





¿Qué es la limpieza CIP y cómo funciona? La guía definitiva de 2026
Imagina que cierras toda tu línea de producción, desmontaras pesadas tuberías de acero inoxidable y enviar a un equipo con cepillos a un tanque confinado y peligroso. Hace décadas, esta era la única forma de garantizar la higiene industrial. Hoy en día, ese enfoque no solo supone una enorme carga para la rentabilidad, sino también una grave responsabilidad para la seguridad. En la fabricación moderna de alimentos y bebidas, farmacéutica y química, el tiempo de inactividad operativa es el enemigo, y la contaminación cruzada es una catástrofe que destruye la marca.
Esto nos lleva a una pregunta fundamental para los gerentes de planta e ingenieros de procesos: ¿Qué es exactamente el CIP (Clean-in-Situ) y cómo garantiza condiciones 100% sanitarias sin desmontar tu equipo?
En esta guía completa, desglosaremos la mecánica fundamental de los sistemas CIP. Aprenderás los principios fundamentales que rigen una limpieza eficaz, el desglose paso a paso del ciclo, cómo eliminar las "piernas muertas" peligrosas y cómo elegir el equipo adecuado puede reducir drásticamente el consumo de agua y productos químicos. Antes de adentrarse en la mecánica técnica, entender por qué la limpieza de tanques es crítica es el paso fundamental para optimizar la eficiencia operativa de tu planta, garantizar la seguridad del producto y cumplir con las estrictas normativas de la FDA y GMP.
{kind=link}
Índice
- [1. Comprendiendo la limpieza CIP: lo básico] (#1-entendiendo-cip-limpiando-lo básico)
- [2. Conceptos Básicos Simplificados] (#2-núcleo-conceptos-simplificados)
- [3. Guía paso a paso: El ciclo CIP estándar] (#3-paso a paso guía el ciclo cifrado estándar)
- [4. Consejos de expertos y trampas comunes a evitar] (#4-consejos-expertos--trampas comunes para evitar)
- [5. Conclusión y reflexiones finales](#5-conclusión--reflexiones finales)
1. Entendiendo la limpieza CIP: lo básico
El Clean-in-Place (CIP) es una metodología de ingeniería automatizada utilizada para limpiar las superficies interiores de tuberías, recipientes, equipos de proceso, filtros y accesorios asociados sin necesidad de desmontar el sistema.
Para las instalaciones que operan en regiones de habla inglesa (EE. UU., REINO UNIDO, CA, AU) donde los costes laborales son altos y el escrutinio regulatorio es intenso, el CIP no es solo una comodidad, sino una herramienta crítica de cumplimiento. Organismos reguladores como la FDA (Administración de Alimentos y Medicamentos) y las directrices bajo las Buenas Prácticas de Fabricación (GMP) exigen pruebas científicamente validadas de que un entorno de procesamiento está libre de contaminantes microbianos y residuos químicos entre lotes de producción.
Por qué el CIP es el estándar de la industria:
- Reducción drástica del tiempo de inactividad: Lo que antes requería un turno completo de trabajo manual ahora se puede lograr en 60 a 90 minutos.
- Consistencia intransigente: Los sistemas automatizados eliminan el error humano. Cada ciclo funciona con exactamente la misma temperatura, concentración química y duración.
- Sostenibilidad y ahorro de costes: Los sistemas CIP modernos están diseñados para recuperar y reutilizar agua y productos químicos, reduciendo significativamente la huella ambiental y el gasto operativo (OpEx).
- Seguridad del operador: La entrada en espacios confinados es una de las actividades más peligrosas en una planta industrial. El CIP mantiene a tu plantilla fuera de los tanques y alejada de productos químicos agresivos y de alta temperatura.
2. Conceptos Básicos Simplificados
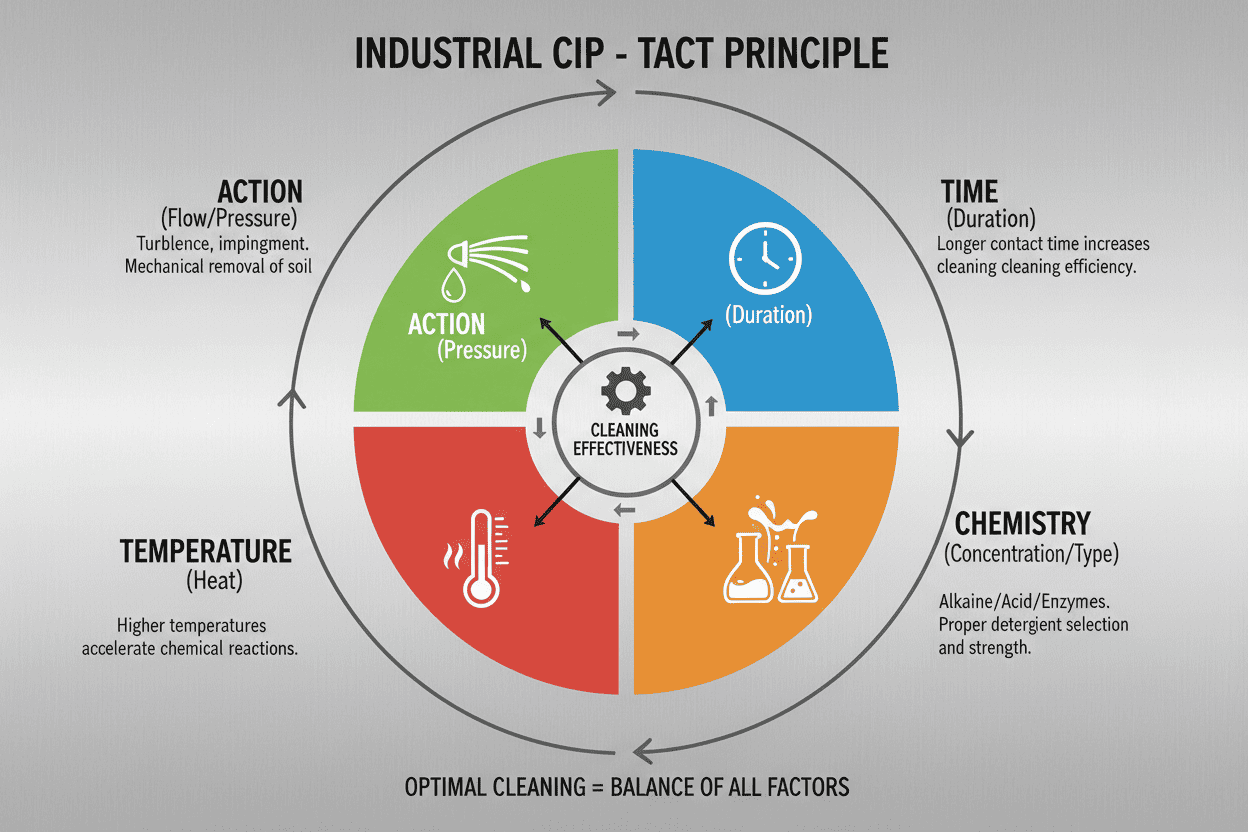
Para comprender realmente cómo los sistemas CIP logran una limpieza microscópica, necesitamos eliminar la jerga compleja de la ingeniería. El éxito de cualquier sistema de limpieza automatizado depende de un delicado equilibrio de cuatro elementos, conocido universalmente como el Principio TACT.
Piensa en el principio TACT exactamente como lavar platos grasientos en el fregadero de la cocina. Si usas agua fría en lugar de caliente, tendrás que frotar mucho más fuerte o usar un jabón de platos mucho más fuerte para limpiar el plato. En el CIP industrial, se aplica la misma física.
- T - Tiempo: Cuánto tiempo circula la solución limpiadora sobre las superficies sucias. Tiempos más largos pueden compensar los químicos más débiles.
- A - Acción: La fuerza mecánica y física usada para eliminar los residuos pegajosos. En un tanque, esta acción de "fregado" se realiza mediante boquillas de pulverización de alta presión.
- C - Química: Las soluciones alcalinas (cáusticas) o ácidas específicas utilizadas para disolver proteínas, grasas y escamas minerales.
- T - Temperatura: El nivel de calor de los fluidos. Las temperaturas más altas aumentan exponencialmente la efectividad de los productos químicos y ayudan a derretir las grasas viscosas.
{kind=link}
Desmitificando la jerga de la industria
Antes de actualizar un sistema, los responsables de planta deben comprender la terminología específica utilizada por los ingenieros de procesos:
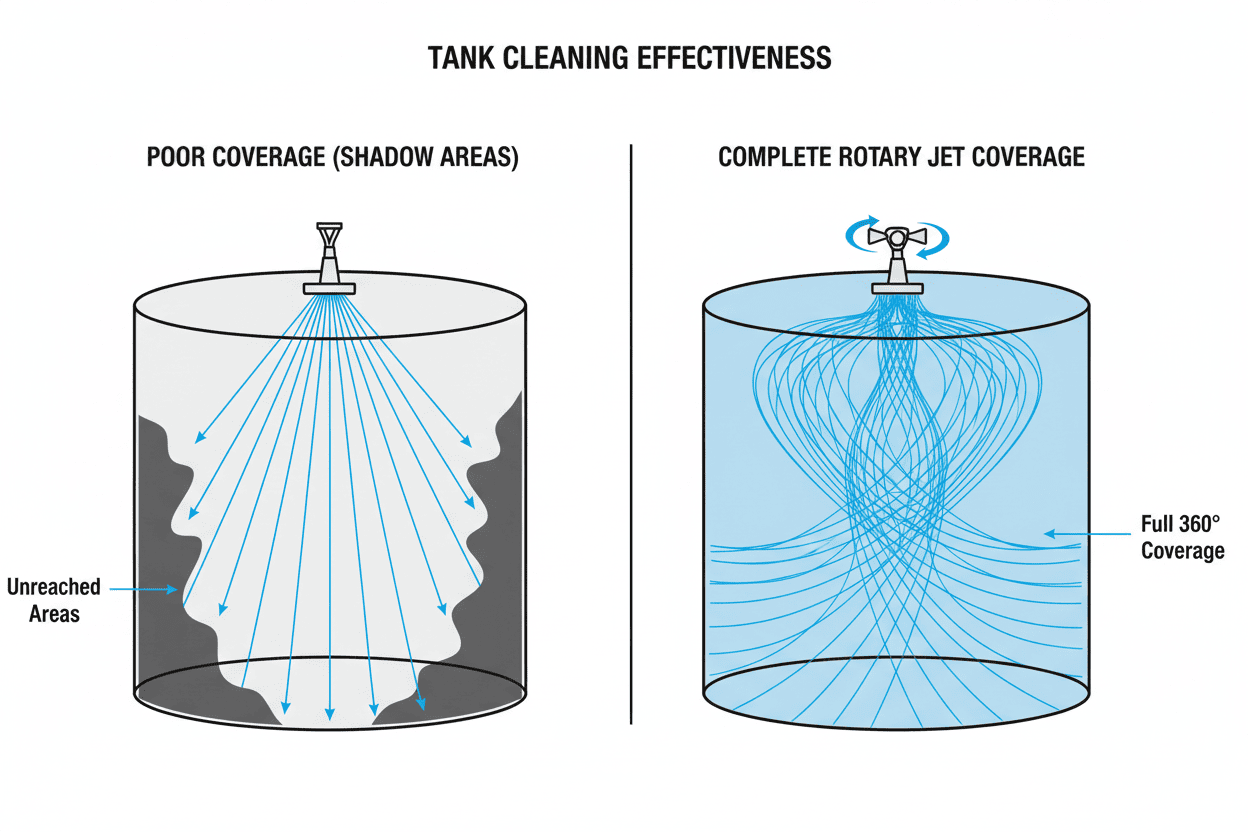
- Patas muertas / Áreas de sombra: Son los bolsillos de difícil acceso dentro de tuberías o tanques, como detrás de las aspas del agitador o dentro de válvulas complejas. Si el chorro de agua de la boquilla del pulverizador no puede alcanzar físicamente estos puntos, las bacterias sobrevivirán, crecerán y contaminarán el siguiente lote.
- Impacto: Esta es la fuerza física de "golpe" o impacto del chorro de agua que golpea la pared de acero inoxidable. Se requiere un gran impacto para eliminar físicamente residuos duros, horneados o pegajosos (como la levadura en cervecerías o los jarabes espesos en el procesamiento de alimentos).
- Validación CIP: En sectores altamente regulados como la farmacéutica, no se puede simplemente decir que un tanque está limpio. Debes demostrarlo. La validación es el proceso riguroso y documentado de pruebas (utilizando pruebas de muestras y análisis de agua de enjuague) para garantizar científicamente que no queden ingredientes activos farmacéuticos (APIs) ni bacterias.
El Gran Debate: Viejo vs. Nuevo
Cuando los responsables de instalación analizan sus cuellos de botella operativos, suelen sopesar los pros y los contras de su configuración actual. Un análisis profundo de limpieza manual vs automatizada de tanques revela por qué las industrias fuertemente reguladas han abandonado por completo el fregado manual.
Tabla comparativa: Sistemas CIP manuales vs. automatizados
| Característica/Métrica | Limpieza manual de tanques | Sistema CIP automatizado |
|---|---|---|
| Consistencia de limpieza | Altamente variable (depende de la fatiga del operador) | 100% repetible y preciso |
| Tiempo de inactividad / Tiempo de trabajo | Alta (requiere desmontaje y entrada confinada) | Bajo (Funcionamiento por botón, giro rápido) |
| Agua y residuos químicos | Extremadamente alto (pulverización manual continua) | Bajo (Sistemas recuperan y recirculan fluidos) |
| Riesgos de seguridad | Crítico (Espacio confinado, exposición química) | Mínimo (Operación totalmente cerrada) |
| Validación regulatoria | Casi imposible de validar científicamente | Altamente documentable, conforme a GMP/FDA |
3. Guía paso a paso: El ciclo estándar de CIP
Para que el complejo proceso industrial sea más cercano, imagina tu lavadora doméstica. No se llena solo una vez con agua jabonosa; Pasa por una serie calculada de rellenos, agitaciones y enjuagues para asegurarse de que la ropa esté limpia y libre de detergente. Un ciclo CIP industrial estándar funciona con la misma lógica, que suele implicar de 5 a 7 pasos distintos.
Fase 1: El Pre-Enjuague
El ciclo comienza enjuagando el sistema con agua (a menudo reciclada del enjuague final del ciclo anterior para ahorrar costes).
- Propósito: Eliminar mecánicamente suelos sueltos y a granel, azúcares no disueltos y partículas grandes. Si se usa agua tibia, ayuda a derretir las grasas.
- Detalle crucial: Saltarse este paso significa que tus productos químicos caros en la siguiente fase se desperdiciarán luchando contra la suciedad suelta en lugar de descomponer los residuos unidos.
Fase 2: El Lavado Cáustico
Esta es la fase de trabajo pesado. Se circula una solución altamente alcalina (normalmente hidróxido de sodio / sodio cáustico, con concentración que va del 1% al 2%) a altas temperaturas (a menudo entre 60°C y 85°C).
- Propósito: La química cáustica saponifica las grasas (las convierte en jabón) y descompone estructuras proteicas complejas, permitiendo que se laven.
Fase 3: Enjuague intermedio
El agua dulce o recuperada se bombea a través del sistema para eliminar los químicos cáusticos y los suelos en suspensión.
- Propósito: Prepara el tanque para el lavado ácido. Mezclar cáustico y ácido directamente neutralizaría ambos y crearía una reacción química peligrosa.
Fase 4: El lavado ácido (opcional pero recomendado)
Dependiendo de la industria, una solución ácida (como el ácido nítrico o fosfórico) se circula a temperaturas más bajas.
- Propósito: Mientras que el cáustico elimina el material orgánico, el ácido elimina el material inorgánico. Disuelve la incrustación mineral (como depósitos de calcio o la "piedra cervecera" en las cervecerías) y neutraliza cualquier rastro residual del lavado alcalino.
Fase 5: Enjuague final
El sistema se enjuaga con agua altamente purificada—a menudo agua desionizada (DI) o de ósmosis inversa (RO) en entornos farmacéuticos.
- Propósito: Garantiza que absolutamente todos los residuos químicos se eliminen del sistema. El agua de enjuague se prueba a menudo para comprobar su conductividad; Si la conductividad coincide con el agua pura, el depósito queda químicamente limpio.
Fase 6: Desinfección / Esterilización
Antes de que comience el siguiente lote de producción, el sistema debe ser esterilizado para eliminar cualquier microorganismo restante.
- Propósito: Esto se consigue mediante desinfectantes químicos (como el ácido peracético) o circulando vapor vivo (un proceso conocido como SIP - Esterilización en el lugar).
Escenario A: Elegir el equipo adecuado para entregar la "acción"
Puedes tener la temperatura perfecta, los productos químicos más potentes y todo el tiempo del mundo, pero si falla el equipo de limpieza física dentro del tanque, falla el ciclo CIP. El componente más crítico dentro del recipiente de procesamiento es la tobera. Actúa como la "cabeza de ducha", convirtiendo la presión del fluido de las bombas CIP en la "Acción" mecánica del principio TATC.
Entender cómo funcionan las boquillas de limpieza de tanques es esencial para cualquier ingeniero de procesos. Si usas una boquilla débil en un acuario grande, el agua simplemente se deslizará por las paredes, dejando residuos pegajosos intactos.
Para aplicaciones industriales de alta resistencia que tratan residuos viscosos, pegajosos o cocidos, las bolas de pulverización estáticas ya no son suficientes. Seleccionar toberas de limpieza de tanques de alto impacto para aplicaciones industriales(https://www.nozzle-intellect.com/application/tank-cleaning-nozzles-for-industrial-applications/2.html) es la forma más eficaz de eliminar patas muertas, garantizar la validación del CIP y reducir drásticamente el tiempo de respuesta.
{kind=link}
Tabla de especificaciones: Elegir la boquilla adecuada para limpiar tanques
| Tipo de boquilla | Mecanismo de acción | Impacto (fuerza de impacto) | Mejor Adecuado Para | Eficiencia del agua/química |
|---|---|---|---|---|
| Bolas de spray estática | Fluido en cascada por las paredes del tanque | Muy Bajo | Suelos ligeros, líquidos fácilmente solubles (por ejemplo, leche, zumos) | Pobre (Requiere mucho agua) |
| Cabezas rotativas de pulverización | Ventilador giratorio de fluido | Moderado | Suelos medios, elaboración artesanal, procesamiento estándar de alimentos | Bueno (Mejor cobertura que estática) |
| Cabezas de chorro rotatorio | Chorros sólidos de alta presión giratorios a 360° | Extremadamente alto | Residuos pesados, pegajosos, viscosos o cocidos (por ejemplo, resinas, mantequilla de cacahuete, APIs) | Excelente (Utiliza fuerza mecánica sobre volumen de agua) |
4. Consejos de expertos y trampas comunes que hay que evitar
Si pasas tiempo en foros del sector como 'r/ChemicalEngineering' o 'r/TheBrewery' de Reddit, te darás cuenta rápidamente de que las operaciones CIP en el mundo real rara vez salen perfectamente a la primera. La teoría es una cosa; La práctica es otra. Aquí están los problemas más comunes a los que se enfrentan los gestores de plantas y cómo evitarlos.
Trampa 1: Las Áreas de Sombra "Invisible" (Piernas Muertas)
El problema: Un ingeniero de QA falla en una prueba de validación CIP porque se encontraron bacterias detrás de la paleta agitadora del tanque. La bola de pulverización estándar simplemente no podía rociar detrás del obstáculo físico. La solución: Nunca dependas de una sola bola de pulverización para un acuario complejo. Utiliza varias boquillas estratégicamente colocadas para crear patrones de pulverización superpuestos, o mejora a una cabeza de chorro rotatoria 3D que mapea todo el volumen interior durante un tiempo de ciclo determinado.
Trampa 2: Bolas de spray estáticas obstruidas
El problema: Los operadores notan que el tanque no se limpia. Al inspeccionar, descubren que los pequeños orificios en la bola de pulverización estática están obstruidos con materia de lúpulo, pulpa de fruta o restos del proceso. La solución: Implementa un colador en línea antes de la bomba CIP para recoger los residuos. Mejor aún, sustituye las bolas de pulverización estática por cabezales rotatorios autolimpiantes que no tengan microperforaciones propensas a obstruirse.
Trampa 3: Ignorar las caídas de presión en la bomba
El problema: El sistema CIP está diseñado para suministrar 5 bar de presión a la tobera, pero el impacto real dentro del tanque es débil. La solución: Los ingenieros de proceso a menudo olvidan calcular la pérdida de fricción en la tubería entre la bomba y el tanque. Instala siempre manómetros en la entrada de la boquilla, no solo en la descarga de la bomba, para asegurarte de que realmente se cumple el parámetro "Acción" de TACT.
{kind=link}
5. Conclusión y reflexiones finales
Dominar tu proceso de limpieza CIP es una de las inversiones con mayor retorno de inversión que puede realizar una planta de fabricación. Es la columna vertebral invisible de la higiene industrial moderna, protegiendo tanto la reputación de tu marca como tus beneficios.
Al comprender profundamente el principio TAT, respetar la estricta secuencia del ciclo CIP y migrar de métodos manuales obsoletos a soluciones totalmente automatizadas, se eliminan las conjeturas en la sanidad de plantas. Lo más importante es reconocer que la fuerza mecánica de las boquillas de limpieza de tus tanques determina el éxito de toda tu infraestructura CIP multimillonaria te ahorrará incontables horas de resolución de problemas y validaciones fallidas.
Resumen rápido: Lista de verificación de optimización CIP
| Área de enfoque | Conclusión clave | Paso de Acción Inmediata |
|---|---|---|
| Mecánica | CIP se basa en TACT: Tiempo, Acción, Química, Temperatura. | Audita tu ciclo actual: ¿Dependes demasiado de los químicos porque tu "Acción" mecánica es débil? |
| Equipamiento | La limpieza manual está obsoleta; La automatización garantiza el cumplimiento. | Revisa los costes de mano de obra y los tiempos de inactividad asociados al fregado manual para justificar una actualización automatizada del CIP. |
| Boquillas | Bolas de pulverización estática, agua residual; Los chorros rotativos ahorran recursos. | Inspecciona tus tanques en busca de "zonas de sombra" y actualiza a toberas rotatorias de alto impacto cuando sea necesario. |
| Validación | Debes demostrar limpieza para cumplir con FDA/GMP. | Asegúrate de que la conductividad del agua de enjuague final coincida con las bases de agua pura antes de liberar el depósito para su producción. |
¿Listo para eliminar patas muertas, reducir el consumo de agua y optimizar tus ciclos de limpieza? Evalúa hoy tu configuración actual de boquillas y asegúrate de que tu instalación funciona a máxima eficiencia.