pulgadas (305 mm) de la superficie del tambor produce un ancho de cobertura de aproximadamente 13,9 pulgadas (353 mm). En la práctica, recomendamos diseñar una superposición del 20-30% entre patrones de pulverización adyacentes para compensar el estrechamiento de los bordes y asegurar que no haya zonas secas durante la rotación del tambor.
2.3 Fuerza de impacto y penetración de la colchoneta
A diferencia de las boquillas de cono completo que dispersan el impacto en una zona circular, las boquillas de abanico concentran la fuerza a lo largo de una banda estrecha. La fuerza de impacto F puede estimarse como:
F ≈ 2 × Q × v × ρ
Donde v es la velocidad del chorro, ρ es la densidad del líquido. Para condiciones típicas de ducha de pulpa (50 PSI, boquilla de 2 GPM), la fuerza de impacto es aproximadamente de 0,8 a 1,2 lbf (3,5–5,3 N) por boquilla. Esto es suficiente para interrumpir la tensión superficial y penetrar entre 2 y 3 pulgadas en tapetes de consistencia media (10-12%) sin causar desprenda de fibras.
Error crítico que vemos a menudo: Sobrepresurizar las duchas (por encima de 100 PSI) en un intento de mejorar el lavado. Esto genera un impacto excesivo que en realidad elimina fibras del tambor, aumentando la consistencia de aguas bravas y elevando los costes de mantenimiento de alambre y fieltro aguas abajo.
2.4 Consideraciones sobre el tamaño de las gotas
Las toberas hidráulicas del ventilador producen gotas relativamente gruesas (Dv50, típicamente 400–800 micras a presiones de lavadora de pulpa). Esto es realmente deseable: la niebla fina (por debajo de 200 micras) tiende a rozar la superficie de la estera en lugar de penetrar. Las gotas más gruesas llevan el momento para atravesar la capa límite superficial.
En lavadoras de tambor al vacío, hemos medido la mejor eficiencia de lavado cuando la gota Dv50 está en el rango de 500–700 micras. Las gotas más pequeñas solo son beneficiosas en aplicaciones de ultra alta consistencia (por encima del 15%) donde la permeabilidad a la estera está severamente restringida.
! Papel sensible al agua con patrón de boquilla de 2 ventiladores
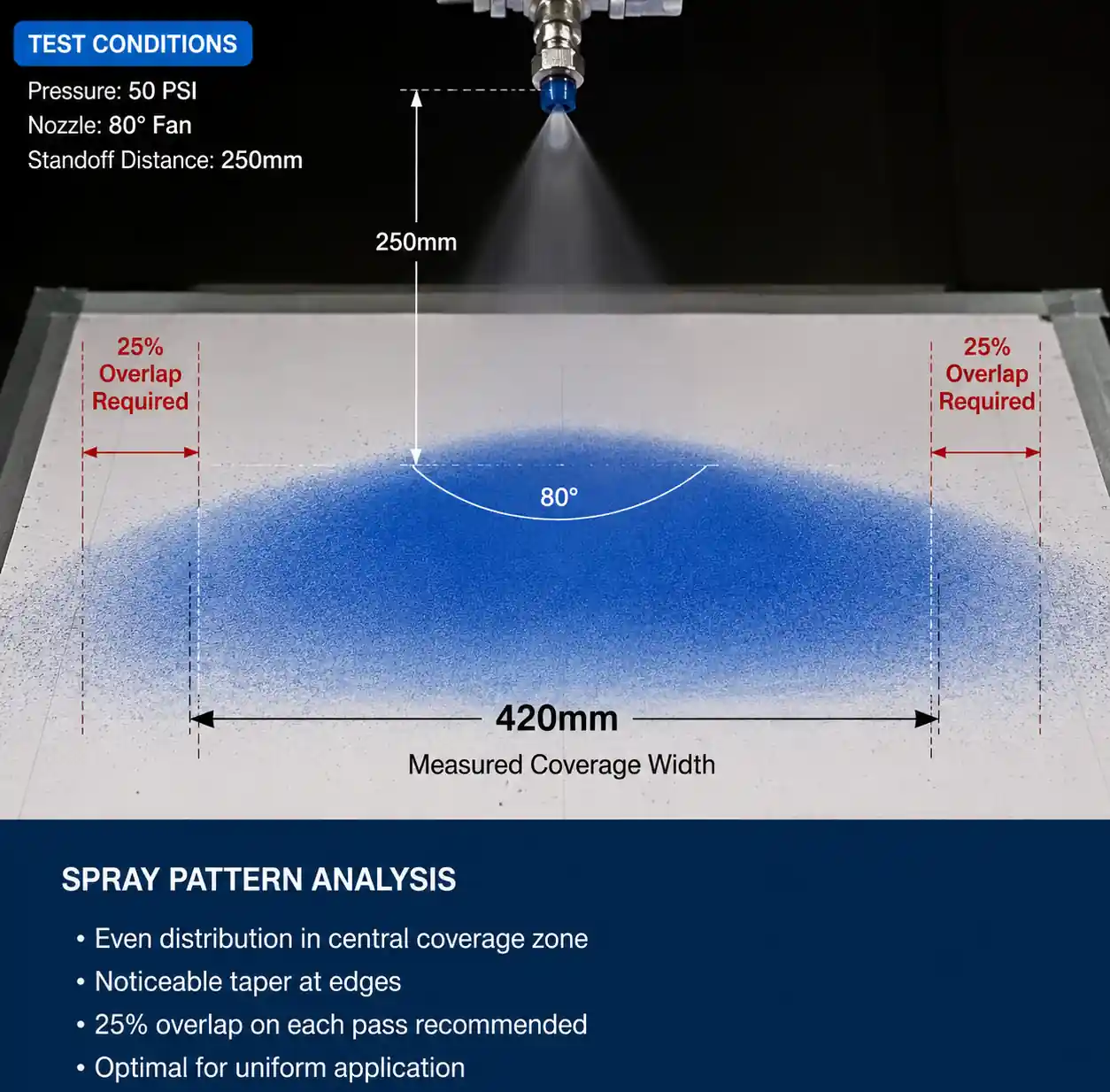{kind=link}
3. Boquilla de ventilador vs. cono completo: Comparación de rendimiento para arandelas de tambor
3.1 Por qué las toberas de ventilador dominan en aplicaciones rotativas
La siguiente tabla 1 resume las diferencias clave entre un ventilador plano hidráulico y las boquillas de cono completo en el servicio de lavadoras de pulpa:
Tabla 1: Rendimiento de ventilador vs. boquilla de cono completo en aplicaciones de lavado de pulpa
| Parámetro | Ventilador plano (60-80°) | Cono completo (60-90°) | Importancia en la ingeniería |
|---|---|---|---|
| Geometría de cobertura | Banda rectangular | Circular | Las toberas del ventilador se alinean de forma natural con la dirección axial del tambor |
| Caudal típico (a 50 PSI) | 1,5–3,5 GPM | 2,0–4,5 GPM | Las toberas de ventilador permiten un control de flujo más fino por unidad de ancho |
| Distribución de la fuerza de impacto | Concentrado a lo largo de la línea | Dispersos sobre círculo | El ventilador proporciona 2-3× fuerza de impacto lineal mayor |
| Complejidad de diseño por solapamiento | Simple (espaciado 1D) | Complejo (cuadrícula 2D) | La disposición de los ventiladores es más fácil de calcular y ajustar |
| Sensibilidad al atasco (5% de consistencia en aguas bravas) | Bajo | Medio | Los orificios en abanico suelen ser más anchos para el mismo flujo |
| Coste del material (inserto cerámico) | $45-$85 | $55-$95 | Boquillas de ventilador un poco más económicas |
Por qué importa: El patrón de cobertura rectangular de las boquillas del ventilador permite establecer una aplicación uniforme del agua de lavado a lo largo del ancho del tambor con una matriz lineal sencilla. Las boquillas de cono completo requieren filas escalonadas para evitar huecos, lo que complica la tubería y dificulta equilibrar la distribución del flujo cuando una boquilla se obstruye o se desgasta.
3.2 Cuando se prefieren boquillas de cono completo
Las boquillas de cono completo sí tienen su lugar en los sistemas de lavadora de pulpa, especialmente en las duchas "pre-húmedas" o "acondicionadoras" antes de las etapas primarias de lavado. Su patrón de cobertura circular es útil cuando necesitas saturar rápidamente una alfombrilla entrante desde varios ángulos. Normalmente vemos conos completos utilizados en:
- Pre-duchas en la cubeta Decker (donde la estera está formándose a continuación)
- Arandelas atmosféricas de primera etapa (antes de las etapas de vacío)
- Duchas de dilución (donde la uniformidad de cobertura es menos crítica)
Sin embargo, para las duchas de extracción primarias en tambores de vacío y presión, las toberas hidráulicas planas para ventiladores son el estándar y con razón.
! Comparación de 3 ventiladores vs-cono completo-spray
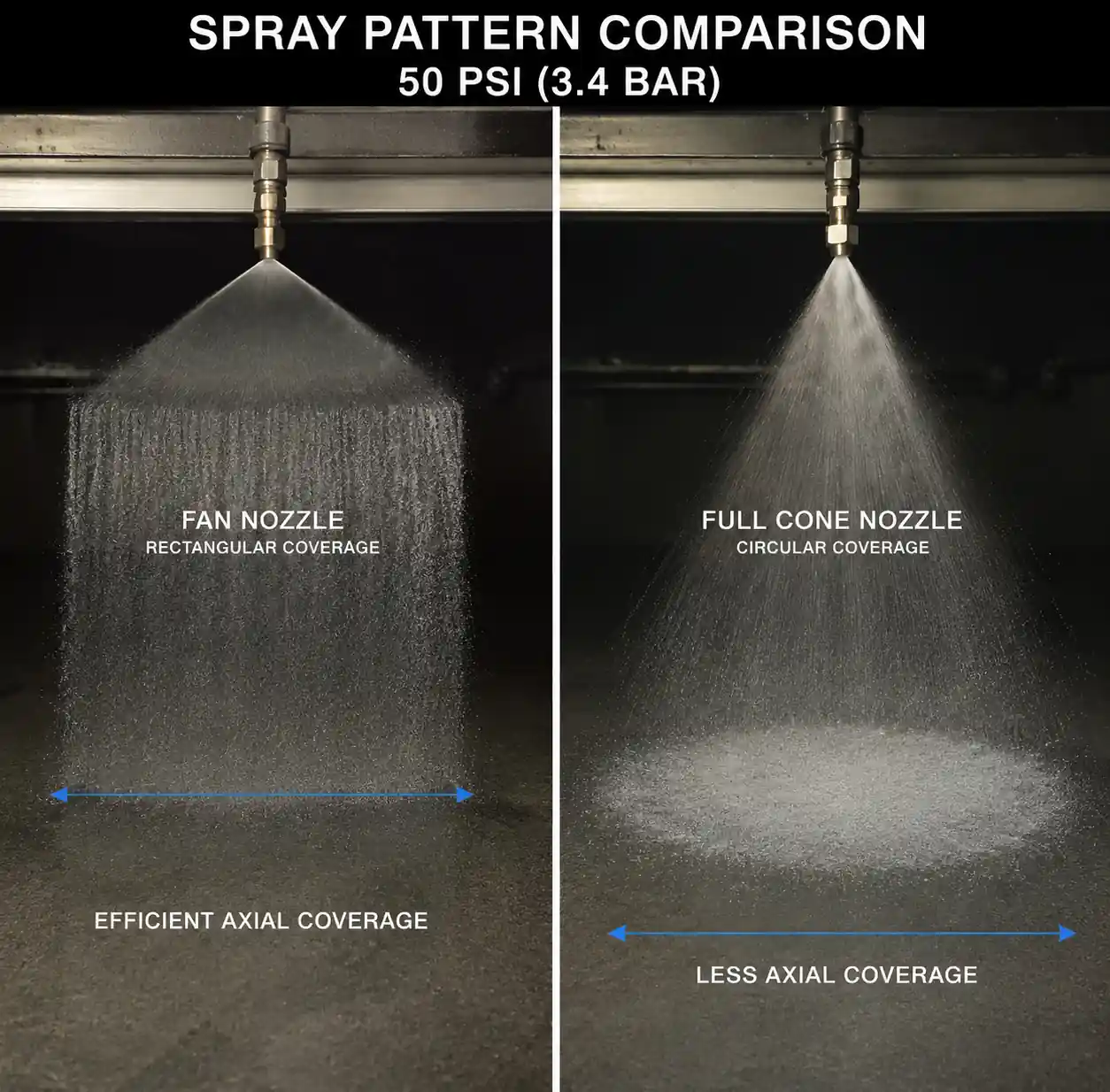{kind=link}
4. Diseño óptimo de espaciado y solapamiento entre toberas
4.1 Cálculo del ancho de cobertura y el número de toberas
Aquí es donde la teoría se encuentra con la realidad de campo. Vamos a repasar el cálculo de diseño para una lavadora de tambor al vacío típica:
Parámetros dados:
- Ancho del tambor (cara): 3000 mm (118 pulgadas)
- Tasa de aplicación del agua de lavado objetivo: 3,0 m³/min por metro de ancho de tambor (24 GPM por pie)
- Selección de tobera: ventilador plano de 80°, k = 0,95 a 50 PSI → 2,5 GPM por tobera
- Distancia de separación H (tobera a superficie del tambor): 250 mm (10 pulgadas)
Paso 1: Calcular el ancho de cobertura por tobera.
O = 2 × 250 mm × tan(80°/2) = 2 × 250 × tan(40°) = 2 × 250 × 0,839 ≈ 420 mm
Paso 2: Determinar el ancho efectivo de cobertura con un 25% de solapamiento.
W_eff = 420 mm × 0,75 = 315 mm por tobera
Paso 3: Calcular el número de boquillas a lo largo del ancho del tambor.
N = 3000 mm / 315 mm ≈ 9,5 → redondear hasta 10 boquillas
Paso 4: Verificar que el flujo total cumpla con el objetivo de tasa de aplicación.
Caudal total = 10 boquillas × 2,5 GPM = 25 GPM Caudal objetivo para un tambor de 118 pulgadas (9,83 pies) = 24 GPM/pie × 9,83 pies = 236 GPM
Espera—esto es demasiado bajo. Este es un error crítico de cálculo que vemos frecuentemente en el campo. El problema es que una sola fila de boquillas a lo largo del tambor solo moja la alfombra durante una fracción de cada revolución del tambor.
Paso 5: Ten en cuenta la cobertura rotacional del tambor.
Si el tambor gira a 1 RPM y cada ducha de boquilla cubre un arco de 15° de la circunferencia del tambor, cada sección de la alfombra pasa bajo la ducha durante (15°/360°) = 4,2% del tiempo. Para ofrecer un lavado continuo, necesitas varias zonas de ducha espaciadas alrededor de la periferia del tambor.
Para una lavadora de tambor al vacío con 3 etapas de lavado, normalmente tienes 3-4 cabezales de boquilla por etapa, lo que da entre 9 y 12 posiciones totales en la ducha. El cálculo debe tener en cuenta el número total de filas de boquillas en toda la arandela, no solo un cabecero.
4.2 Reglas prácticas de espaciado de la experiencia de campo
! diagrama de solapamiento de 4 boquillas
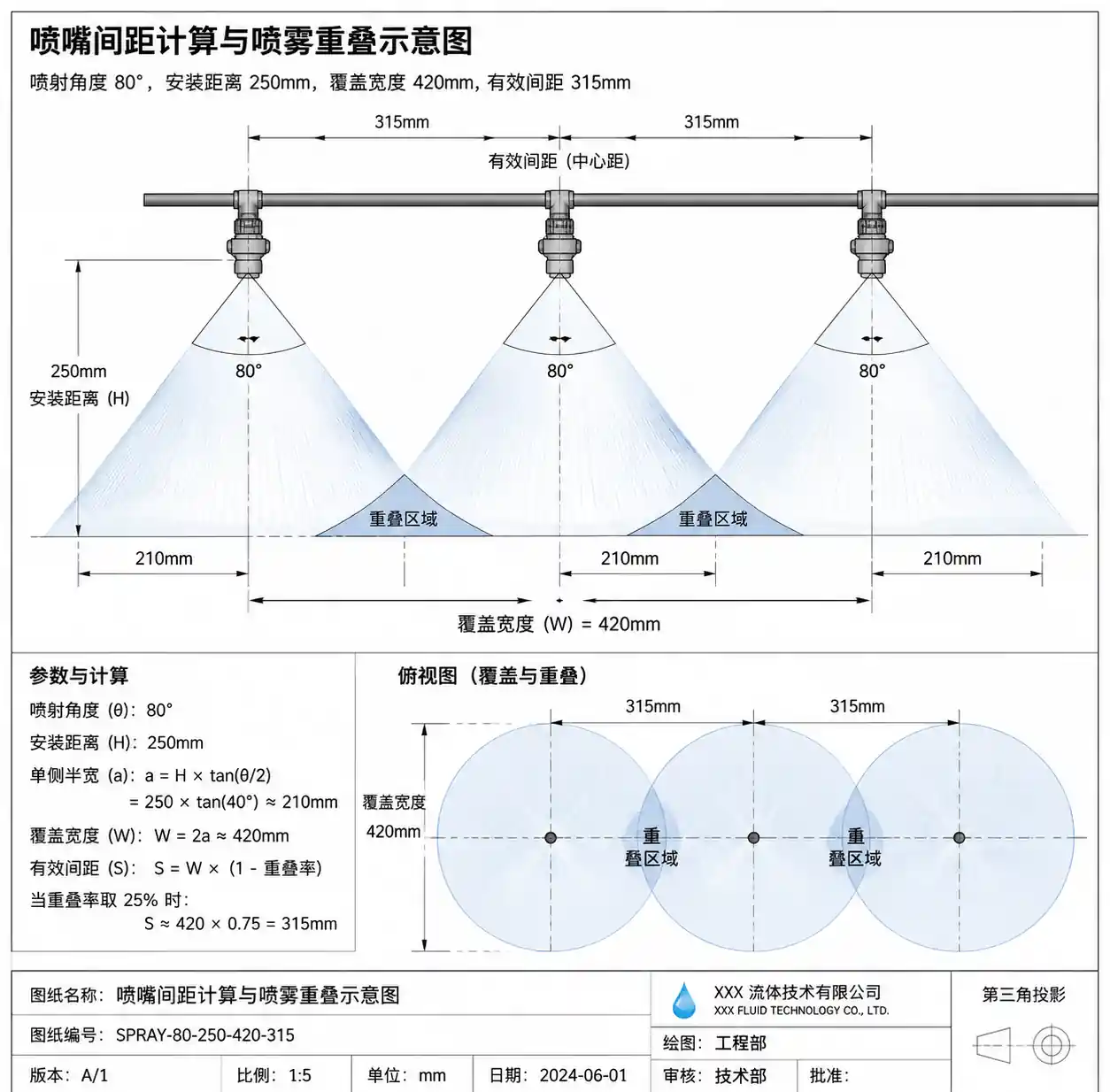{kind=link}
Según las instalaciones que hemos encargado, aquí están las directrices de trabajo:
Espaciado axial (a lo largo del tambor):
- Ángulo de pulverización de 60°: boquillas espaciales a 0,70 × W
- Ángulo de pulverización de 80°: boquillas espaciales a 0,75 × W
- Ángulo de pulverización de 110°: boquillas espaciales a 0,80 × W
Donde W es el ancho de cobertura calculado a tu distancia de distancia específica.
Espaciamiento circunferencial (alrededor del tambor):
- Tambores de vacío: arco de 20-30° entre los coleros de la ducha (normalmente 4-6 posiciones por zona de vacío de 180°)
- Tambores de presión: arco de 15-25° entre duchas
- Difusión atmosférica: cobertura continua sobre un arco superior de 120-150°
Tabla 2: Espaciado recomendado de la boquilla por tipo de arandela
| Tipo de arandela | Diámetro del tambor | RPM | Duchas por Etapa | Boquillas por ducha (3 m de ancho) | Boquillas totales | Espaciado axial |
|---|---|---|---|---|---|---|
| Tambor de vacío (3 etapas) | 3,5 m | 0.8-1.2 | 3-4 | 8-12 | 72-144 | 300-375 mm |
| Tambor de presión (2 etapas) | 3,0 m | 1.5-2.0 | 4-5 | 8-10 | 64-100 | 300-350 mm |
| Difusión atmosférica | 4,0 m | 0,5-0,8 | 6-8 | 10-14 | 180-336 | 280-320 mm |
Nota sobre tolerancias de espaciado: En la práctica, una variación del ±10% en el espaciado tiene un impacto mínimo en la eficiencia del lavado, pero la consistencia importa: evita mezclar diferentes patrones de espaciado en la misma etapa.
5. Selección de materiales y análisis de vida útil
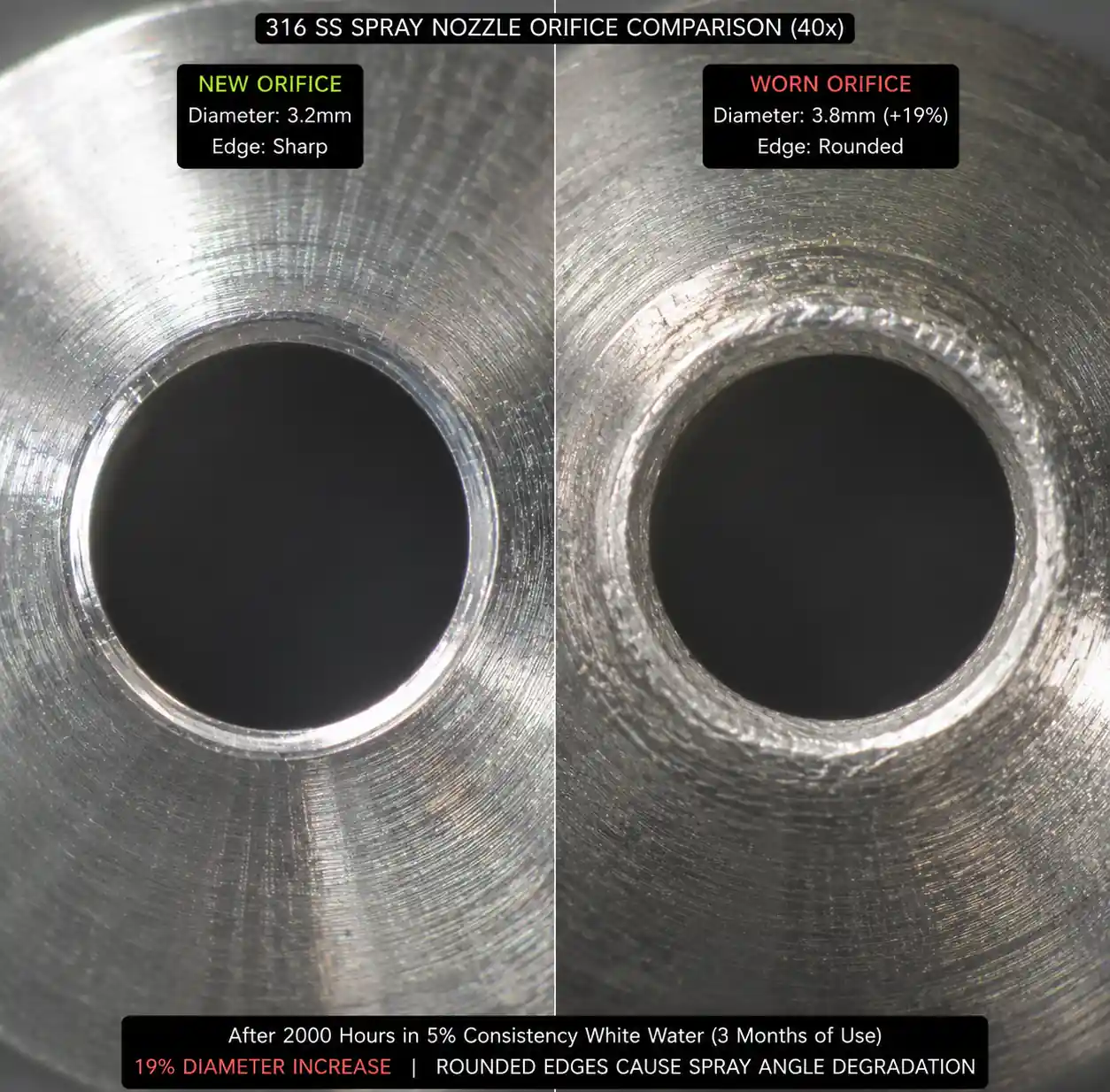
5.1 Mecanismos de desgaste en las boquillas de ducha de pulpa
El desgaste de la boquilla en el servicio de lavadoras de pulpa se debe principalmente a la erosión de sólidos en suspensión en aguas bravas recirculadas (normalmente con consistencia del 3-8%). El orificio se agranda gradualmente, aumentando el caudal y reduciendo la definición del ángulo de pulverización. Según nuestras pruebas aceleradas de desgaste, el diámetro del orificio suele aumentar entre un 15 y un 25% antes de que la tobera deba ser reemplazada.
Factores clave de desgaste:
- Consistencia de aguas bravas y gruesa de fibras
- Presencia de partículas finas de corteza, arena y escamas
- Presión de funcionamiento (tasa de desgaste aproximadamente proporcional a P^1,5)
- Dureza del material de la boquilla y resistencia a la erosión
5.2 Comparación de rendimiento y costes de materiales
Tabla 3: Durabilidad y economía del material de la boquilla (servicio de aguas bravas, 50 PSI, 5% de consistencia)
| Material | Dureza (HV) | Vida relativa de desgaste | Coste por boquilla | Coste por millón de galones | Mejor aplicación |
|---|---|---|---|---|---|
| 316 Acero inoxidable | 170-220 | 1,0× (referencia: 2-4 meses) | $12-18 | 54 $ | Agua blanca limpia, pre-duchas a baja presión |
| PH endurecido 17-4 | 350-400 | 3.5-4.5× | $22-32 | $18 | Servicio general, la mayoría de los tambores de vacío |
| Carburo de tungsteno | 1300-1500 | 18-25× | $85-125 | $6 | Fibra abrasiva de alta consistencia (eucalipto con corteza) |
| Carburo de silicio (SiC) | 2400-2800 | 22-30× | 95-145 $ | 5 $ | Mayor resistencia al desgaste, pero frágil: evita instalaciones con riesgo de golpe de ariete |
| Cerámica de alúmina (95-99%) | 1700-2000 | 12-18× | 55-85 $ | 8 $ | Buen equilibrio coste/rendimiento para aplicaciones de duración media |
Recomendación de ingeniería: Para la mayoría de las limpiadoras al vacío de molinos de pulpa kraft que funcionan con aguas blancas limpias (menos del 6% de consistencia, baja corteza fina), recomendamos acero inoxidable endurecido de 17-4 pH para la primera prueba. Si los intervalos de reemplazo bajan de 6 meses, actualiza a cerámica alúmina o carburo de tungsteno en posiciones de alto desgaste (las duchas de primera etapa ven la fibra más abrasiva).
5.3 Ejemplo de cálculo del coste total de propiedad
Consideremos una lavadora de tambor al vacío de 3 etapas con 120 boquillas totales, funcionando 8000 horas al año:
Escenario A: 316 boquillas SS
- Vida útil de la tobera: 3 meses (2000 horas)
- Reemplazos por año: 4 juegos × 120 boquillas = 480 boquillas
- Coste anual de la boquilla: 480 × 15 $ = 7.200 $
- Mano de obra (1 hora por cambio de ducha × 4 cambios × 75 $/hora): 300 $
- Coste anual total: $7,500
Escenario B: Boquillas de carburo de tungsteno
- Vida útil de la tobera: 20× más = 60 meses (reemplazo cada 5 años)
- Reemplazos por año: 0,2 juegos × 120 boquillas = 24 boquillas
- Coste anual de la boquilla: 24 × 105 $ = 2.520 $
- Mano de obra: 60 dólares
- Coste anual total: $2,580
Ahorro: 4.920 $ al año (reducción del 66%), con reembolso en menos de 4 meses.
Este cálculo ni siquiera tiene en cuenta los costes secundarios: el tiempo de inactividad para reemplazar la boquilla, los desequilibrios de flujo por boquillas parcialmente desgastadas que reducen la eficiencia del lavado, y el aumento de la pérdida de fibra por degradación del patrón de pulverización.
! microscopio de comparación de desgaste de 5 boquillas
{kind=link}
6. Errores comunes en la instalación y correcciones en el campo
6.1 Distancia de enfrentamiento incorrecta
El problema: Boquillas instaladas demasiado cerca (por debajo de 200 mm) o demasiado lejos (más de 400 mm) de la superficie del tambor.
Por qué ocurre: El mantenimiento reemplaza el conector de la boquilla durante un apagado sin revisar los planos originales de diseño. El nuevo colector se suelda "aproximadamente" en la misma posición.
Impacto: Un montaje demasiado cercano genera una fuerza de impacto excesiva que puede desalojar fibras y erosionar la cubierta del tambor. Montar demasiado lejos reduce la fuerza de impacto y crea patrones de pulverización más anchos y débiles con poca penetración.
Fijación de campo: Verifica la distancia de distancia con una cinta métrica en 3 puntos a lo largo de cada encabezado. El objetivo estándar es H = 8-12 pulgadas (200-300 mm) para toberas hidráulicas de ventilador a 40-60 PSI.
6.2 Ángulo de pulverización desalineado
El problema: Las boquillas giraban para que el ventilador no estuviera perpendicular al eje del tambor: las bandas de pulverización se vuelven diagonales, creando huecos.
Por qué ocurre: Las boquillas se enroscan en los colectores sin pasadores de alineación. La tolerancia de rosca permite una rotación de ±30°.
Impacto: Puede reducir la cobertura efectiva en un 20-40%, creando vetas sin lavar en la alfombra que se manifiestan como variaciones de brillo o limpieza en la pulpa final.
Corrección en campo: Instalar boquillas con planos de alineación o usar cuerpos con llaves de orientación integradas. Después de la instalación, verifica la alineación del pulverizador con una prueba de agua a baja presión (pasa el tambor al 10% de velocidad, confirma visualmente que las bandas de pulverización están paralelas al eje del tambor).
6.3 Distribución de flujo desequilibrada
El problema: La primera tobera en un colector fluye a la velocidad de diseño, pero la última solo cuela entre el 60 y el 70% de lo esperado.
Por qué ocurre: Tubería de cabecera de tamaño inferior: la velocidad en el colector de suministro crea una caída de presión a lo largo de toda la longitud.
Impacto: Distribución desigual del agua de lavado a lo largo del ancho del tambor, con las zonas finales sublavadas.
Corrección de campo: Revisa el diámetro de la tubería de cabecera según la regla general: el ID de la cabecera debe ser al menos 2× del área total del orificio de la boquilla. Por ejemplo, si tienes 10 boquillas con orificios de 3,5 mm cada una:
Área total del orificio = 10 × π × (3,5 mm / 2)² = 96 mm²
Diámetro mínimo del cabezal = 2√(96 mm²/π) ≈ 22 mm (aproximadamente 1 pulgada)
Si tu cabezal es más pequeño que esto, notarás una caída significativa de presión. Solución: aumentar el tamaño del colector o cambiar a un colector de alimentación central (la alimentación entra en el centro del tambor, fluye hacia ambos bordes).
6.4 Usando el estándar de hilo incorrecto
El problema: Mezclar roscas NPT (cónicas) y BSPP (paralelas) al cambiar toberas.
Por qué ocurre: El mantenimiento pide boquillas "equivalentes" a otro proveedor sin comprobar las especificaciones de la rosca.
Impacto: Mal sellado, fugas y riesgo potencial si la boquilla se rompe bajo presión.
Solución en campo: Estandariza un solo tipo de hilo para toda tu planta. En Norteamérica, el NPT de 1/4" es el más común para las boquillas de lavadora de pulpa. En los molinos de Europa y Asia-Pacífico, la BSPP de 1/4" (G1/4) es estándar. Documenta esto en tu base de datos de repuestos y etiqueta físicamente los contenedores de almacenamiento de las boquillas.
7. Resolución de problemas de baja eficiencia de lavado
Tabla 4: Solución sistemática de problemas para un bajo rendimiento de lavado
| Síntoma | Causa raíz probable | Prueba diagnóstica | Acciones correctivas |
|---|---|---|---|
| Ratio de desplazamiento bajando entre un 5 y un 10% en 3-6 meses | Desgaste gradual de la tobera, ampliación de orificios | Mide el caudal de boquillas individuales; Comparar con la nueva especificación de la tobera | Cambiar las boquillas cuando el caudal supere el 115% del diseño |
| Caída repentina en la eficiencia del lavado tras el mantenimiento | Boquillas instaladas al revés o desalineadas | Inspección visual durante una prueba a baja velocidad | Reinstalar con la orientación adecuada |
| Alta eficiencia de lavado en los bordes, pobre en el centro en 1/3 | Boquillas centrales obstruidas o caída de presión en el cabezal | Revisa los manómetros en la entrada y salida del cabecero; inspeccionar los orificios de la boquilla | Limpiar o reemplazar las boquillas obstruidas; verificar tamaño de cabecera |
| Lavar bien justo después de ducharse, pero mala dilución en la salida del tanque | Tiempo insuficiente de retención del cuba (sobrecapacidad) | Calcular el tiempo real de retención; comprobar si hay cortocircuitos | Reducir la velocidad del tambor o aumentar el nivel del tanque (si la capacidad de vacío lo permite) |
| Patrón de lavado con rayas (alternando bandas buenas y malas) | Boquillas faltantes o pulverización congelada (acumulación de incrustaciones) | Imagen térmica de los alcabeceros de la ducha (la escala indica el frío) | Colectores de desescala; considere la filtración en el suministro de aguas bravas |
| Pérdida de fibra aumentando con nuevas duchas de alta presión | Estera de desmontaje con fuerza de impacto excesiva | Reducir la presión de 80 a 50 PSI; Medir el cambio de consistencia en aguas bravas | Optimizar la presión al mínimo necesario para la penetración |
Recomendación de monitorización proactiva: Instalar caudalímetros en cada cabezal de ducha y registrar los datos semanalmente. Un aumento gradual del flujo del 10-15% durante varios meses indica desgaste; un salto brusco sugiere una avería de la boquilla o un desatasco de obstrucción. Este sistema de alerta temprana suele amortizarse en menos de un año detectando problemas antes de que afecten significativamente a la producción.
! Cabezal de tobera de prueba de flujo 6
{kind=link}
8. Preguntas frecuentes
P: ¿Puedo mezclar diferentes ángulos de pulverización en la misma ducha para optimizar la distribución del flujo?
R: No se recomienda. Aunque técnicamente es posible, mezclar ángulos de pulverización hace casi imposible mantener una superposición consistente y crea patrones de interacción complejos. Mejor enfoque: usa ángulos de pulverización uniformes pero varía los caudales de la boquilla (por el tamaño del orificio) si necesitas una aplicación diferencial a lo largo del ancho del tambor.
P: ¿Con qué frecuencia deben cambiarse las toberas en el servicio típico de Kraft Mill?
R: Con boquillas de acero inoxidable endurecido (17-4 pH): cada 6-12 meses. Con cerámica o carburo: cada 2-5 años. La clave es establecer un programa de monitorización del flujo—reemplazar cuando el caudal medido supere el 115% de la nueva especificación de tobera, en lugar de esperar a un intervalo calendario.
P: ¿Cuál es la mejor manera de limpiar boquillas parcialmente atascadas?
R: Remojar en una solución cáustica tibia (60-70°C) (2-4% de NaOH) durante 30-60 minutos, luego enjuagar con agua limpia. La limpieza ultrasónica es aún más eficaz para la acumulación de incrustaciones y fibras. Nunca uses herramientas metálicas para raspar orificios: esto daña los bordes de precisión y arruina la uniformidad del patrón de pulverización.
P: ¿Hay que filtrar el agua de la ducha antes que las boquillas?
R: Para boquillas con orificios inferiores a 2,0 mm, sí—usa coladores de malla de 60-80 (aberturas de 250-180 micras) en la línea de suministro de cada cabezal de ducha. Para las típicas boquillas de ventilador de lavadora de pulpa (orificios de 2,5-4,0 mm), la filtración es opcional, pero sí extiende la vida útil de la boquilla en un 20-30% al eliminar grandes grumos de fibra y restos.
P: ¿Puedo aumentar la velocidad de aplicación del agua de lavado simplemente subiendo la presión?
R: Solo en cierta medida. Recuerda que Q = k√P, así que aumentar la presión de 50 a 80 PSI (1,6× presión) solo incrementa el caudal en 1,26×. Además, una mayor presión acelera el desgaste. Si necesitas mucha más agua de lavado, añade boquillas o cambia a modelos de mayor caudal.
P: ¿Qué hace que el ángulo de pulverización se estreche a medida que se desgastan las boquillas?
R: A medida que el orificio se erosiona y se vuelve menos nítido, el spray pasa de un ventilador limpio y plano a un patrón más similar al de un chorro. Una vez que el ángulo de pulverización baja del 70% de la especificación original (por ejemplo, una boquilla de 80° que produce un patrón de 55°), aparecen huecos de cobertura y la eficiencia del lavado disminuye notablemente. Esto suele ser el detonante para el reemplazo.
9. Conclusión y siguientes acciones
Optimizar la disposición de toberas en forma de abanico en las arandelas de pulpa es, fundamentalmente, un ejercicio de geometría hidráulica y economía de materiales. Las claves de ingeniería son:
Diseña para un solapamiento de pulverización del 20-30% para compensar el estrechamiento de los bordes del patrón y proporcionar margen para los cambios inducidos por el desgaste.
Calcular los requisitos totales de flujo del sistema incluyendo la rotación del tambor y el lavado en varias etapas, no solo un colector único.
Selecciona los materiales en función del coste total de propiedad, no del precio inicial de compra: las boquillas cerámicas y de carburo se amortizan en meses gracias a la reducción del trabajo de reemplazo y una mejor consistencia al lavado.
Monitoriza sistemáticamente los caudales para detectar el desgaste antes de que afecte a la producción; un aumento del 15% es tu señal de alerta temprana.
A partir de los datos de campo que hemos recopilado en decenas de instalaciones, los molinos que implementan un diseño adecuado de espaciado entre boquillas y un monitoreo proactivo del desgaste logran de forma constante una mejora del 2-4% en la eficiencia del lavado. En un molino típico de 1000 ADMT/día, eso se traduce en aproximadamente 150.000-300.000 dólares al año en reducción de costes químicos de blanqueo y mejora del rendimiento de la pulpa.