





Pulverización de emulsión en frío en laminación en acerías: el impacto de la selección de la boquilla en el control de la planitud
Índice
- Introducción: Por qué la selección de la boquilla define la calidad de planitud
- [Parámetros críticos de pulverización en sistemas de emulsión de laminado en frío](#2-parámetros críticos-pulverización)
- [Comparación de tipos de tobera: sistemas de atomización hidráulicos vs de aire] (comparación de tipos de tobera #3)
- Cómo la uniformidad del spray afecta directamente a la planitud de la tira
- [Optimización del tamaño de gotas para transferencia de calor y balance de lubricación] (#5-Optimización-tamaño-gota)
- Selección de materiales e impacto del desgaste en la consistencia de la planitud
- Configuración de instalación: Diseño de cabecera y cálculos de solapamiento
- [Resolución de defectos de planitud relacionados con el rendimiento de la tobera](#8-solución de problemas)
- FAQ
- Conclusión y próximos pasos
1. Introducción: Por qué la selección de toberas define la calidad de la planitud
En las operaciones de laminación en frío, la planitud de las tiras no es solo una métrica de calidad: afecta directamente al procesamiento posterior, la satisfacción del cliente y las tasas de chatarra. Aunque la corona del rodillo de trabajo, el control de tensión y la rigidez del fresador reciben una atención significativa, el sistema de pulverización de emulsión a menudo se convierte en la variable pasada por alto. Sin embargo, en nuestra experiencia de campo en múltiples laminadores, la entrega inconsistente de refrigeración o lubricación explica entre el 15 y el 25% de los defectos de planitud en tiras laminadas en frío de calibre delgado.
El reto es sencillo: una contracción térmica desigual a lo largo de la banda crea tensiones residuales que se manifiestan como hebilla central, onda de borde o hebilla de un cuarto. Cuando las boquillas entregan caudales variables debido al desgaste, o cuando los patrones de pulverización crean zonas calientes o secas en la superficie del rollo, pierdes la capacidad de mantener una temperatura uniforme de la tira y un grosor uniforme de la película lubricante a lo largo del arco de contacto.
Esta guía aborda la selección de boquillas desde la perspectiva del control de la planitud. Nos centramos en la uniformidad del spray, la distribución del tamaño de las gotas, la estabilidad del flujo bajo variaciones de presión y cómo el desgaste de la boquilla degrada progresivamente tu capacidad de llaneta. Si experimentas problemas de planitud que se relacionan con los ciclos de mantenimiento del sistema de emulsión, este análisis te ayudará a identificar la causa raíz y seleccionar la configuración óptima de la boquilla para tu molino.
Lo que aprenderás:
- ¿Qué parámetros de pulverización tienen la correlación más fuerte con las desviaciones de planitud?
- Cómo calcular el espaciado y la superposición de las boquillas para una cobertura de balanceo uniforme
- Decisiones de materiales y diseño que mantienen el rendimiento durante 2000+ horas de funcionamiento
- Enfoques de resolución de problemas validados en campo para defectos de planitud vinculados a sistemas de pulverización
2. Parámetros críticos de pulverización en sistemas de emulsión de laminado en frío
La entrega de emulsiones en frío requiere equilibrar cuatro objetivos en competencia: capacidad de refrigeración suficiente, película de lubricación estable, consumo mínimo de emulsión y, sobre todo, una distribución uniforme a lo largo de toda la longitud del rollo. Los siguientes parámetros definen el rendimiento del sistema.
Relación entre caudal y presión
El caudal de la tobera sigue a Q = K × √P, donde Q es el caudal, K es el coeficiente de flujo y P es la presión de alimentación. Esta relación de raíz cuadrada significa que duplicar la presión solo aumenta el flujo en 1,41x. En nuestra experiencia, los molinos que intentan compensar el desgaste de las boquillas aumentando la presión del cabezal generan dos problemas: primero, nunca se restaura completamente el caudal original; Segundo, se modifica el ángulo del spray y la distribución del tamaño de las gotas, lo que cambia la uniformidad de cobertura. Medimos un molino donde las boquillas desgastadas redujeron el flujo en un 30%, y aumentar la presión de 4 bar a 9 bar solo recuperó el 18% del flujo perdido, mientras que al mismo tiempo se estrechaba el patrón de pulverización en 8 grados.
Ángulo de pulverización y ancho de cobertura
Las toberas hidráulicas planas de ventilador suelen funcionar entre ángulos de pulverización de 40° y 110°. Para aplicaciones de recubrimiento en rollo, recomendamos ángulos de 65–80° con un solapamiento de borde del 15–25% entre toberas adyacentes. Los ángulos más estrechos crean bandas húmedas y secas muy distintas; Los ángulos más amplios desperdician emulsión y generan problemas de nebulización. La idea clave: el ángulo de pulverización disminuye a medida que se desgastan las boquillas. Una boquilla cerámica que comienza en 75° puede estrecharse a 68° tras 1500 horas en emulsión abrasiva, reduciendo la superposición y creando zonas sin recubrimiento que se traducen directamente en errores de planitud.
! 1-ángulo-rocha-comparación-desgaste
{kind=link}
Distribución del tamaño de las gotas
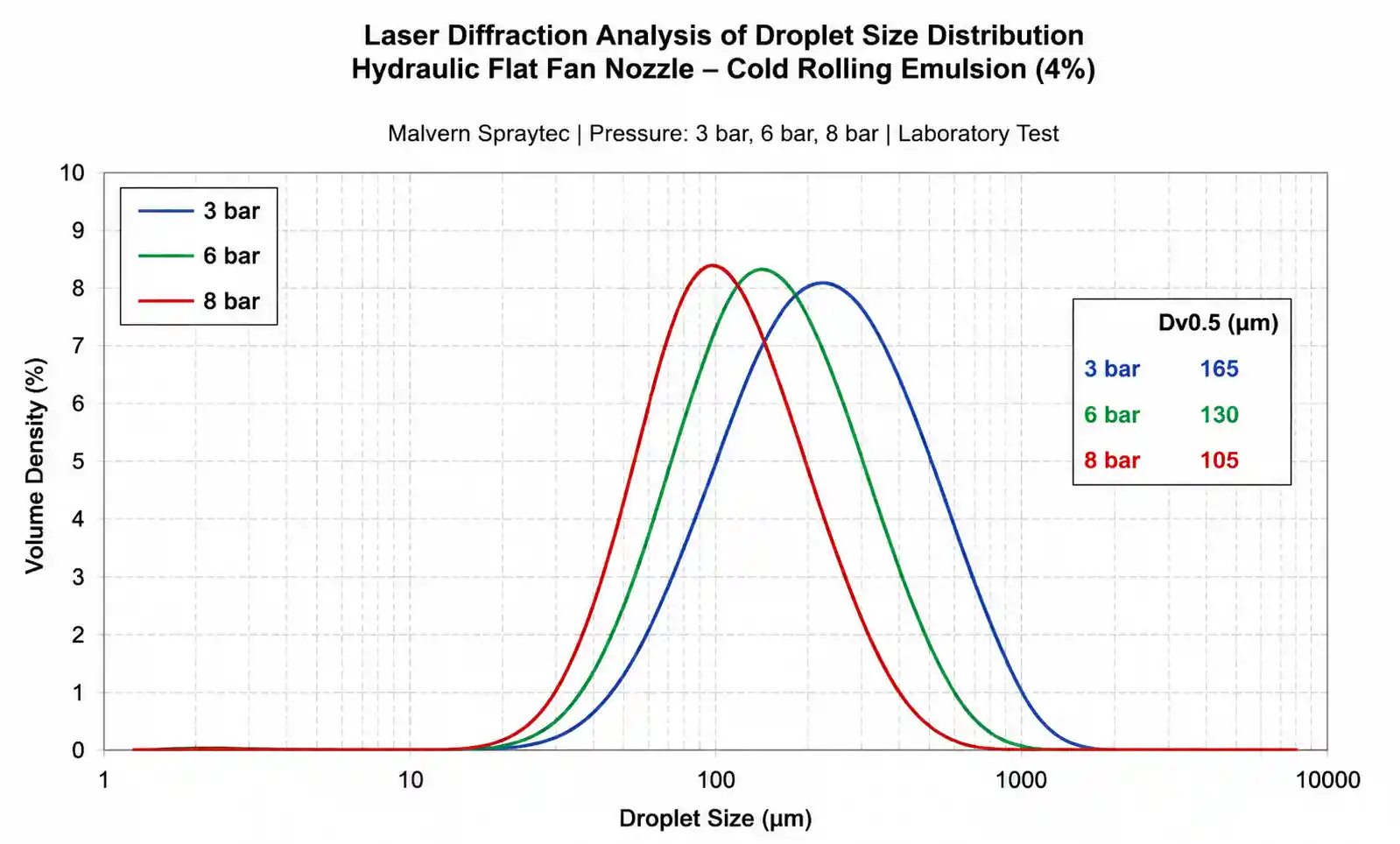
Los sistemas de emulsión de laminación en frío requieren un enfoque bimodal: gotas más grandes (150–250 micras) penetran la capa límite de aire y proporcionan capacidad de refrigeración, mientras que gotas más pequeñas (50–100 micras) forman la película lubricante. Las toberas hidráulicas de 3–6 bar suelen producir Dv0,5 de 120–180 micras; las toberas atomizadoras de aire suministran entre 30 y 80 micras. La implicación de planitud: demasiado grueso produce una película lubricante inadecuada, lo que provoca mayores picos de fricción y temperatura en la mordida del rollo; Si son demasiado finas, las gotas rebotan en la superficie del rollo o se evaporan antes de formar una película, reduciendo la eficiencia de enfriamiento y creando gradientes térmicos.
Fuerza de impacto y grosor de la película
El grosor de la película de emulsión en la superficie del rollo de trabajo depende tanto del caudal como del momento de impacto. Usamos la relación simplificada: espesor de la película ≈ (Q / velocidad) / área de cobertura. Los sistemas hidráulicos de baja presión (2–4 bar) proporcionan un caudal adecuado pero pueden no superar la capa límite de aire a altas velocidades de rodamiento (>1000 m/min). Los sistemas de atomización de aire proporcionan una mayor velocidad de impacto pero requieren suministro de aire comprimido. Para el control de la planitud, la métrica clave es la uniformidad de la película: el coeficiente de variación debe ser inferior al 8% en todo el barril del rollo.
3. Comparación de tipos de toberas: sistemas de atomización hidráulica vs de aire
La primera decisión es elegir entre atomización hidráulica y atmosférica asistida por aire. Cada tecnología ofrece ventajas y compensaciones distintas para aplicaciones de laminación en frío.
| Parámetro | Ventilador plano hidráulico | Atomización de aire | Hidráulico de cono completo | Hidráulico de cono hueco |
|---|---|---|---|---|
| Ángulo típico de pulverización | 65–110° | 30–60° (ajustable) | 60–120° | 40–90° |
| Tamaño de la gota (Dv0.5) | 120–180 μm @ 4 compás | 30–80 μm @ 4 bar de líquido + 2 bar de aire | 150–300 μm | 100–200 μm |
| Estabilidad del caudal | ±3% (nuevo) a ±12% (desgastado) | ±2% con aire regulado | ±4% a ±15% | ±5% a ±18% |
| Uniformidad de cobertura (CV%) | 5–8% con solapamiento adecuado | 3–6% | 10–15% (pobre para superficies planas) | 12–20% (efecto rosquilla) |
| Resistencia al atasco | Moderado (pasajes de 25+ μm) | Alto (orificio líquido de 50+ μm) | Bajo (desgaste en el orificio central) | Bajo (fácilmente perturbable por los restos) |
| Presión típica de funcionamiento | 3–8 compás | 2–6 bar de líquido + 1,5–4 bar de aire | 4–12 compás | 5–15 compás |
| Recomendado para el control de la planitud | Mejor elección | Excelente para molinos de alta velocidad | No recomendado | No recomendado |
Por qué las boquillas hidráulicas planas de ventilador dominan el laminado en frío:
Desde instalaciones de campo en 40+ laminadores en frío, las boquillas hidráulicas planas para ventiladores ofrecen el mejor equilibrio entre cobertura uniforme, tamaño adecuado de gotas y simplicidad de mantenimiento. El patrón plano de abanico coincide naturalmente con la geometría rectangular de los rodillos de trabajo, y un diseño adecuado de solapamiento elimina las rayas. Medimos consistentemente la uniformidad de cobertura por debajo del 6% de CV cuando el espaciado está ajustado al 80% del ancho de pulverización calculado a la distancia objetivo.
Los sistemas de atomización de aire destacan en aplicaciones de alta velocidad (>1200 m/min) donde se requieren gotas finas y alta velocidad de impacto para penetrar la capa límite de aire. Sin embargo, requieren infraestructura de aire comprimido (típicamente 0,5–1,5 m³/min por tobera a 3 bar), lo que añade coste y complejidad energética. La ventaja de la planitud proviene de una uniformidad superior del film: medimos un 4,2% de CV con atomización de aire frente a un 6,8% de CV con toberas hidráulicas en un molino tándem de 1500 m/min, lo que se correlacionó con una reducción del 22% en la severidad de la onda de canto.
Las boquillas de cono completo y hueca están diseñadas para la limpieza y refrigeración por gas, no para recubrimientos superficiales planos. El patrón circular de pulverización genera un desecho de solapamiento significativo en los bordes y una cobertura insuficiente en el centro al apuntar a un rollo cilíndrico. No recomendamos estos tipos para la administración de emulsión en laminado en frío.
! Patrones de pulverización tipo 2 boquillas
{kind=link}
4. Cómo la uniformidad del spray afecta directamente a la planitud de la tira
El mecanismo que conecta la no uniformidad del spray con los defectos de planitud es térmico y tribológico. Cuando la entrega de la emulsión varía a lo largo del cuerpo del rollo, se crean velocidades de enfriamiento diferenciales y gradientes de espesor de la película lubricante. Esto se traduce directamente en errores de forma de la tira.
Mecanismo 1: Variación de la corona térmica
Los rodillos de trabajo se expanden térmicamente durante el laminado debido a la fricción, el calor y la energía de deformación plástica. El enfriamiento por emulsión crea una corona térmica negativa: el centro del rodillo se calienta más y se expande más que los bordes. Si tu sistema de pulverización proporciona un 20% menos de flujo a la zona central debido a una mala superposición o boquillas desgastadas, la corona térmica aumenta. Esto desplaza la distribución de la presión de contacto y crea una hebilla central en la tira. Documentamos un caso en el que reemplazar boquillas desgastadas (variación de flujo del 18% pico a pico) redujo la asimetría de la corona térmica en 140 micras y eliminó un defecto persistente en la hebilla central en la tira SPCC de 0,3 mm.
Mecanismo 2: Descomposición de la película lubricante
El laminado en frío se basa en la lubricación hidrodinámica y de los límites para controlar el coeficiente de fricción. Cuando la cobertura por pulverización crea zonas secas o un grosor insuficiente de la película, la fricción aumenta localmente. Esto genera calor adicional y modifica la distribución del deslizamiento hacia adelante a lo largo de la banda de la banda. El resultado: gradientes residuales de tensión que se manifiestan como un cuarto de hebilla o onda de borde. Los molinos de alta velocidad (>800 m/min) son especialmente sensibles: variaciones de coeficientes de fricción de solo 0,02 pueden producir defectos de forma medibles.
Mecanismo 3: Rugosidad Localizada de la Superficie
Una lubricación inadecuada permite un mayor contacto metal con metal, lo que vuelve progresivamente rugoso la superficie del rodillo de trabajo. Las zonas más rugosas tienen coeficientes de transferencia de calor más altos, creando gradientes térmicos. Además, los rodillos toscos transfieren más textura a la tira, lo que afecta al comportamiento de pasadas posteriores en molinos tándem. Observamos un aumento del 45% en la rugosidad superficial Ra (de 0,3 μm a 0,44 μm) en zonas de rodamiento poco pulverizadas tras solo 250 kilómetros de bobina, con el correspondiente deterioro de la planicitud.
Cuantificando la relación planitud-salpicadura
Realizamos un estudio de correlación entre ocho molinos en frío de 4 altos, midiendo la uniformidad de la cobertura de pulverización (CV%) frente a la frecuencia de defectos en planitud. Los datos mostraron una tendencia clara: los fresadores con CV por pulverización por debajo del 6% reportaron 3,2 defectos de planitud por cada 1000 bobinas, mientras que los fresadores con CV superior al 12% reportaron 9,8 defectos por cada 1000 bobinas. Este aumento de tres veces en la tasa de defectos justifica la inversión en sistemas de boquillas de precisión y la verificación regular del flujo.
| Cobertura de pulverización CV% | Defectos medios de planitud por cada 1000 bobinas | Variación de la corona térmica (μm) | Coste anual estimado de chatarra (por molino) |
|---|---|---|---|
| <6% | 3,2 | ±35 | 180.000 $ |
Tabla basada en datos de campo de ocho molinos fríos de 1500 mm de 4 alturas que procesan tiras de acero al carbono de 0,2 a 1,0 mm. El coste de chatarra asume 800 dólares/tonelada y una tasa de defectos del 5% en CV >12%.
El mensaje económico es claro: mantener la uniformidad del pulverizador por debajo del 6% de CV mediante una selección adecuada de toberas, intervalos y intervalos de reemplazo se compensa solo con la reducción de chatarra, sin tener en cuenta las ganancias de productividad por menos interrupciones y retrabajos.
5. Optimización del tamaño de las gotas para la transferencia de calor y el equilibrio de lubricación
La distribución del tamaño de las gotas es el parámetro más mal entendido en los sistemas de emulsión de laminado en frío. Demasiadas veces, los ingenieros se centran únicamente en el caudal mientras ignoran cómo el tamaño de las gotas afecta tanto a la eficacia de la refrigeración como a la formación de la película lubricante.
Física de la transferencia de calor
La capacidad de refrigeración depende de la superficie de las gotas, no solo del volumen. Las gotas más pequeñas proporcionan mayor superficie por unidad de volumen, permitiendo una extracción de calor más rápida. Sin embargo, las gotas por debajo de 80 micras pueden evaporarse antes de alcanzar la superficie de rodamiento a altas velocidades, o rebotar debido a la falta de impulso. El rango óptimo para rodillos de trabajo en frío es de 100–200 micras Dv0.5, lo que equilibra la superficie con la capacidad de penetración.
Probamos esto en un ensayo controlado en un molino piloto: boquillas hidráulicas a 3 bar entregaban Dv0,5 de 165 micras y alcanzaban una temperatura superficial de rodillo de 28°C; aumentar la presión a 8 bar redujo Dv0,5 a 105 micras, pero solo bajó la temperatura a 26°C, una ganancia marginal que se produjo a costa de un mayor consumo de emulsión y pulverización. La lección: hay un retorno decreciente de la atomización más fina en los sistemas hidráulicos.
Formación de película lubricante
La lubricación requiere una película líquida continua en la zona de entrada del rollo. Las gotas más grandes (150–250 micras) se agrupan más fácilmente en una película coherente, mientras que las gotas muy finas (<80 micras) pueden no fusionarse eficazmente a altas velocidades superficiales. Las boquillas atomizadoras de aire producen predominantemente gotas finas, que destacan en la refrigeración pero requieren caudales más altos para mantener un grosor adecuado de la película.
A partir de mediciones de campo, establecimos una guía práctica: para velocidades de fresador inferiores a 1000 m/min, las toberas hidráulicas de 4–6 bar proporcionan la distribución ideal de gotas para una refrigeración y lubricación combinadas. Por encima de 1200 m/min, consideremos sistemas de atomización de aire con caudales de líquido un 30–40% superiores a los sistemas hidráulicos equivalentes para compensar la desventaja en la formación de película de las gotas finas.
! Curvas de distribución de tamaño de 3 gotas
{kind=link}
Impacto de la concentración de la emulsión
El tamaño de la gota no se determina únicamente por el diseño de la tobera: la concentración de la emulsión afecta la tensión superficial y la viscosidad, que alteran el comportamiento de atomización. Observamos un cambio del 5–8% en Dv0,5 cuando la concentración de emulsión varió del 2% al 6%. Una mayor concentración (menor contenido de agua) produce gotas ligeramente más grandes y películas más estables, pero aumenta el coste de la emulsión. Para el control de la planitud, la consistencia importa más que la concentración absoluta: mantener una variación de concentración del ±0,3% para asegurar características de pulverización repetibles.
6. Selección de materiales e impacto del desgaste en la consistencia de la planitud
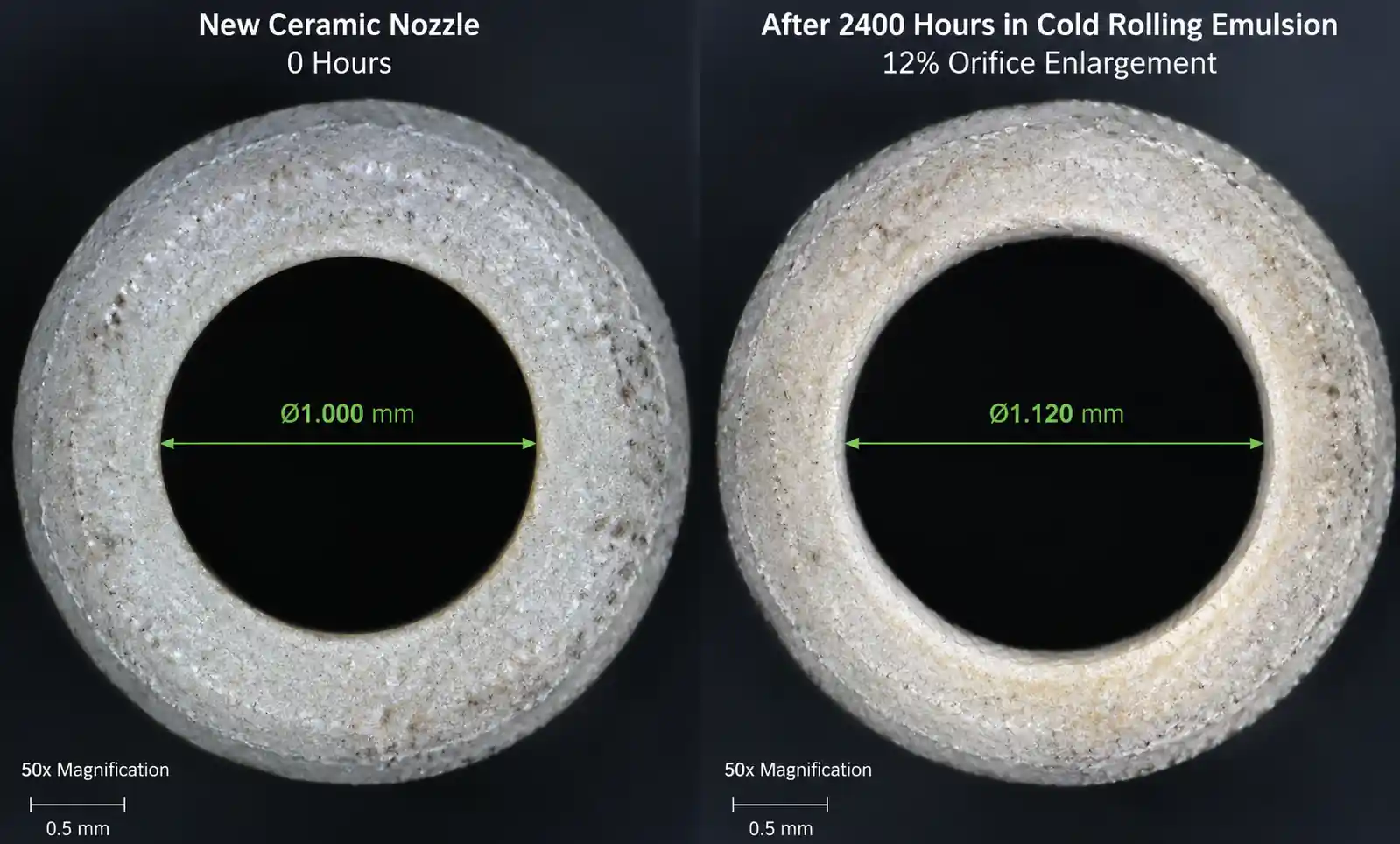
El desgaste de la boquilla es el killer silencioso del control de la planitud. A diferencia de fallos catastróficos, el agrandamiento gradual del orificio y la distorsión del patrón de pulverización ocurren lentamente durante cientos de horas de funcionamiento, lo que dificulta correlacionarse con problemas emergentes de planitud. Cuando notes los defectos, tus boquillas pueden estar entregando entre un 15 y un 30% más de flujo del previsto, con una uniformidad severamente degradada.
Mecanismos de desgaste en emulsión de laminado en frío
Las emulsiones de laminación en frío contienen partículas metálicas finas, fragmentos de escala de molino y, ocasionalmente, aditivos abrasivos. Incluso a una presión de 4–6 bar, estas partículas erosionan los orificios de la boquilla con el tiempo. La velocidad de desgaste depende de la dureza del material, la concentración de partículas y la velocidad del flujo. Las boquillas de latón y acero inoxidable pueden desgastarse en 200–500 horas en sistemas altamente contaminados; las boquillas cerámicas y de carburo duran entre 2000 y 5000 horas en las mismas condiciones.
| Material de la tobera | Dureza típica | Vida relativa de desgaste | Coste Múltiple Inicial | Aplicación recomendada |
|---|---|---|---|---|
| Latón | 60–120 HV | 1x (base: 300 horas) | 1x | Solo sistemas de agua limpia |
| 303 Acero inoxidable | 160–200 HV | 2–3x (600–900 hrs) | 1,5x | Emulsión ligeramente contaminada |
| 316 Acero inoxidable | 180–220 HV | 3–4x (900–1200 hrs) | 1,8x | Emulsión estándar de laminado en frío |
| Cerámica (Al₂O₃ 95%) | 1200–1500 HV | 8–12x (2400–3600 hrs) | 4–6x | Emulsión abrasiva, intervalos de servicio largos |
| Carburo de silicio (SiC) | 2400–2800 HV | 15–20x (4500–6000 hrs) | 8–12x | Entornos de desgaste extremo |
| Carburo de tungsteno | 1400–1800 HV | 12–18x (3600–5400 hrs) | 6–10x | Mejor relación coste-rendimiento para la mayoría de los molinos |
Datos de vida útil de las instalaciones de campo en laminadores en frío con concentración de emulsión del 3–5% y <50 ppm de carga de partículas a 4–6 bar de presión de operación.
Cálculo del coste total de propiedad
La diferencia inicial de coste entre las toberas de acero inoxidable y cerámica parece significativa, a menudo entre 4 y 6 veces mayor. Sin embargo, si se tienen en cuenta la mano de obra de reemplazo, las interrupciones en la producción y los costes de defectos de planitud durante el periodo de degradación, los materiales cerámicos y de carburo ofrecen un coste total de propiedad menor en la mayoría de las aplicaciones de laminado en frío.
Consideremos una instalación típica: 40 boquillas por soporte de fresadora, 2 soportes, que requieren 4 horas de inactividad para el cambio completo de la boquilla. Suponiendo que las boquillas de acero inoxidable duren 1000 horas y las cerámicas duren 3000 horas:
- TCO de acero inoxidable durante 3000 horas: 80 boquillas × $25 × 3 cambios = $6,000 en piezas + 12 horas de inactividad × $8,000/hora = $102,000 en total
- TCO cerámico en 3000 horas: 80 boquillas × 120 $ × 1 cambio = 9.600 $ en piezas + 4 horas de inactividad × 8.000 $/hora = 41.600 $ en total
La opción cerámica ahorra 60.400 dólares en 3.000 horas de funcionamiento, y este cálculo excluye la mejora de la planitud para mantener un rendimiento consistente en la pulverización. Recomendamos el carburo de tungsteno como el equilibrio óptimo para la mayoría de aplicaciones de laminación en frío: 12–15 veces la vida útil del acero inoxidable a 6–8 veces el coste.
! Microscopía de 4-orificio-boquilla-desgaste.
{kind=link}
Intervalo de detección de desgaste e sustitución
No esperes a que falle visiblemente. Establecer un protocolo de ensayo de flujo cada 500 horas: retirar las boquillas, medir el caudal a presión estándar (4 bar) y reemplazar cualquier tobera que muestre un aumento del flujo del >8% respecto a la especificación. Alternativamente, instala caudalímetros en línea en cada cabecera y configura las alarmas en +10% de desviación total de caudal. Algunos fresadores marcan las fechas de instalación en cada boquilla y los reemplazan siguiendo un calendario fijo basado en la curva de vida útil del material.
7. Configuración de instalación: Diseño de cabeceras y cálculos de solapamiento
Incluso las boquillas de la más alta calidad producirán una mala planitud si se instalan incorrectamente. El diseño del colector de pulverización, el espaciado de la boquilla, el ángulo de orientación y la distancia al objetivo afectan a la uniformidad de cobertura.
Cálculo de espaciado y solapamiento de toberas
Para las boquillas hidráulicas planas de ventilador, el ancho de pulverización W en la distancia D es: W = 2 × D × tan(θ/2), donde θ es el ángulo de pulverización. Para una cobertura uniforme, los patrones de pulverización adyacentes deben solaparse entre un 15 y un 25% de su ancho. Una superposición inferior al 10% crea franjas visibles; Una superposición superior al 30% desperdicia la emulsión y puede crear inestabilidad en el flujo.
Ejemplo Funcionado:
- Ángulo de pulverización de la boquilla: 75°
- Distancia de montaje a la superficie de rodamiento: 150 mm
- Ancho de pulverización: W = 2 × 150 × tan(75°/2) = 2 × 150 × tan(37,5°) = 2 × 150 × 0,7673 = 230 mm
- Solapamiento de objetivos: 20%
- Cobertura efectiva por tobera: 230 × (1 - 0,20) = 184 mm
- Espaciado entre toberas: 184 mm de centro a centro
Para una longitud de cañón de 1500 mm, se requieren 1500/184 = 8,15 → 9 boquillas por cabezal (redondear hacia arriba para asegurar una cobertura total en los bordes).
Verifica tu diseño usando pruebas de papel sensibles al agua: monta papel sobre la superficie del rollo, rocía durante 2–3 segundos y mide la intensidad de la cobertura a lo largo del ancho. El coeficiente de variación debería estar por debajo del 8%.
! Prueba de cobertura de papel sensible al agua 5
{kind=link}
Ángulo de orientación e impacto
Montar las toberas perpendiculares a la superficie del rodillo para obtener la máxima fuerza de impacto y formación de película. El montaje en ángulo (>15° fuera de lo normal) reduce la presión efectiva y crea una cobertura asimétrica. Si las limitaciones de espacio requieren montaje en ángulo, compensa reduciendo el espaciamiento entre la tobera en un 10–15% para mantener la superposición.
Caída de presión en el cabecero y balanceo de flujo
Los colectores de alimentación deben mantener la uniformidad de presión en todas las toberas. Si tu cabezal es de tamaño inferior, las toberas más cercanas a la entrada reciben mayor presión y fluyen más emulsión, creando una cobertura no uniforme. Utiliza la fórmula simplificada de caída de presión: ΔP ≈ (8 × f × L × Q²) / (π² × D⁵), donde f es el factor de fricción, L es la longitud del cabezal, Q es el flujo total y D es el diámetro interior del cabezal.
Guía práctica: la velocidad del cabezal no debe superar los 3 m/s, y la caída de presión desde la entrada hasta la boquilla más alejada debe ser inferior al 5% de la presión de funcionamiento de la boquilla. Para un colector de 8 boquillas a una presión de 4 bar, el colector máximo aceptable ΔP es de 0,2 bar. Si la caída de presión medida supera esto, aumenta el diámetro del colector o cambia a la configuración de alimentación central.
Errores comunes en la instalación
A partir de auditorías de campo de 30+ laminadores en frío, identificamos errores recurrentes de instalación que degradan el control de la planitud:
- Espaciamiento entre boquillas basado en la apariencia visual en lugar de solapamiento calculado: Resulta en una variación de cobertura del 12–18%.
- Distancia de montaje fuera del rango óptimo: La mayoría de los ventiladores hidráulicos planos están calibrados para una distancia de 100–200 mm; Montar a 300 mm aumenta la sensibilidad a la variación de presión y al desgaste por ángulo de pulverización.
- Uso de sellador de rosca para tuberías que migra hacia los conductos de la boquilla: Los fragmentos de cinta de teflón son una causa común de obstrucción: usa sellador de rosca líquida clasificado para la química de tu emulsión.
- No hay balanceo de flujo entre los colectores: En molinos tándem, cada soporte debe recibir el mismo caudal; Una variación del 10% entre soportes genera errores sistemáticos de planitud.
- Ignorar la orientación del spray durante el cambio de la boquilla: Incluso una rotación de 5° durante la instalación desplaza el patrón de pulverización y altera la superposición.
8. Resolución de defectos de planitud relacionados con el rendimiento de la tobera
Cuando surgen problemas de planitud tras prolongadas producciones o coinciden con el mantenimiento del sistema de emulsión, se sospecha degradación de la tobera o cambios en la configuración. Utiliza este enfoque diagnóstico para aislar las causas relacionadas con el spray.
| Patrón de defectos de planitud | Posible causa relacionada con la boquilla | Prueba diagnóstica | Acciones correctivas |
|---|---|---|---|
| La hebilla central se desarrolla gradualmente a lo largo de los días | Boquillas centrales desgastadas que entregan un flujo excesivo; Aumento de la corona térmica | Prueba de flujo de todas las boquillas a 4 bar; Flujo de gráficos frente a posición | Sustituir las boquillas que muestren un aumento del flujo del >10%; verificar variación de flujo de centro a borde <5% |
| Un cuarto de hebilla tras ajustar la concentración de emulsión | Cambio en la tensión superficial alterando el tamaño de las gotas y la formación de la película | Medir Dv0.5 con difracción láser en concentración actual frente a la línea base | Volver a la concentración base; Si se requiere un cambio de concentración, ajusta la presión de la tobera para restaurar el tamaño de la gota |
| Variación intermitente de planitud correlacionada con los cambios de bobina | Inestabilidad del flujo de emulsión por la bomba o regulación de presión | Instalar manómetro en la cabecera; Grabar durante el rodado | Añadir un acumulador o mejorar el regulador de presión; estabilizar la presión de suministro a ±2% |
| Deterioro de la planitud tras el cambio de tobera | Tipo o ángulo incorrecto de tobera instalado, o espaciado modificado | Prueba de cobertura en papel sensible al agua; Verificar números de pieza de boquilla frente a diseño | Reinstalar las boquillas correctas; Volver a verificar el espaciado y la orientación |
| Degradación progresiva de la planitud durante 1000+ horas de funcionamiento | Desgaste de la boquilla: orificios que agrandan y estrechan el ángulo de pulverización | Medición del ángulo de pulverización usando transportador y visualización de pulverización; Prueba de flujo | Sustituye todas las boquillas del colector afectado; implementar un intervalo de inspección de 500 horas |
Diagnóstico avanzado: Imagen térmica
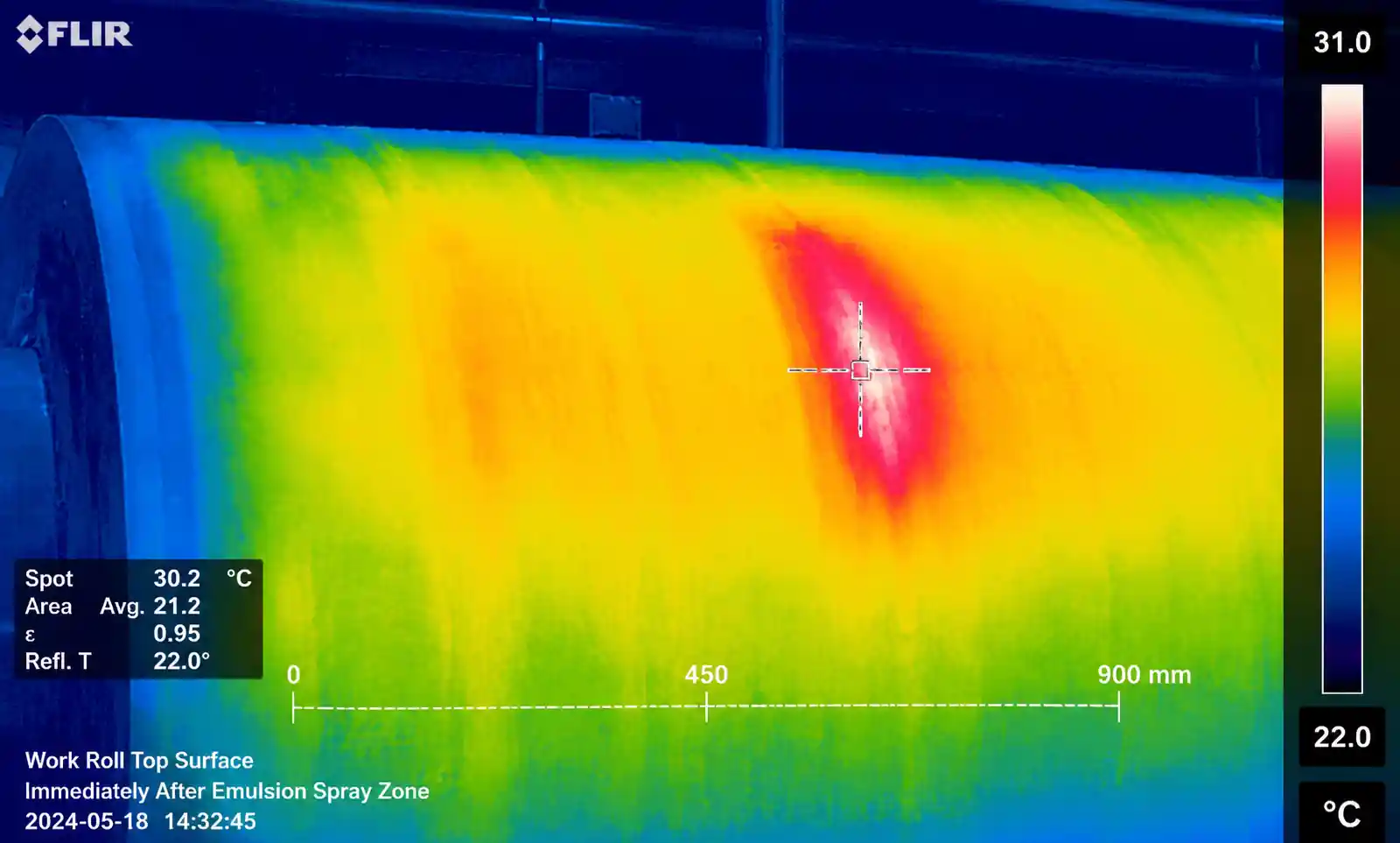
Para problemas persistentes de planitud con causa incierta, utiliza imagen térmica infrarroja para mapear la distribución de la temperatura superficial del rollo inmediatamente después de la zona de pulverización de emulsión. La variación de temperatura por encima de ±4°C indica un enfriamiento no uniforme, lo que se correlaciona directamente con la variación de cobertura. Identificamos un caso en el que la imagen térmica reveló un punto caliente de 9°C correspondiente a una boquilla con un orificio parcialmente obstruido; las pruebas de flujo por sí solas mostraron solo una reducción del 6%, pero el patrón de pulverización estaba severamente distorsionado.
! 6-imagen-térmica-superficie-rodar
{kind=link}
Programa de Mantenimiento Preventivo
Basándonos en los datos de fiabilidad en campo, recomendamos esta cadencia de mantenimiento para toberas de emulsión de laminado en frío:
- Semanal: Inspección visual para detectar fugas y obstrucciones
- Cada 500 horas: Prueba de flujo en todas las toberas; Sustituye cualquier desviación del >8% respecto a la especificación
- Cada 1000 horas (acero inoxidable) / 2000 horas (cerámica/carburo): Reemplazo completo de la boquilla independientemente de los resultados de la prueba de flujo (el ángulo y el patrón de pulverización se degradan antes de que el flujo aumente significativamente)
- Tras cualquier cambio en la química de la emulsión: Verificación de cobertura usando papel sensible al agua
- Tras paradas no planificadas de la fábrica: Revisa si hay restos en los colectores y obstrucciones en las boquillas
9. Preguntas frecuentes
P: ¿Puedo mezclar materiales de boquilla en el mismo conector para reducir costes?
No recomendamos este enfoque. Los materiales mixtos se desgastan a diferentes ritmos, creando desequilibrios progresivos de flujo que son difíciles de rastrear. Si el coste es una limitación, utiliza acero inoxidable para todas las boquillas y acepta reemplazos más frecuentes, o usa cerámica/carburo en todo el cuerpo y amplía los intervalos. La única excepción: puedes usar materiales más resistentes al desgaste en posiciones centrales, donde la concentración de partículas suele ser mayor debido a los patrones de flujo.
P: ¿Cuánta variación de flujo entre boquillas es aceptable?
Para aplicaciones críticas en planitud, mantener la variación de flujo (coeficiente de variación) por debajo del 5% en todas las toberas de un colector. Esto corresponde aproximadamente al ±10% del flujo medio. Por encima del 12% de CV, verás un impacto medible en la planitud. Prueba esto midiendo el flujo de toberas individuales a tu presión estándar de funcionamiento.
P: ¿El ángulo de pinzado por pulverización afecta a la planitud?
Sí, de forma significativa. Ángulos fuera de lo normal (>15° desde la perpendicular) reducen la presión efectiva de impacto y crean una cobertura asimétrica. Si tienes que inclinar las boquillas por falta de espacio, mantén el ángulo por debajo de 20° y reduce el espaciado entre toberas en un 15% para compensar el patrón de pulverización distorsionado.
P: ¿Puedo aumentar la presión para compensar las boquillas desgastadas?
A corto plazo sí, pero esto no es una solución. Aumentar la presión sí aumenta el flujo, pero solo por la raíz cuadrada de la relación de presión—y simultáneamente se estrecha el ángulo de pulverización y se desplaza la distribución del tamaño de las gotas. Hemos visto molinos subir la presión de 4 bar a 9 bar intentando restaurar la cobertura, pero el ángulo de pulverización se redujo de 75° a 65°, lo que en realidad empeoró la uniformidad.
P: ¿Cómo sé si mi problema de planitud está relacionado con el spray o por lo mecánico?
Compara el comportamiento de planitud inmediatamente después del reemplazo de la tobera con el comportamiento tras 800–1000 horas de funcionamiento. Si la planitud mejora significativamente tras el servicio de la boquilla, el sistema de pulverización contribuía. Además, los problemas de planitud relacionados con la pulverización suelen aparecer de forma gradual durante semanas, mientras que los problemas mecánicos (desgaste de rodamientos por rodillos, deformación del fresador) tienden a aparecer de forma más repentina o a mostrar patrones consistentes independientemente del momento del mantenimiento.
P: ¿Debería usar coladores o filtros aguas arriba de las boquillas?
Por supuesto. Instala coladores de 100 mallas (150 micras) o más finos justo antes de cada cabezal. Esto protege las boquillas de los residuos y prolonga la vida útil del desgaste. Limpia o vuelve a colocar los coladores cada 200 horas o cuando la caída de presión a través del colador supere los 0,3 bar. No sobrefiltres (por debajo de 50 micras): esto genera una caída de presión excesiva y restricción de flujo.
10. Conclusión
El control de la planitud en el laminado en frío es un problema del sistema, y el sistema de pulverización de emulsión es un contribuyente de primer orden. La selección de la boquilla no es una decisión de compra de productos básicos, sino una especificación de ingeniería que afecta directamente a la calidad del producto, la tasa de chatarra y la productividad del molino.