





Sistemas CIP (Clean-in-Situ) en la industria alimentaria: ¿Cómo seleccionar bolas de pulverización giratorias?
- Índice
- 1. Introducción: Por qué la selección de bolas de pulverización afecta directamente a la eficiencia y cumplimiento de la limpieza
- 2. Parámetros clave de limpieza en sistemas CIP
- 2.1 Fuerza de impacto: El indicador central para eliminar residuos persistentes
- 2.2 Cobertura: Evitar limpiar los puntos ciegos
- 2.3 Compensaciones de ingeniería entre caudal y tiempo de limpieza
- 3. Comparación de tipos de bola de pulverización: bola de pulverización estática vs cabeza giratoria dinámica
- Bola de pulverización estática 3.1
- 3.2 Cabeza de rociador giratoria dinámica
- 3.3 Tabla Comparativa de Rendimiento
- 4. Selección de materiales y análisis de vida útil
- Material del cuerpo de la bola 4.1: Acero inoxidable 316L vs materiales poliméricos
- 4.2 Material del rodamiento: Cerámica vs PEEK vs Carburo de silicio
- Ejemplo de cálculo económico de vida útil 4.3
- 5. Matriz de Decisión de Selección para Diferentes Aplicaciones de Tanques
- 5.1 Selección por tamaño del tanque y tipo de residuo
- 5.2 Recomendaciones para la selección de escenarios de aplicación especial
- 6. Errores comunes en la instalación y el mantenimiento
- 6.1 Errores de instalación
- 6.2 Errores de mantenimiento
- 6.3 Pruebas de campo para verificar la efectividad de la limpieza
- 7. Preguntas frecuentes
- P1: ¿Por qué la cabeza giratoria del pulverizador no gira a bajo caudal?
- P2: ¿Qué temperatura pueden soportar las bolas de spray de acero inoxidable 316L?
- P3: ¿Cómo determinar cuándo la bola de spray necesita ser reemplazada?
- P4: ¿Pueden las pistolas de agua de alta presión reemplazar las bolas de pulverización CIP?
- P5: ¿Cómo calcular cuántas bolas de spray se necesitan?
- 8. Conclusión y recomendaciones de acción
- Próximos pasos
Índice
- [Introducción: Por qué la selección de la bola de pulverización afecta directamente a la eficiencia y cumplimiento de la limpieza](#1-introducción-por qué-selección-de la bola de pulverización impacta directamente en la eficiencia y cumplimiento de la limpieza)
- Parámetros de limpieza clave en sistemas CIP
- [Comparación de tipo de bola de pulverización: bola de pulverización estática vs cabeza giratoria dinámica] (comparación de tipo de bola de pulverización #3 estática-bola de pulverización vs-cabeza-giratoria-dinámica)
- [Selección de materiales y análisis de vida útil] (#4-selección-y-análisis-vida-servicio)
- [Matriz de Decisión de Selección para Diferentes Aplicaciones de Tanque] (#5-matriz-selección-decisión-para-distintas-aplicaciones-tanque)
- [Errores comunes en instalación y mantenimiento] (#6-errores-comunes en instalación y mantenimiento)
- Preguntas frecuentes
- [Recomendaciones de Conclusión y Acción] (#8-conclusiones-y-recomandas-acción)
1. Introducción: Por qué la selección de bolas de pulverización afecta directamente a la eficiencia y cumplimiento de la limpieza
En las industrias alimentaria y de bebidas, lácteos y farmacéuticas, la eficacia de los sistemas CIP (Clean-in-Situ) está directamente relacionada con la seguridad del producto, el cumplimiento normativo y la eficiencia de la producción. Según nuestra experiencia en aplicaciones de campo, más del 40% de los fallos en la limpieza del CIP se deben a una selección incorrecta de la bola de pulverización, ya sea por un flujo insuficiente que causa puntos ciegos de cobertura, fuerza de impacto insuficiente que no elimina residuos de proteínas o grasas, o desgaste de los rodamientos que lleva a fallos en la rotación.
Esta guía ayudará a los ingenieros de procesos y responsables de mantenimiento a resolver los siguientes problemas:
- ¿Cómo seleccionar la bola de pulverización adecuada según el tamaño del tanque y el tipo de residuo?
- ¿Bajo qué condiciones tienen ventajas las bolas de pulverización estática y las cabezas giratorias dinámicas?
- ¿Cuál es más económico: rodamientos de acero inoxidable 316L o PEEK?
- ¿Cómo verificar la cobertura de limpieza mediante pruebas de flujo?
2. Parámetros clave de limpieza en sistemas CIP
2.1 Fuerza de impacto: El indicador central para eliminar residuos persistentes
La esencia física de la efectividad de la limpieza es si la fuerza de impacto del líquido puede romper la unión entre los residuos y las paredes del tanque. La fuerza de impacto está determinada tanto por el caudal como por la velocidad de pulverización:
F = ρ × Q × V
Donde:
- F = fuerza de impacto (N)
- ρ = Densidad líquida (kg/m³, agua aproximadamente 1000)
- Q = Caudal (m³/s)
- V = Velocidad de pulverización (m/s)
Para aplicaciones CIP en la industria alimentaria, normalmente recomendamos:
- Residuos ligeros (por ejemplo, jarabe, zumo de fruta): fuerza de impacto ≥ 0,5 N/cm²
- Residuos medios (por ejemplo, productos lácteos, cerveza): fuerza de impacto ≥ 1,0 N/cm²
- Residuos pesados (por ejemplo, queso, chocolate, proteína de carne): fuerza de impacto ≥ 2,0 N/cm²
Un error común es pensar que aumentar la presión mejora exponencialmente la efectividad de la limpieza. En realidad, debido a la relación de raíz cuadrada entre caudal y presión (Q ∝ √P), aumentar la presión de 2 bar a 8 bar solo duplica el caudal mientras cuadruplica el consumo energético.
2.2 Cobertura: Evitar limpiar los puntos ciegos
Para la limpieza del tanque, la cobertura se refiere al porcentaje de pared del tanque cubierta por la trayectoria de la bola de pulverización. Las bolas de pulverización estáticas dependen de diseños de múltiples orificios para lograr una cobertura de 360°, pero existen "zonas de sombra" verticales; las cabezas giratorias dinámicas alcanzan tasas teóricas de cobertura del 95%+ mediante el escaneo mecánico de rotación de toda la pared del tanque.
Factores clave de cobertura:
- Altura de instalación: Una bola de pulverización demasiado alta sobre el fondo del tanque resulta en una fuerza de impacto inferior insuficiente
- Ángulo de pulverización: ángulo de pulverización de 60°–80° adecuado para la mayoría de los tanques verticales
- Velocidad de rotación: Demasiado rápido lleva a un tiempo de limpieza insuficiente por unidad de área, demasiado lento extiende el ciclo de limpieza
2.3 Compensaciones de ingeniería entre caudal y tiempo de limpieza
Según las directrices de la FDA y EHEDG (Grupo Europeo de Ingeniería y Diseño Higiénico), los ciclos de limpieza CIP suelen incluir: preenjuague (2–5 minutos), lavado cáustico (10–20 minutos), enjuague intermedio (3–5 minutos), lavado ácido (opcional, 5–10 minutos), enjuague final (5–10 minutos).
Según nuestros datos de campo, aumentar el caudal de 50 L/min a 100 L/min puede reducir el tiempo de limpieza en aproximadamente un 30%, pero el consumo de agua y los costes de calefacción aumentan un 100%. Para aplicaciones de alta frecuencia con 3+ limpiezas diarias, se prioriza cabezales giratorios de alto flujo para reducir el tiempo de inactividad; Para aplicaciones de baja frecuencia con una limpieza diaria, un flujo moderado con tiempo de limpieza prolongado es más económico.
! Comparación-bola de rociado de 1 cifra-impacto-fuerza-fuerza-impacto
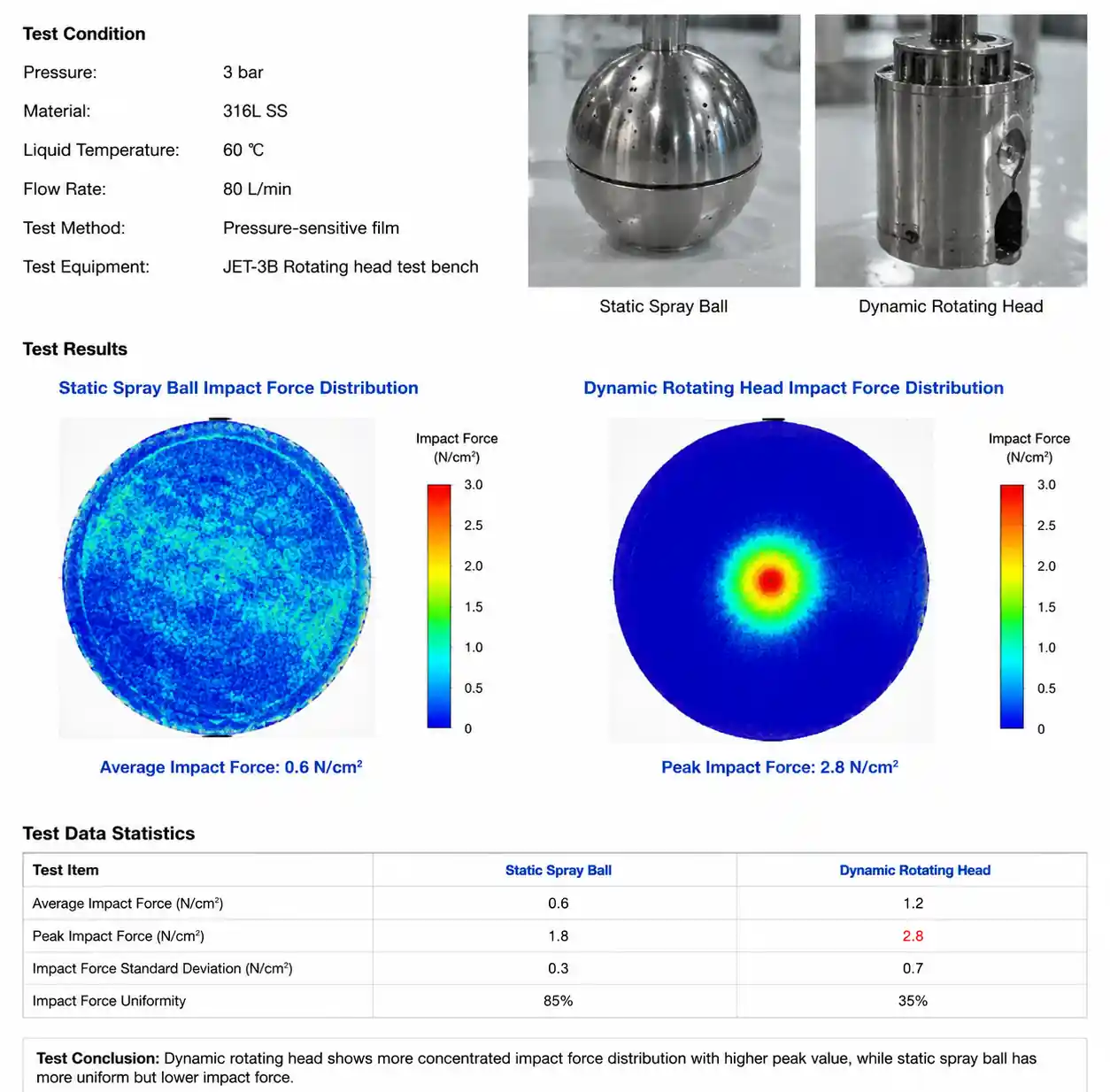{kind=link}
3. Comparación de tipos de bola de pulverización: bola de pulverización estática vs cabeza giratoria dinámica
Bola de pulverización estática 3.1
Las bolas de pulverización estática logran un pulverización omnidireccional a través de múltiples orificios fijos sin partes móviles y con estructura sencilla.
Ventajas:
- Sin desgaste mecánico, costes de mantenimiento extremadamente bajos
- Bajo riesgo de obstrucción (diseño de orificios grandes, típicamente ≥ 3 mm)
- Adecuado para ambientes de alta temperatura y presión (puede soportar 140°C y 10+ bar)
- Bajo coste inicial de inversión (aproximadamente 1/3–1/2 de las cabezas giratorias dinámicas)
Desventajas:
- Cobertura limitada (normalmente 70%–85%), los puntos ciegos existen en estructuras complejas de tanques
- Fuerza de impacto dispersa, baja eficacia contra residuos persistentes
- Requiere un mayor caudal para lograr el mismo efecto de limpieza (típicamente entre un 30% y un 50% más)
Escenarios adecuados:
- Tanques con diámetro < 2 metros
- Residuos fácilmente disueltos (por ejemplo, jarabe, salmuera, bebidas ligeras)
- Estructura interna sencilla del tanque (sin agitadores, deflectores u otros obstáculos)
- Limpieza de alta frecuencia con residuos mínimos por ciclo
3.2 Cabeza de rociador giratoria dinámica
Las cabezas giratorias dinámicas utilizan fuerza de reacción por pulverización o accionamientos de engranajes para lograr una rotación de 360°, con toberas que escanean las paredes del tanque en trayectorias en espiral.
Ventajas:
- Alta cobertura (puede alcanzar el 95%+), limpia eficazmente agitadores, deflectores y otras estructuras complejas
- Fuerza de impacto concentrada, 2–3 veces la intensidad unitaria de impacto de las bolas de pulverización estáticas
- Menores requerimientos de caudal (pueden ahorrar entre un 20% y un 40% de agua para el mismo efecto de limpieza)
- Adecuado para depósitos grandes (diámetro > 3 metros)
Desventajas:
- Problemas de desgaste de los rodamientos: partículas o agua dura aceleran la falla del rodamiento
- Mayores costes de mantenimiento (se requiere inspección regular del mecanismo de rotación)
- Alto coste inicial de inversión
- Requisito mínimo de caudal: no puede iniciar la rotación por debajo del caudal umbral (típicamente 15–25 L/min)
Escenarios adecuados:
- Grandes tanques o reactores con diámetro > 3 metros
- Residuos persistentes (lácteos, carne, chocolate, almidón)
- Obstáculos internos del tanque como agitadores, chaquetas, deflectores
- Necesidad de cumplir con estrictas normas de higiene (por ejemplo, certificación 3-A, EHEDG)
3.3 Tabla Comparativa de Rendimiento
| Parámetro | Bola de pulverización estática | Cabeza Dinámica Giratoria | Importancia en la ingeniería |
|---|---|---|---|
| Cobertura | 70%–85% | 95%+ | Cabezas giratorias mejores para estructuras internas complejas |
| Fuerza de impacto (mismo flujo) | 0,5–1,0 N/cm² | 1,5–3,0 N/cm² | Cabezas giratorias mucho mejores para residuos de proteínas y grasas |
| Flujo recomendado | 60–150 L/min | 40–100 L/min | Las cabezas giratorias ahorran entre un 20% y un 40% de agua |
| Presión inicial | 1,5 compás | 2.5–3.5 compás | Las cabezas giratorias necesitan mayor presión para impulsar la rotación |
| Ciclo de mantenimiento | 6–12 meses de desgaste del orificio con comprobación | Rodamientos de comprobación de 3–6 meses | Las cabezas giratorias requieren un mantenimiento más frecuente |
| Vida útil (agua de grado alimentario) | 5–8 años | 3–5 años (dependiendo del material de transporte) | Las bolas estáticas tienen una vida útil más larga |
| Coste inicial (relativo) | 1x | 2,5–3,5x | El ROI de la cabeza giratoria requiere evaluación mediante ahorro de agua y reducción del tiempo de limpieza |
Interpretación de la tabla: Esta tabla ayuda a los ingenieros a filtrar rápidamente los tipos de bolas de pulverización. Para tanques de <2 metros de diámetro con residuos ligeros, las bolas de pulverización estáticas ofrecen claras ventajas en bajos costes de mantenimiento y larga vida útil; para tanques grandes de fermentación o mezcla de >3 metros de diámetro con 2+ limpiezas diarias, las cabezas giratorias dinámicas, a pesar de la alta inversión inicial, suelen recuperar costes en 18–24 meses mediante ciclos de limpieza reducidos (ahorrando tiempos de inactividad) y menor caudal (ahorrando costes de agua y calefacción).
! 2-estática-vs-rota-bola-rota-estructura
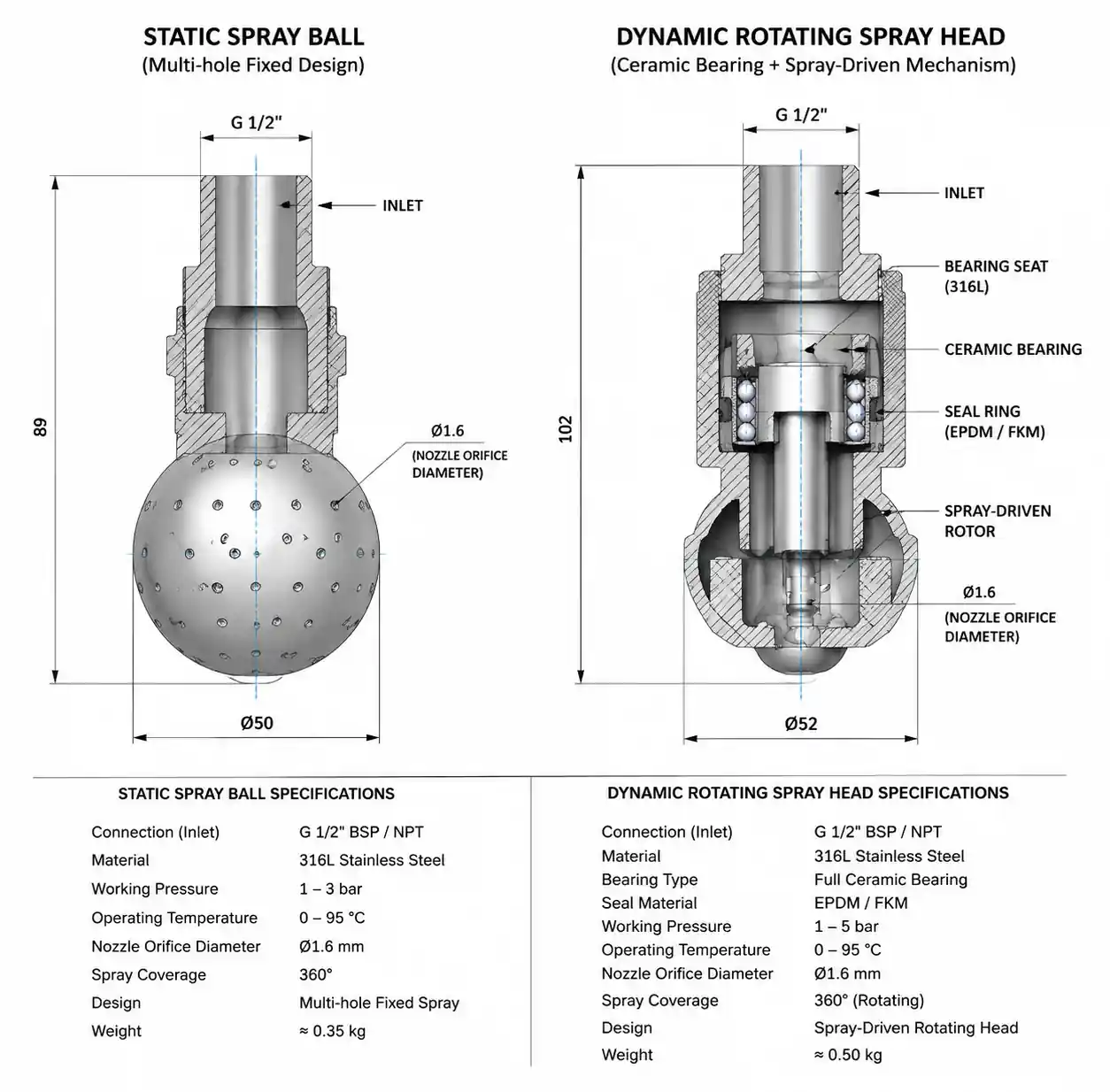{kind=link}
4. Selección de materiales y análisis de vida útil
Material del cuerpo de la bola 4.1: Acero inoxidable 316L vs materiales poliméricos
316L de acero inoxidable (AISI 316L):
- Excelente resistencia a la corrosión, puede soportar pH 2–12 agentes de limpieza
- Resistencia a altas temperaturas (puede soportar la esterilización SIP a 140°C)
- Rugosidad superficial Ra ≤ 0,8 μm, cumple con los estándares sanitarios 3-A
- Adecuado para todas las aplicaciones alimentarias y farmacéuticas
PEEK (Polietercetona) o PPS (Sulfuro de Polifenileno):
- Ligero, reduce la inercia rotacional
- Resistencia a la corrosión química superior a 316L (puede soportar álcalis y cloruros fuertes)
- Resistencia a temperatura ligeramente inferior (normalmente ≤ 120°C)
- Coste aproximadamente entre un 50% y un 80% superior al 316L
- Adecuado para ambientes extremadamente corrosivos (por ejemplo, limpieza de alta concentración de cloro y álcali)
Según nuestros datos de campo, bajo condiciones estándar de CIP (1%–2% NaOH, 55–65°C), la vida útil del cuerpo de bolas de acero inoxidable 316L suele superar los 5 años; en aplicaciones farmacéuticas con SIP frecuente a altas temperaturas (esterilización por vapor a 121°C), el material PEEK es más adecuado para evitar la grieta por tensión térmica.
4.2 Material del rodamiento: Cerámica vs PEEK vs Carburo de silicio
El cuello de botella de la vida útil del núcleo de las cabezas de pulverización rotativas es el cojinete. Comparamos el rendimiento en campo de tres materiales principales de rodamiento:
| Material de apoyo | Dureza (HV) | Esperanza de vida relativa | Coste Múltiple | Calidad adecuada del agua | Modo de fallo típico |
|---|---|---|---|---|---|
| Cerámica de alúmina (Al₂O₃) | 1200–1500 | 1x (línea base) | 1x | Agua ablandada | Rasguños de partículas, grietas |
| PEEK Plastic | 30–40 | 0,6–0,8x | 0,7x | Agua ablandada | Desgaste, deformación a altas temperaturas |
| Carburo de silicio (SiC) | 2400–2800 | 3–5x | 3–4x | Agua dura, sólidos en suspensión | Fractura frágil (carga de impacto) |
| 316L Acero inoxidable | 150–200 | 0,3–0,5x | 0,5x | No recomendado (desgaste rápido) | Picaduras, desgaste |
Interpretación de la tabla: Esta tabla es la herramienta principal de decisión para la selección de materiales de rodamiento. La clave es la relación entre la "vida útil relativa" y el "coste múltiple":
- La cerámica de alúmina es la línea base coste-rendimiento, adecuada para el 90% de las aplicaciones CIP estándar de alimentos (agua ablandada, TDS < 200 ppm)
- El carburo de silicio, aunque es 3–4 veces más caro que la cerámica, tiene una vida útil 3–5 veces mayor en agua dura o en ambientes sólidos suspendidos, con un coste total de propiedad (TCO) igual o menor y un tiempo de inactividad reducido para reemplazar
- PEEK es de bajo coste pero de corta duración, solo adecuado para limpieza de baja frecuencia (< 2 veces al día) con limitaciones presupuestarias
- Rodamientos de acero inoxidable 316L, aunque baratos, se desgastan extremadamente rápido en entornos químicos CIP, requiriendo normalmente su reemplazo en 6–12 meses—no recomendado
Ejemplo de cálculo económico de vida útil 4.3
! 3-cerámica-vs-caro-carburo-de silicio-desgaste-desgaste
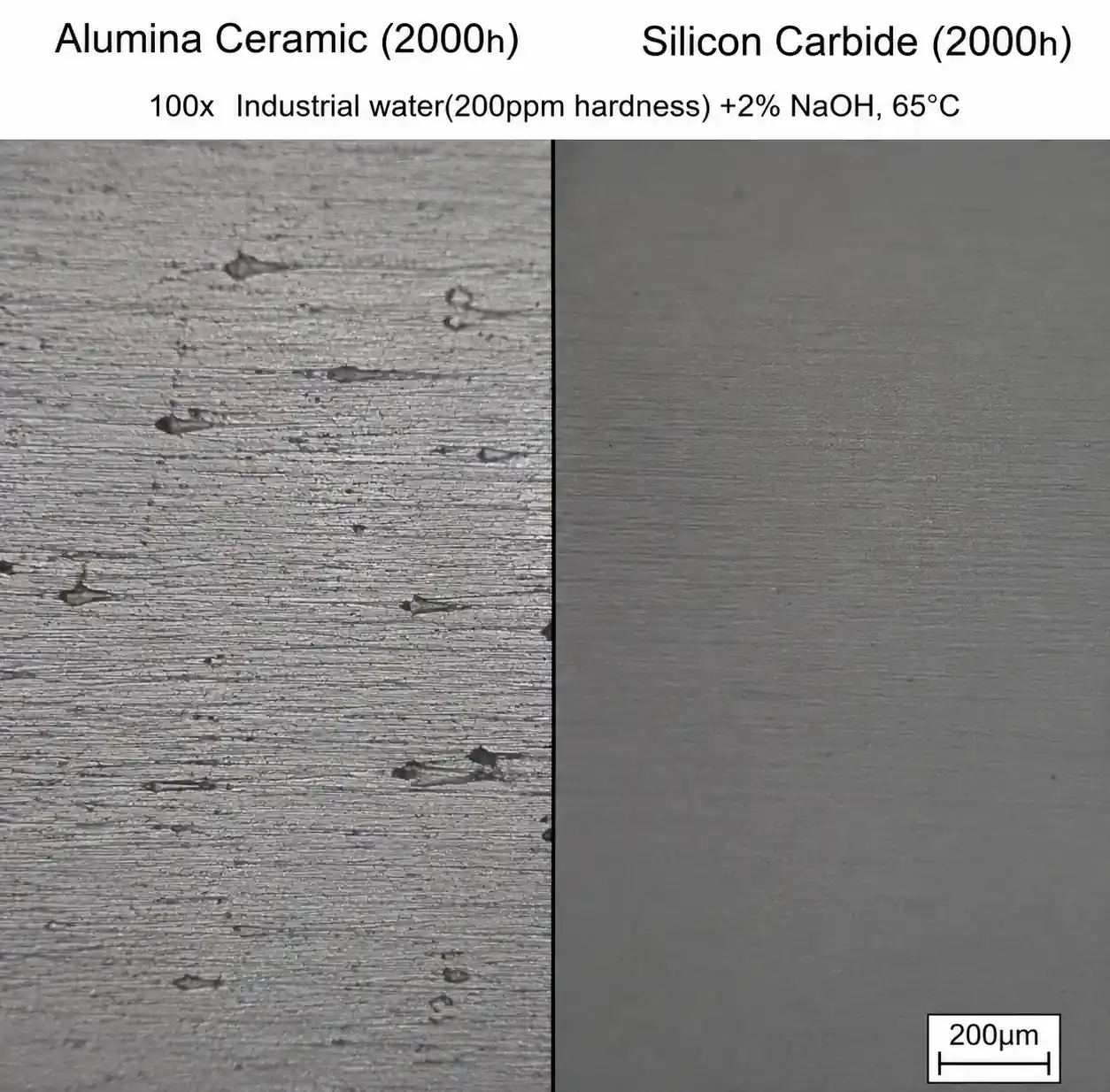{kind=link}
Supongamos el tanque de mezcla de 5000 litros de una planta láctea, limpiado 3 veces al día, usando cabezas giratorias dinámicas:
Opción A: Rodamiento cerámico de alúmina
- Coste inicial: 800 €
- Esperanza de vida esperada: 18 meses
- Coste laboral por reemplazo: 150 €
- Coste total a 3 años: 800 € + 2× (800 € + 150 €) = 2700 €
Opción B: Rodamiento de carburo de silicio
- Coste inicial: 2400 €
- Esperanza de vida esperada: 60 meses
- Coste laboral por reemplazo: 150 €
- Coste total a 3 años: 2400 € (no se necesita reemplazo)
Conclusión: Para aplicaciones de limpieza de alta frecuencia, los rodamientos de carburo de silicio, a pesar de una inversión inicial tres veces mayor, tienen un 11% menos de TCO a 3 años y reducen 2 paradas planificadas.
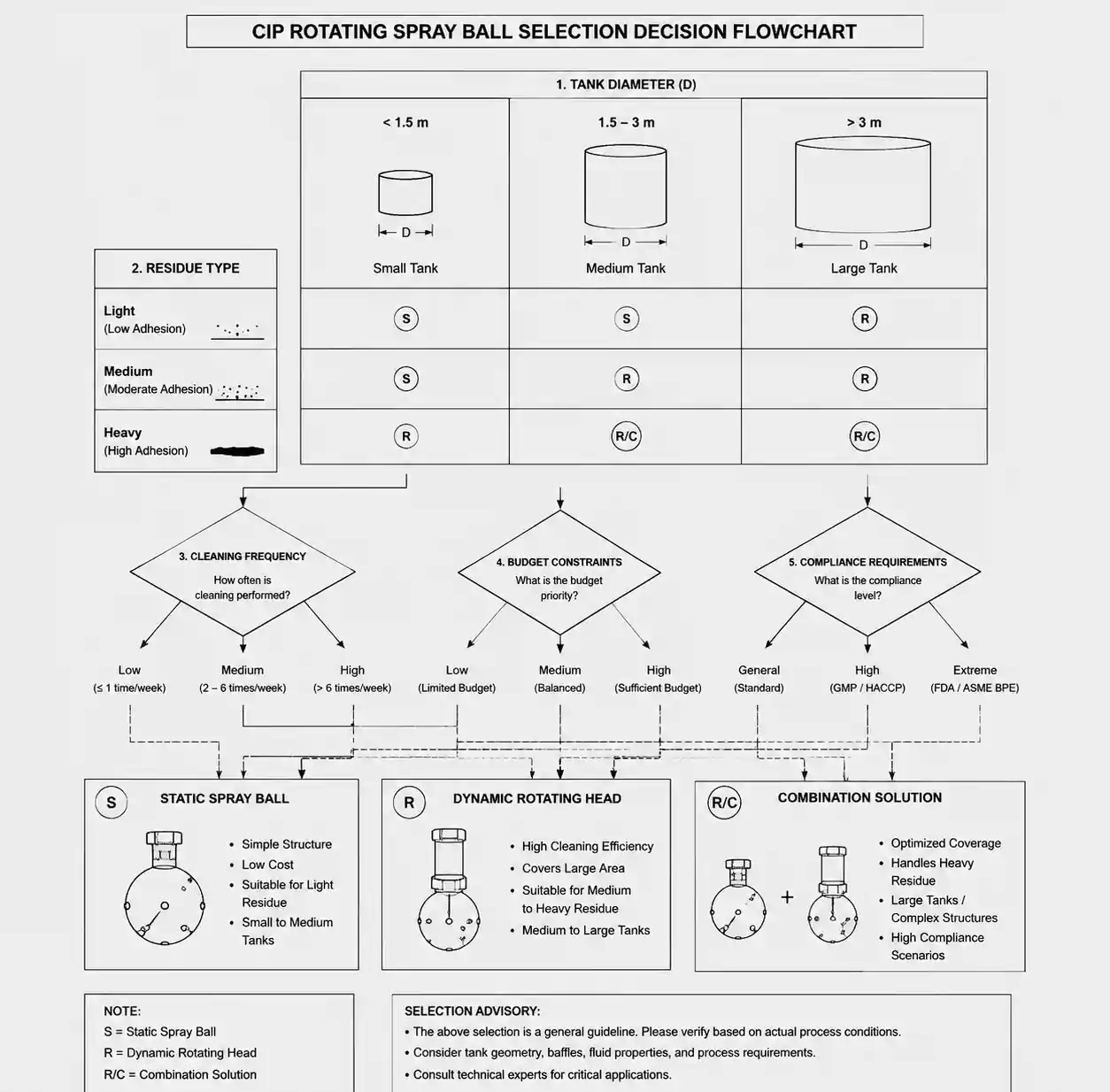
5. Matriz de Decisión de Selección para Diferentes Aplicaciones de Tanques
5.1 Selección por tamaño del tanque y tipo de residuo
| Diámetro del tanque | Tipo de residuo | Tipo de bola de pulverización recomendada | Flujo recomendado | Presión recomendada | Material de apoyo (si procede) |
|---|---|---|---|---|---|
| < 1,5 m | Luz (zumo, sirope) | Bola de pulverización estática | 40–60 L/min | 2–3 compás | N/A |
| < 1,5 m | Medio (cerveza, lácteos) | Bola de pulverización estática | 60–80 L/min | 3–4 bar | N/A |
| Acuario extragrande > 10 m | ¿Algún residuo | Combinación de pistola de pulverización giratoria fija + cabeza giratoria superior | 300+ L/min | 5–8 compás | Carburo de silicio |
Lógica de decisión:
- Diámetro < 1,5 m con residuos ligero-medios: La bola de pulverización estática es la opción más económica, a menos que el tanque tenga una estructura de agitación compleja 2. Diámetro 1,5–3 m: Esta es la "zona gris", que requiere una evaluación exhaustiva de la frecuencia de limpieza y la terquedad de residuos—si realizan ≥3 limpiezas diarias con alto contenido de proteínas/grasas, las cabezas giratorias se reembolsan rápidamente mediante la reducción del tiempo de limpieza 3. Diámetro > 3 m: Cobertura de la bola de pulverización estática y fuerza de impacto insuficientes, deben usar cabezales giratorios; para tanques de >8 metros de diámetro, los requisitos de flujo de cabeza giratoria única demasiado altos (>300 L/min), deben adoptar 2–4 cabezas giratorias paralelas o combinarse con pistolas de pulverización giratorias fijas
5.2 Recomendaciones para la selección de escenarios de aplicación especial
Tanques de fermentación (cerveza, vino, biofármacos):
- Priorizar cabezas giratorias dinámicas (las fundas cónicas y las chaquetas de refrigeración crean puntos ciegos)
- Material de rodamiento: carburo de silicio (limpieza alterna ácido-álcali frecuente)
- Combinar con boquillas fijas en el fondo del depósito para la limpieza de áreas cónicas
Tanques de almacenamiento de lácteos (leche, yogur, mezcla de queso):
- Cabezas giratorias dinámicas obligatorias (proteínas y grasas requieren una fuerza de impacto elevada)
- Configuración recomendada de doble cabezal: cabeza giratoria superior + bola de pulverización estática en la pared lateral (reforza la limpieza de la chaqueta)
- Control de temperatura: temperatura de lavado cáustico de 65–75°C para evitar la solidificación por desnaturalización de proteínas
Depósitos de chocolate o productos de alta viscosidad:
- Cabeza giratoria dinámica + procedimiento de predisolución (primero usar agua caliente a 50–60°C para ablandar)
- El requerimiento de caudal aumenta entre un 30% y un 50%
- Considerar la asistencia manual para cepillar (residuos de viscosidad ultra-alta)
Tanques estériles farmacéuticos (limpieza WFI):
- Debe cumplir con las cabezas giratorias certificadas 3-A/EHEDG
- Priorizar PEEK o cuerpo de bola electropulido de 316L (rugosidad superficial Ra ≤ 0,4 μm)
- Esterilización SIP de soporte (121°C, 30 minutos)
! patrón de limpieza de tanque de 4 cifras
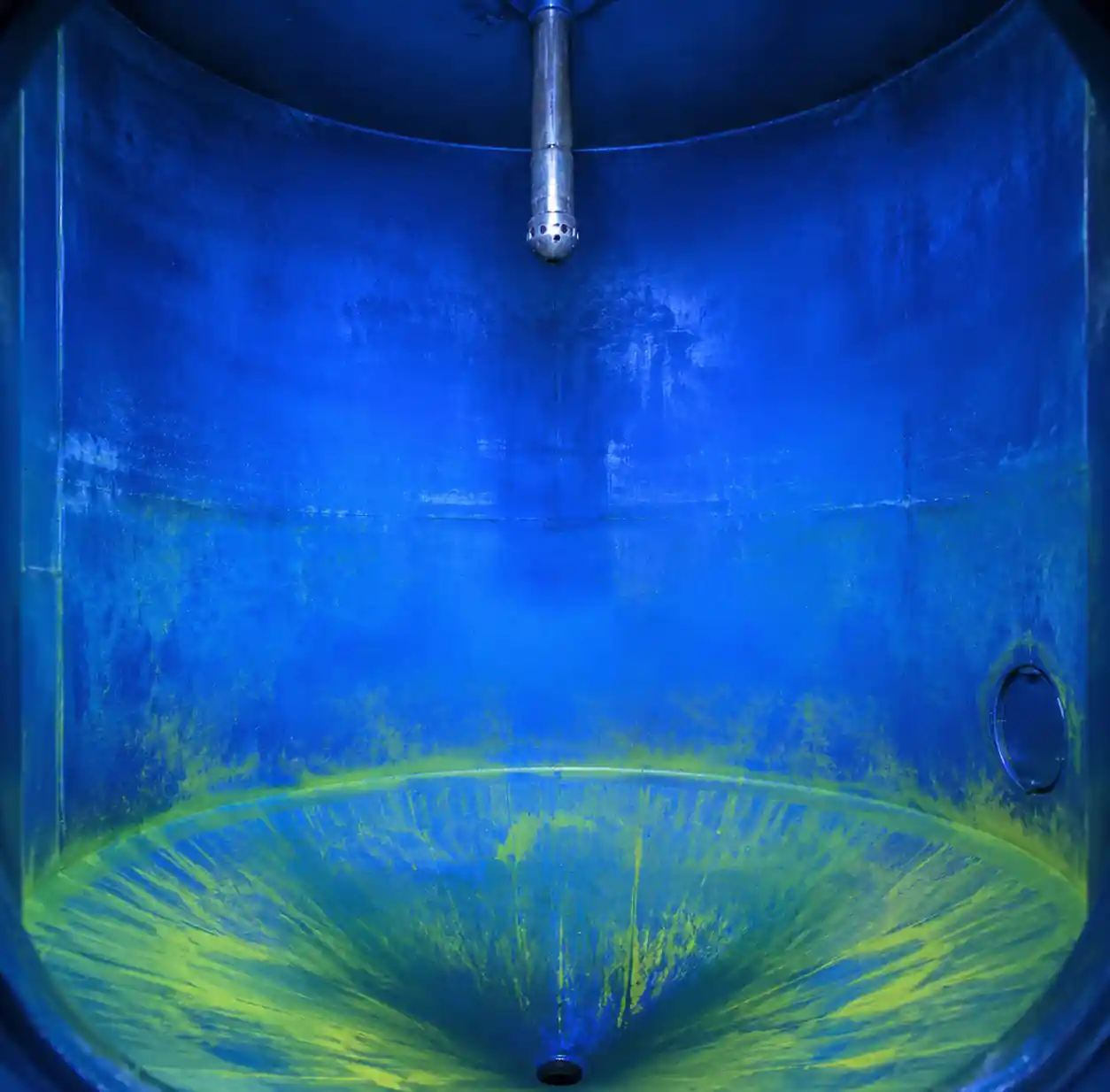{kind=link}
6. Errores comunes en la instalación y el mantenimiento
6.1 Errores de instalación
Error 1: Altura de instalación demasiado alta causando una fuerza de impacto inferior insuficiente
Fenómeno: Las paredes superior y media del tanque están limpias, pero quedan residuos en el fondo y en la zona cónica.
Causa raíz: La bola de spray está demasiado lejos del fondo, la velocidad del líquido ha decaído al llegar al fondo. Según la ecuación de Bernoulli, la fuerza del impacto disminuye aproximadamente entre un 15% y un 25% por cada 1 metro de aumento en la distancia de pulverización.
Medidas correctivas:
- Para tanques verticales, la altura de instalación de la bola de pulverización debe cumplir: H ≤ 0,7 × D (D es el diámetro del tanque)
- Para tanques cónicos de fondo, añadir boquillas auxiliares laterales o inferiores
- Verificar la cobertura real mediante pruebas de caudal y presión (Sección 6.3 más abajo)
Error 2: Tubería subdimensionada causando pérdida de presión
Fenómeno: presión de salida de la bomba 4 bar, pero presión de entrada de la bola de pulverización solo 2,5 bar, cabeza giratoria insuficiente o incapaz de arrancar.
Causa raíz: El diámetro interior de la tubería es demasiado pequeño o la tubería demasiado larga, lo que provoca una resistencia excesiva a la fricción. Cálculo de pérdida de presión (fórmula de Darcy-Weisbach):
ΔP = f × (L/D) × (ρV²/2)
Donde f es el coeficiente de fricción, L es la longitud del tubo y D el diámetro del tubo.
Medidas correctivas:
- Para un caudal de 100 L/min, el diámetro interior de la tubería debe ser ≥ DN40 (1,5 pulgadas)
- Para un caudal de 200 L/min, el diámetro interior de la tubería debe ser ≥ DN50 (2 pulgadas)
- El diseño de la tubería debe minimizar codos y válvulas (cada codo de 90° equivale a aproximadamente 30 diámetros de tubería recta)
Error 3: Sellado inadecuado de rosca que causa fugas o entrada de agua del rodamiento
Fenómeno: La conexión de la bola de pulverización gotea, o el rodamiento falla en cuestión de semanas.
Causa raíz: Sellador de grado alimentario no utilizado, o que se aprieta demasiado y causa daños en la rosca.
Medidas correctivas:
- Utilizar sellador de grado alimentario certificado por la FDA (como cinta de PTFE o juntas de silicona)
- Seguir el par recomendado por el fabricante (normalmente 15–25 N·m)
- Comprobar regularmente el envejecimiento de las juntas (se reemplazan las juntas de goma cada 12–18 meses)
6.2 Errores de mantenimiento
Error 4: No se monitoriza regularmente la velocidad de rotación, lo que provoca fallos de limpieza
Fenómeno: El programa de limpieza funciona con normalidad, pero la efectividad de la limpieza va disminuyendo gradualmente.
Causa raíz: El desgaste del rodamiento provoca una disminución del 30%–50% de la velocidad de rotación, pero los manómetros de caudal y presión muestran normal.
Medidas correctivas:
- Establecer datos base de velocidad de rotación (registrar RPM en la instalación de una nueva bola)
- Inspección visual trimestral de la rotación o uso de estroboscópicos para medir las RPM
- Cuando la velocidad de rotación cae por debajo del 70% de la línea base, reemplazo de cojinetes de planta
Error 5: Usar agua dura o agua sin filtrar acelera la falla del rodamiento
Fenómeno: Vida útil del rodamiento solo entre 1/3 y la mitad de la esperada.
Causa raíz: iones de calcio y magnesio en el depósito de agua dura en superficies de cojinete, aumentando la fricción; Las partículas suspendidas forman "desgaste de tres cuerpos".
Medidas correctivas:
- La dureza total del suministro de agua de CIP debe ser < 100 ppm (como CaCO₃)
- Instalar un filtro de 5–10 μm en la línea de suministro CIP
- Considerar agua ablandada o agua de ósmosis inversa (aplicaciones de grado farmacéutico)
6.3 Pruebas de campo para verificar la efectividad de la limpieza
Método 1: Prueba trazadora de riboflavina (vitamina B2)
Pasos:
- Rociar la solución de riboflavina (100 ppm) dentro del tanque
- Ejecutar el programa CIP estándar
- Utilizar luz ultravioleta (365 nm) para inspeccionar las paredes del tanque—los residuos de riboflavina emiten fluorescencia amarillo-verdosa
- Cobertura = (área no fluorescente / área total) × 100%
Objetivo: Cobertura ≥ 95% es aceptable.
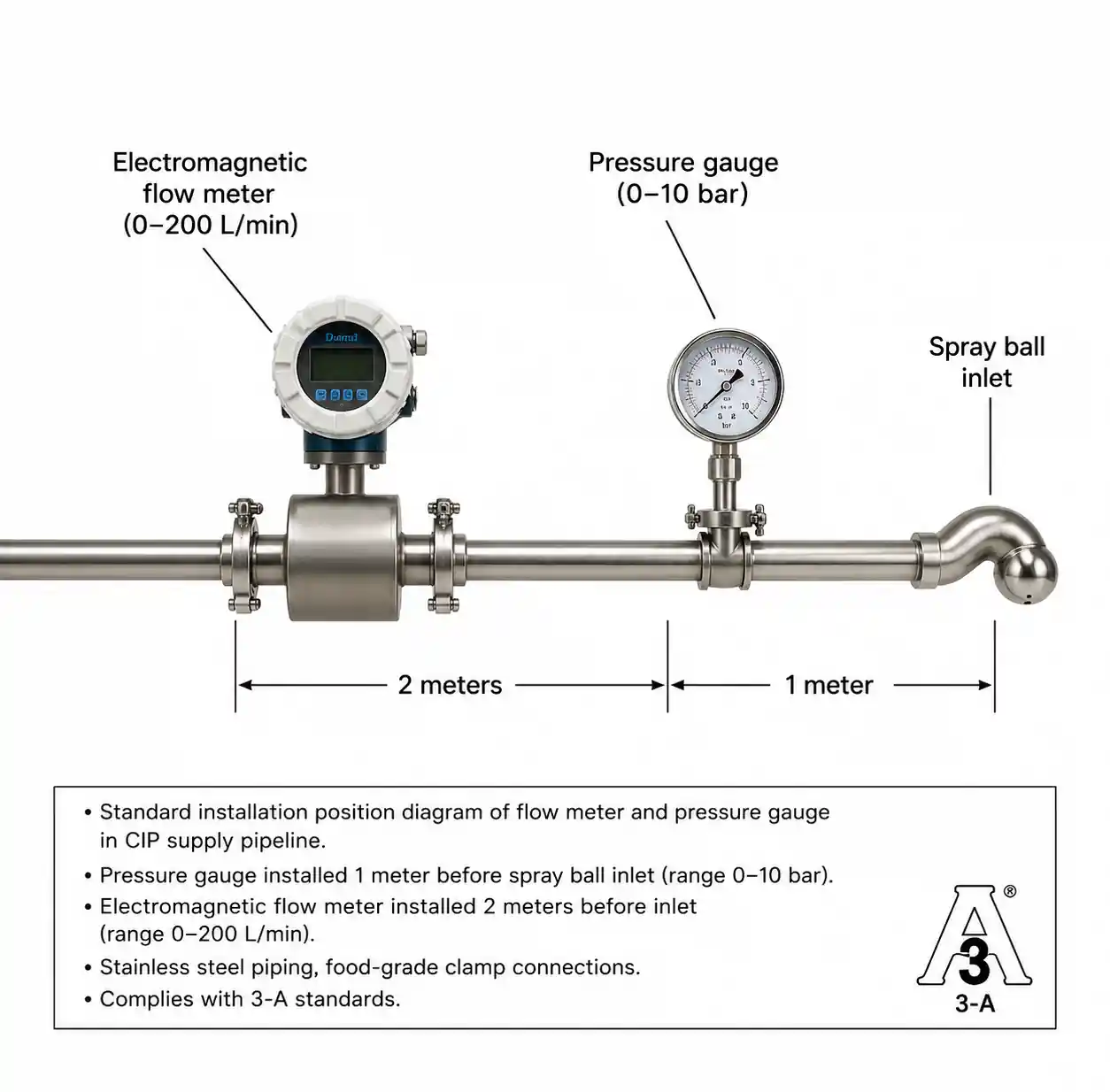
Método 2: Verificación de caudal y velocidad de rotación
Instala un caudalímetro y un manómetro en la entrada de la bola de pulverización, registra:
- ¿El flujo real cumple con el valor de diseño ± 10%?
- ¿La presión real cumple con el valor de diseño ± 15%?
- ¿La cabeza giratoria es ≥ 3 RPM (dependiendo del modelo)?
Si existen desviaciones, comprueba si hay obstrucciones en la tubería, desgaste de la bomba, ajustes de válvulas.
! Configuración de monitorización de presión de caudal de 5 cifras
{kind=link}
7. Preguntas frecuentes
P1: ¿Por qué la cabeza giratoria del pulverizador no gira a bajo caudal?
Las culatas giratorias dependen de la fuerza de reacción por pulverización para la accionamiento, requiriendo un umbral mínimo de caudal (típicamente 15–25 L/min) para superar el par de fricción del rodamiento. Si el flujo del sistema CIP es ajustable, asegure:
- La fase de arranque aumenta rápidamente la presión hasta la presión mínima (típicamente 2,5–3 bar)
- Evitar un aumento gradual y lento de presión (causa desgaste por "falso arranque" del rodamiento)
- Comprobar si hay obstrucciones parciales en la tubería
P2: ¿Qué temperatura pueden soportar las bolas de spray de acero inoxidable 316L?
El propio material de 316L puede soportar al menos 300°C, pero los materiales de juntas y rodamientos son factores limitantes:
- Junta de goma EPDM: máximo 120°C (adecuado para CIP)
- Junta de PTFE: máximo 200°C (adecuado para esterilización con vapor SIP)
- Ruete PEEK: Uso continuo máximo de 120°C
- Rodamiento cerámico: Puede soportar 140°C+
Para aplicaciones farmacéuticas frecuentes de SIP, selecciona solución de sellado totalmente metálico o cerámico para rodamientos + PTFE.
P3: ¿Cómo determinar cuándo la bola de spray necesita ser reemplazada?
Indicadores clave de fallo:
- La cabeza giratoria ya no gira o la velocidad de rotación se reduce significativamente (< 2 RPM) - Desgaste del orificio que provoca un aumento del caudal >20% (verificar con caudalímetro)
- Fuga: goteo persistente en la conexión o sello del rodamiento
- Disminución de la eficacia de la limpieza: falla el test ATP o el análisis microbiológico
Recomendaciones para la sustitución preventiva:
- Bola de pulverización estática: Revisa el desgaste del orificio cada 3–5 años
- Rodamiento cerámico de cabeza giratoria: cada 18–24 meses
- Cojinete de carburo de silicio con cabeza giratoria: cada 4–5 años
P4: ¿Pueden las pistolas de agua de alta presión reemplazar las bolas de pulverización CIP?
Los cañones de agua de alta presión (>100 bar), aunque tienen una fuerza de impacto fuerte, presentan los siguientes problemas:
- Requieren operación manual, alta intensidad laboral y no cumplen los requisitos de automatización
- No puede entrar en tanques cerrados o zonas peligrosas
- Mala consistencia en la limpieza (depende de la habilidad del operador)
- No cumple con los requisitos de la FDA/EHEDG para la automatización de CIP
Las pistolas de agua de alta presión solo son adecuadas como suplemento CIP para limpiar componentes desmontados como aspas agitadoras, válvulas.
P5: ¿Cómo calcular cuántas bolas de spray se necesitan?
Para tanques grandes con un diámetro de >5 metros, la cobertura de una sola bola de pulverización es limitada. Fórmula de cálculo:
N = (π × D × H) / A_effective
Donde:
- N = Número de bolas de rociador
- D = Diámetro del tanque (m)
- H = Altura del tanque (m)
- A_effective = Área efectiva de cobertura de una sola bola de pulverización (m², dependiente del modelo, típicamente 15–30 m²)
Ejemplo: tanque vertical de 8 metros de diámetro y 10 metros de altura, superficie ≈ 251 m²; si una sola bola cubre 20 m², se necesitan aproximadamente 13 bolas de pulverización. Las aplicaciones reales suelen usar una combinación de 2–3 cabezas giratorias superiores + múltiples bolas de pulverización estáticas en la pared lateral.
8. Conclusión y recomendaciones de acción
La selección rotativa de bolas pulverizadoras es un componente crítico de la optimización del sistema CIP, afectando directamente a la eficiencia de limpieza, el cumplimiento y los costes operativos. A partir de esta guía, los ingenieros de procesos y los responsables de mantenimiento deben dominar los siguientes puntos clave:
-
Árbol de Decisión de Selección: diámetro del tanque <2 m con residuos ligeros → bola de pulverización estática; diámetro >3 m o residuos pesados → cabeza giratoria dinámica; diámetro 1,5–3 m "zona gris" requiere una evaluación exhaustiva de la frecuencia de limpieza y el costo de impacto en el carbón.
-
El material de los rodamientos es clave para la vida útil: Las aplicaciones estándar seleccionan alúmina, cerámica (relación calidad-precio óptima), agua dura o limpieza de alta frecuencia, calijan carburo de silicio (menor TCO), evitan el uso de rodamientos de acero inoxidable de 316L.
-
La instalación y el mantenimiento no pueden pasarse por alto: altura de instalación H ≤ 0,7D, diámetro interior de tubería coincide con los requisitos de caudal (100 L/min uso DN40, 200 L/min uso DN50), monitorización trimestral de la velocidad de rotación y el caudal.
-
Verificar la efectividad de la limpieza: Utilizar la prueba UV de riboflavina para verificar la cobertura ≥95%, la prueba de ATP para verificar residuos microbianos <10 RLU.
Próximos pasos
Si estás evaluando o actualizando sistemas CIP, recomienda:
- Auditar la configuración existente de la bola de pulverización: Medir si el flujo, la presión y la velocidad de rotación reales cumplen con los valores de diseño
- Evaluar TCO: Para aplicaciones de limpieza de alta frecuencia, calcular el retorno del retorno del inversión a partir del ahorro rotativo de agua de cabecera y la reducción del tiempo de inactividad
- Solicitar soporte de ingeniería de aplicaciones: Proporcionar tamaño del tanque, tipo de residuo, frecuencia de limpieza para la selección personalizada y el cálculo de flujo
- Solicitar pruebas de efectividad de limpieza: Realizar rastreo de riboflavina o verificación de ATP en tanques críticos
{kind=link}