





Selección y mantenimiento de toberas para recubrimiento antirreflejante en la fabricación solar/fotovoltaica
- 1. 1. Introducción: Por qué importa la selección de toberas en el recubrimiento de AR
- 2. 2. Parámetros críticos de pulverización para la uniformidad del recubrimiento AR
- 2.1. Tamaño de la gota 2.1: El principal factor de la calidad del recubrimiento
- 2.2. 2,2 Ángulo de pulverización y ancho de cobertura
- 2.3. 2.3 Relación entre caudal y presión
- 2.4. 2.4 Fuerza de impacto y humectación superficial
- 3. 3. Comparación de tipos de toberas para recubrimiento de precisión
- 3.1. 3.1 Toberas hidráulicas planas para ventiladores (las más comunes)
- 3.2. 3.2 Boquillas atomizadoras asistidas por aire
- 3.3. 3.3 Tabla Comparativa de Rendimiento
- 4. 4. Selección de materiales y análisis de resistencia al desgaste
- 4.1. 4.1 Por qué la elección de materiales determina el coste total de propiedad
- 4.2. 4.2 Comparación de rendimiento y costes de materiales
- 4.3. 4.3 Árbol de Decisión de Selección de Material
- 5. 5. Guía de selección paso a paso para el recubrimiento solar de AR
- 5.1. Paso 1: Define tus requisitos de recubrimiento
- 5.2. Paso 2: Calcular el caudal requerido por boquilla
- 5.3. Paso 3: Selecciona el tipo de boquilla y el ángulo de pulverización
- 5.4. Paso 4: Determinar la presión de funcionamiento
- 5.5. Paso 5: Elige el material basándose en el análisis de abrasión
- 6. 6. Protocolos de mantenimiento para prevenir defectos en el recubrimiento
- 6.1. 6.1 Monitorización del caudal: La medida preventiva crítica
- 6.2. 6.2 Protocolos de limpieza para la prevención de obstrucciones
- 6.3. 6.3 Criterios de inspección y reemplazo de desgaste
- 7. 7. Errores y correcciones comunes en la instalación
- 7.1. 7.1 Superposición insuficiente que provoca rachas
- 7.2. 7.2 Distancia de distancia incorrecta
- 7.3. 7.3 Filtración insuficiente
- 7.4. 7.4 Desgaste mixto de la boquilla en el mismo banco
- 8. 8. Preguntas frecuentes
- 8.1. P: ¿Puedo usar las mismas boquillas para los recubrimientos TiO₂ y SiO₂?
- 8.2. P: ¿Cómo sé si mis defectos en el recubrimiento están relacionados con la boquilla o por problemas de formulación?
- 8.3. P: ¿Cuál es la eficiencia típica de transferencia para recubrir películas AR con pulverización?
- 8.4. P: ¿Debería usar colectores de acero inoxidable o plástico para los bancos de boquillas?
- 8.5. P: ¿Puedo usar boquillas a mayor presión para compensar el desgaste en lugar de reemplazarlas?
- 8.6. P: ¿Con qué frecuencia debo calibrar el grosor del recubrimiento en función del caudal de la boquilla?
- 9. 9. Conclusión y siguientes acciones
1. Introducción: Por qué importa la selección de toberas en el recubrimiento de AR
En la fabricación fotovoltaica solar, la aplicación de recubrimientos antirreflectantes (AR) afecta directamente a la eficiencia de los módulos y al rendimiento de producción. Una variación del 0,5% en el grosor del recubrimiento puede reducir la eficiencia de la celda entre 0,3 y 0,5 puntos porcentuales absolutos, lo que se traduce en una pérdida significativa de ingresos en una línea de producción anual de 500 MW. De nuestra experiencia en el campo poniendo en marcha más de 30 líneas de recubrimiento en todo el mundo, hemos observado que la selección y el mantenimiento de la boquilla representan entre el 40 y el 60% de los problemas de uniformidad del recubrimiento.
Esta guía aborda las decisiones de ingeniería que los ingenieros de procesos de recubrimiento afrontan a diario: qué tipo de tobera ofrece el mejor tamaño de gota Dv50 para precursores de sol-gel, cómo evitar que las nanopartículas de sílice se obstruyan en orificios de 0,4 mm y qué patrones de desgaste indican defectos inminentes en el recubrimiento. A diferencia de las guías generales de recubrimiento por pulverización, este artículo se centra específicamente en los desafíos de depositar capas de AR de 80–120 nm sobre sustratos texturizados de silicio o vidrio a velocidades de línea de 30–60 metros por minuto.
Lo que aprenderás:
- Cómo la distribución del tamaño de las gotas afecta a la uniformidad del espesor del recubrimiento (±2% frente a ±8%)
- Matriz de compatibilidad de materiales para sol-gel de sílice, suspensiones TiO₂ y precursores híbridos orgánico-inorgánicos
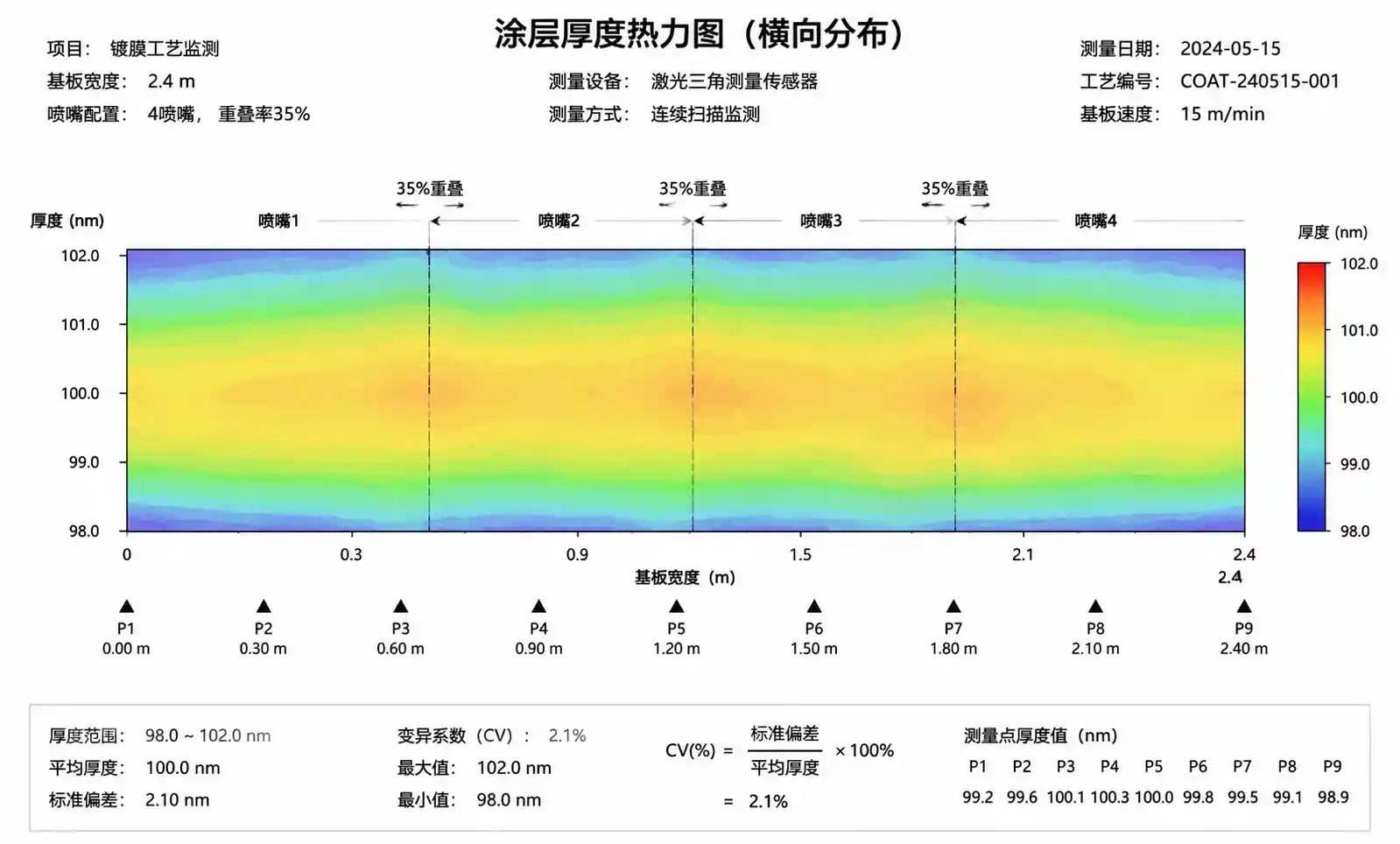
- Cálculo cuantitativo de solapamiento para matrices de múltiples toberas en sustratos de 2,4 m de ancho
- Intervalos de mantenimiento predictivos basados en la química de la solución y la presión de funcionamiento
- Análisis de la causa raíz de defectos comunes: estrías, perlas en los bordes y agujeros
! 1-ar-recubrimiento-tobera-matriz-línea-producción
{kind=link}
2. Parámetros críticos de pulverización para la uniformidad del recubrimiento AR
Tamaño de la gota 2.1: El principal factor de la calidad del recubrimiento
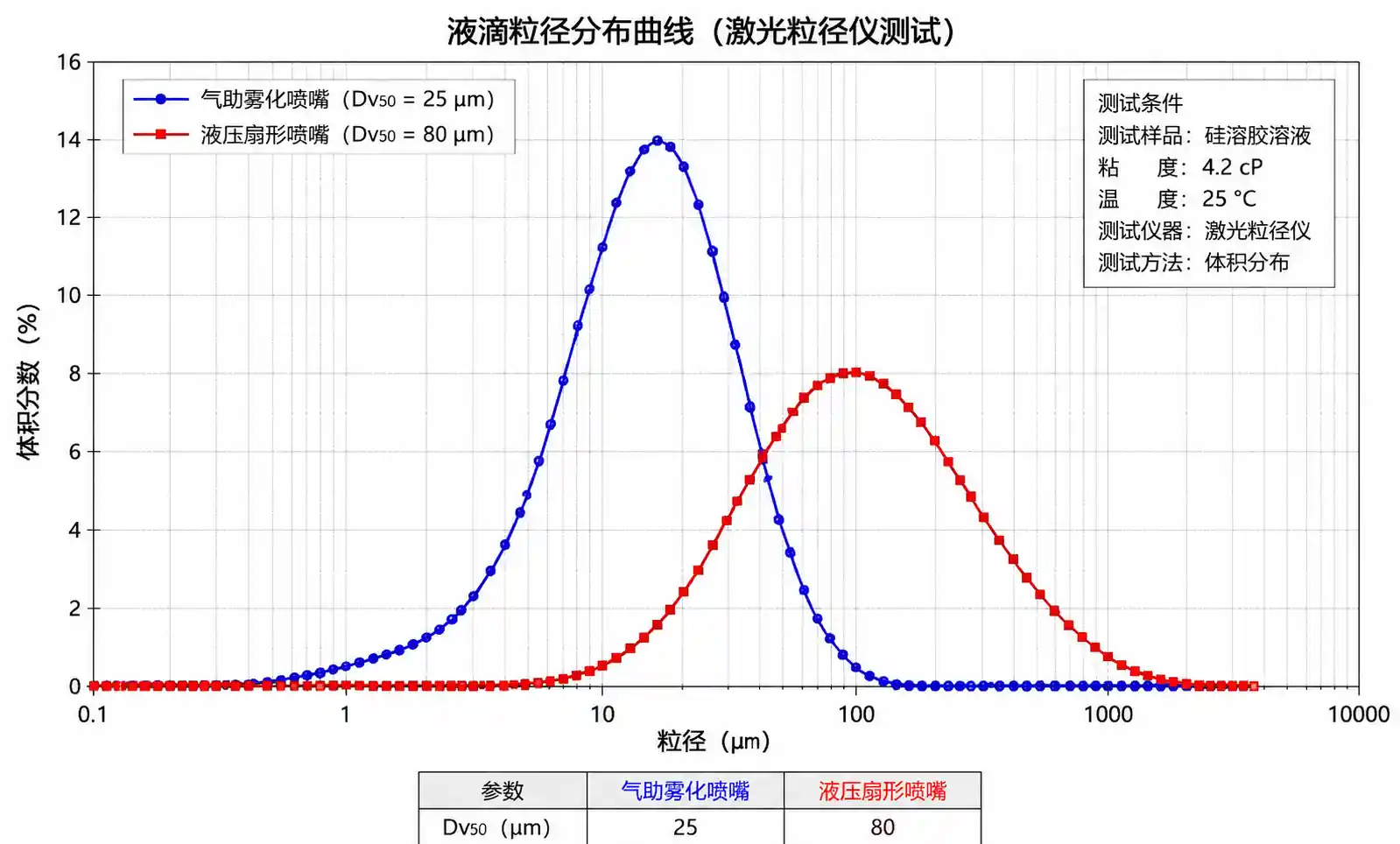
En los recubrimientos de AR, el tamaño de la gota controla directamente el acabado superficial y las propiedades ópticas. Recomendamos dirigirse a un Dv50 (diámetro medio de la gota) entre 15 y 40 micras para la mayoría de formulaciones de gel solar y sílice coloidal.
Por qué importa el tamaño de las gotas:
- Demasiado grande (>50 micras): Resulta en textura de piel de naranja, mala humedad y falta de uniformidad en el grosor. Medimos una variación de grosor de 12–18 nm en muestras rociadas con gotas de 60 micras frente a 4–6 nm con gotas de 25 micras.
- Demasiado pequeño (<10 micras): La evaporación excesiva del disolvente antes del impacto provoca deposición de polvo seco, mala adhesión y novatadas. Esto es especialmente problemático con formulaciones de sol y gel a base de alcohol.
- Rango óptimo (15–40 micras): Proporciona impacto húmedo, buen nivelado y secado uniforme. Para recubrimientos roll-to-roll de alta velocidad sobre sustratos flexibles de PV, normalmente especificamos entre 20 y 30 micras.
Método de medición: Difracción láser (ISO 13320 o ASTM E799) a presión de funcionamiento y viscosidad del fluido. No te fíes de los datos del catálogo generados con agua a temperatura ambiente cuando tu recubrimiento real tiene una viscosidad de 5–15 cP.
2,2 Ángulo de pulverización y ancho de cobertura
Las boquillas planas para ventiladores con ángulos de pulverización de 65–80 grados son estándar para el recubrimiento lineal de obleas solares o sustratos de vidrio que se mueven en sistemas de transportadores. El ancho efectivo de pulverización a distancias típicas de separación (150–250 mm) oscila entre 180 y 350 mm.
Cálculo crítico: La superposición entre boquillas adyacentes debe alcanzar al menos un 30% para eliminar las estrias. Para un ancho de pulverización de 200 mm a un distanciamiento de 200 mm, el espaciamiento entre boquillas no debe superar los 140 mm (200 mm × 0,7).
2.3 Relación entre caudal y presión
El caudal sigue la relación de raíz cuadrada: Q = K × √P, donde Q es el caudal, K es el coeficiente de flujo de la boquilla y P es la presión. Un error común es asumir que duplicar la presión duplica el flujo — en realidad, el flujo solo aumenta en √2 ≈ 1,41×.
Ejemplo: Una boquilla que fluye a 0,50 L/min a 2 bar fluirá aproximadamente 0,71 L/min a 4 bar, no a 1,0 L/min.
Por qué esto es importante para el recubrimiento AR: Si necesitas aumentar el rendimiento en un 50%, debes aumentar la presión en 2,25× (1,5² = 2,25), lo que puede superar el rango óptimo de atomización de la tobera o acelerar el desgaste. A menudo es mejor añadir boquillas o cambiar a un orificio más grande.
2.4 Fuerza de impacto y humectación superficial
Para obleas delicadas de silicio o sustratos de película fina, una fuerza de impacto excesiva puede causar desplazamiento del recubrimiento o daños en el sustrato. La fuerza de impacto escala aproximadamente con F ∝ ρ × v² × A, donde la velocidad depende de la presión y el diámetro del orificio.
Recomendamos mantener la presión de impacto por debajo de 0,5 N/cm² para sustratos frágiles. Esto se traduce típicamente en presiones de funcionamiento de 1,5–3 bar para boquillas de pulverización fina con orificios de 0,4–0,8 mm.
3. Comparación de tipos de toberas para recubrimiento de precisión
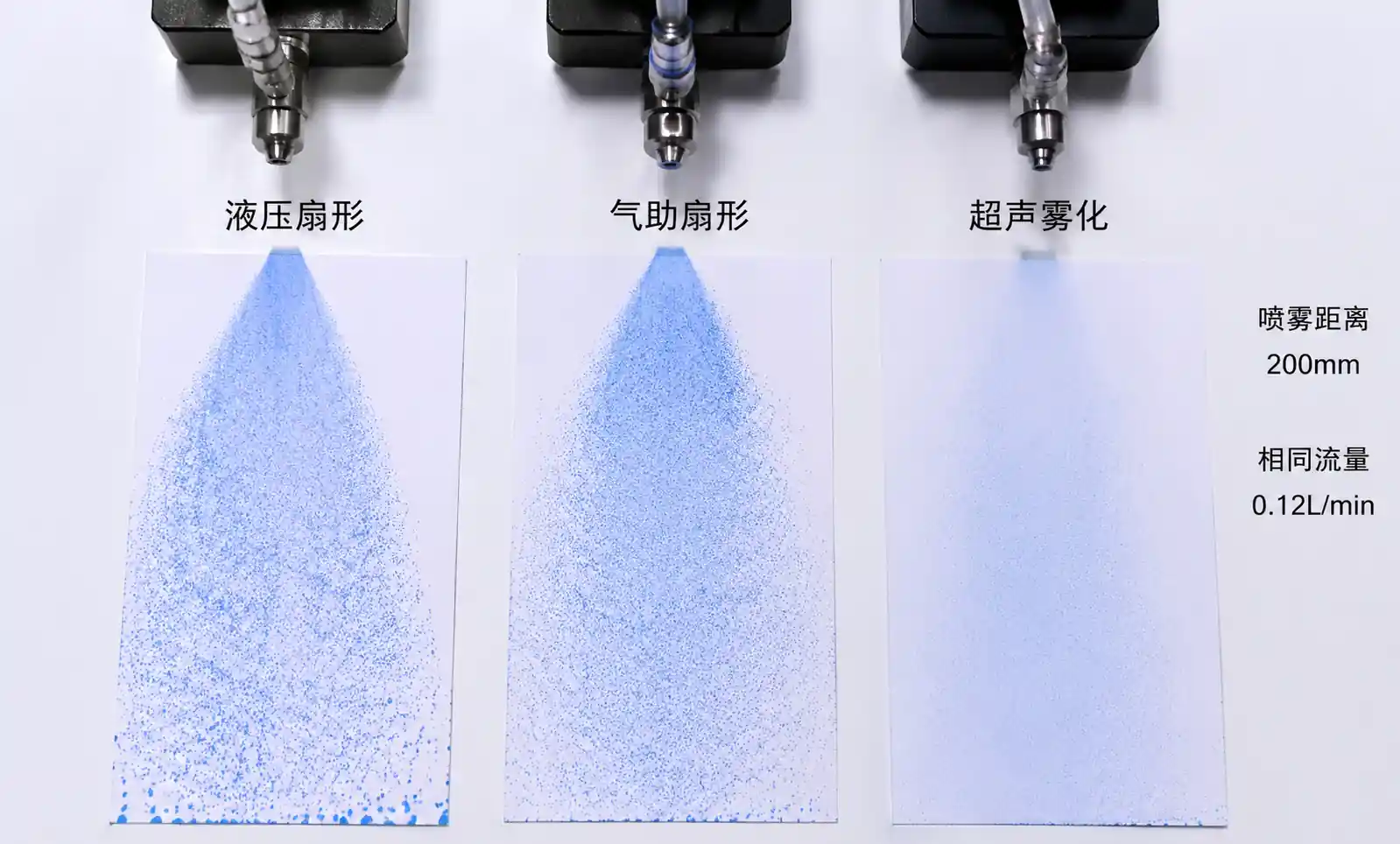
3.1 Toberas hidráulicas planas para ventiladores (las más comunes)
Diseño: Diseño de orificio único con aleta interna que crea un patrón plano y elíptico de pulverización.
Rango típico de gotas: 25–60 micras a 2–4 bar
Mejor para: Recubrimiento rollo a rollo, recubrimiento de obleas alimentado por cinta transportadora, recubrimiento de sustrato de vidrio de gran superficie
Ventajas: Diseño sencillo, patrón de pulverización predecible, fácil de alinear varias boquillas en bancos
Limitaciones: Calidad de atomización limitada en comparación con los diseños con asistencia de aire, más sensible a los cambios de viscosidad
Desde nuestras instalaciones de campo, los ventiladores hidráulicos planos manejan viscosidades de sol de hasta 20 cP de forma eficaz a 3–4 bar. Más allá de 25 cP, verás una mala atomización y tendrás que considerar alternativas con asistencia de aire.
3.2 Boquillas atomizadoras asistidas por aire
Diseño: Combina alimentación líquida con aire comprimido (normalmente 2–5 bar) para cizallar el líquido en gotas finas.
Rango típico de gotas: 10–30 micras (controlable por presión atmosférica)
Mejor para: Formulaciones de alta viscosidad (>20 cP), aplicaciones de recubrimiento ultrafino, líneas de investigación y desarrollo en pequeños lotes
Ventajas: Atomización superior, menos sensible a la viscosidad del líquido, tamaño de gota ajustable mediante presión de aire
Limitaciones: Requiere suministro de aire comprimido (suma costes operativos), fontanería más compleja, posible sobresalpicadura
Consideración de costes operativos: El aire comprimido a 4 bar cuesta aproximadamente entre 0,02 y 0,04 dólares por m³. Para una línea de producción que funciona 16 horas al día con 10 boquillas cada una que consume 50 L/min de aire, el coste anual del aire alcanza entre 12.000 y 24.000 dólares. Ten esto en cuenta en el coste total de propiedad.
3.3 Tabla Comparativa de Rendimiento
| Tipo de boquilla | Tamaño de la gota (Dv50) | Uniformidad del espesor del recubrimiento | Límite de viscosidad | Coste inicial | Coste operativo |
|---|---|---|---|---|---|
| Ventilador plano hidráulico | 25–60 μm | ±5–8% | <20 cP | Bajo | Muy bajo |
| Mezcla externa con asistencia de aire | 10–30 μm | ±3–5% | <100 cP | Medio | Medio-alto |
| Mezcla interna con asistencia de aire | 15–35 μm | ±4–6% | <50 cP | Medio-alto | Medio |
Interpretación: Para entornos de producción que procesan formulaciones estándar de sol gel (<15 cP), los ventiladores hidráulicos planos ofrecen el mejor coste-rendimiento. Cambiar a la asistencia de aire solo cuando los requisitos de uniformidad del recubrimiento se ajusten por debajo del ±4% o al procesar formulaciones personalizadas de alta viscosidad.
! Comparación de distribución de tamaño de 2 gotas
{kind=link}
4. Selección de materiales y análisis de resistencia al desgaste
4.1 Por qué la elección de materiales determina el coste total de propiedad
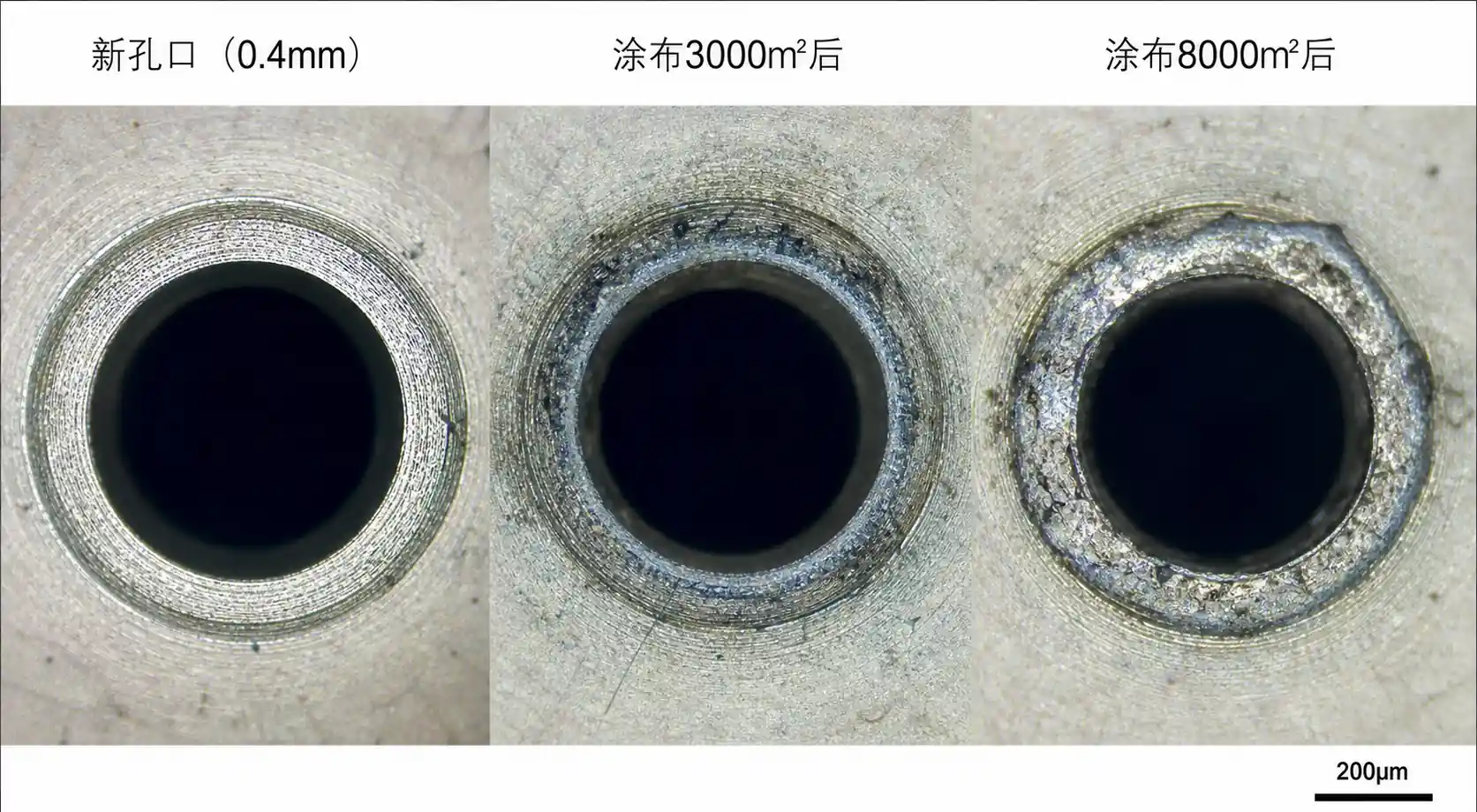
Los recubrimientos AR a base de sílice son altamente abrasivos. Hemos documentado tasas de desgaste de orificios que aumentan el diámetro interno entre un 8 y un 12% tras solo 300–500 horas de funcionamiento continuo con suspensiones de 20% de peso de SiO₂ al usar toberas de acero inoxidable endurecido.
Impacto del desgaste: Un aumento del 10% en el diámetro del orificio incrementa el caudal aproximadamente un 5% (desde Q ∝ √(d²)), desplazando el espesor del recubrimiento fuera de las especificaciones y requiriendo recalibración o reemplazo prematuro.
4.2 Comparación de rendimiento y costes de materiales
| Material | Dureza relativa (HV) | Vida relativa de desgaste | Coste Múltiple | Mejor aplicación | Riesgo Quebradizo |
|---|---|---|---|---|---|
| 316 Acero inoxidable | 170–200 | 1× (línea base) | 1× | A base de agua, baja abrasividad | Bajo |
| Acero Endurecido (>55 HRC) | 700–900 | 3–4× | 1.3× | Abrasivo moderado | Bajo |
| Carburo de tungsteno | 1.500–2.000 | 8–12× | 3,5–5× | Suspensiones de alta sílice | Medio |
| Carburo de silicio (SiC) | 2.500–3.000 | 15–20× | 4–6× | Abrasivo extremo | Alto |
| Cerámica (Al₂O₃) | 1.800–2.200 | 10–15× | 3–4× | Formulaciones ácidas | Alto |
Ejemplo de datos de campo: En una línea de producción que recubre 1,2 millones de obleas/año con sílice coloidal al 15% en peso, reemplazamos las toberas 316SS cada 400 horas (aproximadamente 6 semanas de funcionamiento continuo). El cambio a carburo de tungsteno amplió los intervalos de reemplazo a 3.200 horas (7–8 meses), reduciendo el coste anual de la tobera de 18.000 a 7.500 dólares a pesar de un precio unitario 4× más alto.
4.3 Árbol de Decisión de Selección de Material
Para formulaciones a base de agua y bajas partículas (<5% de peso sólidos): 316SS o acero endurecido, suficiente Para gel de sol estándar o sílice coloidal (10–20 en peso): Carburo de tungsteno recomendado para producción; cerámica aceptable Para suspensiones de alta carga (>25% en peso de sílice o alúmina): Carburo de silicio o carburo de tungsteno de alta calidad esencial
Para formulaciones ácidas (pH <4): Evitar carburos estándar; usar cerámicas de SiC o alúmina Para formulaciones alcalinas (pH >10): El carburo de tungsteno muestra corrosión acelerada; prefiero SiC
Nota crítica sobre los materiales cerámicos: Aunque el SiC y la alúmina ofrecen una resistencia extrema al desgaste, son frágiles. Hemos visto fallos catastróficos cuando los picos de presión superan los 6 bar o cuando se produce un choque térmico durante los ciclos de limpieza. Instala siempre válvulas de alivio de presión y evita cambios rápidos de temperatura superiores a 40°C.
! Comparación de patrón de pulverización de tipo 3 boquillas
{kind=link}
5. Guía de selección paso a paso para el recubrimiento solar de AR
Paso 1: Define tus requisitos de recubrimiento
Documenta estos parámetros antes de seleccionar las boquillas:
- Espesor del recubrimiento objetivo (nm) y variación aceptable (%)
- Tamaño y formato del sustrato (oblea, lámina, rollo)
- Velocidad o rendimiento de línea (obleas/hora o m²/hora)
- Formulación del recubrimiento (tipo, viscosidad, contenido de sólidos, pH)
- Horas de funcionamiento por año
Paso 2: Calcular el caudal requerido por boquilla
Fórmula:
Q (L/min) = (Ancho del sustrato × velocidad de línea × Espesor del recubrimiento húmedo × Densidad) / (Contenido de sólidos × 1000)
Ejemplo funcionado:
- Ancho del sustrato: 1.200 mm
- Velocidad de la línea: 5 m/min
- Espesor objetivo en seco: 100 nm = 0,0001 mm
- Relación húmedo-seco: aproximadamente 5× (20% en peso de sólidos)
- Espesor del recubrimiento húmedo necesario: 0,0005 mm
- Densidad del recubrimiento: 1,2 g/cm³
Q = (1,2 m × 5 m/min × 0,0005 mm × 1,2 g/cm³) / (0,20 × 1000) = 0,018 L/min total
Para un banco de 6 boquillas: 0,003 L/min por tobera (0,05 L/hora)
Paso 3: Selecciona el tipo de boquilla y el ángulo de pulverización
Para un ancho de sustrato de 1.200 mm con 6 boquillas, espaciado = 200 mm de centro a centro. A 200 mm de distancia, una boquilla plana de ventilador de 65° proporciona aproximadamente 220 mm de ancho de pulverización, lo que da un 10% de solapamiento (el mínimo aceptable es del 30%, así que considera 8–9 boquillas para mayor uniformidad).
Paso 4: Determinar la presión de funcionamiento
Consulta los diagramas de flujo del fabricante para el tamaño del orificio de la boquilla que has elegido. Para atomización fina (gotas de 25–35 micras), el rango de funcionamiento típico es de 2–4 bar para toberas hidráulicas. Usando la relación Q = K√P, si una tobera de orificio de 0,5 mm circula 0,10 L/min a 3 bar, fluirá aproximadamente 0,07 L/min a 1,5 bar.
Recomendación: Selecciona una boquilla que alcance el caudal requerido en la mitad de su rango de presión (no al mínimo ni al máximo) para permitir la margen de ajuste de la cabeza.
Paso 5: Elige el material basándose en el análisis de abrasión
Estima las horas de funcionamiento anuales y calcula el coste de reemplazo de la tobera durante un periodo de 3 años:
Ejemplo de cálculo (316SS vs carburo de tungsteno):
- Horario de operación: 4.000 horas/año
- Vida útil de la tobera 316SS: 400 horas → 10 reemplazos/año a 45 dólares cada uno = 450 dólares/año
- Vida útil del carburo de tungsteno: 3.200 horas → 1,25 reemplazos/año a 180 dólares cada uno = 225 dólares/año
A pesar de un coste unitario 4× más alto, el carburo ahorra 225 dólares al año por tobera. Para una instalación de 10 boquillas, ahorro de 3 años = 6.750 dólares.
! 4-orificio-desgaste-microscopio-comparación
{kind=link}
6. Protocolos de mantenimiento para prevenir defectos en el recubrimiento
6.1 Monitorización del caudal: La medida preventiva crítica
Establece caudales base para cada boquilla en la puesta en marcha y monitorea semanalmente. Una deriva del ±5% indica desgaste del orificio o obstrucción parcial que requiere acción inmediata.
Procedimiento de monitorización:
- Aislar toberas individuales del colector
- Mide el caudal a presión estándar (por ejemplo, 3,0 bar) durante 60 segundos
- Comparar con la línea base; Marca cualquier tobera que muestre una desviación del >5%
- Datos de registro en el sistema de seguimiento de mantenimiento
Calendario predictivo de reemplazo: Sustituir las toberas cuando la deriva del flujo alcanza el +8% (desgaste) o -15% (obstrucción parcial). Esperar a que aparezcan defectos visibles en el recubrimiento normalmente significa que ya has producido entre 200 y 500 unidades defectuosas.
6.2 Protocolos de limpieza para la prevención de obstrucciones
El atasco de la boquilla en el recubrimiento AR suele resultar del secado del material del recubrimiento dentro del orificio entre etapas de producción o de aglomeración de partículas en suspensiones de alto contenido sólido.
Limpieza diaria (entorno de producción):
- Enjuague con disolvente de recubrimiento (etanol, isopropanol o agua según la formulación) durante 2–3 minutos a 1–2 bar inmediatamente después del apagado
- Verificar el flujo de cada boquilla durante el ciclo de lavado
- Nunca permitir que el material del recubrimiento se seque dentro de las boquillas
Limpieza semanal:
- Quitar toberas del colector
- Limpieza ultrasónica en disolvente adecuado durante 15–20 minutos
- Inspeccionar el orificio bajo aumento (10–20×) en busca de desgaste o depósitos
- Secado con aire comprimido filtrado o nitrógeno
Importante: Nunca uses alambre metálico ni herramientas para limpiar boquillas: esto daña orificios de precisión. Utiliza solo cepillos de nylon suaves o métodos ultrasónicos.
6.3 Criterios de inspección y reemplazo de desgaste
La inspección del orificio visual bajo microscopio debe realizarse cada 200–500 horas de funcionamiento, dependiendo de la abrasividad del recubrimiento.
Disparadores de repuesto:
- Aumento del caudal >8% respecto a la línea base a presión constante
- Erosión o redondeo visible de los bordes del orificio
- Distorsión del patrón de pulverización (asimetría, estrías)
- La variación del espesor del recubrimiento supera los límites del proceso
Técnica de microscopía: Utiliza una ampliación del 20–50× con iluminación coaxial. Compara la nitidez del borde del orificio con la imagen de referencia de la nueva tobera. Los orificios desgastados muestran bordes redondeados en lugar de geometría nítida.
{kind=link}
7. Errores y correcciones comunes en la instalación
7.1 Superposición insuficiente que provoca rachas
Error: Instalar boquillas al ancho máximo de pulverización nominal del fabricante sin tener en cuenta el cónico de los bordes.
Consecuencia: El espesor del recubrimiento disminuye entre un 15 y un 25% en zonas de solapamiento, creando franjas visibles.
Corrección: Diseño para un mínimo del 30% de solapamiento. Para una tobera que proporciona un ancho efectivo de 200 mm, centra el espacio en ≤140 mm. Validar la uniformidad utilizando papel sensible al agua o medición del espesor del recubrimiento a lo largo de todo el ancho.
7.2 Distancia de distancia incorrecta
Error: Montar las boquillas demasiado cerca (<100 mm) o demasiado lejos (>300 mm) del sustrato.
Consecuencia: Demasiado cerca provoca una fuerza de impacto excesiva y posibles salpicaduras; Demasiado lejos permite una evaporación excesiva de gotas y sobresalpicadura, reduciendo la eficiencia de transferencia del 85–90% al 60–70%.
Corrección: Sigue las recomendaciones de separación del fabricante (normalmente 150–250 mm para boquillas planas de ventilador). Validar midiendo la uniformidad del grosor del recubrimiento y realizando un balance de masa para confirmar >80% de eficiencia de transferencia.
7.3 Filtración insuficiente
Error: Omitir filtros en línea o usar filtros con malla mayor que el diámetro del orificio de la boquilla.
Consecuencia: La intrusión de partículas causa obstrucción rápida o daños en los orificios.
Corrección: Instalar filtros de 100 mallas (149 micras) o más finos aguas arriba de todas las boquillas. Para boquillas con orificios de <0,5 mm, utiliza filtros de 200 mallas (74 micras). Sustituye los elementos filtrantes cuando la caída de presión a través del filtro supere los 0,3 bar.
7.4 Desgaste mixto de la boquilla en el mismo banco
Error: Reemplazar solo las boquillas más desgastadas, dejando una mezcla de boquillas nuevas y parcialmente desgastadas funcionando juntas.
Consecuencia: La variación del caudal a lo largo del banco provoca una no uniformidad del espesor. Una boquilla desgastada que fluye un 10% más alto que las nuevas adyacentes crea una banda visible.
Corrección: Sustituir todos los bancos de boquillas simultáneamente, o mantener una ajustación estricta de caudal (±3%) al mezclar boquillas antiguas y nuevas. Registrar las fechas de instalación y los horarios de funcionamiento por tobera.
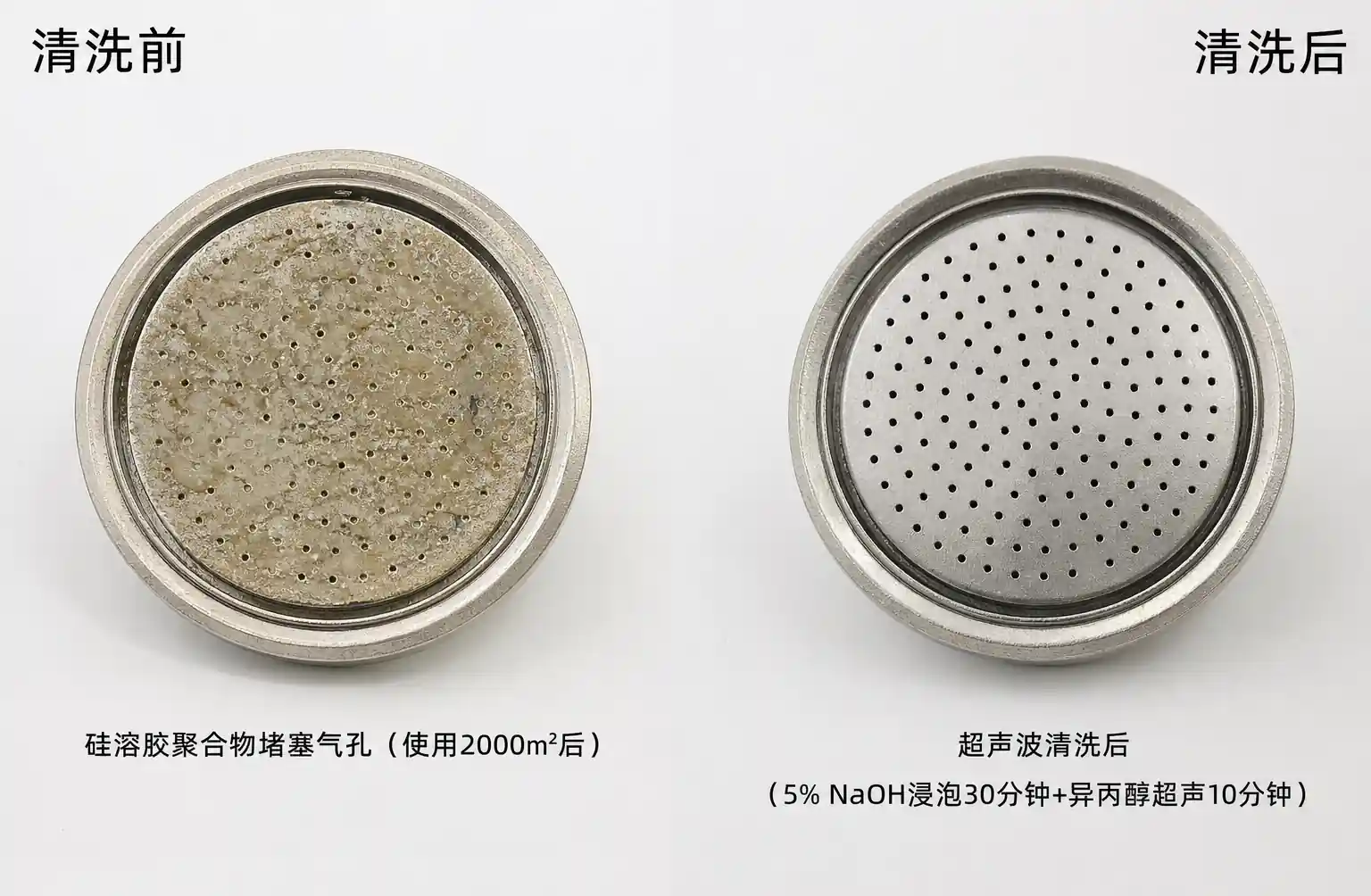
! 6-procedimiento-de-limpieza-antes-después
{kind=link}
8. Preguntas frecuentes
P: ¿Puedo usar las mismas boquillas para los recubrimientos TiO₂ y SiO₂?
R: Sí, pero vigila de cerca los ritmos de desgaste. Las suspensiones TiO₂ suelen ser menos abrasivas que las SiO₂. Si principalmente pulverizas sílice, dimensiona tu selección de material (carburo/cerámica) para esa aplicación; Estará sobredimensionado pero aceptable para Titania.
P: ¿Cómo sé si mis defectos en el recubrimiento están relacionados con la boquilla o por problemas de formulación?
R: Realizar estas pruebas: (1) Mide el caudal de cada tobera — variación >5% indica problema en la tobera. (2) Rociar papel sensible al agua para visualizar la uniformidad del patrón de pulverización. (3) Si los defectos son aleatorios, se sospecha la formulación; Si los defectos son posicionales o con rayas, sospecha de las toberas.
P: ¿Cuál es la eficiencia típica de transferencia para recubrir películas AR con pulverización?
R: Espera un 75–85% con toberas hidráulicas planas para ventiladores optimizadas y un 80–90% con sistemas asistidos por aire. La eficiencia de la transferencia depende en gran medida de la distancia de distancia, el tamaño de las gotas y las corrientes de aire en la cabina de recubrimiento. Valores por debajo del 70% indican una mala configuración.
P: ¿Debería usar colectores de acero inoxidable o plástico para los bancos de boquillas?
R: Para formulaciones ácidas o alcalinas, utilice variedades 316SS o PVDF. Para recubrimientos a base de agua con pH neutro, PVDF o PVC son aceptables y de menor coste. Asegúrese de que el diámetro interno del colector proporcione una velocidad de flujo de <0,5 m/s para evitar la variación de la caída de presión entre la primera y la última tobera.
P: ¿Puedo usar boquillas a mayor presión para compensar el desgaste en lugar de reemplazarlas?
R: No se recomienda. Aumentar la presión desplaza la distribución del tamaño de las gotas y puede sacarte del rango óptimo de atomización. Esto suele provocar una peor calidad del recubrimiento incluso si se corrige el grosor. Cambia las boquillas desgastadas en lugar de compensar con presión.
P: ¿Con qué frecuencia debo calibrar el grosor del recubrimiento en función del caudal de la boquilla?
R: Se recomienda una comprobación semanal de correlación para entornos de producción. Calibración completa mensual que incluye imágenes por patrón de pulverización y análisis del tamaño de las gotas. Tras cualquier reemplazo de tobera, verifica la uniformidad del grosor antes de reanudar la producción completa.
9. Conclusión y siguientes acciones
La selección y mantenimiento precisos de las boquillas de pulverización afectan directamente a la calidad del recubrimiento de paneles solares de AR y a la economía de producción. Las conclusiones clave de nuestra experiencia en el campo:
- El tamaño de la gota (15–40 micras) impulsa la microestructura del recubrimiento — demasiado grande crea defectos en la textura, y demasiado pequeño provoca deposición seca
- La selección del material determina el coste total de propiedad — el carburo de tungsteno o el carburo de silicio se amortizan en aplicaciones de alta abrasividad a pesar de un coste unitario 3–6× superior
- El monitoreo de caudales es la herramienta de mantenimiento predictivo más eficaz — revisiones semanales con problemas de captura de tolerancia del ±5% antes de la pérdida de rendimiento
- El diseño de solapamiento importa más que las especificaciones de la boquilla — un solapamiento mínimo del 30% evita rayas que los ángulos de pulverización del catálogo no revelan
- Nunca compensar el desgaste aumentando la presión — esto cambia las características del pulverizador y a menudo empeora el recubrimiento