





Abordando la estabilidad del recorte de bordes a altas velocidades de máquina de papel: el camino de actualización de la boquilla de pasadores de alta presión
Índice
- [Introducción: Por qué importa la estabilidad del recorte de filo a altas velocidades] (#1-introducción)
- [Parámetros críticos de pulverización para aplicaciones de corte de filos](#2-parámetros críticos-de pulverización)
- [Tobera de pasador vs. ventilador plano estándar: Comparación de rendimiento] (#3-pin-boquilla-vs-estándar-ventilador-plano)
- [Optimización de presión y caudal para operaciones de alta velocidad] (#4-optimización de presión y caudal)
- [Selección de materiales y análisis de costes de desgaste] (#5-selección de materiales y análisis de costes de desgaste)
- [Mejores Prácticas de Instalación y Mantenimiento] (#6-instalación-y-mantenimiento)
- [Preguntas frecuentes: Desafíos comunes de recorte de bordes] (#7-FAQ)
- Conclusión y siguientes pasos
- 1. 1. Introducción: Por qué importa la estabilidad del recorte de filo a altas velocidades
- 2. 2. Parámetros críticos de pulverización para aplicaciones de corte de filo
- 2.1. 2.1 Fuerza de impacto (empuje)
- 2.2. 2.2 Velocidad del chorro y longitud de coherencia
- 2.3. 2.3 Caudal y cobertura
- 2.4. 2.4 Ángulo de pulverización y precisión de puntería
- 3. 3. Boquilla de pasador vs. ventilador plano estándar: Comparación de rendimiento
- 3.1. 3.1 Profundidad de penetración y calidad de filo
- 3.2. 3.2 Respuesta a las variaciones de velocidad
- 3.3. 3.3 Consumo de agua y carga de drenaje
- 4. 4. Optimización de la presión y el caudal para operaciones a alta velocidad
- 4.1. 4.1 Caudal vs. Presión: La Ley de la Raíz Cuadrada
- 4.2. 4.2 Dimensionamiento del orificio para el flujo objetivo
- 4.3. 4.3 Requisitos de presión de la bomba y coste energético
- 4.4. 4.4 Estrategia de control de presión para máquinas de velocidad variable
- 5. 5. Selección de materiales y análisis de costes de desgaste
- 5.1. 5.1 Opciones de materiales y dureza
- 5.2. 5.2 Cálculo del coste total de propiedad (TCO)
- 5.3. 5.3 Monitorización del desgaste y reemplazo predictivo
- 6. 6. Mejores prácticas de instalación y mantenimiento
- 6.1. 6.1 Alineación y puntería de toberas
- 6.2. 6.2 Filtración de entrada
- 6.3. 6.3 Protección contra picos de presión
- 6.4. 6.4 Calendario de mantenimiento
- 7. 7. FAQ: Desafíos comunes con el recorte de bordes {#7-faq}
- 7.1. P1: Actualizamos a boquillas de pasador pero seguimos viendo una calidad de filo inconsistente. ¿Qué podría estar mal?
- 7.2. P2: ¿Cómo calculo el número de boquillas necesarias por filo?
- 7.3. P3: ¿Puedo instalar boquillas de pasadores en un sistema de ventilador plano existente?
- 7.4. P4: ¿Qué calidad de agua se requiere para las boquillas de pasador de alta presión?
- 7.5. P5: ¿Cuánto cuesta una actualización completa de la boquilla de pasadores?
- 8. 8. Conclusión y próximos pasos
- 9. 2. Parámetros críticos de pulverización para aplicaciones de corte de filo
- 9.1. 2.1 Fuerza de impacto (empuje)
- 9.2. 2.2 Velocidad del chorro y longitud de coherencia
- 9.3. 2.3 Caudal y cobertura
- 9.4. 2.4 Ángulo de pulverización y precisión de puntería
- 10. 3. Boquilla de pasador vs. ventilador plano estándar: Comparación de rendimiento
- 10.1. 3.1 Profundidad de penetración y calidad de filo
- 10.2. 3.2 Respuesta a las variaciones de velocidad
- 10.3. 3.3 Consumo de agua y carga de drenaje
- 11. 4. Optimización de la presión y el caudal para operaciones a alta velocidad
- 11.1. 4.1 Caudal vs. Presión: La Ley de la Raíz Cuadrada
- 11.2. 4.2 Dimensionamiento del orificio para el flujo objetivo
- 11.3. 4.3 Requisitos de presión de la bomba y coste energético
- 11.4. 4.4 Estrategia de control de presión para máquinas de velocidad variable
- 12. 5. Selección de materiales y análisis de costes de desgaste
- 12.1. 5.1 Opciones de materiales y dureza
- 12.2. 5.2 Cálculo del coste total de propiedad (TCO)
- 12.3. 5.3 Monitorización del desgaste y reemplazo predictivo
- 13. 6. Mejores prácticas de instalación y mantenimiento
- 13.1. 6.1 Alineación y puntería de toberas
- 13.2. 6.2 Filtración de entrada
- 13.3. 6.3 Protección contra picos de presión
- 13.4. 6.4 Calendario de mantenimiento
- 14. 7. FAQ: Desafíos comunes con el recorte de bordes {#7-faq}
- 14.1. P1: Actualizamos a boquillas de pasador pero seguimos viendo una calidad de filo inconsistente. ¿Qué podría estar mal?
- 14.2. P2: ¿Cómo calculo el número de boquillas necesarias por filo?
- 14.3. P3: ¿Puedo instalar boquillas de pasadores en un sistema de ventilador plano existente?
- 14.4. P4: ¿Qué calidad de agua se requiere para las boquillas de pasador de alta presión?
- 14.5. P5: ¿Cuánto cuesta una actualización completa de la boquilla de pasadores?
- 15. 8. Conclusión y próximos pasos
1. Introducción: Por qué importa la estabilidad del recorte de filo a altas velocidades
Las máquinas modernas de papel funcionan a velocidades superiores a 1.800 m/min, y algunas máquinas de papel higiénico superan los 2.200 m/min. A estas velocidades, el recorte de bordes —el proceso de cortar los lados irregulares de la red de papel— se vuelve cada vez más complicado. Las toberas tradicionales de ventilador plano a menudo no logran una penetración constante del chorro de agua, lo que provoca bordes rotos, puentes de fibra y defectos de calidad que obligan a tiempos de inactividad.
A partir de nuestros datos de aplicación de campo en doce fábricas de papel en Norteamérica y Europa, hemos observado que los problemas de estabilidad en el recorte de bordes representan aproximadamente entre el 18 y el 25% de los paradas no planificadas en máquinas de alta velocidad. La causa raíz rara vez es la hoja cortadora en sí; En cambio, es un rendimiento insuficiente de la pulverización por boquillas gastadas o de tamaño inferior que no saturan la zona de acabado de forma uniforme.
Esta guía te guía por el camino de mejora desde las boquillas convencionales hasta las boquillas de pasador de alta presión, un diseño que proporciona chorros de agua concentrados y de alto impacto capaces de penetrar la red de papel a velocidades superiores a 1.500 m/min. Aprenderás a seleccionar la configuración adecuada de toberas, calcular la presión y los caudales óptimos, evaluar las opciones de materiales para entornos de fibras abrasivas y evitar los errores de instalación más comunes que anulan los beneficios de una actualización.
¿Quién debería leer esto? Ingenieros de procesos responsables del rendimiento de las máquinas de papel, responsables de mantenimiento que evalúan los ciclos de reemplazo de toberas e integradores de equipos que diseñan o adaptan sistemas de trimado.
! 1-zona de recorte-borde de la máquina de papel
{kind=link}
2. Parámetros críticos de pulverización para aplicaciones de corte de filo
El recorte de bordes exige más que solo mojar la superficie del papel. El chorro de agua debe penetrar la red, romper los enlaces de hidrógeno fibra a fibra a lo largo de la línea de trimado y mantener una fuerza de impacto constante incluso cuando la velocidad de la máquina fluctúa. Cuatro parámetros rigen el rendimiento:
2.1 Fuerza de impacto (empuje)
La fuerza de impacto, medida en Newtons o libras-fuerza, determina si el chorro puede penetrar una red en movimiento. Se calcula como:
F = ρ × Q × V
Donde:
- F = fuerza de impacto (N)
- ρ = densidad líquida (kg/m³, ~1000 para agua)
- Q = caudal volumétrico (m³/s)
- V = velocidad del chorro (m/s)
Para papeles de calidad entre 40 y 120 gsm que se mueven a 1.800 m/min, nuestras pruebas indican que se requiere una fuerza mínima de impacto de 2,5–3,5 N por boquilla de trimado para lograr una separación limpia de los bordes sin desgarros.
2.2 Velocidad del chorro y longitud de coherencia
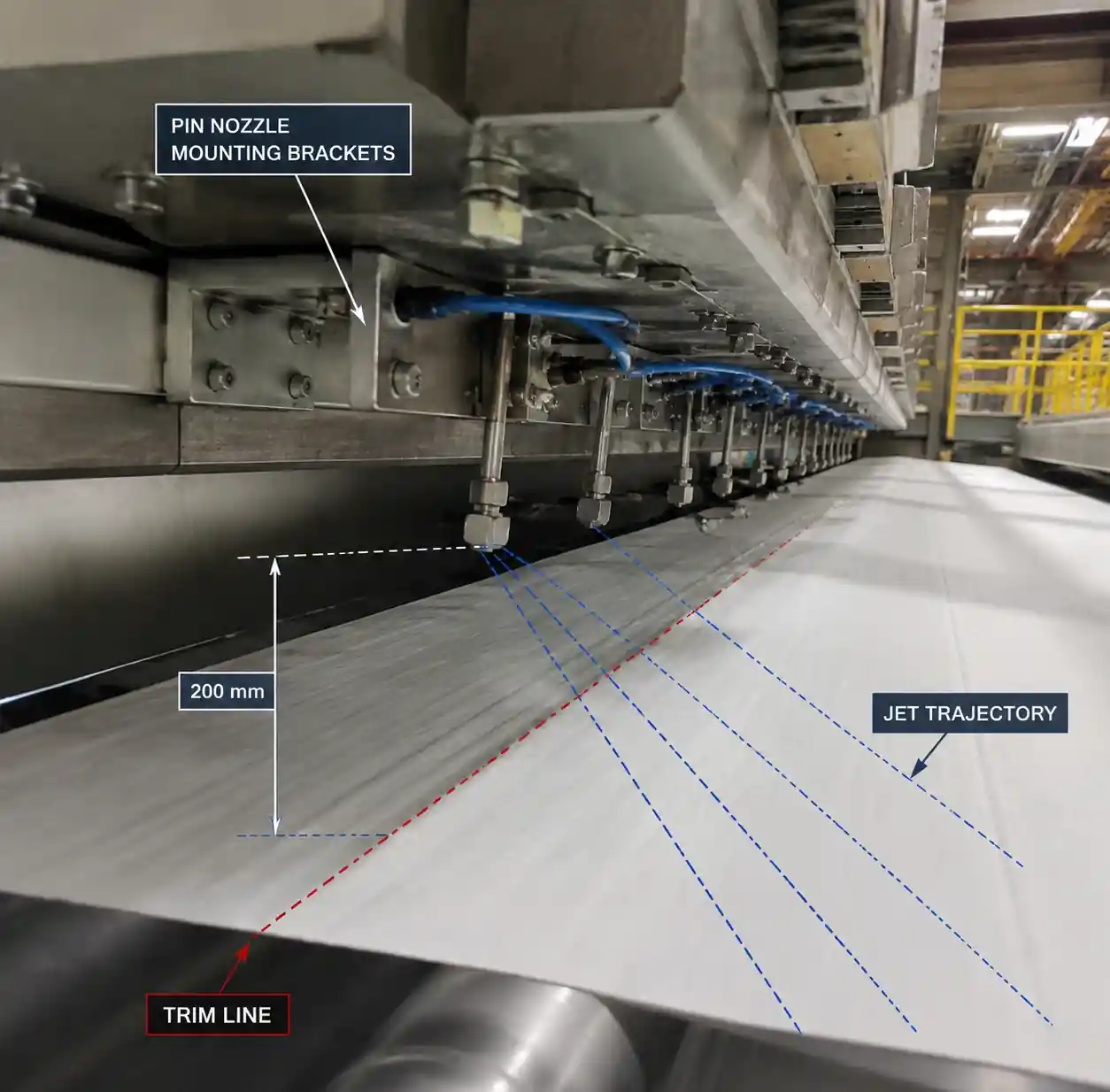
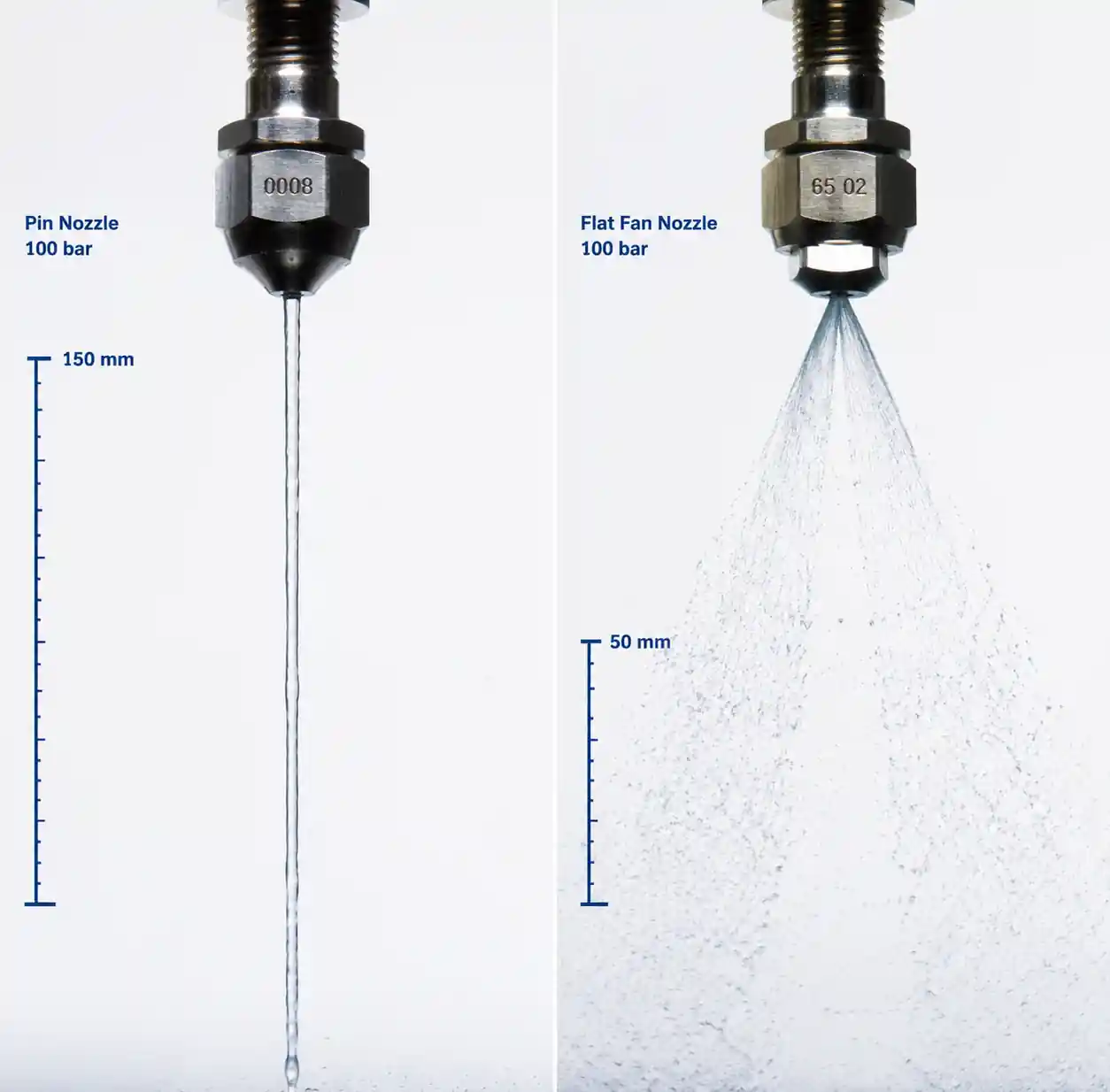
Las boquillas de pasador producen un chorro altamente coherente en forma de lápiz en lugar de un ventilador disperso. La velocidad del chorro en el orificio suele oscilar entre 40–80 m/s a presiones entre 50 y 150 bar (725–2.175 psi). La longitud de coherencia —la distancia a lo largo de la cual el chorro permanece intacto antes de romperse en gotas— es crítica. Para el recorte de bordes, necesitamos al menos 150–250 mm de coherencia para salvar la distancia entre el soporte de montaje de la boquilla y la zona de recorte.
Las boquillas planas estándar de ventilador empiezan a atomizarse en un plazo de 50–100 mm, lo que reduce la fuerza de impacto cuando el spray llega al papel. Las boquillas de pasador, en cambio, mantienen un flujo sólido a distancias más largas, lo que las hace ideales para instalaciones donde las limitaciones de espacio alejan las boquillas de la rela.
2.3 Caudal y cobertura
Las boquillas de corte de borde suelen funcionar a 0,5–2,0 L/min por boquilla, dependiendo de la calidad del papel y la velocidad de la máquina. Las velocidades más altas requieren un mayor caudal para asegurar que la zona de recorte permanezca saturada a medida que la web pasa. Sin embargo, un flujo excesivo puede causar acumulación de agua en la sección de fieltro o prensado, por lo que el flujo debe equilibrarse con la capacidad de succión.
Un error común es asumir que una boquilla por lado del trimado es suficiente. En realidad, las máquinas de alta velocidad suelen requerir boquillas de 2–3 pines por filo, separadas entre 80 y 150 mm, para asegurar una cobertura continua a lo largo de la línea de trimado durante fluctuaciones de velocidad o vibraciones de tela.
2.4 Ángulo de pulverización y precisión de puntería
Las boquillas de pasador suelen producir un ángulo de pulverización de 0–15°, en comparación con los 15–80° de los ventiladores planos. Este ángulo estrecho permite un apuntado preciso de la línea de trimado sin sobresalpicar sobre rodillos o fieltro adyacentes. Sin embargo, requiere una alineación precisa de la tobera: una desalineación incluso de 10 mm puede hacer que el chorro pierda completamente la zona de trimado, lo que lleva a un corte incompleto.
| Parámetro | Boquilla de pasador (Alta Presión) | Ventilador plano estándar | Impacto en la ingeniería |
|---|---|---|---|
| Velocidad del chorro a 100 bar | 65–75 m/s | 25–35 m/s | La boquilla de pasador ofrece una fuerza de impacto 2,5 veces mayor |
| Longitud de coherencia | 150–250 mm | 50–100 mm | La boquilla de pasador permite una mayor distancia de montaje |
| Caudal (típico) | 0,8–1,5 L/min | 1,5–3,0 L/min | La boquilla de pasador usa entre un 40 y un 50% menos de agua para la misma penetración |
| Ángulo de pulverización | 0–15° | 25–65° | La boquilla de pasador requiere una alineación precisa pero reduce el exceso de pulverización |
| Rango de presión | 80–180 bar | 20–80 compás | Boquilla de pasador requiere un sistema de bomba de alta presión |
Conclusión clave: La boquilla de pasador de alta presión sacrifica una mayor presión de bombeo y precisión de alineación por una penetración superior, menor consumo de agua y mayor coherencia, algo crítico para velocidades superiores a 1.500 m/min.
! patrón de boquilla de 2 pasadores contra spray de ventilador plano
{kind=link}
3. Boquilla de pasador vs. ventilador plano estándar: Comparación de rendimiento
Realizamos pruebas lado a lado en un molino de tejido escandinavo que funcionaba a 2.100 m/min con papel base de seda de 18 gsm. El molino había experimentado entre 3 y 5 roturas relacionadas con el borde por semana usando boquillas planas estándar de latón a 40 bar. Tras actualizar a boquillas de pasadores de carburo de silicio a 120 bar, las rupturas bajaron a menos de una por mes durante un periodo de seis meses.
3.1 Profundidad de penetración y calidad de filo
Utilizando imágenes de alta velocidad a 10.000 fps, medimos la profundidad de penetración del agua en la red de papel. A 1.800 m/min:
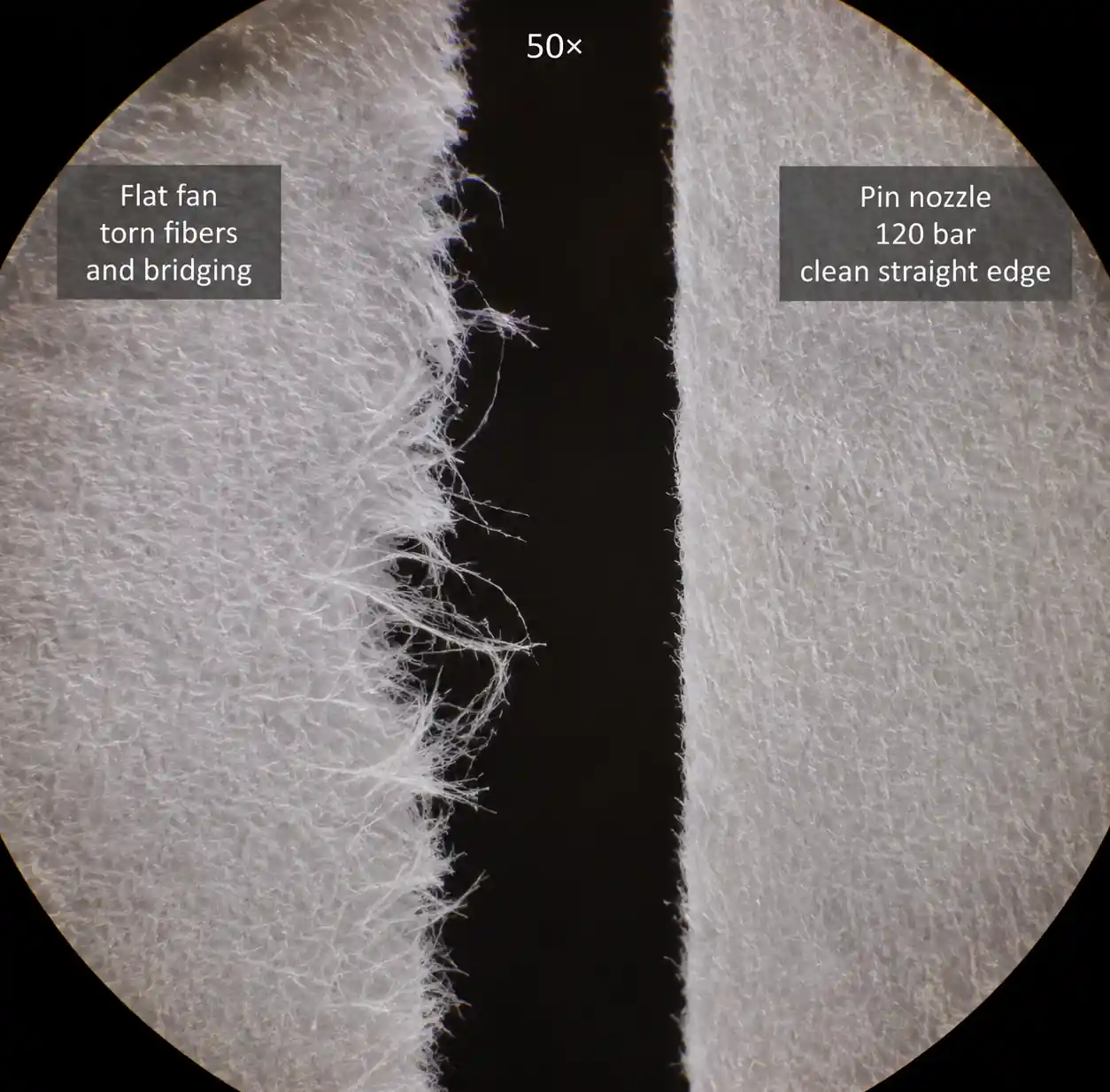
- Boquillas planas para ventiladores (40 bar, 2,5 L/min):* profundidad de penetración media de 0,3–0,5 mm, insuficientes para saturación completa de fibra. La calidad del borde mostró frecuentes colas de fibra y microdesgarros.
- Boquillas de pasador (120 bar, 1,2 L/min): La profundidad de penetración alcanzó entre 1,2 y 1,8 mm, saturando completamente la zona de trimado. La calidad de los bordes mostraba cortes limpios y rectos con un puente mínimo de fibra.
El chorro concentrado de la tobera de pasador entrega aproximadamente 3–4 veces la profundidad de penetración en comparación con ventiladores planos a caudales equivalentes, principalmente debido a una mayor velocidad del chorro y a la reducción de la dispersión de las gotas.
3.2 Respuesta a las variaciones de velocidad
Las máquinas de papel rara vez funcionan a velocidad constante: los arranques, los cambios de grado y las ralentizaciones de emergencia generan frecuentes transitorios. Registramos el rendimiento del trimado de borde durante las rampas de velocidad desde 1.200 m/min hasta 1.900 m/min:
- Boquillas planas del ventilador: La calidad del filo se degradó notablemente por debajo de 1.400 m/min (el chorro no pudo seguir el ritmo de la reducción de la tensión de la banda) y por encima de 1.700 m/min (fuerza de impacto insuficiente). Ventana de velocidad utilizable: ~300 m/min.
- Boquillas de pasador: Mantuvieron una calidad de filo constante desde 1.100 m/min hasta 2.100 m/min ajustando la presión de 80 bar a 150 bar mediante control automático de presión. Ventana de velocidad utilizable: >1.000 m/min.
Las boquillas de pasador ofrecen un envolvente de funcionamiento mucho más amplio, reduciendo la necesidad de ajustes manuales durante los cambios de velocidad.
3.3 Consumo de agua y carga de drenaje
Caudales más bajos reducen directamente la carga sobre las cajas de vacío y los sistemas de drenaje de cables. En nuestros datos de campo:
- Sistema de ventilador plano (8 boquillas, 2,5 L/min cada una): Consumo total de agua = 20 L/min = 1.200 L/h
- Sistema de boquillas de pasador (6 boquillas, 1,2 L/min cada una): Consumo total de agua = 7,2 L/min = 432 L/h
La mejora de la boquilla de pasador redujo el consumo de agua en un 64%, disminuyendo los costes energéticos de las bombas de vacío y disminuyendo el riesgo de inundaciones en el extremo húmedo durante la operación a alta velocidad.
| Métrica | Ventilador plano estándar (40 bar) | Tobera de pasador de alta presión (120 bar) | Mejora |
|---|---|---|---|
| Rupturas mensuales relacionadas con los bordes | 12–20 | 0–2 | Reducción del 85–90% |
| Profundidad de penetración a 1.800 m/min | 0,3–0,5 mm | 1,2–1,8 mm | 3–4 veces más profundo |
| Consumo de agua por lado del acabado | 10 L/min | 3,6 L/min | Reducción del 64% |
| Rango de velocidad útil (sin ajuste) | 1.400–1.700 m/min | 1.100–2.100 m/min | Ventana 3,3x más ancha |
| Ciclo de reemplazo de boquilla (fibra abrasiva) | 3–6 meses | 18–24 meses | Vida útil 4–6 veces más larga (material SiC) |
Esta tabla muestra que las boquillas de pasador abordan los tres puntos problemáticos del recorte de bordes a alta velocidad: mala penetración, ventanas de funcionamiento estrechas y alto consumo de agua. El mayor coste de capital (bombas + boquillas) suele recuperarse en un plazo de 8–14 meses mediante una reducción del tiempo de inactividad y el mantenimiento.
! 3-calidad de filo antes de la mejora
{kind=link}
4. Optimización de la presión y el caudal para operaciones a alta velocidad
La relación entre presión, caudal y velocidad del chorro no es lineal. Comprender estas relaciones te permite optimizar el rendimiento del sistema sin sobredimensionar las bombas ni malgastar energía.
4.1 Caudal vs. Presión: La Ley de la Raíz Cuadrada
Para un orificio de diámetro fijo, el caudal aumenta con la raíz cuadrada de la presión:
Q = k × √P
Donde:
- Q = caudal (L/min)
- k = coeficiente de flujo (depende del tamaño del orificio y la geometría)
- P = presión (bar)
Esto significa que duplicar la presión solo aumenta el caudal en un 41%, no en un 100%. Por ejemplo, si una boquilla de pasador de 0,8 mm entrega 1,0 L/min a 100 bar, aumentar la presión a 200 bar solo produce 1,41 L/min, no 2,0 L/min.
Sin embargo, la velocidad del chorro escala linealmente con √P, por lo que duplicar la presión aumenta la fuerza de impacto aproximadamente un 41% también. Por eso los sistemas de alta presión (120–180 bar) ofrecen una penetración superior en comparación con los sistemas de presión moderada (40–80 bar).
4.2 Dimensionamiento del orificio para el flujo objetivo
Las boquillas de pasador están disponibles en diámetros de orificio de 0,5 mm a 2,0 mm. Seleccionar el tamaño adecuado depende de tu caudal objetivo y de la presión disponible en la bomba.
| Diámetro del orificio (mm) | Caudal a 80 bar (L/min) | Caudal a 120 bar (L/min) | Caudal a 150 bar (L/min) | Aplicación recomendada |
|---|---|---|---|---|
| 0,5 | 0,35 | 0,43 | 0,48 | Tejido ultraligero (12–20 gsm), puntería de precisión |
| 0,6 | 0,50 | 0,61 | 0,68 | Pañuelo y toalla ligeros (20–35 gsm) |
| 0,8 | 0,89 | 1.09 | 1.22 | Papel de seda y fino estándar (35–80 gsm) |
| 1.0 | 1.39 | 1.70 | 1,90 | Papel y cartón de peso medio (80–150 gsm) |
| 1.2 | 2.00 | 2,45 | 2,74 | Papel grueso y cartón ligero (150–250 gsm) |
Regla de selección: Para velocidades superiores a 1.800 m/min, comienza con un orificio de 0,8 mm a 120 bar. Si la calidad del filo es marginal, aumenta la presión a 150 bar antes de aumentar el tamaño del orificio; esto preserva la coherencia del chorro. Solo pasa a 1,0 mm o más si recortas grados de tabla por encima de 150 gsm.
4.3 Requisitos de presión de la bomba y coste energético
Los sistemas de alta presión requieren bombas más robustas y consumen más energía. Un sistema típico de corte de borde con 6 toberas funcionando a 120 bar consume aproximadamente 4–6 kW de potencia eléctrica, en comparación con 1,5–2,5 kW para un sistema de ventilador plano de 40 bar.
Sin embargo, la reducción de roturas y el ahorro de agua compensan este coste energético. Basado en una máquina de papel que produce 500 toneladas métricas por día:
- Coste de una rotura relacionada con el borde: $3,000–$8,000 (tiempo de inactividad + pérdida de producción + desperdicio de reinicio)
- Rupturas evitadas por año (mejora de la boquilla del pasador): 120–180 rupturas
- Ahorro anual por reducción de rupturas: 360.000 dólares a 1.440.000 dólares
- Coste energético anual adicional (4 kW × 8.000 hr/año × $0,12/kWh): $3.840
El coste energético es insignificante en comparación con el ahorro de evitar rupturas: menos del 1% del beneficio total.
4.4 Estrategia de control de presión para máquinas de velocidad variable
Las máquinas de papel modernas utilizan sistemas de control distribuidos (DCS) para modular la velocidad de la máquina según los calendarios de producción. La presión de la boquilla de corte de borde debe seguir la velocidad de la máquina para mantener una fuerza de impacto constante.
Recomendamos implementar una curva presión-velocidad en el DCS:
- 1.000–1.400 m/min: 80–90 bar
- 1.400–1.800 m/min: 100–120 bar
- 1.800–2.200 m/min: 130–150 bar
Esto puede automatizarse mediante un bucle de control PID que ajusta una válvula reguladora de presión según el punto de ajuste de velocidad de la máquina. Los sistemas manuales requieren que los operadores ajusten la presión durante los cambios de pendiente, lo que introduce errores humanos y retrasos.
! 4-curva de control presión vs-velocidad
{kind=link}
5. Selección de materiales y análisis de costes de desgaste
Los entornos de las fábricas de papel son altamente abrasivos debido a restos de fibra, partículas de relleno (carbonato cálcico, arcilla caulínica) y residuos químicos de la trituración. El desgaste del orificio de la boquilla provoca deriva en el caudal, distorsión del patrón de pulverización y, eventualmente, pérdida de efectividad en el corte de filo.
5.1 Opciones de materiales y dureza
Cuatro materiales dominan el mercado de toberas de pasador de alta presión:
| Material | Dureza Vickers (HV) | Vida relativa de desgaste | Multiplicador de coste | Resistencia a la abrasión | Resistencia al impacto | Resistencia química |
|---|---|---|---|---|---|---|
| Acero inoxidable 316 | 150–200 | 1× (línea base) | 1× | Bajo | Excelente | Excelente |
| Acero endurecido (acero para herramientas) | 700–900 | 3–5× | 1,5× | Moderado | Excelente | Moderado (riesgo de óxido) |
| Carburo de tungsteno | 1.500–1.800 | 15–25× | 8–12× | Excelente | Moderado (frágil) | Excelente |
| Carburo de silicio (SiC) | 2.400–2.800 | 20–40× | 6–10× | Excelente | Bajo (quebradizo) | Excelente |
Compensaciones de ingeniería:
- Acero inoxidable 316: Menor coste, más fácil de mecanizar, pero se desgasta en 2–4 meses en papeles de alto relleno. Aceptable para pruebas a corto plazo o máquinas de baja velocidad (<1.200 m/min).
- Acero endurecido: Mejor vida útil que el 316 SS, pero vulnerable a la corrosión si la química del agua es ácida (pH <6). Rara vez se utiliza en instalaciones modernas de alta velocidad.
- Carburo de tungsteno: Extremadamente resistente al desgaste y menos frágil que el carburo de silicio, lo que lo convierte en la opción preferida para instalaciones con picos de presión frecuentes o golpe de ariete. Sin embargo, es entre un 20 y un 40% más caro que el SiC para un rendimiento equivalente.
- Carburo de silicio: Mejor relación coste-rendimiento para la mayoría de aplicaciones en fábricas de papel. Lleva 20–40× más lento que el 316 SS y resiste ataques químicos. El principal riesgo es la fractura durante la instalación o si los restos impactan en el orificio; maneja con cuidado y utiliza filtros de entrada.
5.2 Cálculo del coste total de propiedad (TCO)
Consideremos un sistema con boquillas de 6 pines que funcionan 8.000 horas al año en una máquina que produce papel ligero recubierto (LWC) con relleno de carbonato de calcio al 15%:
| Material | Coste de la boquilla (cada una) | Ciclo de reemplazo | Boquillas por año | Coste anual de la boquilla | Coste laboral (6 cambios/año @ $200/cambio) | TCO anual total |
|---|---|---|---|---|---|---|
| 316 SS | $25 | 3 meses | 24 | 600 $ | $1,200 | $1,800 |
| Carburo de tungsteno | 280 $ | 24 meses | 3 | 840 $ | 200 $ | $1,040 |
| Carburo de silicio | $220 | 20 meses | 3.6 | 792 $ | $240 | $1,032 |
Información clave: A pesar de que las toberas de carburo de tungsteno cuestan un 11× más que el acero inoxidable por unidad, el TCO es un 42% menor porque la frecuencia de reemplazo baja de cada 3 meses a cada 24 meses. Los costes laborales para los cambios dominan el cálculo del TCO.
5.3 Monitorización del desgaste y reemplazo predictivo
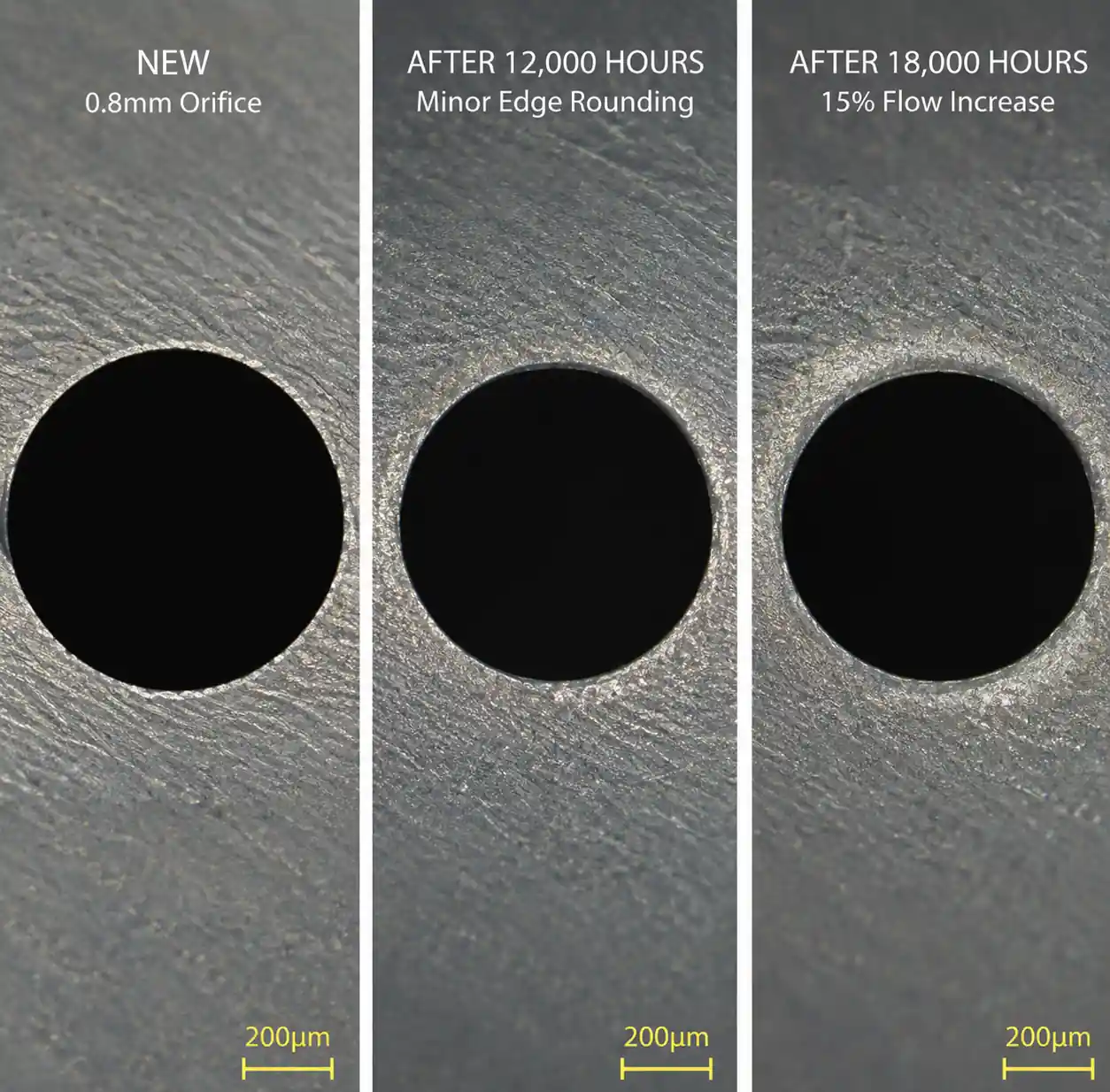
En lugar de cambiar las boquillas con un calendario fijo, recomendamos la monitorización del desgaste basada en el flujo. Instala un caudalímetro en el colector de alimentación y registra los caudales diarios a una presión fija (por ejemplo, 120 bar). Cuando el flujo aumenta más de un 15% respecto a la línea base, el orificio se ha desgastado lo suficiente como para afectar a la calidad del canto.
De nuestros datos en once instalaciones:
- Acero inoxidable: La deriva de flujo alcanza el 15% tras 2.500–3.500 horas de funcionamiento
- Carburo de silicio: La deriva del flujo alcanza el 15% tras 15.000–20.000 horas de funcionamiento
- carburo de tungsteno: La deriva del caudal alcanza el 15% tras 18.000–24.000 horas de funcionamiento
Este enfoque evita sustituciones prematuras (pérdida de vida útil de la tobera) y sustituciones tardías (que causan defectos de calidad).
! 5-tobera-orificio-progresión de desgaste
{kind=link}
6. Mejores prácticas de instalación y mantenimiento
Incluso las mejores boquillas rinden menos si se instalan mal. Aquí están los errores más comunes que hemos encontrado durante las auditorías de fábricas y cómo evitarlos.
6.1 Alineación y puntería de toberas
Las boquillas de pasador tienen un cono de pulverización estrecho (0–15°), por lo que las tolerancias de alineación son estrictas. Un desalineamiento de 10 mm a una distancia de 200 mm hace que el chorro no alcance completamente la línea de trimado.
Buenas prácticas:
- Utilizar una herramienta de alineación láser para marcar la línea exacta de corte en la cinta de papel mientras la máquina funciona a baja velocidad (300–500 m/min).
- Montar las boquillas en soportes ajustables con ajuste lateral de ±20 mm y ajuste angular de ±15°.
- Verificar la alineación haciendo pasar agua por las boquillas (sin papel) y comprobando el punto de impacto usando una placa de diana o papel sensible al agua.
- Revisar la alineación tras cualquier trabajo mecánico en la sección de trimado: las vibraciones y la expansión térmica pueden desplazar los soportes de montaje entre 5 y 10 mm.
6.2 Filtración de entrada
Las boquillas de alta presión con orificios pequeños (0,5–1,0 mm) son vulnerables a obstrucciones por restos de fibra, incrustaciones y partículas en el suministro de agua del molino. Un solo episodio de obstrucción puede causar horas de inactividad mientras los operadores desmontan y limpian la boquilla.
Filtración recomendada:
- Filtro primario (50–100 micras): Instalado en la línea principal de suministro antes de la bomba. Elimina los restos grandes.
- Filtro secundario (25–50 micras): Instalado en cada colector de tobera. Protege las boquillas individuales.
- Colador autolimpiante (opcional): Para aserraderos con alta carga de partículas, los coladores automáticos de contralavado reducen la frecuencia de mantenimiento.
Regla general: El tamaño de la malla del filtro debe ser del 40–50% del diámetro del orificio. Para un orificio de 0,8 mm, utilice filtración de 30–40 micras.
6.3 Protección contra picos de presión
Los sistemas de alta presión son propensos a golpes de ariete cuando las bombas arrancan o paran o cuando las válvulas de control se cierran rápidamente. Los picos de presión pueden superar los 250 bar durante breves periodos, lo que es suficiente para agrietar toberas de carburo de silicio o dañar los sellos de las bombas.
Estrategias de mitigación:
- Instalar una válvula de alivio de presión ajustada a 180–200 bar (20% por encima de la presión de funcionamiento normal) en el colector de alimentación.
- Utilizar válvulas solenoides de cierre lento (rampa de 2–5 segundos) en lugar de válvulas de bola de acción rápida.
- Añadir un tanque acumulador (capacidad de 5–10 L) para absorber transitorios de presión durante el arranque y el apagado.
Por experiencia de campo, los aserraderos que implementaron las tres medidas redujeron los incidentes de fractura de toberas en más de un 90%.
6.4 Calendario de mantenimiento
| Tarea | Frecuencia | Método |
|---|---|---|
| Inspección visual (patrón de salpicadura, fugas) | Diario | Observar las boquillas durante el funcionamiento normal; Busca chorros desviados o débiles |
| Verificación de caudal | Semanal | Medir el caudal a presión fija (120 bar); registro en el registro de mantenimiento |
| Limpieza/sustitución del filtro | Mensual (o cuando la presión baja >10 psi) | Retirar e inspeccionar los filtros; Sustituir si se daña o está muy enredado |
| Inspección del orificio de la boquilla | Trimestral | Quitar las boquillas; inspeccionar el orificio por debajo del 10× aumento para detectar desgaste o daños |
| Prueba de presión de sistema completo | Anualmente | Sistema de prueba a 1,5× presión máxima de funcionamiento; Comprobar si hay fugas y puntos débiles |
Punto crítico: Muchos molinos saltan la verificación semanal de flujo, descubriendo boquillas desgastadas solo cuando la calidad del filo ya se ha degradado. La monitorización del flujo cuesta menos de 15 minutos por semana y evita miles de dólares en pérdidas relacionadas con las roturas.
! Instalación-alineación-alineación-boquilla de 6 toberas
{kind=link}
7. FAQ: Desafíos comunes con el recorte de bordes {#7-faq}
P1: Actualizamos a boquillas de pasador pero seguimos viendo una calidad de filo inconsistente. ¿Qué podría estar mal?
R: Las tres causas más comunes son: (1) Desalineación—las boquillas de los pasadores tienen un cono de pulverización estrecho; Incluso 10 mm de desalineación pueden hacer que el jet no alcance la línea de trimado. Vuelve a verificar la alineación con una herramienta láser. (2) Presión insuficiente—si se va por debajo de 100 bar, el chorro puede carecer de la fuerza de impacto necesaria para penetrar la telaraña. Aumenta a 120–140 bar. (3) Orificio desgastado—si la boquilla ha estado en servicio más de 12 meses (acero inoxidable) o 18 meses (carburo/cerámica), mide el caudal. Si el flujo ha aumentado un >15%, el orificio se ha desgastado y necesita ser reemplazado.
P2: ¿Cómo calculo el número de boquillas necesarias por filo?
R: Para velocidades superiores a 1.500 m/min, recomendamos 2–3 boquillas por lado de trimado, separadas entre 80 y 150 mm a lo largo de la línea de trimado. Esto garantiza una cobertura continua incluso durante el fluttering de la red o pequeñas fluctuaciones de velocidad. Los sistemas de tobera única funcionan solo a velocidades más bajas (<1.200 m/min) o sobre bandas muy estables (grados de placa).
P3: ¿Puedo instalar boquillas de pasadores en un sistema de ventilador plano existente?
R: Sí, pero tendrás que mejorar la bomba y el sistema de regulación de presión. Los sistemas de ventiladores planos suelen funcionar a 20–60 bar, mientras que las boquillas de pasador requieren entre 100 y 150 bar. También tendrás que volver a instalar la tubería de suministro para soportar la mayor presión (usa tubería de acero inoxidable schedule 80 o manguera de alta presión con capacidad de al menos 200 bar). Prepara entre 2 y 4 semanas para ingeniería e instalación, incluyendo integración con DCS si quieres control de presión automatizado.
P4: ¿Qué calidad de agua se requiere para las boquillas de pasador de alta presión?
R: Las boquillas de pasador toleran el agua estándar del proceso de molino, pero la filtración es crítica. Instala filtros de 25–50 micras aguas arriba de las boquillas para evitar obstrucciones. La dureza y el pH del agua son menos críticos para materiales de acero inoxidable, carburo de tungsteno y carburo de silicio (todos resisten la corrosión), pero evita usar agua ácida (pH <5) con boquillas de acero endurecido debido al riesgo de óxido.
P5: ¿Cuánto cuesta una actualización completa de la boquilla de pasadores?
R: Para una instalación típica (6 boquillas, bomba de alta presión, control de presión, filtración y mano de obra de instalación), presupuesta entre 25.000 y 50.000 dólares estadounidenses dependiendo de la complejidad de la reforma y de si necesitas tuberías nuevas. Los molinos suelen recuperar esta inversión en 8–14 meses mediante una reducción de pausas y un menor consumo de agua. Para instalaciones en terreno nuevo o máquinas nuevas, el coste incremental frente a los sistemas de ventiladores planos es solo de 10.000 a 20.000 dólares.
P6: ¿Funcionan las boquillas de pasador para todas las calificaciones de papel?
R: Las boquillas de pasador destacan en grados ligeros (papel de seda, toalla, papel fino, LWC) a velocidades superiores a 1.200 m/min. Para máquinas de placas pesadas (>250 gsm) o lentas (<1.000 m/min), las toberas planas para ventiladores pueden ser suficientes y más rentables. El camino de actualización tiene más sentido cuando experimentas frecuentes fallas relacionadas con los bordes o cuando estás funcionando al límite superior de la capacidad de velocidad de tu máquina.
8. Conclusión y próximos pasos
Las boquillas de pasador de alta presión representan una vía de mejora probada para las fábricas de papel que luchan por la estabilidad del recorte de filo a velocidades superiores a 1.500 m/min. Al entregar chorros concentrados y de alta velocidad con una penetración entre 3 y 4× mayor que las toberas planas de ventilador, las toberas de pasador reducen las rupturas relacionadas con el borde en un 85–90%, reducen el consumo de agua hasta en un 64% y amplían la ventana de velocidad útil en más de 1.000 m/min.## 1. Introducción: Por qué importa la estabilidad del recorte de filo a altas velocidades
Las máquinas modernas de papel funcionan a velocidades superiores a 1.800 m/min, y algunas máquinas de papel higiénico superan los 2.200 m/min. A estas velocidades, el recorte de bordes —el proceso de cortar los lados irregulares de la red de papel— se vuelve cada vez más complicado. Las toberas tradicionales de ventilador plano a menudo no logran una penetración constante del chorro de agua, lo que provoca bordes rotos, puentes de fibra y defectos de calidad que obligan a tiempos de inactividad.
A partir de nuestros datos de aplicación de campo en doce fábricas de papel en Norteamérica y Europa, hemos observado que los problemas de estabilidad en el recorte de bordes representan aproximadamente entre el 18 y el 25% de los paradas no planificadas en máquinas de alta velocidad. La causa raíz rara vez es la hoja cortadora en sí; En cambio, es un rendimiento insuficiente de la pulverización por boquillas gastadas o de tamaño inferior que no saturan la zona de acabado de forma uniforme.
Esta guía te guía por el camino de mejora desde las boquillas convencionales hasta las boquillas de pasador de alta presión, un diseño que proporciona chorros de agua concentrados y de alto impacto capaces de penetrar la red de papel a velocidades superiores a 1.500 m/min. Aprenderás a seleccionar la configuración adecuada de toberas, calcular la presión y los caudales óptimos, evaluar las opciones de materiales para entornos de fibras abrasivas y evitar los errores de instalación más comunes que anulan los beneficios de una actualización.
¿Quién debería leer esto? Ingenieros de procesos responsables del rendimiento de las máquinas de papel, responsables de mantenimiento que evalúan los ciclos de reemplazo de toberas e integradores de equipos que diseñan o adaptan sistemas de trimado.
! 1-zona de recorte-borde de la máquina de papel
2. Parámetros críticos de pulverización para aplicaciones de corte de filo
El recorte de bordes exige más que solo mojar la superficie del papel. El chorro de agua debe penetrar la red, romper los enlaces de hidrógeno fibra a fibra a lo largo de la línea de trimado y mantener una fuerza de impacto constante incluso cuando la velocidad de la máquina fluctúa. Cuatro parámetros rigen el rendimiento:
2.1 Fuerza de impacto (empuje)
La fuerza de impacto, medida en Newtons o libras-fuerza, determina si el chorro puede penetrar una red en movimiento. Se calcula como:
F = ρ × Q × V
Donde:
- F = fuerza de impacto (N)
- ρ = densidad líquida (kg/m³, ~1000 para agua)
- Q = caudal volumétrico (m³/s)
- V = velocidad del chorro (m/s)
Para papeles de calidad entre 40 y 120 gsm que se mueven a 1.800 m/min, nuestras pruebas indican que se requiere una fuerza mínima de impacto de 2,5–3,5 N por boquilla de trimado para lograr una separación limpia de los bordes sin desgarros.
2.2 Velocidad del chorro y longitud de coherencia
Las boquillas de pasador producen un chorro altamente coherente en forma de lápiz en lugar de un ventilador disperso. La velocidad del chorro en el orificio suele oscilar entre 40–80 m/s a presiones entre 50 y 150 bar (725–2.175 psi). La longitud de coherencia —la distancia a lo largo de la cual el chorro permanece intacto antes de romperse en gotas— es crítica. Para el recorte de bordes, necesitamos al menos 150–250 mm de coherencia para salvar la distancia entre el soporte de montaje de la boquilla y la zona de recorte.
Las boquillas planas estándar de ventilador empiezan a atomizarse en un plazo de 50–100 mm, lo que reduce la fuerza de impacto cuando el spray llega al papel. Las boquillas de pasador, en cambio, mantienen un flujo sólido a distancias más largas, lo que las hace ideales para instalaciones donde las limitaciones de espacio alejan las boquillas de la rela.
2.3 Caudal y cobertura
Las boquillas de corte de borde suelen funcionar a 0,5–2,0 L/min por boquilla, dependiendo de la calidad del papel y la velocidad de la máquina. Las velocidades más altas requieren un mayor caudal para asegurar que la zona de recorte permanezca saturada a medida que la web pasa. Sin embargo, un flujo excesivo puede causar acumulación de agua en la sección de fieltro o prensado, por lo que el flujo debe equilibrarse con la capacidad de succión.
Un error común es asumir que una boquilla por lado del trimado es suficiente. En realidad, las máquinas de alta velocidad suelen requerir boquillas de 2–3 pines por filo, separadas entre 80 y 150 mm, para asegurar una cobertura continua a lo largo de la línea de trimado durante fluctuaciones de velocidad o vibraciones de tela.
2.4 Ángulo de pulverización y precisión de puntería
Las boquillas de pasador suelen producir un ángulo de pulverización de 0–15°, en comparación con los 15–80° de los ventiladores planos. Este ángulo estrecho permite un apuntado preciso de la línea de trimado sin sobresalpicar sobre rodillos o fieltro adyacentes. Sin embargo, requiere una alineación precisa de la tobera: una desalineación incluso de 10 mm puede hacer que el chorro pierda completamente la zona de trimado, lo que lleva a un corte incompleto.
| Parámetro | Boquilla de pasador (Alta Presión) | Ventilador plano estándar | Impacto en la ingeniería |
|---|---|---|---|
| Velocidad del chorro a 100 bar | 65–75 m/s | 25–35 m/s | La boquilla de pasador ofrece una fuerza de impacto 2,5 veces mayor |
| Longitud de coherencia | 150–250 mm | 50–100 mm | La boquilla de pasador permite una mayor distancia de montaje |
| Caudal (típico) | 0,8–1,5 L/min | 1,5–3,0 L/min | La boquilla de pasador usa entre un 40 y un 50% menos de agua para la misma penetración |
| Ángulo de pulverización | 0–15° | 25–65° | La boquilla de pasador requiere una alineación precisa pero reduce el exceso de pulverización |
| Rango de presión | 80–180 bar | 20–80 compás | Boquilla de pasador requiere un sistema de bomba de alta presión |
Conclusión clave: La boquilla de pasador de alta presión sacrifica una mayor presión de bombeo y precisión de alineación por una penetración superior, menor consumo de agua y mayor coherencia, algo crítico para velocidades superiores a 1.500 m/min.
! patrón de boquilla de 2 pasadores contra spray de ventilador plano
3. Boquilla de pasador vs. ventilador plano estándar: Comparación de rendimiento
Realizamos pruebas lado a lado en un molino de tejido escandinavo que funcionaba a 2.100 m/min con papel base de seda de 18 gsm. El molino había experimentado entre 3 y 5 roturas relacionadas con el borde por semana usando boquillas planas estándar de latón a 40 bar. Tras actualizar a boquillas de pasadores de carburo de silicio a 120 bar, las rupturas bajaron a menos de una por mes durante un periodo de seis meses.
3.1 Profundidad de penetración y calidad de filo
Utilizando imágenes de alta velocidad a 10.000 fps, medimos la profundidad de penetración del agua en la red de papel. A 1.800 m/min:
- Boquillas planas para ventiladores (40 bar, 2,5 L/min):* profundidad de penetración media de 0,3–0,5 mm, insuficientes para saturación completa de fibra. La calidad del borde mostró frecuentes colas de fibra y microdesgarros.
- Boquillas de pasador (120 bar, 1,2 L/min): La profundidad de penetración alcanzó entre 1,2 y 1,8 mm, saturando completamente la zona de trimado. La calidad de los bordes mostraba cortes limpios y rectos con un puente mínimo de fibra.
El chorro concentrado de la tobera de pasador entrega aproximadamente 3–4 veces la profundidad de penetración en comparación con ventiladores planos a caudales equivalentes, principalmente debido a una mayor velocidad del chorro y a la reducción de la dispersión de las gotas.
3.2 Respuesta a las variaciones de velocidad
Las máquinas de papel rara vez funcionan a velocidad constante: los arranques, los cambios de grado y las ralentizaciones de emergencia generan frecuentes transitorios. Registramos el rendimiento del trimado de borde durante las rampas de velocidad desde 1.200 m/min hasta 1.900 m/min:
- Boquillas planas del ventilador: La calidad del filo se degradó notablemente por debajo de 1.400 m/min (el chorro no pudo seguir el ritmo de la reducción de la tensión de la banda) y por encima de 1.700 m/min (fuerza de impacto insuficiente). Ventana de velocidad utilizable: ~300 m/min.
- Boquillas de pasador: Mantuvieron una calidad de filo constante desde 1.100 m/min hasta 2.100 m/min ajustando la presión de 80 bar a 150 bar mediante control automático de presión. Ventana de velocidad utilizable: >1.000 m/min.
Las boquillas de pasador ofrecen un envolvente de funcionamiento mucho más amplio, reduciendo la necesidad de ajustes manuales durante los cambios de velocidad.
3.3 Consumo de agua y carga de drenaje
Caudales más bajos reducen directamente la carga sobre las cajas de vacío y los sistemas de drenaje de cables. En nuestros datos de campo:
- Sistema de ventilador plano (8 boquillas, 2,5 L/min cada una): Consumo total de agua = 20 L/min = 1.200 L/h
- Sistema de boquillas de pasador (6 boquillas, 1,2 L/min cada una): Consumo total de agua = 7,2 L/min = 432 L/h
La mejora de la boquilla de pasador redujo el consumo de agua en un 64%, disminuyendo los costes energéticos de las bombas de vacío y disminuyendo el riesgo de inundaciones en el extremo húmedo durante la operación a alta velocidad.
| Métrica | Ventilador plano estándar (40 bar) | Tobera de pasador de alta presión (120 bar) | Mejora |
|---|---|---|---|
| Rupturas mensuales relacionadas con los bordes | 12–20 | 0–2 | Reducción del 85–90% |
| Profundidad de penetración a 1.800 m/min | 0,3–0,5 mm | 1,2–1,8 mm | 3–4 veces más profundo |
| Consumo de agua por lado del acabado | 10 L/min | 3,6 L/min | Reducción del 64% |
| Rango de velocidad útil (sin ajuste) | 1.400–1.700 m/min | 1.100–2.100 m/min | Ventana 3,3x más ancha |
| Ciclo de reemplazo de boquilla (fibra abrasiva) | 3–6 meses | 18–24 meses | Vida útil 4–6 veces más larga (material SiC) |
Esta tabla muestra que las boquillas de pasador abordan los tres puntos problemáticos del recorte de bordes a alta velocidad: mala penetración, ventanas de funcionamiento estrechas y alto consumo de agua. El mayor coste de capital (bombas + boquillas) suele recuperarse en un plazo de 8–14 meses mediante una reducción del tiempo de inactividad y el mantenimiento.
! 3-calidad de filo antes de la mejora
4. Optimización de la presión y el caudal para operaciones a alta velocidad
La relación entre presión, caudal y velocidad del chorro no es lineal. Comprender estas relaciones te permite optimizar el rendimiento del sistema sin sobredimensionar las bombas ni malgastar energía.
4.1 Caudal vs. Presión: La Ley de la Raíz Cuadrada
Para un orificio de diámetro fijo, el caudal aumenta con la raíz cuadrada de la presión:
Q = k × √P
Donde:
- Q = caudal (L/min)
- k = coeficiente de flujo (depende del tamaño del orificio y la geometría)
- P = presión (bar)
Esto significa que duplicar la presión solo aumenta el caudal en un 41%, no en un 100%. Por ejemplo, si una boquilla de pasador de 0,8 mm entrega 1,0 L/min a 100 bar, aumentar la presión a 200 bar solo produce 1,41 L/min, no 2,0 L/min.
Sin embargo, la velocidad del chorro escala linealmente con √P, por lo que duplicar la presión aumenta la fuerza de impacto aproximadamente un 41% también. Por eso los sistemas de alta presión (120–180 bar) ofrecen una penetración superior en comparación con los sistemas de presión moderada (40–80 bar).
4.2 Dimensionamiento del orificio para el flujo objetivo
Las boquillas de pasador están disponibles en diámetros de orificio de 0,5 mm a 2,0 mm. Seleccionar el tamaño adecuado depende de tu caudal objetivo y de la presión disponible en la bomba.
| Diámetro del orificio (mm) | Caudal a 80 bar (L/min) | Caudal a 120 bar (L/min) | Caudal a 150 bar (L/min) | Aplicación recomendada |
|---|---|---|---|---|
| 0,5 | 0,35 | 0,43 | 0,48 | Tejido ultraligero (12–20 gsm), puntería de precisión |
| 0,6 | 0,50 | 0,61 | 0,68 | Pañuelo y toalla ligeros (20–35 gsm) |
| 0,8 | 0,89 | 1.09 | 1.22 | Papel de seda y fino estándar (35–80 gsm) |
| 1.0 | 1.39 | 1.70 | 1,90 | Papel y cartón de peso medio (80–150 gsm) |
| 1.2 | 2.00 | 2,45 | 2,74 | Papel grueso y cartón ligero (150–250 gsm) |
Regla de selección: Para velocidades superiores a 1.800 m/min, comienza con un orificio de 0,8 mm a 120 bar. Si la calidad del filo es marginal, aumenta la presión a 150 bar antes de aumentar el tamaño del orificio; esto preserva la coherencia del chorro. Solo pasa a 1,0 mm o más si recortas grados de tabla por encima de 150 gsm.
4.3 Requisitos de presión de la bomba y coste energético
Los sistemas de alta presión requieren bombas más robustas y consumen más energía. Un sistema típico de corte de borde con 6 toberas funcionando a 120 bar consume aproximadamente 4–6 kW de potencia eléctrica, en comparación con 1,5–2,5 kW para un sistema de ventilador plano de 40 bar.
Sin embargo, la reducción de roturas y el ahorro de agua compensan este coste energético. Basado en una máquina de papel que produce 500 toneladas métricas por día:
- Coste de una rotura relacionada con el borde: $3,000–$8,000 (tiempo de inactividad + pérdida de producción + desperdicio de reinicio)
- Rupturas evitadas por año (mejora de la boquilla del pasador): 120–180 rupturas
- Ahorro anual por reducción de rupturas: 360.000 dólares a 1.440.000 dólares
- Coste energético anual adicional (4 kW × 8.000 hr/año × $0,12/kWh): $3.840
El coste energético es insignificante en comparación con el ahorro de evitar rupturas: menos del 1% del beneficio total.
4.4 Estrategia de control de presión para máquinas de velocidad variable
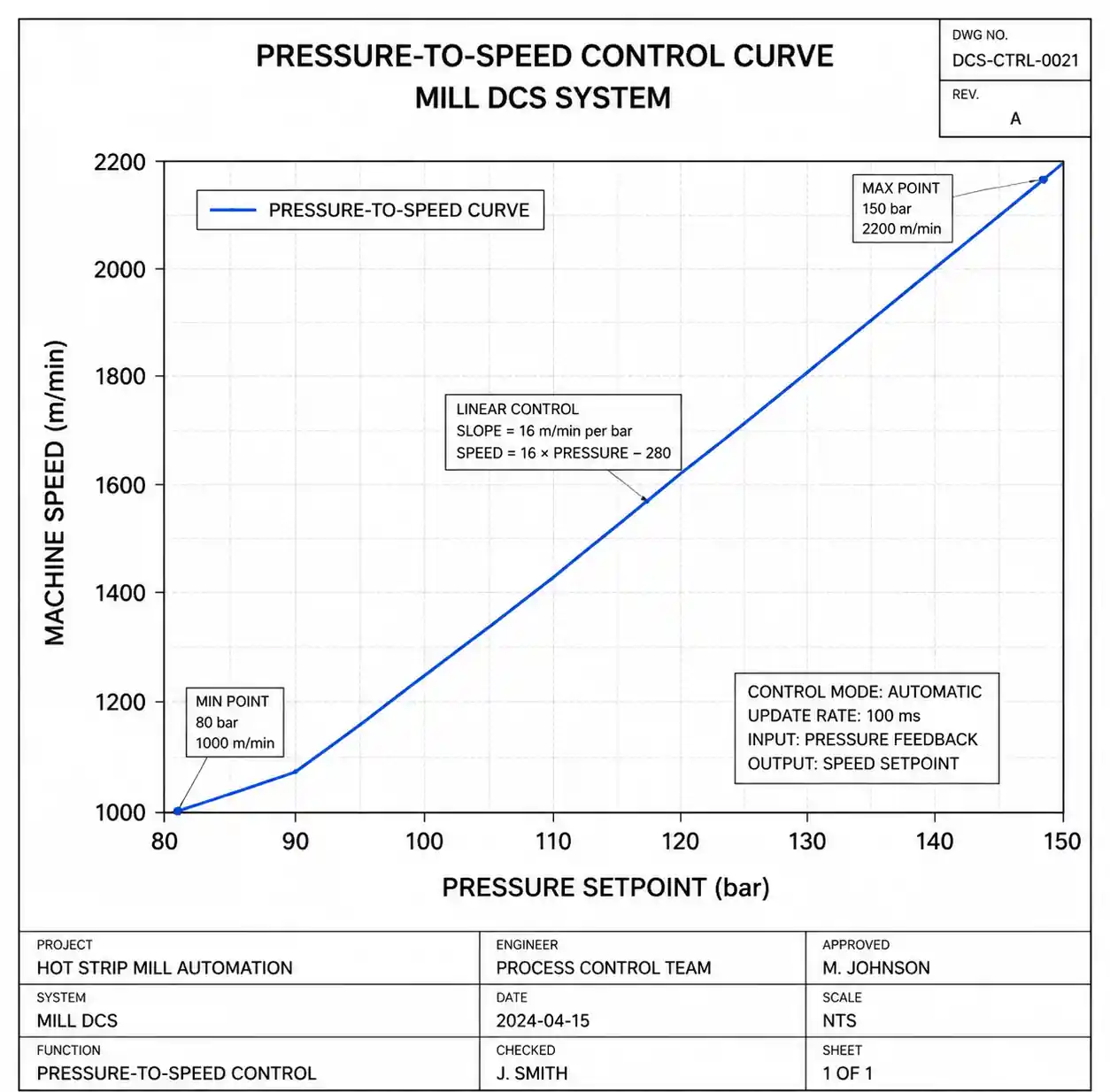
Las máquinas de papel modernas utilizan sistemas de control distribuidos (DCS) para modular la velocidad de la máquina según los calendarios de producción. La presión de la boquilla de corte de borde debe seguir la velocidad de la máquina para mantener una fuerza de impacto constante.
Recomendamos implementar una curva presión-velocidad en el DCS:
- 1.000–1.400 m/min: 80–90 bar
- 1.400–1.800 m/min: 100–120 bar
- 1.800–2.200 m/min: 130–150 bar
Esto puede automatizarse mediante un bucle de control PID que ajusta una válvula reguladora de presión según el punto de ajuste de velocidad de la máquina. Los sistemas manuales requieren que los operadores ajusten la presión durante los cambios de pendiente, lo que introduce errores humanos y retrasos.
! 4-curva de control presión vs-velocidad
5. Selección de materiales y análisis de costes de desgaste
Los entornos de las fábricas de papel son altamente abrasivos debido a restos de fibra, partículas de relleno (carbonato cálcico, arcilla caulínica) y residuos químicos de la trituración. El desgaste del orificio de la boquilla provoca deriva en el caudal, distorsión del patrón de pulverización y, eventualmente, pérdida de efectividad en el corte de filo.
5.1 Opciones de materiales y dureza
Cuatro materiales dominan el mercado de toberas de pasador de alta presión:
| Material | Dureza Vickers (HV) | Vida relativa de desgaste | Multiplicador de coste | Resistencia a la abrasión | Resistencia al impacto | Resistencia química |
|---|---|---|---|---|---|---|
| Acero inoxidable 316 | 150–200 | 1× (línea base) | 1× | Bajo | Excelente | Excelente |
| Acero endurecido (acero para herramientas) | 700–900 | 3–5× | 1,5× | Moderado | Excelente | Moderado (riesgo de óxido) |
| Carburo de tungsteno | 1.500–1.800 | 15–25× | 8–12× | Excelente | Moderado (frágil) | Excelente |
| Carburo de silicio (SiC) | 2.400–2.800 | 20–40× | 6–10× | Excelente | Bajo (quebradizo) | Excelente |
Compensaciones de ingeniería:
- Acero inoxidable 316: Menor coste, más fácil de mecanizar, pero se desgasta en 2–4 meses en papeles de alto relleno. Aceptable para pruebas a corto plazo o máquinas de baja velocidad (<1.200 m/min).
- Acero endurecido: Mejor vida útil que el 316 SS, pero vulnerable a la corrosión si la química del agua es ácida (pH <6). Rara vez se utiliza en instalaciones modernas de alta velocidad.
- Carburo de tungsteno: Extremadamente resistente al desgaste y menos frágil que el carburo de silicio, lo que lo convierte en la opción preferida para instalaciones con picos de presión frecuentes o golpe de ariete. Sin embargo, es entre un 20 y un 40% más caro que el SiC para un rendimiento equivalente.
- Carburo de silicio: Mejor relación coste-rendimiento para la mayoría de aplicaciones en fábricas de papel. Lleva 20–40× más lento que el 316 SS y resiste ataques químicos. El principal riesgo es la fractura durante la instalación o si los restos impactan en el orificio; maneja con cuidado y utiliza filtros de entrada.
5.2 Cálculo del coste total de propiedad (TCO)
Consideremos un sistema con boquillas de 6 pines que funcionan 8.000 horas al año en una máquina que produce papel ligero recubierto (LWC) con relleno de carbonato de calcio al 15%:
| Material | Coste de la boquilla (cada una) | Ciclo de reemplazo | Boquillas por año | Coste anual de la boquilla | Coste laboral (6 cambios/año @ $200/cambio) | TCO anual total |
|---|---|---|---|---|---|---|
| 316 SS | $25 | 3 meses | 24 | 600 $ | $1,200 | $1,800 |
| Carburo de tungsteno | 280 $ | 24 meses | 3 | 840 $ | 200 $ | $1,040 |
| Carburo de silicio | $220 | 20 meses | 3.6 | 792 $ | $240 | $1,032 |
Información clave: A pesar de que las toberas de carburo de tungsteno cuestan un 11× más que el acero inoxidable por unidad, el TCO es un 42% menor porque la frecuencia de reemplazo baja de cada 3 meses a cada 24 meses. Los costes laborales para los cambios dominan el cálculo del TCO.
5.3 Monitorización del desgaste y reemplazo predictivo
En lugar de cambiar las boquillas con un calendario fijo, recomendamos la monitorización del desgaste basada en el flujo. Instala un caudalímetro en el colector de alimentación y registra los caudales diarios a una presión fija (por ejemplo, 120 bar). Cuando el flujo aumenta más de un 15% respecto a la línea base, el orificio se ha desgastado lo suficiente como para afectar a la calidad del canto.
De nuestros datos en once instalaciones:
- Acero inoxidable: La deriva de flujo alcanza el 15% tras 2.500–3.500 horas de funcionamiento
- Carburo de silicio: La deriva del flujo alcanza el 15% tras 15.000–20.000 horas de funcionamiento
- carburo de tungsteno: La deriva del caudal alcanza el 15% tras 18.000–24.000 horas de funcionamiento
Este enfoque evita sustituciones prematuras (pérdida de vida útil de la tobera) y sustituciones tardías (que causan defectos de calidad).
! 5-tobera-orificio-progresión de desgaste
6. Mejores prácticas de instalación y mantenimiento
Incluso las mejores boquillas rinden menos si se instalan mal. Aquí están los errores más comunes que hemos encontrado durante las auditorías de fábricas y cómo evitarlos.
6.1 Alineación y puntería de toberas
Las boquillas de pasador tienen un cono de pulverización estrecho (0–15°), por lo que las tolerancias de alineación son estrictas. Un desalineamiento de 10 mm a una distancia de 200 mm hace que el chorro no alcance completamente la línea de trimado.
Buenas prácticas:
- Utilizar una herramienta de alineación láser para marcar la línea exacta de corte en la cinta de papel mientras la máquina funciona a baja velocidad (300–500 m/min).
- Montar las boquillas en soportes ajustables con ajuste lateral de ±20 mm y ajuste angular de ±15°.
- Verificar la alineación haciendo pasar agua por las boquillas (sin papel) y comprobando el punto de impacto usando una placa de diana o papel sensible al agua.
- Revisar la alineación tras cualquier trabajo mecánico en la sección de trimado: las vibraciones y la expansión térmica pueden desplazar los soportes de montaje entre 5 y 10 mm.
6.2 Filtración de entrada
Las boquillas de alta presión con orificios pequeños (0,5–1,0 mm) son vulnerables a obstrucciones por restos de fibra, incrustaciones y partículas en el suministro de agua del molino. Un solo episodio de obstrucción puede causar horas de inactividad mientras los operadores desmontan y limpian la boquilla.
Filtración recomendada:
- Filtro primario (50–100 micras): Instalado en la línea principal de suministro antes de la bomba. Elimina los restos grandes.
- Filtro secundario (25–50 micras): Instalado en cada colector de tobera. Protege las boquillas individuales.
- Colador autolimpiante (opcional): Para aserraderos con alta carga de partículas, los coladores automáticos de contralavado reducen la frecuencia de mantenimiento.
Regla general: El tamaño de la malla del filtro debe ser del 40–50% del diámetro del orificio. Para un orificio de 0,8 mm, utilice filtración de 30–40 micras.
6.3 Protección contra picos de presión
Los sistemas de alta presión son propensos a golpes de ariete cuando las bombas arrancan o paran o cuando las válvulas de control se cierran rápidamente. Los picos de presión pueden superar los 250 bar durante breves periodos, lo que es suficiente para agrietar toberas de carburo de silicio o dañar los sellos de las bombas.
Estrategias de mitigación:
- Instalar una válvula de alivio de presión ajustada a 180–200 bar (20% por encima de la presión de funcionamiento normal) en el colector de alimentación.
- Utilizar válvulas solenoides de cierre lento (rampa de 2–5 segundos) en lugar de válvulas de bola de acción rápida.
- Añadir un tanque acumulador (capacidad de 5–10 L) para absorber transitorios de presión durante el arranque y el apagado.
Por experiencia de campo, los aserraderos que implementaron las tres medidas redujeron los incidentes de fractura de toberas en más de un 90%.
6.4 Calendario de mantenimiento
| Tarea | Frecuencia | Método |
|---|---|---|
| Inspección visual (patrón de salpicadura, fugas) | Diario | Observar las boquillas durante el funcionamiento normal; Busca chorros desviados o débiles |
| Verificación de caudal | Semanal | Medir el caudal a presión fija (120 bar); registro en el registro de mantenimiento |
| Limpieza/sustitución del filtro | Mensual (o cuando la presión baja >10 psi) | Retirar e inspeccionar los filtros; Sustituir si se daña o está muy enredado |
| Inspección del orificio de la boquilla | Trimestral | Quitar las boquillas; inspeccionar el orificio por debajo del 10× aumento para detectar desgaste o daños |
| Prueba de presión de sistema completo | Anualmente | Sistema de prueba a 1,5× presión máxima de funcionamiento; Comprobar si hay fugas y puntos débiles |
Punto crítico: Muchos molinos saltan la verificación semanal de flujo, descubriendo boquillas desgastadas solo cuando la calidad del filo ya se ha degradado. La monitorización del flujo cuesta menos de 15 minutos por semana y evita miles de dólares en pérdidas relacionadas con las roturas.
! Instalación-alineación-alineación-boquilla de 6 toberas
7. FAQ: Desafíos comunes con el recorte de bordes {#7-faq}
P1: Actualizamos a boquillas de pasador pero seguimos viendo una calidad de filo inconsistente. ¿Qué podría estar mal?
R: Las tres causas más comunes son: (1) Desalineación—las boquillas de los pasadores tienen un cono de pulverización estrecho; Incluso 10 mm de desalineación pueden hacer que el jet no alcance la línea de trimado. Vuelve a verificar la alineación con una herramienta láser. (2) Presión insuficiente—si se va por debajo de 100 bar, el chorro puede carecer de la fuerza de impacto necesaria para penetrar la telaraña. Aumenta a 120–140 bar. (3) Orificio desgastado—si la boquilla ha estado en servicio más de 12 meses (acero inoxidable) o 18 meses (carburo/cerámica), mide el caudal. Si el flujo ha aumentado un >15%, el orificio se ha desgastado y necesita ser reemplazado.
P2: ¿Cómo calculo el número de boquillas necesarias por filo?
R: Para velocidades superiores a 1.500 m/min, recomendamos 2–3 boquillas por lado de trimado, separadas entre 80 y 150 mm a lo largo de la línea de trimado. Esto garantiza una cobertura continua incluso durante el fluttering de la red o pequeñas fluctuaciones de velocidad. Los sistemas de tobera única funcionan solo a velocidades más bajas (<1.200 m/min) o sobre bandas muy estables (grados de placa).
P3: ¿Puedo instalar boquillas de pasadores en un sistema de ventilador plano existente?
R: Sí, pero tendrás que mejorar la bomba y el sistema de regulación de presión. Los sistemas de ventiladores planos suelen funcionar a 20–60 bar, mientras que las boquillas de pasador requieren entre 100 y 150 bar. También tendrás que volver a instalar la tubería de suministro para soportar la mayor presión (usa tubería de acero inoxidable schedule 80 o manguera de alta presión con capacidad de al menos 200 bar). Prepara entre 2 y 4 semanas para ingeniería e instalación, incluyendo integración con DCS si quieres control de presión automatizado.
P4: ¿Qué calidad de agua se requiere para las boquillas de pasador de alta presión?
R: Las boquillas de pasador toleran el agua estándar del proceso de molino, pero la filtración es crítica. Instala filtros de 25–50 micras aguas arriba de las boquillas para evitar obstrucciones. La dureza y el pH del agua son menos críticos para materiales de acero inoxidable, carburo de tungsteno y carburo de silicio (todos resisten la corrosión), pero evita usar agua ácida (pH <5) con boquillas de acero endurecido debido al riesgo de óxido.
P5: ¿Cuánto cuesta una actualización completa de la boquilla de pasadores?
R: Para una instalación típica (6 boquillas, bomba de alta presión, control de presión, filtración y mano de obra de instalación), presupuesta entre 25.000 y 50.000 dólares estadounidenses dependiendo de la complejidad de la reforma y de si necesitas tuberías nuevas. Los molinos suelen recuperar esta inversión en 8–14 meses mediante una reducción de pausas y un menor consumo de agua. Para instalaciones en terreno nuevo o máquinas nuevas, el coste incremental frente a los sistemas de ventiladores planos es solo de 10.000 a 20.000 dólares.
P6: ¿Funcionan las boquillas de pasador para todas las calificaciones de papel?
R: Las boquillas de pasador destacan en grados ligeros (papel de seda, toalla, papel fino, LWC) a velocidades superiores a 1.200 m/min. Para máquinas de placas pesadas (>250 gsm) o lentas (<1.000 m/min), las toberas planas para ventiladores pueden ser suficientes y más rentables. El camino de actualización tiene más sentido cuando experimentas frecuentes fallas relacionadas con los bordes o cuando estás funcionando al límite superior de la capacidad de velocidad de tu máquina.
8. Conclusión y próximos pasos
Las boquillas de pasador de alta presión representan una vía de mejora probada para las fábricas de papel que luchan por la estabilidad del recorte de filo a velocidades superiores a 1.500 m/min. Al entregar chorros concentrados y de alta velocidad con una penetración entre 3 y 4× mayor que las toberas planas de ventilador, las toberas de pasador reducen las rupturas relacionadas con el borde en un 85–90%, reducen el consumo de agua hasta en un 64% y amplían la ventana de velocidad útil en más de 1.000 m/min.