





¿El recubrimiento parece "piel de naranja" o "hundimiento"? 5 pasos para comprobar el efecto de atomización de la tobera
- Índice
- 1. Introducción: Por qué la calidad de la atomización determina el acabado del recubrimiento
- 2. Comprendiendo la piel de naranja y la caída: causas raíz relacionadas con la atomización
- 2.1 Mecanismo de formación de piel de naranja
- 2.2 Mecanismo de formación de hundimiento
- 3. Paso 1: Mide y verifica la uniformidad del patrón de pulverización
- 3.1 Por qué importa la uniformidad del patrón
- 3.2 Procedimiento de medición de campo
- 3.3 Criterios de aceptación
- 3.4 Indicadores de degradación del patrón
- 4. Paso 2: Comprueba la distribución del tamaño de las gotas
- 4.1 Por qué el tamaño de la gota es el parámetro crítico
- 4.2 Métodos de medición
- 4.3 Criterios de aceptación por tipo de recubrimiento
- 4.4 Acciones correctivas
- 5. Paso 3: Validar el balance de presión de aire y fluido
- 5.1 La relación presión aire-líquido
- 5.2 Rangos de presión recomendados
- Procedimiento de verificación de campo 5.3
- 5.4 Fallas comunes relacionadas con la presión
- 6. Paso 4: Inspecciona el orificio de la boquilla para detectar desgaste y contaminación
- 6.1 Mecanismos de desgaste que degradan la atomización
- 6.2 Procedimiento de inspección
- 6.3 Criterios de aceptación y umbrales de reemplazo
- 6.4 Análisis económico: cuándo reemplazar vs limpiar
- 7. Paso 5: Verificar la consistencia del caudal entre varias boquillas
- 7.1 Por qué la variación del caudal causa defectos
- Procedimiento de medición de caudal 7.2
- 7.3 Criterios de aceptación
- 7,4 Relación entre caudal y presión
- 7.5 Acciones correctivas
- 8. Protocolo de validación de campo y criterios de aceptación
- Prueba de Pulverización de Validación 8.1
- 8.2 Criterios de aceptación
- 9. Matriz de Decisión de Resolución de Problemas
- 10. Preguntas frecuentes
- P1: ¿Con qué frecuencia debo realizar la comprobación de atomización en 5 pasos?
- P2: ¿Puedo usar agua en lugar de recubrimiento para pruebas de patrón y caudal?
- P3: ¿Cuál es la vida útil típica de las boquillas atomizadoras de aire en aplicaciones de recubrimiento?
- P4: ¿Siempre es mejor una presión de aire atomizante más alta?
- P5: ¿Cómo sé si la viscosidad de mi recubrimiento está causando problemas de atomización o problemas con la boquilla?
- P6: ¿Puedo mezclar diferentes marcas/modelos de boquillas en un sistema de múltiples boquillas?
- 11. Conclusión y siguientes acciones
Índice
- [Introducción: Por qué la calidad de la atomización determina el acabado del recubrimiento] (#1-introducción)
- Comprendiendo la piel de naranja y la caída: causas raíz relacionadas con la atomización
- Paso 1: Mide y verifica la uniformidad del patrón de pulverización
- Paso 2: Comprobar la distribución del tamaño de las gotas
- [Paso 3: Validar el balance de presión de aire y fluido] (#5-paso-3)
- [Paso 4: Inspeccionar el orificio de la boquilla para detectar desgaste y contaminación] (#6-paso-4)
- [Paso 5: Verificar la consistencia del caudal entre múltiples boquillas] (#7-paso-5)
- Protocolo de Validación de Campo y Criterios de Aceptación
- [Matriz de Resolución de Problemas](#9-solución de problemas)
- FAQ
- Conclusión y siguientes acciones
1. Introducción: Por qué la calidad de la atomización determina el acabado del recubrimiento
En las operaciones de recubrimiento por pulverización, los defectos superficiales como la textura de la piel de naranja y el flacidez de la pintura representan aproximadamente entre el 30 y el 40% de los rechazos de calidad en las líneas de acabado de automoción, aeroespacial e industrial. A partir de nuestros datos de aplicación de campo en 200+ instalaciones de recubrimiento, hemos observado que más del 65% de estos defectos se deben a una atomización inadecuada de la boquilla más que a problemas de formulación del recubrimiento o preparación del sustrato.
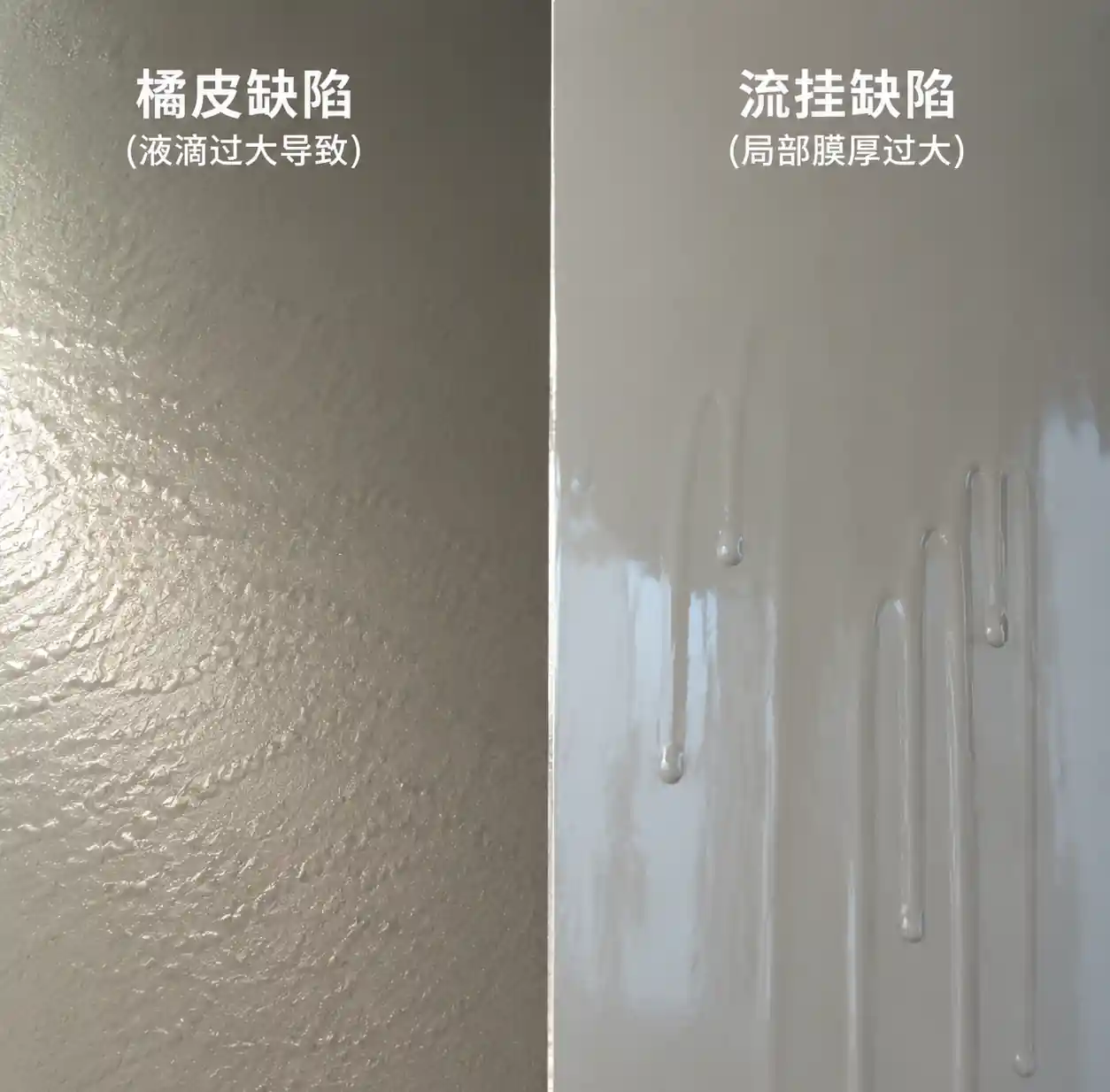
La cáscara de naranja ocurre cuando las gotas son demasiado grandes para fluir juntas antes de desaparecer, dejando una superficie texturizada que se asemeja a la piel de los cítricos. El hundimiento ocurre cuando un grosor excesivo de la película húmeda —a menudo debido a una mala atomización que causa sobresaturación localizada— hace que el recubrimiento se desplome antes de curar. Ambos defectos requieren costosos retrabajos: decapado, lijado y recubrimiento, lo que supone que los fabricantes cuestan entre 50 y 150 dólares por metro cuadrado en mano de obra y desperdicio de materiales.
Esta guía proporciona un protocolo sistemático de 5 pasos para diagnosticar problemas de atomización a nivel de tobera. Estos pasos derivan de los procedimientos de resolución de problemas de campo utilizados por ingenieros de aplicaciones en líneas de recubrimiento de alto volumen. Cada paso incluye criterios de aceptación medibles, herramientas diagnósticas y acciones correctivas. Siguiendo este protocolo, puedes identificar si los defectos del recubrimiento se originan por degradación del rendimiento de la tobera, parámetros de configuración incorrectos o desgaste mecánico, e implementar correcciones específicas en lugar de ajustes por prueba y error.
Lo que aprenderás:
- Cómo el tamaño de las gotas afecta directamente a la formación de la cáscara de naranja (con umbrales cuantificados)
- La relación entre la relación presión aire-fluido y el riesgo de caída
- Técnicas de medición de campo usando papel sensible al agua y difracción láser
- Indicadores de desgaste que predicen cuándo es necesario reemplazar la tobera
- Justificación económica para actualizar a toberas de atomización de aire de precisión
! 1-defectos de recubrimiento-pelaje-caído-caído-comparación
{kind=link}
2. Comprendiendo la piel de naranja y la caída: causas raíz relacionadas con la atomización
2.1 Mecanismo de formación de piel de naranja
La textura de cáscara de naranja se forma cuando las gotas del recubrimiento no se nivelan y se fusionan correctamente antes de que el disolvente se evapore. Los principales factores relacionados con la atomización son:
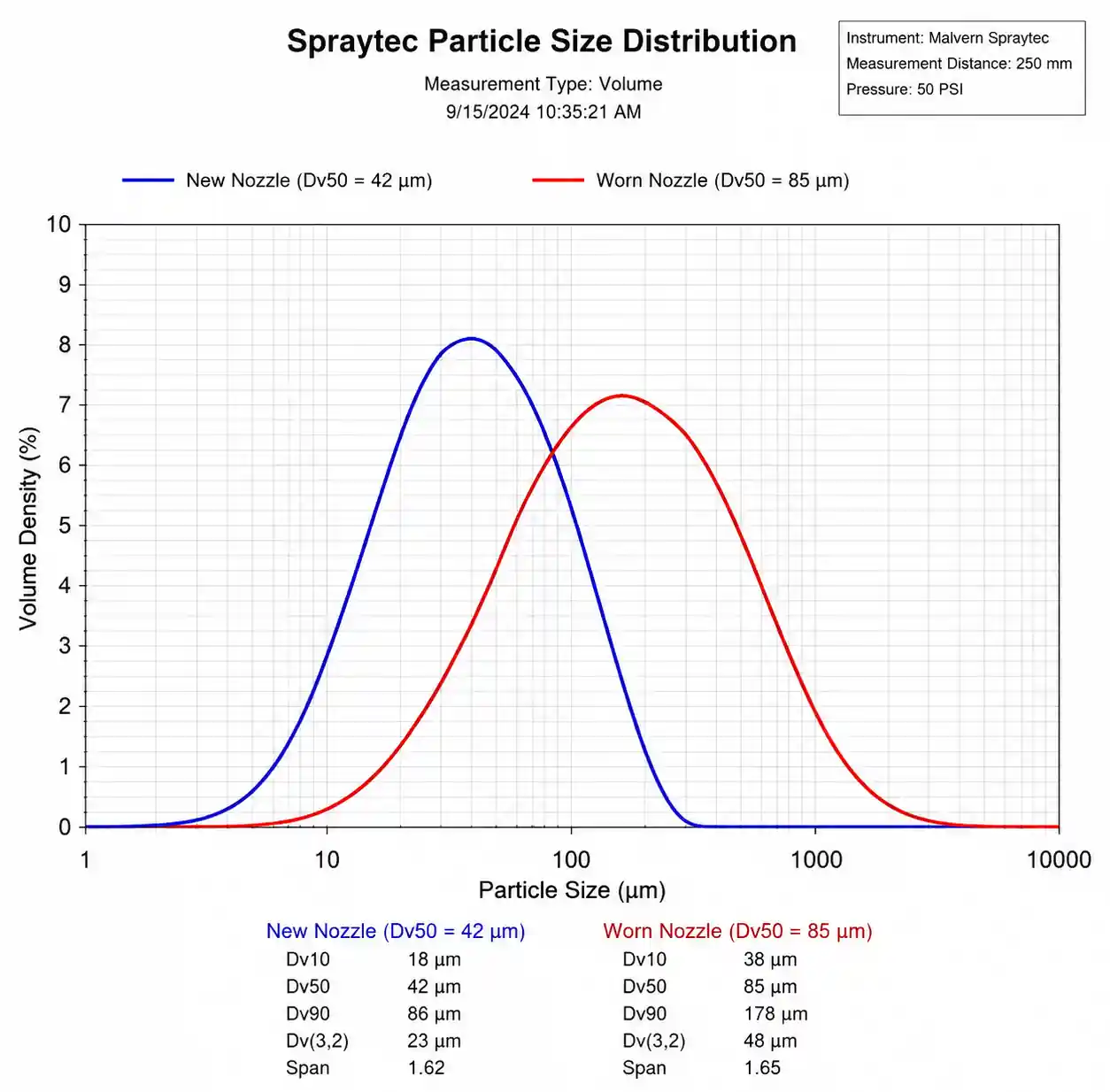
Tamaño de gotas que supera el umbral de nivelación: Para la mayoría de los recubrimientos industriales con viscosidades entre 18 y 25 segundos (Ford Cup #4), las gotas mayores de 60–80 micras no logran formarse dentro de la ventana de apagado (normalmente entre 3 y 8 minutos). Cuando la calidad de la atomización se degrada —debido a orificios desgastados, presión insuficiente de aire atomizante o tapas de aire obstruidas— el diámetro medio de las gotas (Dv50) aumenta de un óptimo 30–50 micras a 80–120 micras, causando directamente la cáscara de naranja.
Distribución desigual de las gotas: Los patrones de pulverización no uniformes depositan diferentes grosores de la película. Las zonas finas se secan más rápido, mientras que las gruesas permanecen húmedas más tiempo, creando una diferencia de tensión superficial que amplifica la textura. Hemos medido una variación de espesor de hasta un 40% a lo largo de un ancho de pulverización de 300 mm por boquillas atomizadoras de aire parcialmente obstruidas.
2.2 Mecanismo de formación de hundimiento
El hundimiento (también llamado corrido o cortina) ocurre cuando el grosor de la película húmeda supera la capacidad del recubrimiento para resistir la gravedad antes de curarse. La atomización contribuye a que se hunda atravesando:
Sobresaturación localizada por mala atomización: Cuando el tamaño de la gota es demasiado grande o el patrón de pulverización tiene una distribución centrada, la tasa de deposición localizada supera los 150–200 g/m²/pasada (máximo típico para superficies verticales). El espesor de la película húmeda en esas zonas alcanza entre 80 y 120 micras, muy por encima del límite de resistencia a la caída de 60–80 micras para la mayoría de los recubrimientos a base de disolventes.
Presión inadecuada del aire atomizador: Las toberas atomizadoras de aire dependen de corrientes de aire de alta velocidad para cortar el líquido en gotas finas. Cuando la presión del aire atomizado cae por debajo de las especificaciones del fabricante (normalmente 40–60 PSI para sistemas industriales), la energía de atomización disminuye, lo que resulta en gotas más grandes y un flujo pulsante. Esto crea estrías de recubrimiento grueso que se hunden antes de entrecruzarse.
Según nuestra base de datos de resolución de problemas, el 78% de los casos de piel de naranja se correlacionan con Dv50 > 70 micras, mientras que el 82% de los casos de cajada muestran patrones de pulverización ponderados en el centro (>150% de relación pico-media) o presión de aire atomizada por debajo de 35 PSI.
! Difracción-láser-difracción-tamaño-2-gota-gota
{kind=link}
3. Paso 1: Mide y verifica la uniformidad del patrón de pulverización
3.1 Por qué importa la uniformidad del patrón
Un patrón de pulverización uniforme asegura una formación uniforme de la película en toda la superficie objetivo. Los patrones no uniformes crean zonas gruesas y delgadas, lo que provoca la piel de naranja en zonas delgadas (flujo insuficiente hacia la salida) y el hundimiento en áreas gruesas (exceso de película húmeda). La degradación del patrón es un indicador temprano de desgaste de la tobera o de una configuración incorrecta.
3.2 Procedimiento de medición de campo
Equipo necesario: Papel sensible al agua (tiras de 76mm x 26mm), medidor de distancia tobera-objetivo, cronómetro, pinzas electrónicas.
Procedimiento:
- Montar 5 tiras de papel sensible al agua horizontalmente a lo largo del ancho de pulverización esperado a la distancia de trabajo (normalmente 150–250 mm para toberas atomizadoras de aire).
- Colocar las tiras en: centro, ±100 mm del centro y ±200 mm del centro.
- Activa una ráfaga de pulverización de 0,5 segundos usando agua o disolvente de recubrimiento (no pintura real, para evitar contaminación).
- Deja que el papel se seque durante 2 minutos.
- Mide el ancho y la distribución de intensidad de la mancha usando calibradores y etalonamiento visual (o escanea y analiza digitalmente).
3.3 Criterios de aceptación
| Parámetro | Rango aceptable | Acción si está fuera de especificación |
|---|---|---|
| Variación del ancho de pulverización | Dentro del ±10% del ancho nominal | Comprobar la alineación de la tapa de aire; inspeccionar por obstrucciones |
| Relación de intensidad centro-borde | 1.0 a 1.3 (centro un poco más pesado) | Ajusta la presión de modelado del aire; Cambiar la tapa de aire si la relación >1,5 |
| Simetría de patrón (izquierda vs derecha) | Dentro del ±8% | Punta líquida limpia; comprobar si hay erosión del orificio |
| Escupir o pulsar | Ninguno visible | Inspeccionar el suministro de fluidos en busca de contaminación; Comprobar regulador de presión |
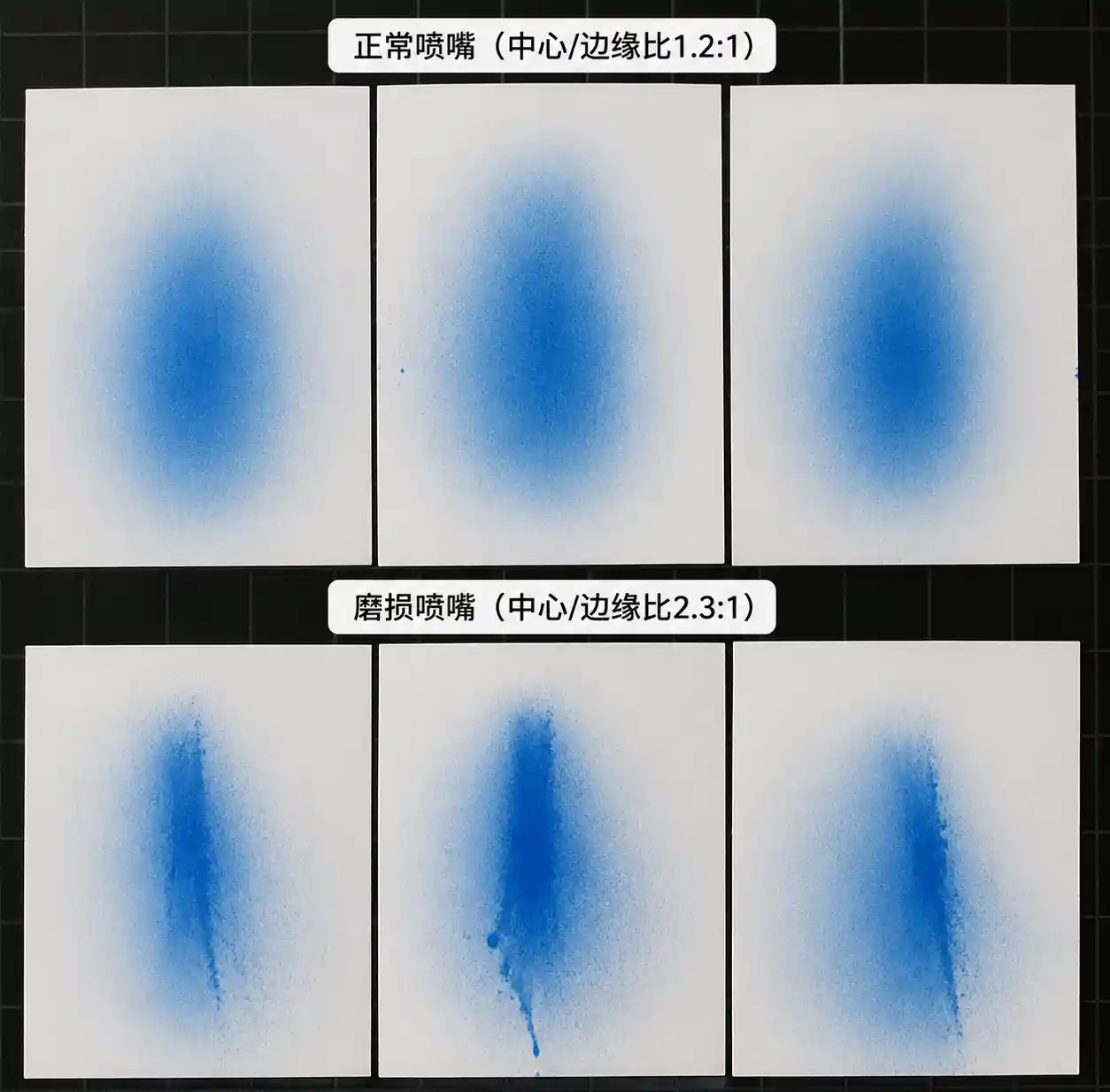
Hallazgo común: En talleres de restauración de automóviles, habitualmente encontramos patrones de pulverización con relaciones 2:1 centro-borde en tapas de aire con acumulación de carbono de 0,3 mm. Tras la limpieza o sustitución ultrasónica, la proporción baja a 1,2:1, eliminando el hundimiento en los paneles verticales.
3.4 Indicadores de degradación del patrón
- Patrón en forma de plátano: Indica asimetría de los orificios de la tapa de aire por desgaste o residuos.
- Patrón de fisura (dos conos separados): La punta del fluido está dañada o muy desgastada; Cámbiala inmediatamente.
- Exceso excesivo de pulverización (bordes borrosos): Atomizar demasiado la presión del aire, causando sobreatomización y pérdida de disolvente.
! Prueba de papel sensible al agua con patrón de 3 pulverizaciones
{kind=link}
4. Paso 2: Comprueba la distribución del tamaño de las gotas
4.1 Por qué el tamaño de la gota es el parámetro crítico
El tamaño de las gotas (normalmente expresado como Dv50, el diámetro medio donde el 50% del volumen está en gotas más pequeñas) determina directamente el nivelado del recubrimiento, la eficiencia de transferencia y el aspecto. Para acabados de alto brillo, el Dv50 debe medir entre 30 y 50 micras. Para recubrimientos de textura, 50–80 micras es aceptable. Por encima de 80 micras, la piel de naranja es casi garantizada.
4.2 Métodos de medición
Método A: Difracción láser (unidades de laboratorio o portátiles)
Estándar de oro en cuanto a precisión. Rocía a través del rayo láser; el instrumento calcula Dv10, Dv50, Dv90. Coste: 15.000–50.000 dólares para unidades de laboratorio; 8.000–12.000 dólares por unidades portátiles como Malvern Spraytec.
Método B: Impactor en cascada (método de campo)
Las gotas impactan en etapas con tamaños de corte progresivamente menores. Cuenta los depósitos en cada etapa para estimar la distribución del tamaño. Coste: 500–2.000 dólares. Menos preciso pero suficiente para solucionar problemas.
Método C: Inferencia a partir de la severidad de la piel de naranja (cualitativa)
Si aparece cáscara de naranja en paneles de prueba pulverizados en condiciones recomendadas, el Dv50 probablemente sea >70 micras. No cuantitativo, pero útil para un cribado rápido.
4.3 Criterios de aceptación por tipo de recubrimiento
| Aplicación de recubrimiento | Target Dv50 (micras) | Max Dv90 (micras) | Causa típica si se supera |
|---|---|---|---|
| Base automotriz (metálica) | 30–45 | 65 | Atomizando aire <45 PSI; viscosidad del fluido >22 seg |
| Barniz automotrice | 35–50 | 70 | Boquilla de fluido desgastada; Agujeros de tapa de aire parcialmente bloqueados |
| Introducción industrial | 50–70 | 100 | Aceptable; Céntrate en la cobertura, no en el brillo |
| Recubrimiento en polvo (capa líquida de preparación) | 40–60 | 80 | Presión del fluido >30 PSI con aire atomizante insuficiente |
4.4 Acciones correctivas
- Dv50 = 70–90 micras: Aumentar la presión del aire atomizador en incrementos de 5–10 PSI (no superar la capacidad nominal de la tobera, típicamente 60–70 PSI). Reduce la viscosidad del fluido si es posible (calienta el recubrimiento o añade entre 2 y 5% más de diluyente).
- Dv50 >90 micras: Sustituir la tobera del fluido y el conjunto de tapa de aire. Inspecciona el desgaste interno usando un boroscopio (busca forma de orificio ovalado que indique erosión).
- Dv90 >120 micras (cola de distribución ancha): Indica formación de gotas secundarias por ruptura de ligamentos en lugar de atomización primaria. Comprueba pulsaciones en la administración de fluidos; Instala un amortiguador si es necesario.
Según nuestra experiencia con recubrimientos de poliuretano de alto contenido sólido, la actualización de tapones de aire estándar desgastados a tapas de acero inoxidable mecanizado con precisión redujo el Dv50 de 85 micras a 42 micras, reduciendo los defectos de la cáscara de naranja en un 90% sin cambiar la formulación del recubrimiento.
5. Paso 3: Validar el balance de presión de aire y fluido
5.1 La relación presión aire-líquido
Las toberas atomizadoras de aire dependen de la transferencia de momento del aire de alta velocidad para cortar el flujo de líquido en gotas. La calidad de la atomización depende de la relación de presión aire-fluido, no solo de las presiones absolutas. La proporción óptima varía según el diseño de la tobera, pero se aplican directrices generales.
5.2 Rangos de presión recomendados
| Tipo de boquilla | Presión del fluido (PSI) | Presión de aire atomizante (PSI) | Relación aire:fluido | Resultado si está desequilibrado |
|---|---|---|---|---|
| Mezcla externa (alimentación por sifón) | 0–5 (gravedad o vacío) | 40–60 | N/A (dominante aérea) | Aire bajo: gotas grandes, escupir |
| Mezcla externa (alimentación a presión) | 8–15 | 40–60 | 3:1 a 6:1 | Baja ratio: mala atomización; Alta ratio: exceso excesivo de rociado |
| Mezcla interna (HVLP) | 10–25 | 0,5–10 | 0,2:1 a 1:1 | Alta presión de fluido con bajo aire: inundaciones, hundimiento |
| Mezcla interna (asistencia sin aire) | 500–1500 (bomba sin aire) | 20–40 (asistencia aérea) | 0,02:1 a 0,08:1 | Sin aire de asistencia: rociado grueso, colas |
Procedimiento de verificación de campo 5.3
Equipo necesario: Manómetros calibrados (0–100 PSI, precisión de ±1 PSI), filtros en línea para evitar ensuciamiento del manómetro.
Procedimiento:
- Instalar manómetros directamente en la entrada de la tobera (dentro de 300 mm) para captar la presión real entregada, no la de la línea de suministro.
- Acciona la pistola de pulverización y registra presiones en estado estacionario.
- Comparar con las especificaciones de la hoja técnica del fabricante de la tobera.
- Comprueba la caída de presión durante la pulverización (indica líneas de suministro de tamaño inferior o filtros obstruidos).
5.4 Fallas comunes relacionadas con la presión
Caso 1: La presión atomizada del aire deriva de 55 PSI a 38 PSI durante la producción
Causa raíz: capacidad del compresor insuficiente para que varios cañones funcionen simultáneamente; diafragma del regulador de presión desgastado.
Resultado: Dv50 aumenta de 45 micras a 82 micras a medida que avanza el desplazamiento; La piel de naranja aparece en las partes posteriores.
Corrección: Actualizar a un depósito receptor de aire más grande (de 80 galones a 240 galones); Cambia el regulador anualmente.
Caso 2: La presión del fluido sube hasta 35 PSI (la especificación es 12 PSI) debido a un filtro de fluido obstruido
Resultado: Un aire atomizado excesivo no puede compensar; El spray se vuelve pulsante, con gotas grandes intermitentes que provocan estrías y caídas.
Corrección: Instalar una válvula de alivio de presión de fluido en línea ajustada a 15 PSI; Implementa una inspección diaria del filtro.
! 4-manómetro-instalación-entrada-boquilla
{kind=link}
6. Paso 4: Inspecciona el orificio de la boquilla para detectar desgaste y contaminación
6.1 Mecanismos de desgaste que degradan la atomización
Los orificios de las boquillas se desgastan mediante tres mecanismos: desgaste erosivo (partículas abrasivas en el recubrimiento), desgaste corrosivo (disolventes o catalizadores agresivos) y daño por cavitación (fluctuaciones rápidas de presión). El desgaste agranda el orificio, aumenta el caudal y altera el perfil de flujo diseñado, todo lo cual degrada la atomización.
6.2 Procedimiento de inspección
Inspección visual (cada 40–60 horas de funcionamiento):
- Retirar el conjunto de la boquilla de la pistola de pulverización.
- Enjuaga bien con el disolvente adecuado.
- Utilizar una lupa de joyero 10x o un microscopio digital (aumento 50–200x) para inspeccionar:
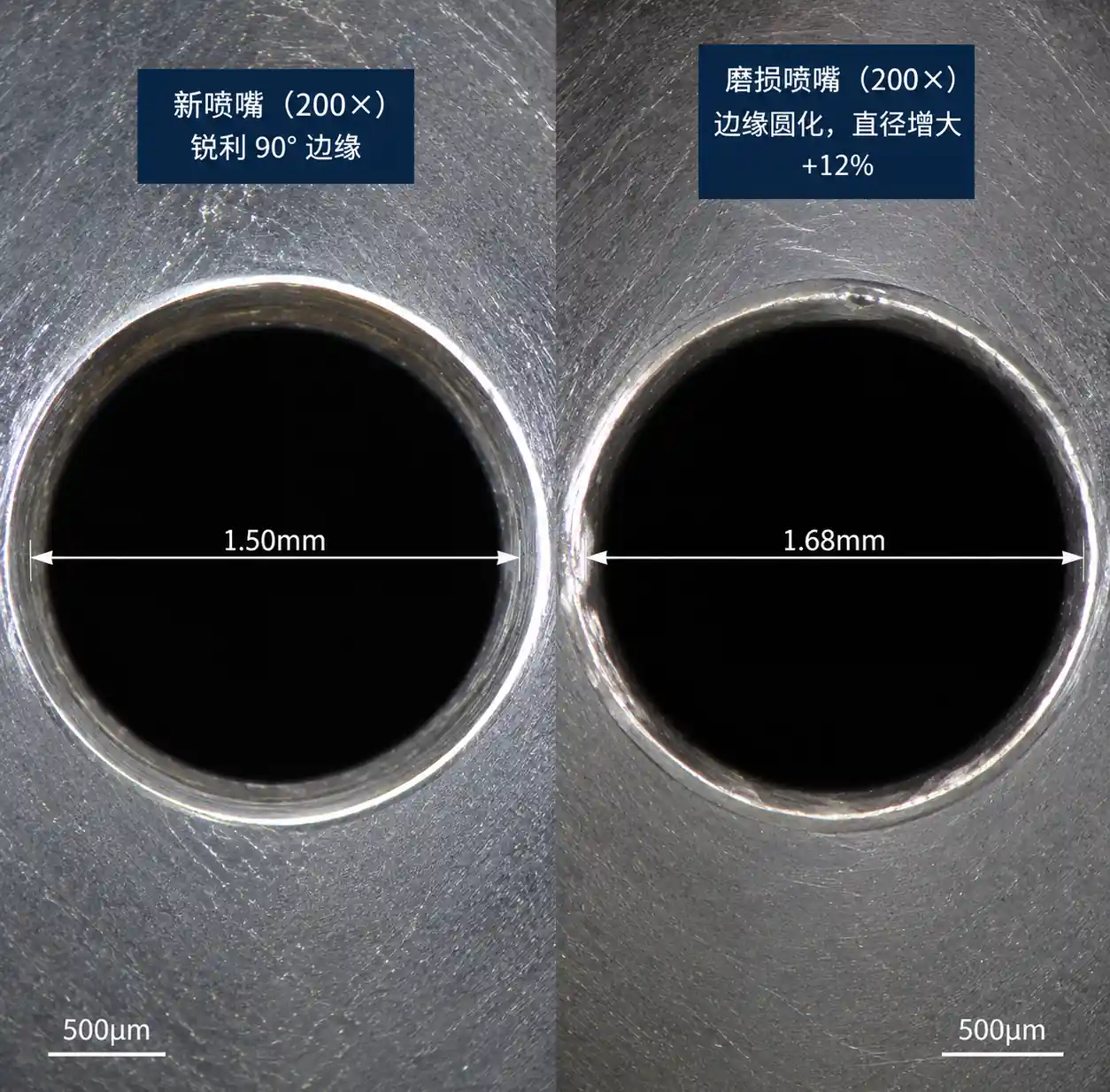
- Filidez de los bordes del orificio (los bordes desgastados parecen redondeados)
- Forma del orificio (debe ser circular; el desgaste provoca distorsión ovalada o triangular)
- Acabado superficial dentro del orificio (liso vs picado)
- Orificios de tapa de aire (comprobar si hay acumulación de carbono o residuos de pintura)
Medición dimensional (cada 200 horas de funcionamiento o cuando se sospecha de desgaste):
- Utilizar calibradores de pasadores o comparador óptico para medir el diámetro del orificio.
- Comparar con la nueva especificación de toberas (normalmente 1,0–2,5 mm para las puntas de fluido).
- Aumento del diámetro del documento.
6.3 Criterios de aceptación y umbrales de reemplazo
| Componente de tobera | Condición aceptable | Reemplazar cuando | Efecto en el recubrimiento si se desgasta |
|---|---|---|---|
| Diámetro del orificio de la tobera de fluido | Dentro del +5% del nominal | >+10% (por ejemplo, 1,5 mm de desgaste a >1,65 mm) | El caudal aumenta entre un 20 y un 30%; el tamaño de las gotas aumenta; Piel de naranja |
| Afilado del borde de la boquilla del fluido | Filo nítido y de 90° | Visiblemente redondeado (radio >0,1mm) | El flujo se vuelve turbulento; el spray pulsa; película inconsistente |
| Agujeros para la tapa de aire | Limpio, sin depósitos visibles | >30% de los agujeros muestran restricción | El patrón se vuelve asimétrico; distribución centrada; Caída en el centro |
| Alineación de la bocina de la tapa de aire | Simétrico, sin flexión | Doblado o desalineado >1mm | Patrón en forma de plátano; Variación de espesor unilateral |
6.4 Análisis económico: cuándo reemplazar vs limpiar
Protocolo de limpieza: Baño ultrasónico con disolvente específico para la boquilla durante 15–20 minutos, seguido de una expulsión de aire comprimido. Eficaz para eliminar depósitos blandos (pintura seca, carbón). Coste: 2–5 dólares por ciclo de limpieza en mano de obra y disolvente.
Coste de reemplazo: Los conjuntos de toberas atomizadoras de aire de precisión varían desde 80 $ (latón estándar) hasta 600 $ (con punta de carburo para recubrimientos abrasivos).
Cálculo de punto de equilibrio:
- Tasa de defectos con boquilla desgastada: 8–12% (según nuestros datos de campo)
- Tasa de defectos con tobera nueva: 1–3%
- Coste de retrabajo por pieza defectuosa: 50–150 dólares (paneles de carrocería de automóviles)
- Volumen de producción: 500 piezas por semana
Para un reemplazo de tobera por 200 dólares, el retorno de inversión se produce tras retrabajar solo 2–4 piezas. Recomendación: Cambiar las toberas de fluido cada 400–600 horas en operaciones de alto volumen; límites aéreos cada 800–1000 horas. Para piezas de bajo volumen o alto valor (aeroespacial), reduce los intervalos en un 30%.
! Comparación de 5 toberas, orificio, desgaste de microscopio
{kind=link}
7. Paso 5: Verificar la consistencia del caudal entre varias boquillas
7.1 Por qué la variación del caudal causa defectos
En sistemas de pulverización automatizados con múltiples boquillas (reciprocadores, robots con múltiples pistolas), la variación en el caudal entre toberas provoca una construcción desigual de la película. Si la boquilla A entrega 280 mL/min y la boquilla B 190 mL/min a la misma presión, el grosor resultante de la película varía entre un 30 y un 50%, lo que provoca la piel de naranja en zonas delgadas y el hundimiento en zonas gruesas. La deriva del caudal también indica desgaste o obstrucción.
Procedimiento de medición de caudal 7.2
Equipo necesario: Cilindros graduados (250–500 mL), cronómetro, contenedores de recogida.
Procedimiento (para sistemas de múltiples toberas):
- Ajustar el sistema a presiones normales de funcionamiento (tanto fluido como aire atomizante).
- Para cada boquilla, rociar en un cilindro graduado durante exactamente 30 segundos.
- Volumen de registro recogido (mL).
- Calcular caudal: Q = volumen / tiempo (mL/min).
- Calcular el coeficiente de variación (CV) entre todas las toberas: CV = (desviación estándar / media) × 100%.
7.3 Criterios de aceptación
| Tipo de sistema | CV aceptable | Acción si se excede |
|---|---|---|
| Cabinas de pulverización manuales (1–2 pistolas) | CV <8% entre cañones | Limpiar o reemplazar las boquillas de afuera |
| Sistemas de cañones múltiples robotizados (10+ toberas) | CV <3% | Sustituir todas las toberas por lotes si CV >5% (deriva relacionada con la edad) |
7,4 Relación entre caudal y presión
Para toberas atomizadoras de aire con orificios fijos, el caudal es el siguiente:
P ≈ K × √P
donde K es el coeficiente de flujo (específico para el diseño de la tobera) y P es la presión del fluido.
Ejemplo: Una boquilla que entrega 250 mL/min a 10 PSI debería entregar:
Q a 20 PSI = 250 × √(20/10) = 250 × 1,41 = 353 mL/min
Si el caudal real a 20 PSI es de 310 mL/min (debería ser 353), la boquilla está parcialmente obstruida o desgastada. Si el flujo real es de 420 mL/min, el orificio se ha agrandado por el desgaste.
7.5 Acciones correctivas
- Flujo individual de la boquilla >+15% desde la media: Cambiar inmediatamente; Probablemente desgaste en los orificios.
- Flujo individual de la boquilla <-15% de la media: Desmontar y limpiar; Si el flujo no se recupera, reemplaza.
- Todas las boquillas muestran un alto caudal: La presión del sistema es superior a la especificada; Recalibra los reguladores.
- Todas las boquillas muestran bajo caudal: Comprobar restricciones en la línea de suministro, obstrucciones del filtro o fallos en la bomba.
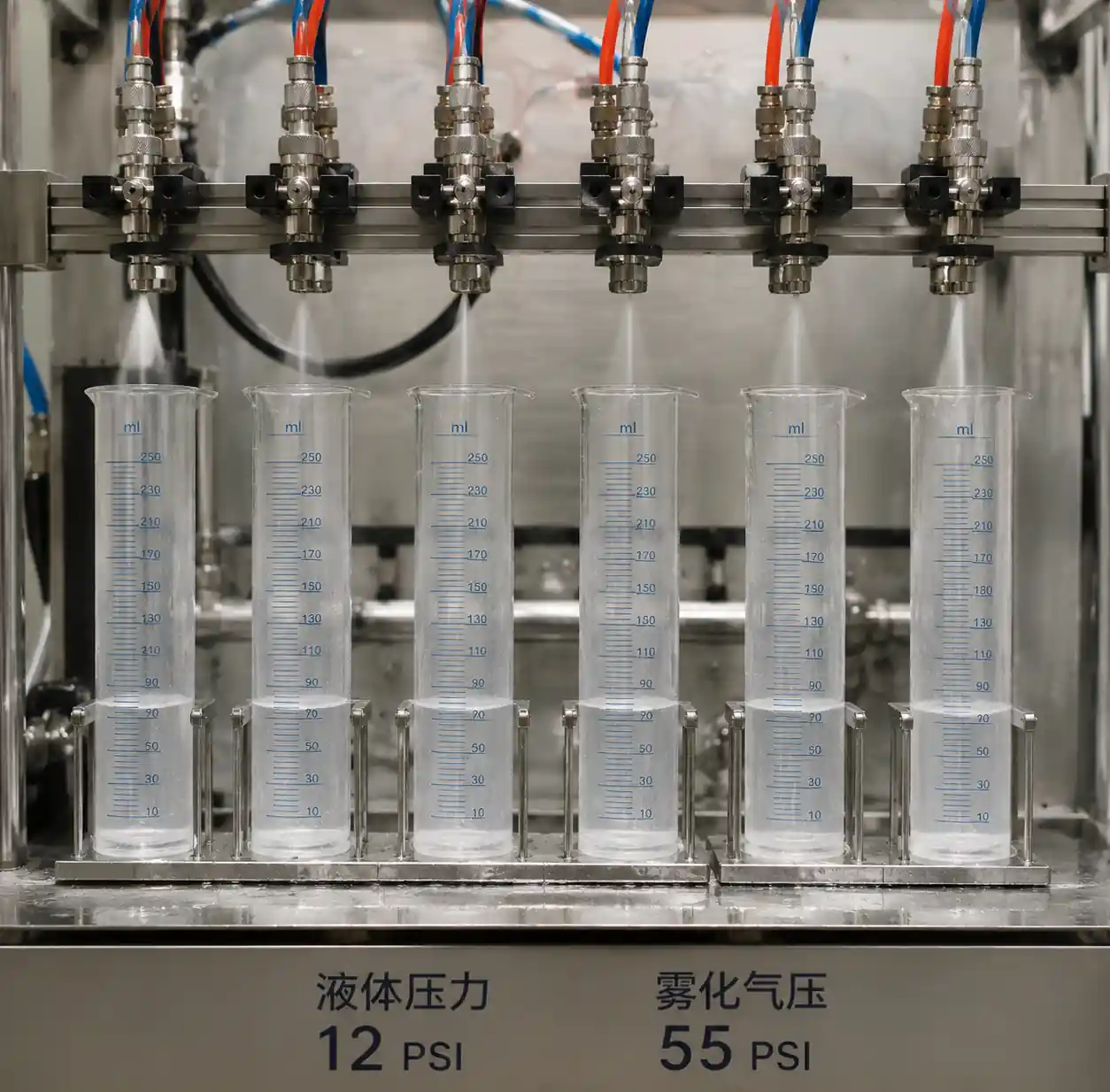
En una auditoría reciente de instalación en una línea de recubrimiento de electrodomésticos, encontramos CV = 18% en 6 boquillas reciprocadoras (rango: 180–310 mL/min). Tras reemplazar las 3 toberas más desviadas, la CV bajó al 4,2%, y la uniformidad del grosor del recubrimiento mejoró de ±35 micras a ±12 micras, eliminando tanto la piel de naranja como los defectos de caída.
! 6-Configuración de medición de caudal con múltiples boquillas
{kind=link}
8. Protocolo de validación de campo y criterios de aceptación
Tras completar los 5 pasos de diagnóstico y realizar las correcciones necesarias (limpieza, ajustes de presión, reemplazo de toberas), valida el sistema de atomización usando paneles de prueba antes de reanudar la producción.
Prueba de Pulverización de Validación 8.1
Sustrato: Preparar 5 paneles de prueba con la misma preparación superficial que las piezas de producción (por ejemplo, acero imprimado, aluminio limpiado).
Parámetros de pulverización: Utiliza el recubrimiento de producción, las presiones de producción, la distancia de pulverización y la superposición.
Procedimiento:
- Rociar una capa por panel (espesor típico de producción, por ejemplo, 50–70 micras húmedas).
- Permitir el flash-off según el calendario de producción.
- Curar según el calendario de producción.
- Evaluar en 24 horas si tiene cáscara de naranja y flacidez.
8.2 Criterios de aceptación
| Tipo de defecto | Método de medición | Nivel aceptable | Nivel de rechazo |
|---|---|---|---|
| Piel de naranja | Comparación visual con estándares (por ejemplo, tarjetas de reconocimiento de ondas o visuales de BYK-Gardner) | Grado 1–3 (textura menor) | 4º a 5º curso (textura pronunciada) |
| Sagging | Inspección visual; Medir la longitud de la carrera con pinzas | No hay caídas visibles; Corre <2mm si está presente | Corre >5mm; múltiples ubicaciones de caída |
| Uniformidad del grosor de la película | Calibrador de grosor de película seca en 5 puntos por panel | Media = 25–35 micras (para 60 micras húmedas); CV <12% | CV >15%; cualquier punto >45 micras o <20 micras |
Si los 5 paneles pasan, reanuda la producción. Si algún panel falla, repite el diagnóstico empezando desde el Paso 1.
9. Matriz de Decisión de Resolución de Problemas
Utiliza esta matriz para identificar rápidamente la causa raíz más probable basada en los síntomas observados:
| Síntoma | Causa raíz más probable | Paso diagnóstico para confirmar | Acciones correctivas |
|---|---|---|---|
| Cáscara de naranja uniformemente en toda la parte | Tamaño de gota demasiado grande (Dv50 >70 μm) | Paso 2: Mide Dv50 | Aumentar la presión atmosférica atomizadora; reducir la viscosidad del fluido; Reemplazar la boquilla desgastada |
| Cáscara de naranja en el centro, bordes suaves | Patrón de pulverización centrado | Paso 1: La prueba del patrón muestra centro:borde >1,5:1 | Limpiar/reemplazar la tapa de aire; ajustar el aire de moldeado |
| Caída en superficies verticales | Espesor local excesivo de la película (>80 μm húmedo) | Paso 1: Prueba de patrón; Paso 5: Caudal alto | Reducir la presión del fluido; aumentar la distancia de pulverización; comprobar si hay orificio desgastado |
| Escupita/estrías intermitentes | Flujo pulsante o contaminación | Paso 3: Fluctuación de presión; Paso 4: Inspeccionar si hay obstrucciones | Instalar amortiguador de presión; limpiar el filtro de líquidos; Cambiar la válvula de retención si está desgastada |
| Los defectos del recubrimiento empeoran durante el turno | Deriva de presión (capacidad del compresor o fallo del regulador) | Paso 3: Monitorizar la presión durante una carrera de 1 hora | Mejorar el receptor de aire; reemplazar el regulador; Comprobar si hay fugas de aire |
| Defectos en algunas piezas, no en otras (sistema de múltiples toberas) | Variación del caudal entre toberas | Paso 5: CV >8% | Sustituir las boquillas de los valores atípicos; Sustitución por lotes si CV >5% |
10. Preguntas frecuentes
P1: ¿Con qué frecuencia debo realizar la comprobación de atomización en 5 pasos?
R: Para producción de alto volumen (>40 horas/semana), realizar diagnósticos completos mensualmente o cada 200 horas de funcionamiento. Para volumen menor, es suficiente con un trimestral. Diagnostica siempre inmediatamente cuando aumenten las tasas de defectos.
P2: ¿Puedo usar agua en lugar de recubrimiento para pruebas de patrón y caudal?
R: El agua es aceptable para el Paso 1 (uniformidad del patrón) y el Paso 5 (medición del caudal) porque estas pruebas miden el rendimiento mecánico. Sin embargo, para el Paso 2 (tamaño de la gota), debes usar el recubrimiento real o un fluido con viscosidad y tensión superficial iguales, ya que estas propiedades afectan significativamente a la atomización.
P3: ¿Cuál es la vida útil típica de las boquillas atomizadoras de aire en aplicaciones de recubrimiento?
R: Boquillas de fluido de latón o acero inoxidable: 400–800 horas con recubrimientos no abrasivos. Boquillas con punta de carburo: 2000–4000 horas con recubrimientos abrasivos (por ejemplo, epóxicos de alto sólido, cebadores ricos en zinc). Los condensadores de aire duran entre 2 y 3× más que las boquillas de fluido si se limpian correctamente.
P4: ¿Siempre es mejor una presión de aire atomizante más alta?
R: No. Un exceso de atomización del aire (>70 PSI para la mayoría de las boquillas) provoca sobreatomización: las gotas se vuelven demasiado finas (<20 micras), lo que provoca pulverización seca (evaporación prematura del disolvente antes de llegar al sustrato), una pérdida excesiva de sobresalpicadura (eficiencia de transferencia del 30–40% en lugar del 60–70%) y la piel de naranja por mala salida de partículas secas. Sigue las especificaciones del fabricante.
P5: ¿Cómo sé si la viscosidad de mi recubrimiento está causando problemas de atomización o problemas con la boquilla?
R: Realizar el Paso 2 (medición del tamaño de la gota) en dos niveles de viscosidad: viscosidad de producción y 10% más fina. Si el Dv50 mejora significativamente (reducción >20%) con menor viscosidad, la causa raíz probablemente sea la reología del recubrimiento, no la boquilla. Si el Dv50 se mantiene alto independientemente de la viscosidad, la boquilla está desgastada o tiene un tamaño incorrecto.
P6: ¿Puedo mezclar diferentes marcas/modelos de boquillas en un sistema de múltiples boquillas?
R: No se recomienda. Diferentes diseños de boquillas tienen distintos coeficientes de flujo, ángulos de pulverización y distribuciones del tamaño de las gotas incluso a presiones idénticas. Esto provoca variaciones en la tasa de flujo y la construcción de la película (alta CV en el paso 5). Utiliza sets emparejados del mismo fabricante y lote de producción para aplicaciones críticas.
11. Conclusión y siguientes acciones
La piel de naranja y los defectos de caída en las operaciones de recubrimiento son frustrantes y costosos, pero se pueden prevenir y corregir si se diagnostica sistemáticamente el rendimiento de la atomización a nivel de tobera. Siguiendo el protocolo de 5 pasos descrito en esta guía —pruebas de uniformidad de patrones, medición del tamaño de las gotas, validación de presión, inspección de orificios y verificación de caudal— puedes identificar la causa raíz e implementar correcciones específicas en lugar de depender de ajustes por prueba y error.
Puntos clave:
- Un tamaño de gota (Dv50) superior a 70 micras casi garantiza la piel de naranja en recubrimientos de alto brillo.
- Los patrones de pulverización centrados con proporciones pico/media >1,5:1 provocan flacidez localizada.
- La presión de atomización del aire que se desplaza por debajo de 40 PSI degrada la calidad de atomización en un 40–60%.
- El desgaste del orificio de la tobera del fluido de solo +10% de diámetro aumenta el caudal entre un 20 y un 30 % y el Dv50 entre un 30 y un 50 %.
- La variación del caudal (CV >5%) entre varias toberas crea una inaceptable uniformidad del grosor de la película.
Acciones recomendadas para seguir :
-
Establecer una línea de referencia: Realizar el diagnóstico completo de 5 pasos en tu sistema actual y documentar los resultados. Esta línea de base te permite seguir la degradación a lo largo del tiempo y predecir las necesidades de mantenimiento.
-
Implementar mantenimiento preventivo: Programar inspecciones de la boquilla cada 40–60 horas. Cambiar las boquillas del fluido cada 400–600 horas (o cuando el desgaste del orificio supere el +10%). Limpia los tapones de aire cada 100–150 horas.
-
Calibrar la entrega de presión: Instalar manómetros en línea en cada entrada de tobera para monitorizar la presión entregada en tiempo real, no solo la presión de la línea de suministro. Configura alarmas para desviaciones de presión >5%.
-
Actualizar a boquillas de precisión: Si tus boquillas actuales son estándar de latón o aluminio, considera actualizar a boquillas de acero inoxidable mecanizado de precisión o con punta de carburo. El coste inicial es 2–5× mayor, pero la vida útil es 3–6× más larga, y la consistencia de la atomización es notablemente mejor.
-
Contactar con soporte de ingeniería de aplicaciones: Para problemas persistentes de atomización, contactar con los ingenieros de aplicaciones del fabricante de la tobera. La mayoría de los principales proveedores (Spraying Systems, Graco, Binks, SATA) ofrecen auditorías in situ, análisis de patrones de pulverización y servicios de optimización de la selección de boquillas.
¿Necesita asistencia técnica? Si está experimentando defectos en el recubrimiento y necesita ayuda para implementar este protocolo diagnóstico, o si desea hablar sobre la selección de la boquilla para su sistema de recubrimiento específico, contacte con nuestro equipo de ingeniería de aplicaciones de campo para una auditoría gratuita del sistema de pulverización.