





Selección de materiales para boquillas de refrigeración resistentes a ácidos en la producción de acero inoxidable
Índice
- [Introducción: Por qué la selección de materiales determina el tiempo de funcionamiento del sistema de refrigeración](#1-introducción-por qué la selección de material determina-tiempo-de enfriamiento)
- [Comprendiendo el entorno corrosivo en la producción de acero inoxidable] (#2-comprendiendo el entorno corrosivo en la producción de acero inoxidable)
- [Propiedades críticas de materiales para boquillas resistentes a ácidos] (#3-propiedades críticas del material para boquillas resistentes a ácidos)
- [Comparación de materiales de toberas: análisis de rendimiento y costes] (#4-comparación-material-análisis-rendimiento-y-coste)
- [Matriz de Decisión de Selección de Material para Ácidos Específicos] (#5-matriz-selección-de material-para-ácidos-específicos)
- Estudio de caso real: ROI de actualización de materiales
- [Mejores prácticas de instalación y mantenimiento] (#7-mejores prácticas de instalación y mantenimiento)
- [Preguntas frecuentes: Preguntas comunes de selección de materiales](#8-faq-preguntas-selección-de materiales comunes)
- Conclusión y próximos pasos
1. Introducción: Por qué la selección de materiales determina el tiempo de funcionamiento del sistema de refrigeración
En las instalaciones de producción de acero inoxidable, las toberas de refrigeración funcionan en uno de los entornos más exigentes de la fabricación industrial. La combinación de altas temperaturas, soluciones ácidas de decapado y partículas abrasivas de escamas crea una tormenta perfecta para la falla prematura de la boquilla. Por nuestra experiencia de campo apoyando acerías en Norteamérica y Europa, hemos visto cómo los sistemas de refrigeración fallan en cuestión de semanas cuando se especifica el material de la boquilla incorrecto, mientras que los materiales correctamente seleccionados pueden ofrecer entre 18 y 24 meses de funcionamiento continuo en la misma aplicación.
Esta guía está escrita para ingenieros de procesos, responsables de mantenimiento y especificadores de equipos que necesitan tomar decisiones basadas en la evidencia sobre los materiales de la boquilla de refrigeración en entornos de producción de acero inoxidable. Nos centraremos específicamente en las boquillas expuestas a condiciones ácidas durante la refrigeración de la línea de decapado, el fregado de humos ácidos y las operaciones de enjuague posteriores al decapado. Aprenderás a calcular el coste total de propiedad entre diferentes opciones de materiales, a adaptar los materiales a concentraciones y temperaturas específicas de ácidos y a evitar los tres errores de especificación más comunes que provocan tiempos de inactividad inesperados.
El impacto financiero de la selección de materiales es considerable. En una aplicación típica de refrigeración por línea de decapado con 120 toberas, actualizar de acero inoxidable 316 a una aleación de alto níquel añade aproximadamente 18.000 dólares en coste inicial, pero elimina dos paradas no planificadas al año, cada una con un costo de 45.000 dólares en producción perdida. Esta guía proporciona el marco técnico para tomar estas decisiones con confianza.
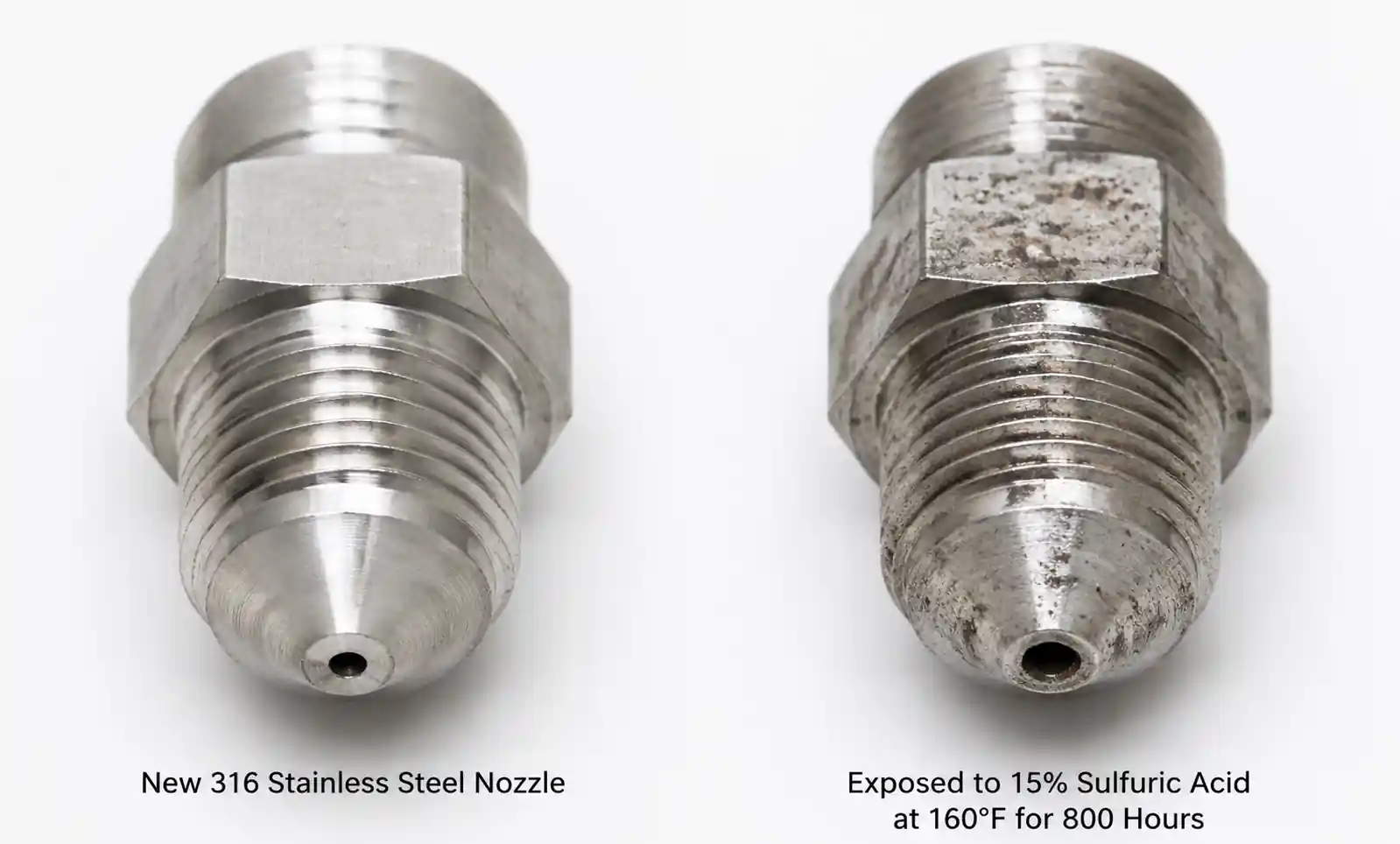
! 1-comparación de tobera corroída vs. nueva
{kind=link}
2. Comprendiendo el entorno corrosivo en la producción de acero inoxidable
2.1 Perfiles de exposición a ácidos
La producción de acero inoxidable implica varias etapas en las que las boquillas de refrigeración se encuentran en ambientes ácidos. En las operaciones de encurtido, las boquillas enfrían la tira de acero tras salir del baño de ácido, exponiéndolas a una solución de encurtido salpicada o aerosolizada. Los ácidos comunes para decapado incluyen ácido sulfúrico (H₂SO₄) con concentración del 10–20% y 140–180°F, mezclas nítricas-hidrofluorhídricas (HNO₃/HF) a 8–15% / 2–5% respectivamente y 120–160°F, y sistemas de ácidos mixtos que combinan estos para mejorar las tasas de encurtido. Las boquillas de depurador de humos ácidos funcionan en un ambiente de vapor ácido saturado con pH tan bajo como 1,5–2,5 y temperaturas típicamente entre 100 y 140°F.
El reto no es solo la concentración de ácido, sino la combinación de factores. Las boquillas enfrentan simultáneamente corrosión química por ácidos, oxidación por temperaturas elevadas, erosión por partículas de escamas arrastradas y medios abrasivos, y estrés de ciclo térmico por funcionamiento intermitente o fluctuaciones de temperatura. En nuestras pruebas de laboratorio, una boquilla de acero inoxidable 316 que muestra corrosión insignificante en ácido sulfúrico estático al 15% a temperatura ambiente puede fallar en 800 horas cuando se expone al mismo ácido a 160°F con partículas de óxido de hierro suspendidas a 50 ppm y un ciclo de presión entre 20 y 60 PSI.
2.2 Modos de fallo y sus causas
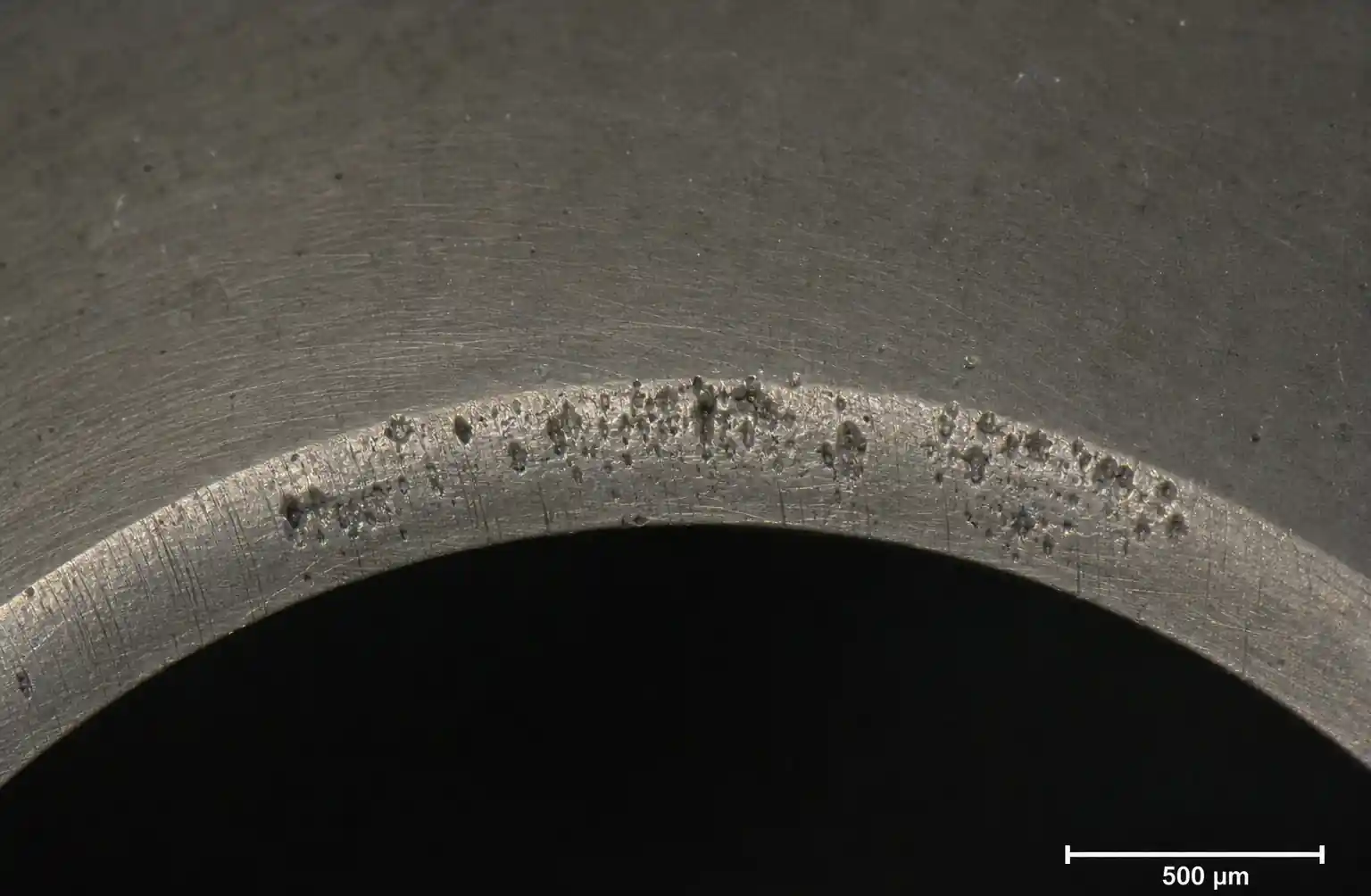
Hemos documentado cuatro modos principales de fallo en aplicaciones de refrigeración ácida. La corrosión uniforme ocurre cuando el ácido ataca toda la superficie mojada, aumentando gradualmente el diámetro del orificio y la tasa de caudal. Esto es más común en casos de selección inadecuada de aleaciones para el tipo ácido. La corrosión por picaduras se manifiesta como un ataque localizado que crea cavidades profundas, especialmente en ambientes que contienen cloruro o cuando las capas protectoras de óxido se descomponen. La grieta por corrosión por tensión aparece como grietas ramificadas que se originan en áreas de alta tensión como raíces de rosca o límites de presión, especialmente en ambientes de cloruro por encima de 140°F. La corrosión por erosión combina desgaste mecánico con corrosión acelerada en zonas de alta velocidad como la salida del orificio, más severa en lodos abrasivos o cuando ocurre cavitación.
Un error común es pensar que el acero inoxidable es "inoxidable" en todos los entornos. En realidad, el acero inoxidable estándar 304 o 316 proporciona buena resistencia a la corrosión en condiciones suaves, pero falla rápidamente en ácidos concentrados o temperaturas elevadas. Recientemente investigamos una línea de decapado donde se reemplazaban las boquillas 316SS cada 6 semanas debido a un aumento excesivo del caudal. Las pruebas de flujo mostraron que el diámetro del orificio había crecido de 2,0 mm a 2,4 mm, aumentando el flujo en un 44% y destruyendo la uniformidad del patrón de pulverización. Tras cambiar a una aleación de alto contenido de níquel, la misma instalación funcionó 14 meses antes de requerir su reemplazo.
! microscopio de corrosión con 2 picaduras
{kind=link}
3. Propiedades críticas de materiales para boquillas resistentes a ácidos
3.1 Fundamentos de la resistencia a la corrosión
La capacidad de un material de boquilla para resistir ataques ácidos depende principalmente de la estabilidad y composición de su capa pasiva de óxido. El contenido de cromo es la base de la resistencia a la corrosión del acero inoxidable, formando una capa protectora de óxido de cromo (Cr₂O₃). Mientras que el 304SS contiene un 18% de cromo, aleaciones de alto rendimiento como el AL-6XN contienen un 20,5%, proporcionando una pasivación superior. El contenido de níquel mejora la resistencia a los ácidos, especialmente en ácidos reductores como el ácido sulfúrico, por lo que las aleaciones basadas en níquel superan a los aceros inoxidables en muchas aplicaciones. El molibdeno mejora drásticamente la resistencia a las picaduras en ambientes con cloruro y ácidos mezclados, con aceros inoxidables superausteníticos 6Mo (6% Mo) que muestran una resistencia a las picaduras 5–10 veces mejor que el estándar 316SS (2–3% Mo).
El PREN (Número Equivalente de Resistencia a Pitting) proporciona una métrica de comparación útil, calculada como PREN = %Cr + 3,3×(%Mo) + 16×(%N). Valores más altos de PREN indican mejor resistencia a las picaduras. El 316SS estándar tiene PREN ≈ 24–26, mientras que aleaciones superausteníticas como AL-6XN tienen PREN ≈ 40–42, y aleaciones de alto contenido níquel como C-276 superan 70. Sin embargo, PREN es solo una herramienta de cribado; El rendimiento real debe validarse según tu ácido, concentración y temperatura específicas.
3.2 Propiedades mecánicas y consideraciones de fabricación
Más allá de la resistencia a la corrosión, los materiales de la tobera deben cumplir con los requisitos mecánicos. La resistencia a la tracción determina la capacidad de clasificación de presión, con la mayoría de las toberas de refrigeración funcionando a 20–80 PSI, pero los factores de seguridad requieren un límite elástico del material de 30.000+ PSI. La dureza afecta a la resistencia a la erosión cuando hay partículas abrasivas, aunque los materiales excesivamente duros se vuelven frágiles. El coeficiente de dilatación térmica importa en instalaciones de montaje fijo sometidas a ciclos de temperatura, ya que la desadaptación entre los materiales de la tobera y el colector puede causar fugas. La mecanizabilidad afecta al coste y la precisión de fabricación, con grados de mecanizado libre que ofrecen tolerancias de orificio más estrictas pero a veces una resistencia menor a la corrosión.
La disponibilidad de materiales y el tiempo de entrega suelen influir en decisiones prácticas. Las toberas estándar 316SS se envían en 1–2 semanas, mientras que las de aleación exótica pueden requerir entre 6 y 12 semanas para su fabricación personalizada. Esto se vuelve crítico durante los reemplazos de emergencia. Una acería con la que trabajamos mantiene un inventario estratégico de toberas de aleación de alto contenido de níquel específicamente para evitar tiempos de inactividad prolongados cuando ocurren fallos, aunque el coste de almacenamiento añade un 8% a su presupuesto anual de toberas.
4. Comparación de materiales de toberas: análisis de rendimiento y costes
4.1 Resumen de opciones de materiales
| Material | Composición primaria | Factor de coste relativo | Vida útil típica en 15% H₂SO₄ a 160°F | Mejores aplicaciones | Limitaciones |
|---|---|---|---|---|---|
| 304 Acero inoxidable | 18% Cr, 8% Ni | 1.0× (línea base) | 200–400 horas | Ácidos suaves, temperatura ambiente, enjuagar agua | Baja resistencia a ácidos, picados en cloruros |
| 316 Acero inoxidable | 16% Cr, 10% Ni, 2% Mo | 1.2× | 600–1.000 horas | Ácidos diluidos <10%, temperaturas moderadas <120°F | Limitado en ácidos concentrados, picos de cloruro por encima de 140°F |
| 316L Bajo Carbono | 16% Cr, 10% Ni, 2% Mo, <0,03% C | 1.3× | 700–1.200 horas | Instalaciones soldadas, sensibilización reducida | Limitaciones similares a 316SS |
| AL-6XN (Superaustenítico 6Mo) | 20,5% Cr, 24% Ni, 6,3% Mes | 3,5× | 3.500–5.000 horas | Ácidos mezclados, ambientes de cloruro, altas temperaturas | Alto coste, disponibilidad limitada |
| 904L Superaustenítico | 21% Cr, 25% Ni, 4,5% Mes | 3.2× | 3.000–4.500 horas | Ácido sulfúrico, ácido fosfórico, cloruros moderados | Menor resistencia a las picaduras que las aleaciones 6Mo |
| Aleación 20 (Carpenter 20Cb3) | 29% Ni, 20% Cr, 2,5% Mo, 3,5% Cu | 4.0× | 4.000–6.000 horas | Ácido sulfúrico concentrado caliente al 60% | Pobre en ácidos oxidantes como el nítrico |
| Hastelloy C-276 | 57% Ni, 16% Cr, 16% Mo, 4% W | 8,5× | 8.000–12.000 horas | Ácidos mixtos severos, HF, máxima resistencia a la corrosión | Muy caro, difícil de mecanizar |
| Titanio grado 2 | 99,2% Ti | 5,5× | 6.000–10.000 horas | Ambientes de cloruro ácidos oxidantes (nítricos, crómicos) | Pobre en reducción de ácidos, riesgo de fragilización por hidrógeno |
| Circonio 702 | 99,2% Zr, 4,5% Hf | 12× | 10.000+ horas | Ácidos altamente corrosivos, HF, HCl | Extremadamente caro, se requiere mecanizado especial |
Interpretación de la tabla: Esta comparación asume exposición continua al 15% de ácido sulfúrico a 160°F con 2.000 horas de funcionamiento al año y pruebas de flujo para definir "fin de vida" como un aumento del 15% en el caudal. Tu vida útil real variará según el tipo de ácido, concentración, temperatura, contaminación y frecuencia de ciclo de presión. Los factores de coste representan el coste típico del material y el mecanizado en relación con el 304SS; El coste total de instalación también incluirá mano de obra y tiempos de inactividad.
El error de especificación más común es seleccionar 316SS para aplicaciones que realmente requieren una aleación de mayor contenido de níquel. Aunque el 316SS cuesta solo un 20% más que el 304SS, proporciona una mejora marginal en ácidos por encima del 10% de concentración o temperaturas superiores a 140°F. El salto sustancial de rendimiento se produce al pasar a aleaciones superausteníticas o basadas en níquel de 6Mo, a pesar de su coste entre un 3 y un 8× superior.
4.2 Cálculo del coste total de propiedad
El coste inicial del material solo cuenta parte de la historia. La verdadera comparación económica requiere un análisis del coste total de propiedad. Considera un colector de refrigeración por línea de decapado con 80 boquillas, funcionando 16 horas al día, 6 días a la semana (aproximadamente 5.000 horas al año). El tiempo de inactividad no planificado por fallo de tobera cuesta 12.000 dólares por hora en producción perdida, y la sustitución programada requiere un apagado de 4 horas que cuesta 48.000 dólares más 8.000 dólares en mano de obra.
Escenario A: 316 boquillas de acero inoxidable
- Coste del material por tobera: 35 dólares
- Instalación inicial: 80 boquillas × 35 $ = 2.800 $
- Vida útil: 800 horas (proyectada)
- Reemplazos por año: 5.000 horas ÷ 800 horas = 6,25 ciclos de reemplazo
- Coste anual de materiales: 6,25 × 2.800 $ = 17.500 $
- Mano de obra de reemplazo anual: 6,25 × (48.000 $ + 8.000 $) = 350.000 $
- Total anual: 367.500 $
Escenario B: Boquillas superausteníticas AL-6XN
- Coste del material por tobera: 125 $
- Instalación inicial: 80 boquillas × 125 $ = 10.000 $
- Vida útil: 4.000 horas (proyectada)
- Reemplazos por año: 5.000 horas ÷ 4.000 horas = 1,25 ciclos de reemplazo
- Coste anual de materiales: 1,25 × 10.000 $ = 12.500 $
- Mano de obra de reemplazo anual: 1,25 × (48.000 $ + 8.000 $) = 70.000 $
- Total anual: 82.500 dólares
La opción AL-6XN cuesta un 3,5× más por tobera, pero reduce el coste total de propiedad en un 78% anual, ahorrando 285.000 dólares al año. El periodo de recuperación de la inversión inicial más alta es inferior a 2 semanas de operación. Este cálculo asume que ambos materiales alcanzan su vida útil final basándose en pruebas de caudal en lugar de fallo catastrófico; si los fallos inesperados ocurren con mayor frecuencia, la ventaja del TCO de los materiales premium aumenta aún más.
{kind=link}
5. Matriz de Decisión de Selección de Material para Ácidos Específicos
5.1 Ambientes de ácido sulfúrico
El comportamiento del ácido sulfúrico depende críticamente de la concentración y la temperatura. En ácido sulfúrico diluido (concentración <10%) a temperatura ambiente, el 316SS funciona adecuadamente con una vida útil de 2.000–3.000 horas. A una concentración del 10–20% y 140–180°F (condiciones típicas de decapado), se recomiendan grados superausteníticos AL-6XN o 904L, que proporcionan 3.500–5.000 horas de vida útil. Para ácido sulfúrico concentrado (>60%) a temperaturas elevadas, se requiere Aleación 20 o Hastelloy C-276 debido a la naturaleza altamente agresiva del ácido concentrado.
Una consideración importante es la transición del ácido sulfúrico del comportamiento oxidante al reductor. Por encima del 60% de concentración y 160°F, el ácido sulfúrico se oxida fuertemente, lo que cambia la clasificación del material. Hemos visto casos en los que 316SS superó inesperadamente aleaciones de níquel con mayor contenido en ácido sulfúrico frío muy concentrado (>80%), aunque esta es una ventana de aplicación limitada.
5.2 Sistemas Mixtos Ácidos Nítrico-Fluorhídricos
Los sistemas de ácidos mixtos HNO₃/HF utilizados en el decapado en acero inoxidable presentan desafíos únicos. El ácido fluorhídrico ataca la capa protectora de óxido que proporciona resistencia a la corrosión en la mayoría de las aleaciones, mientras que el ácido nítrico proporciona condiciones oxidantes. Los aceros inoxidables estándar fallan rápidamente en HF, con el 316SS mostrando un ataque severo en 100–200 horas en mezclas HF al 2–5% a 140°F.
El titanio de grado 2 es el material preferido para ambientes nítricos hidrofluorhídricos, ofreciendo entre 6.000 y 10.000 horas de vida útil en concentraciones típicas de encurtido. El titanio forma una capa estable y auto-reparativa de óxido de titanio incluso en presencia de HF, siempre que haya suficientes especies oxidantes (HNO₃) presentes. Sin embargo, el titanio nunca debe usarse en ácidos reductores ni en ambientes con oxidante insuficiente, ya que la fragilización por hidrógeno puede causar fallos frágiles repentinos.
Para sistemas de ácidos mixtos donde pueden darse condiciones tanto reductoras como oxidantes, Hastelloy C-276 o Zirconio 702 ofrecen una compatibilidad más amplia, aunque a un coste significativamente mayor. El circonio ofrece una resistencia excepcional a la HF pero cuesta un 12× más que el acero inoxidable estándar, limitando su uso a aplicaciones críticas donde no existe alternativa.
5.3 Tabla de selección de materiales por tipo de ácido
| Sistema Ácido | Concentración | Temperatura | Material recomendado | Material alternativo | Materiales a evitar |
|---|---|---|---|---|---|
| Ácido sulfúrico (H₂SO₄) | <10% | <120°F | 316SS, 316L | AL-6XN | 304SS |
| Ácido nítrico (HNO₃) | 5–20% | <160°F | Titanio grado 2, 316SS | AL-6XN | Acero al carbono |
| Ácido fluorhídrico (HF) | 2–10% | <140°F | Titanio grado 2*, circonio 702 | Hastelloy C-276 | Todos los aceros inoxidables |
| HNO₃/HF Mixtos | 8–15% / 2–5% | 120–160°F | Titanio grado 2*, circonio 702 | Hastelloy C-276 | 316SS, AL-6XN |
| Ácido fosfórico (H₃PO₄) | 30–50% | 140–180°F | 904L, AL-6XN | Hastelloy C-276 | 316SS |
| Ácido clorhídrico (HCl) | <5% | <120°F | Hastelloy C-276, Zirconio 702 | Titanio grado 2 | 316SS, AL-6XN |
| Mezclado de depurador de humos ácidos | Variable, pH 1,5–3 | 100–140°F | AL-6XN, 904L | Hastelloy C-276 | 316SS |
* El titanio requiere un ambiente oxidante; no se usan en condiciones de HF puro o reductoras
Titanio aceptable en HCl diluido con oxidantes presentes
Notas de Decisión Crítica: Esta tabla ofrece orientación general basada en nuestra experiencia de campo y pruebas aceleradas en laboratorio. Realiza siempre pruebas de corrosión específicas del lugar antes de comprometerte con pedidos grandes de toberas, especialmente en sistemas de ácido mixto o cuando se desconocen los niveles de contaminación. Los picos de temperatura, la contaminación por cloruro o las variaciones inesperadas del pH pueden reducir drásticamente la vida útil incluso para materiales seleccionados correctamente. En caso de duda, especificar el siguiente material de mayor rendimiento o realizar una instalación piloto de 10–20 toberas para validar la vida útil antes de la conversión completa del sistema.
! 4-boquilla-muestras-material
{kind=link}
6. Estudio de caso real: ROI de la mejora de materiales
6.1 Antecedentes y Enunciado del Problema
Un productor europeo de acero inoxidable operaba una línea de decapado continua procesando tiras de acero inoxidable de la serie 400 usando un baño de ácido sulfúrico al 12% a 165°F. La sección de refrigeración inmediatamente aguas abajo del baño de ácido utilizaba 120 boquillas completas de cono a 40 PSI para reducir la temperatura de la tira de 180°F a 95°F antes de la sección de enjuague. Originalmente instalado con boquillas 316SS, el sistema sufría fallos frecuentes debido al agrandamiento del orificio y al colapso eventual del patrón de pulverización.
Los registros de mantenimiento mostraban que el reemplazo de la tobera ocurría cada 6–8 semanas, lo que requería un apagado completo de la línea de 6 horas. Cada cierre costaba aproximadamente 55.000 € en producción perdida más 6.000 € en mano de obra y materiales. El tiempo de inactividad anual relacionado con la tobera sumaba 8–9 paradas, con un coste anual de 488.000 a 549.000 €. Además, el aumento gradual del caudal entre reemplazos causaba inconsistencias en el enfriamiento, lo que provocaba problemas de control de temperatura y defectos ocasionales de calidad en el producto final.
6.2 Solución e implementación
Tras realizar muestreos ácidos in situ y cartografía de temperatura, recomendamos actualizar a boquillas de acero inoxidable superaustenítico AL-6XN. La composición del material (20,5% Cr, 24% Ni, 6,3% Mo, PREN ≈ 42) proporcionó una resistencia sustancialmente mejor al ácido sulfúrico en condiciones de funcionamiento. El coste inicial de las toberas AL-6XN de 120 AL-6XN fue de 15.600 € frente a los 4.200 € de la 316SS, lo que suponía un precio premium de 11.400 €.
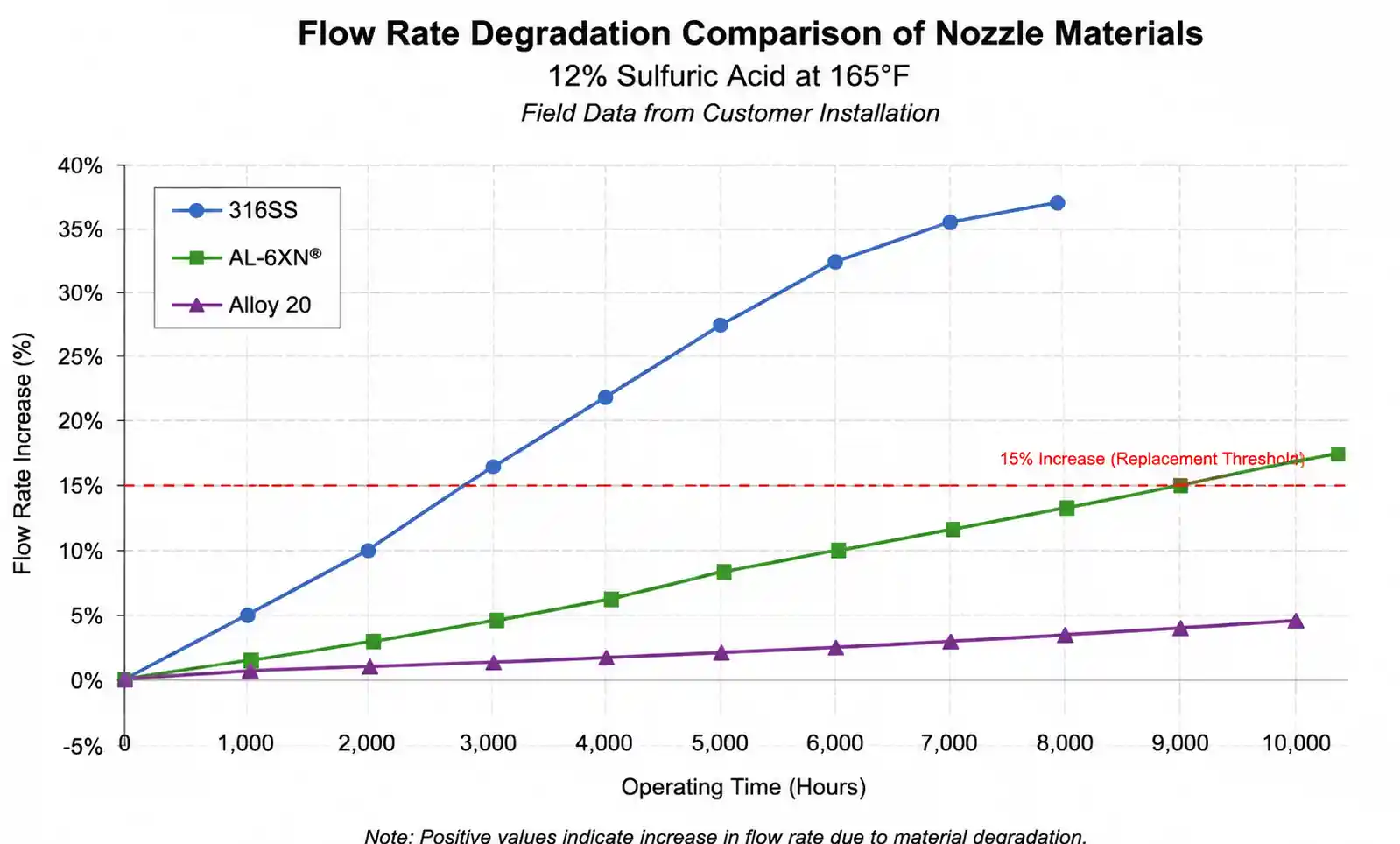
El cliente instaló inicialmente 20 toberas AL-6XN en la sección de mayor exposición como prueba piloto, manteniendo el 316SS en las zonas de menor exposición. Tras 6 meses, las toberas 316SS requirieron un reemplazo completo, mientras que las toberas de prueba AL-6XN mostraron un desgaste mínimo. Las pruebas de caudal indicaron solo un aumento del 3% en el caudal de las unidades AL-6XN frente al 22% en las unidades 316SS que operaban en condiciones similares. A partir de estos resultados, el sistema completo se convirtió a AL-6XN.
6.3 Resultados y análisis del ROI
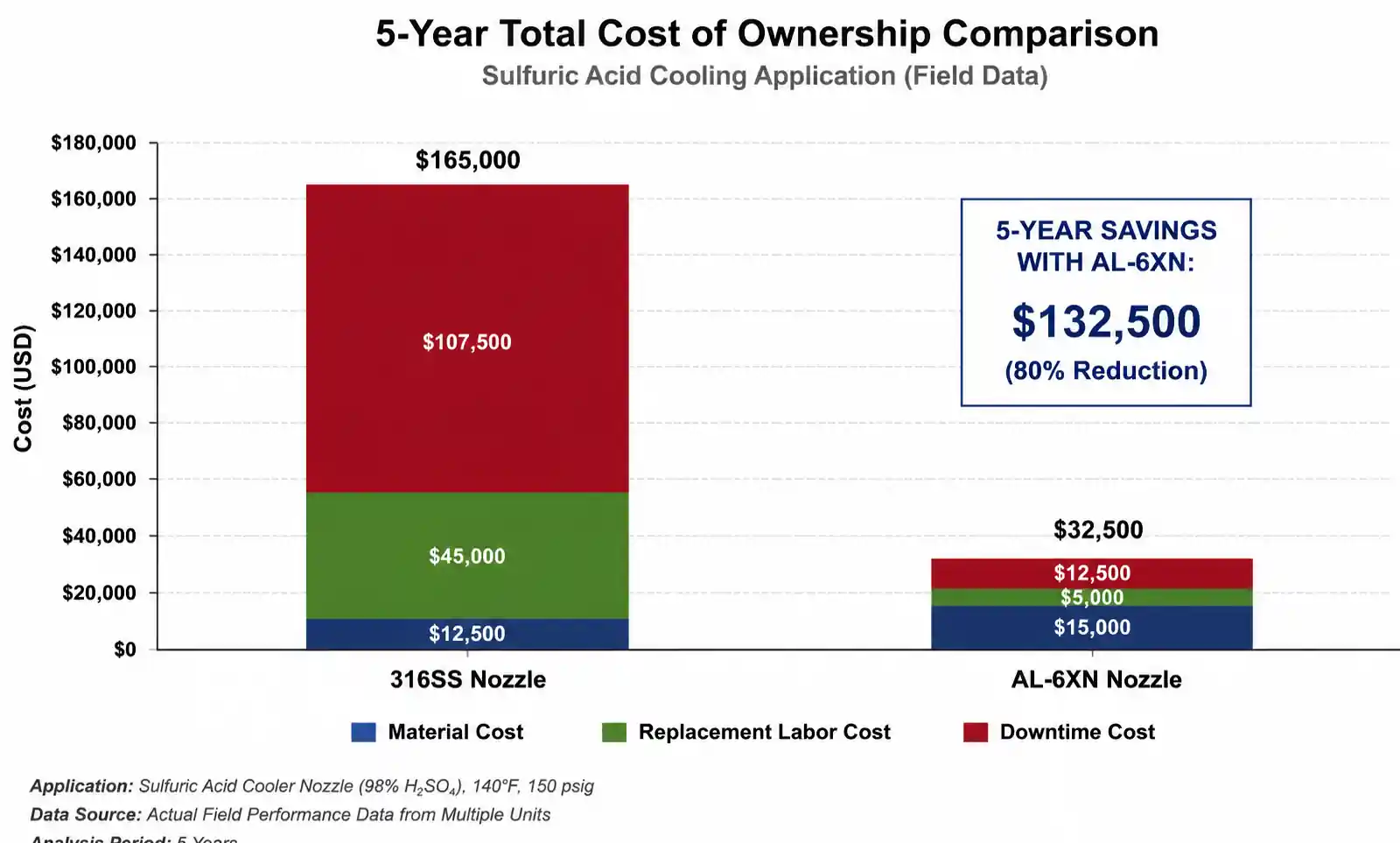
Tras la implementación completa del AL-6XN, los apagados relacionados con toberas disminuyeron de 8–9 por año a 1,5 por año, con una vida útil que se extendía a 14–16 meses. El coste anual de inactividad bajó de 488.000 € a 91.500 €, ahorrando 396.500 € al año. El coste de los materiales aumentó de aproximadamente 33.600 € (8 × 4.200 €) a 23.400 € (1,5 × 15.600 €), lo que supuso un ahorro anual adicional de 10.200 €. Ahorro anual total: 406.700 €. Periodo de recuperación de la inversión inicial en la mejora: 19 días de funcionamiento.
Más allá del ahorro directo de costes, la planta reportó una mejora en la estabilidad del proceso gracias a patrones de pulverización más consistentes a lo largo del ciclo de servicio. La variabilidad del control de temperatura disminuyó de ±8°F a ±3°F, reduciendo los defectos de calidad relacionados con la temperatura en un 40% estimado. Aunque difícil de cuantificar con precisión, la planta estimó que esta mejora de calidad añadió entre 75.000 y 100.000 € en valor anual mediante la reducción de chatarra y retrabajo.
! 5-gráfico-de degradación de caudales
{kind=link}
7. Mejores prácticas de instalación y mantenimiento
7.1 Directrices de instalación para ambientes ácidos
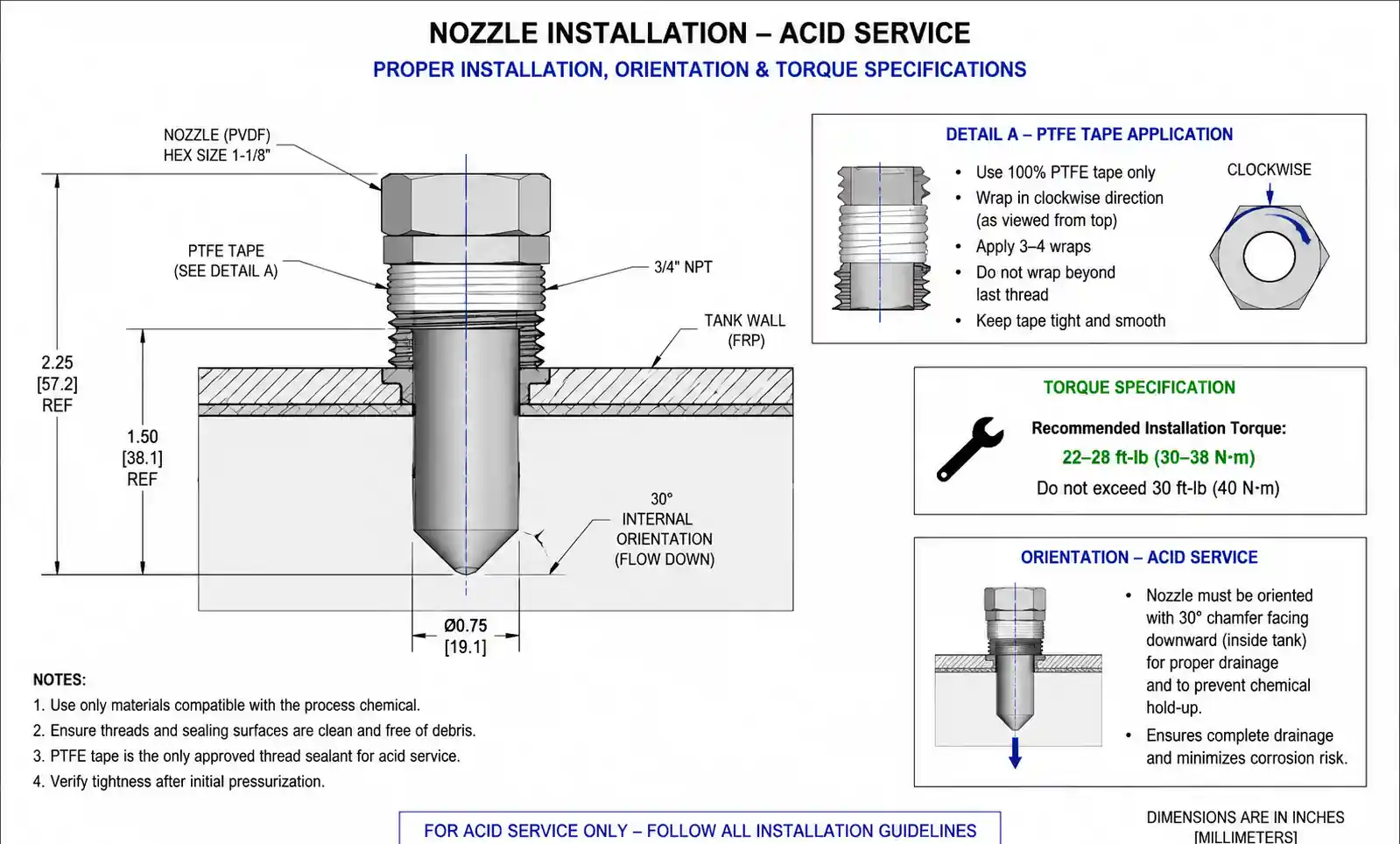
Una instalación adecuada prolonga significativamente la vida útil de la boquilla independientemente del material. La selección del sellador de rosca es fundamental; Utiliza solo cinta o pasta de PTFE apta para servicio ácido, ya que los selladores estándar pueden degradarse y causar fugas. Aplica 3–4 vueltas de cinta PTFE en la dirección de la rotación del hilo. Nunca uses selladores a base de silicona en ambientes ácidos. El par de instalación debe seguir las especificaciones del fabricante, normalmente entre 15 y 25 ft-lbs para conexiones NPT de 1/4". El exceso de apretón puede agrietar las boquillas revestidas de cerámica o deformar superficies portadoras de orificios; El subapretón permite la penetración del ácido en las roscas.
La orientación de la boquilla importa en ambientes ácidos. Instala boquillas con orificios orientados hacia abajo siempre que sea posible para evitar la acumulación de ácido en las cavidades internas durante los periodos de apagado. El ácido estancado atrapado en los cuerpos de las toberas durante los periodos de ralentí provoca una corrosión acelerada. Si es inevitable que las boquillas apunten hacia arriba, implementa un procedimiento de lavado de agua antes de cada apagado. La compatibilidad de materiales entre variedades es esencial; Asegúrate de que el material del colector sea igual o mejor que el material de la tobera, ya que puede producirse corrosión galvánica cuando metales diferentes entran en contacto con electrolitos ácidos. Aísla metales diferentes con arandelas de PTFE si es necesario.
7.2 Mantenimiento y Monitorización Preventiva
Establecer un calendario de pruebas de flujo para detectar la degradación del rendimiento antes de fallos catastróficos. Recomendamos pruebas trimestrales de flujo para boquillas 316SS en servicio ácido y pruebas semestrales para aleaciones premium. Utiliza un caudalímetro calibrado a tu presión de operación; Registrar el caudal y calcular el porcentaje de cambio respecto a la línea base. Sustituir las boquillas cuando el caudal aumente entre un 12 y un 15% por encima del nominal, ya que la uniformidad del patrón de pulverización comienza a deteriorarse más allá de este umbral. La inspección visual debe comprobar la corrosión externa, especialmente en las raíces de la rosca donde se inicia la corrosión por tensión y grieta, la uniformidad del patrón de pulverización usando papel sensible al agua o observación directa, depósitos o acumulación de incrustaciones en superficies externas y signos de daño por cavitación (superficies con picaduras en la salida del orificio).
Implementa un protocolo de lavado para sistemas con funcionamiento intermitente. El ácido dejado en contacto con las toberas durante largos periodos de ralentí causa más daños que un funcionamiento continuo a la misma concentración. Enjuaga con agua desionizada durante al menos 5 minutos antes de los pares que superen las 4 horas. Para sistemas de ácidos mixtos, un lavado alcalino débil (solución de carbonato de sodio al 1–2%) seguido de un enjuague con agua proporciona mejor protección, aunque esto debe controlarse cuidadosamente para evitar la precipitación de escamas en los cuerpos de la boquilla.
7.3 Errores comunes de instalación que evitar
Según nuestra experiencia en el servicio de campo, tres errores de instalación representan el 60% de fallos prematuros de toberas. Instalar toberas a una presión excesiva superior a la capacidad de diseño acelera tanto la erosión como la corrosión, ya que una mayor velocidad aumenta las tasas de transferencia de masa en superficies corroídas. Si necesitas mayor caudal, especifica boquillas de orificio más grandes en lugar de sobrepresurizar orificios pequeños. El uso de materiales mezclados en el mismo colector sin aislamiento galvánico crea celdas electroquímicas que aceleran la corrosión del material menos noble. Si tienes que mezclar boquillas 316SS y titanio, aíslalas en colectores separados o usa casquillos aislantes de PTFE. Finalmente, no verificar la concentración y la temperatura del ácido antes de especificar los materiales conduce a un fallo rápido; No se basen en especificaciones nominales de proceso. Mide las condiciones reales de exposición con medidor de pH y registrador de temperatura antes de la selección final del material.
Un error especialmente costoso que encontramos fue una planta que especificaba toberas AL-6XN basándose en una concentración nominal del 15% de ácido sulfúrico. Sin que el especificador lo supiera, la concentración real del baño se desvió al 22–25% debido a un control inconsistente de la adición ácida. Incluso el material premium AL-6XN se degradaba rápidamente en la mayor concentración, requiriendo un reemplazo cada 8 meses en lugar de los 18 meses esperados. Tras implementar un mejor control de concentración y actualizar a Aleación 20 en las zonas de mayor exposición, la vida útil mejoró a 20+ meses.
! 6-instalación-sección transversal
{kind=link}
8. Preguntas frecuentes: Preguntas comunes sobre selección de materiales
P: ¿Puedo actualizar solo las boquillas más expuestas y dejar el 316SS en otro sitio para reducir costes?
Sí, y este suele ser el enfoque más rentable. Identifica el 20–30% de las boquillas con mayor exposición a ácido (normalmente más cerca del baño de ácido o en zonas de salpicaduras directas) y actualízalas a materiales premium. Las toberas restantes en zonas de menor exposición pueden usar 316SS o 316L. Esta estrategia de "materiales escalonados" reduce el coste de actualización entre un 50 y un 65 %, mientras que captura entre el 75 y el 85 % de la mejora de fiabilidad. Documenta qué posiciones de toberas se utilizan qué materiales para el mantenimiento futuro.
P: ¿Cómo sé cuándo cambiar las boquillas? ¿Debería esperar a que haya fallos visibles o usar pruebas de flujo?
Utiliza siempre pruebas de flujo en lugar de esperar a fallos visibles. El agrandamiento gradual del orificio por corrosión aumenta el caudal y degrada la uniformidad del patrón de pulverización mucho antes de que ocurra una falla catastrófica. Recomendamos reemplazar cuando el caudal aumenta entre un 12 y un 15% por encima del nivel base, ya que la efectividad del enfriamiento o limpieza comienza a deteriorarse más allá de ese punto. Las pruebas trimestrales de flujo para boquillas estándar de acero inoxidable y las pruebas semestrales para aleaciones premium proporcionan un seguimiento adecuado sin costes laborales excesivos.
P: ¿Existe un material universal "mejor" para todos los ácidos en la producción de acero inoxidable?
No. El Hastelloy C-276 ofrece la compatibilidad ácida más amplia pero cuesta entre 8 y 10× más que el 316SS, lo que lo hace poco práctico para instalaciones grandes. El material óptimo depende del tipo específico de ácido, la concentración, la temperatura y los factores económicos. Para el decapado con ácido sulfúrico (el más común), AL-6XN o 904L ofrecen la mejor relación rendimiento-coste. Para sistemas mixtos nítrico-fluorhídricos, se prefiere el titanio grado 2. Siempre adapta el material a tus condiciones específicas en lugar de especificar "el mejor material".
P: ¿Puede el diseño de boquillas (cono completo vs. ventilador plano) afectar la tasa de corrosión?
Sí, aunque el efecto suele ser secundario a la selección de materiales. Los diseños con zonas internas de recirculación o bolsas estancadas acumulan ácido y se corroen más rápido durante los periodos de apagón. Las toberas de cono completo y hueco, con geometría interna simple, generalmente superan a diseños complejos de atomización de aire en servicio corrosivo. Las toberas de ventilador planas con orificios elípticos pueden experimentar corrosión preferente en los extremos estrechos donde la velocidad es mayor. Cuando sea posible, elige geometría interna sencilla sin zonas muertas para el servicio ácido.
P: ¿Debería especificar insertos cerámicos o de carburo para una vida más larga?
Los insertos cerámicos y de carburo destacan en aplicaciones de erosión abrasiva, pero ofrecen un beneficio limitado en la corrosión ácida pura. Cerámicas como el carburo de silicio y la alúmina son químicamente inertes a la mayoría de los ácidos, pero el cuerpo metálico que rodea el inserto sigue corroyéndose, lo que eventualmente provoca el aflojamiento del inserto o la falla total de la boquilla. Los insertos de carburo (normalmente carburo de tungsteno) ofrecen una excelente resistencia al desgaste, pero el aglutinante de cobalto puede corroerse en ambientes ácidos. Utiliza insertos cerámicos/carburo principalmente cuando hay partículas ácidas y abrasivas presentes; Para corrosión ácida pura, selecciona aleaciones metálicas adecuadas en su lugar.
P: ¿Y los recubrimientos? ¿Puedo recubrir boquillas 316SS en vez de actualizar los materiales?
Los recubrimientos resistentes a ácidos como el PTFE, la cerámica o el niquelado electrosin tienen un éxito limitado en aplicaciones de toberas. El flujo a alta velocidad a través de pequeños orificios y los ciclos de presión provocan la delaminación del recubrimiento en semanas o meses. Además, cualquier defecto o daño en el recubrimiento crea una celda de corrosión localizada que acelera el ataque de metales base. No recomendamos los recubrimientos como sustituto de una selección adecuada de materiales en el servicio de ácido. La única excepción son los recubrimientos compuestos de níquel-PTFE sin electro para aplicaciones específicas no humectantes, pero estos aún requieren material base compatible.
9. Conclusión y próximos pasos
Elegir el material adecuado para las boquillas de refrigeración en la producción de acero inoxidable ácido es un gran asunto tanto para el coste como para el tiempo de funcionamiento. Claro, aleaciones como AL-6XN, Alloy 20 o Hastelloy C-276 pueden costar entre 3 y 10× más que un simple 316SS, pero si miras el coste total de propiedad—menos reemplazos, menos tiempo de inactividad—a menudo te estás viendo un ahorro del 60-80%. El truco no es recurrir por defecto a lo que conoces; Es para que la aleación se ajuste al tipo de ácido real, concentración y temperatura.
Nuestro enfoque habitual es sencillo:
- Obtener datos reales sobre tu entorno: concentración de ácido, temperatura, contaminantes, presión.
- Seleccionar candidatos usando la matriz de decisión (véase la Sección 5), pero priorizar el coste de por vida, no el precio de compra.
- Ejecutar un piloto con 15-25 boquillas y comprobar el caudal cada trimestre para confirmar la vida útil esperada. Para construcciones nuevas o remodelaciones, pide a tu proveedor datos específicos sobre corrosión que sean específicos para tus condiciones; las tablas genéricas son solo un punto de partida. También considera la separación de niveles: usa aleaciones sofisticadas en el 20-30% de las boquillas que sufren más abusos, y material estándar en otros sitios. Eso equilibra bien el coste y la fiabilidad.
¿Tienes alguna aplicación concreta en mente? Envíanos los detalles de tu proceso y te daremos recomendaciones de materiales personalizadas, respaldadas por pruebas de laboratorio y experiencia real en el campo.