





Soluciones para obstrucción de boquillas de suspensión de piedra caliza: Dominando el diseño geométrico de grandes pasajes libres
Para los ingenieros de Desulfuración de Gases de Combustión (FGD) en centrales térmicas de carbón, hay una métrica que arruina los KPIs más rápido que cualquier otra cosa: el tiempo de inactividad no planificado. Cuando las boquillas de suspensión de piedra caliza se obstruyen, todo el proceso de depurado se degrada, lo que provoca picos de emisiones de SO2 y paradas catastróficas de la operación. La causa raíz rara vez es la bomba o la presión; Es fundamentalmente una falla geométrica dentro de la propia boquilla. En esta completa guía tipo whitepaper, analizaremos la dinámica de fluidos de la obstrucción por purina, explicaremos por qué fallan las paletas internas tradicionales y demostraremos cómo adoptar un diseño geométrico de Paso Libre Máximo (MFP) puede eliminar permanentemente estos costosos cuellos de botella.
{kind=link}
Índice
- [1. Comprendiendo el bloqueo de la FGD: El coste de la falla geométrica] (#1-comprendiendo-fgd-obstrucción-el-coste-de-fallo-geométrico)
- [2. Conceptos Clave Simplificados: Por qué las Aletas Internas son el Culpable] (#2-Conceptos-Núcleos-Simplificado-por qué las Aletas-Internas-Son-la-Culpable)
- [3. Guía paso a paso: Seleccionando el diseño geométrico adecuado] (#3-guía-paso-paso-seleccionando-el-diseño-geométrico correcto)
- [4. Consejos de expertos y trampas comunes a evitar] (#4-consejos-expertos--trampas comunes para evitar)
- [5. Conclusión y reflexiones finales](#5-conclusión--reflexiones finales)
1. Comprendiendo el bloqueo de la FGD: el coste de la falla geométrica
En los sistemas modernos de control químico de fluidos y FGD, la suspensión de piedra caliza es un medio notoriamente difícil. Con concentraciones sólidas que suelen oscilar entre el 10% y el 20% en peso, el fluido se comporta menos como agua y más como papel de lija líquido.
Cuando ingenieros en foros como r/ChemicalEngineering o Eng-Tips hablan de sus pesadillas operativas diarias, el atasco de la boquilla siempre está en lo más alto de la lista. Una sola boquilla obstruida crea una "zona seca" en la zona de absorción de la torre de depuración. Esto permite que los gases de combustión sin tratar eviten el proceso de fregado. Para compensar, los operadores suelen aumentar la presión de la bomba, lo que acelera el desgaste de todo el sistema. El coste final de un apagado no planificado para entrar físicamente en la torre, eliminar piedra caliza calcificada y reemplazar las boquillas puede ascender a decenas de miles de dólares por hora.
Para solucionar esto, debemos dejar de fijarnos en aditivos químicos o sistemas de filtración caros y, en su lugar, reexaminar la geometría interna de la propia boquilla.
2. Conceptos Básicos Simplificados: Por qué las Aletas Internas son el Culpable
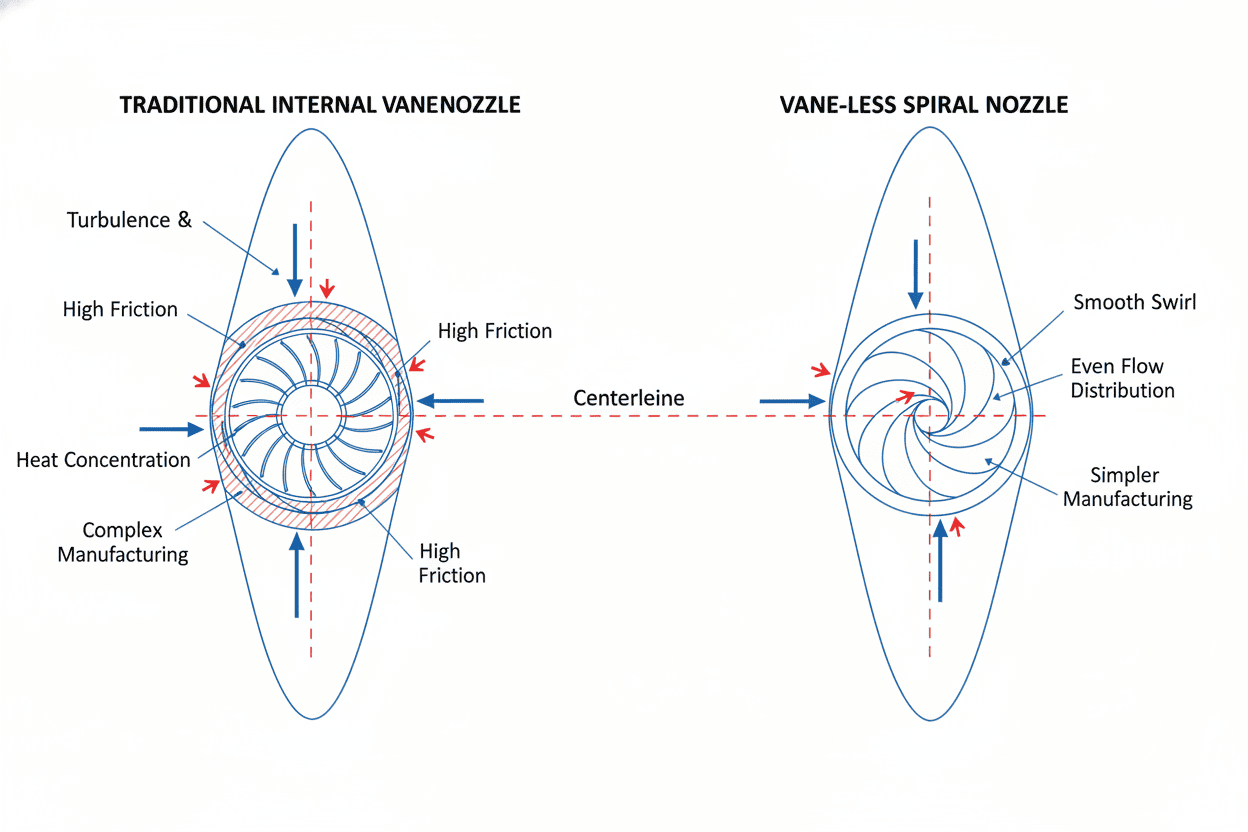
Para entender por qué las boquillas se obstruyen, debemos mirar la ingeniería tradicional de boquillas. Históricamente, para crear un patrón de pulverización uniforme, las boquillas utilizaban una Interna de Aletas (Inserto en Remolino).
La analogía de la "cabina de peaje"
Imagina una autopista de varios carriles donde los coches representan moléculas de agua y camiones pesados enormes representan partículas sólidas de piedra caliza. Una paleta interna actúa como una estructura de peaje compleja y estrecha situada justo en medio de esta carretera. Aunque el agua pura (los coches) puede maniobrar fácilmente por la cabina de peaje, las partículas pesadas de piedra caliza (camiones) inevitablemente chocan contra las barreras, se acumulan y finalmente bloquean toda la carretera. En dinámica de fluidos, aquí es donde comienzan la calcificación y la aglomeración.
Definiendo el Paso Libre Máximo (MFP)
La contramedida de ingeniería para la cabina de peaje es el Paso Libre Máximo (MFP). En términos sencillos, MFP es el diámetro del objeto rígido y esférico más grande (como una canica) que puede atravesar con éxito el punto más estrecho de la geometría interna de la tobera.
Si eliminas la paleta interna, eliminas la cabina de peaje. La suspensión puede fluir por una carretera amplia y abierta. Un MFP alto asegura que, incluso si las partículas de piedra caliza se agrupan, serán expulsadas en lugar de atrapadas.
Tabla Comparativa de Diseño Geométrico
| Característica / Métrica | Boquillas tradicionales de aletas | Gran Paso Libre (Espiral/Sin Aletas) |
|---|---|---|
| Estructura interna | Insertos complejos de remolino / paletas X | Tubo abierto / Hélice descendente externa |
| Bloqueo de riesgo | Extremadamente alto (actúa como un punto de estrangulamiento) | Extremadamente bajo (trayectoria de flujo sin restricciones) |
| Tamaño MFP | Normalmente entre el 30 y el 50% del diámetro del orificio | Hasta el 90-100% del diámetro del orificio |
| Coste de mantenimiento | Alta (se requiere limpieza manual frecuente) | Bajo (geometría auto-despejado) |
| Mejor Aplicación | Agua limpia, fluidos de baja viscosidad | FGD, lodos de piedra caliza de alto sólido, minería |
{kind=link}
3. Guía paso a paso: Seleccionar el diseño geométrico adecuado
Elegir una boquilla con un enorme MFP parece una elección obvia, pero introduce un compromiso crítico de ingeniería: Si el agujero es demasiado grande, ¿cómo atomizas el líquido?
Los agujeros grandes evitan obstruirse, pero normalmente producen gotas masivas y pesadas que caen rectas hacia abajo, reduciendo drásticamente la superficie disponible para la absorción de SO2. La solución reside en la geometría de impacto externo, más comúnmente observada en boquillas espirales.
En lugar de hacer girar el líquido dentro de la boquilla, una boquilla en espiral permite que el fluido salga por un orificio grande y sin obstrucciones y luego choque violentamente contra una superficie externa descendente en forma de espiral. Esto corta la gruesa suspensión en capas de gotas finas. Al comparar boquillas espiral frente a cono sólido para la guía de distribución de pulverización de tu torre FGD, el diseño en espiral siempre gana en entornos de alto sólido porque desacopla la atomización de la restricción interna.
3.1 Escenario A: Dimensionamiento para suspensión de piedra caliza de alto contenido sólido (absorbentes FGD)
Al especificar boquillas para tu torre de absorción, no puedes fiarte de las conjeturas. Sigue este riguroso proceso de selección basado en datos:
- Determinar el tamaño máximo de partícula: Analizar tu proceso de molienda de piedra caliza. Encuentra el diámetro máximo absoluto de una partícula sólida (o cúmulo aglomerado) que podría entrar en la línea de lodo.
- Aplica la regla 3X: El MFP de tu boquilla debe ser al menos 3 veces más grande que el tamaño máximo de partículas que tienes. (por ejemplo, si el tamaño máximo de la partícula es 4 mm, tu MFP debe ser ≥ 12 mm).
- Verificar caudal frente a presión: Asegúrese de que la bomba pueda mantener la presión requerida en el nuevo tamaño de orificio especificado para lograr el ángulo de pulverización deseado.
Tabla de datos de especificaciones de ingeniería / Selección
| Contenido sólido de suspensión | Tamaño máximo de partícula | MFP mínimo requerido | Diseño Geométrico Recomendado | Tamaño esperado de la gota (SMD) |
|---|---|---|---|---|
| < 5% (Suspensión ligera) | 2 mm | > 6 mm | Cono completo de tubería abierta | 1500 - 2000 μm |
| 10% - 15% (Estándar) | 5 mm | > 15 mm | Gran Espiral de Pasaje Libre | 2000 - 3000 μm |
| > 20% (Suspensión Pesada) | 8 mm | > 24 mm | Espiral de paso libre máximo / Tangente | 2500 - 4000 μm |
3.2 Escenario B: Temple de gases y supresión del polvo
Aunque las torres FGD son el área más crítica, las centrales eléctricas también enfrentan problemas de obstrucción en sistemas secundarios como la supresión del polvo de carbón y el temple de gas a alta temperatura. Para una visión más amplia de cómo el diseño geométrico afecta a las boquillas industriales de supresión de polvo por pulverización, se aplican los mismos principios de la MFP.
Sin embargo, en la refrigeración por gas, el tamaño de las gotas es mucho más crítico que en el fregado. Si te cuesta equilibrar la necesidad de un MFP grande con la necesidad de gotas ultrafinas para evitar el fondo húmedo, puede que tengas que dejar de usar boquillas hidráulicas de fluido único por completo. En tales casos, profundizar en atomización por presión frente a neumática revelará cómo introducir aire comprimido puede romper líquidos en una microniebla sin necesidad de un pequeño orificio propenso a obstruirse.
4. Consejos de expertos y trampas comunes que hay que evitar
Basándonos en décadas de experiencia de campo y analizando informes de fallos post-mortem de foros de ingeniería química, aquí están los errores más comunes que cometen los ingenieros al tratar con boquillas de lodo:
- Trampa 1: Confiar en el "tamaño nominal de la tubería" en lugar del MFP real.
- El error: Comprar una "boquilla de 2 pulgadas" asumiendo que el conducto interno tiene 2 pulgadas de ancho.
- La realidad: Una boquilla de 2 pulgadas con una paleta interna podría tener una MFP de solo 0,5 pulgadas. Siempre exigir la dimensión específica del MFP al fabricante.
- Trampa 2: Ignorar la degradación de la bomba.
- El error: Diseñar la matriz de toberas basándose en el rendimiento de día de la bomba.
- La realidad: La piedra caliza abrasiva desgasta rápidamente los impulsores de las bombas. A medida que la cabeza de la bomba baja, la presión en la boquilla baja. Menor presión significa peor atomización. Si la geometría de tu boquilla depende de una alta velocidad para evitar obstrucciones, una bomba desgastada provocará un tapón instantáneo.
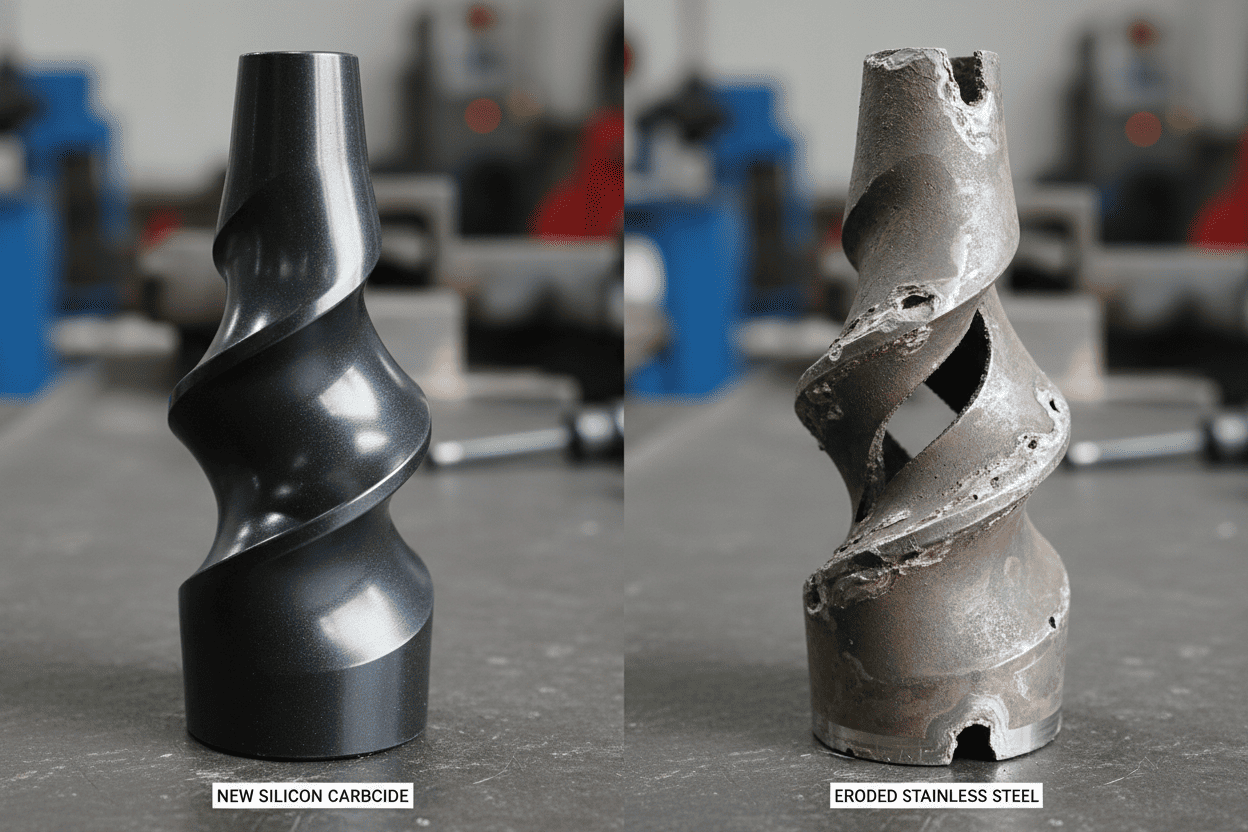
- Trampa 3: Usar el material equivocado.
- El error: Usar acero inoxidable 316 para toberas espirales de alta velocidad.
- La realidad: La hélice externa de una boquilla en espiral recibe un golpe brutal por la suspensión abrasiva. El 316SS se erosionará en meses, destruyendo el patrón de salpicadura. Especifique siempre carburo de silicio (SiC) o cerámicas especializadas para aplicaciones de lodos FGD.
{kind=link}
5. Conclusión y reflexiones finales
El atasco en los sistemas de lodos de piedra caliza FGD no es un hecho inevitable; es un síntoma de una selección geométrica incorrecta de la boquilla. Eliminando las aletas internas y priorizando el Paso Libre Máximo (MFP), los ingenieros pueden resolver fundamentalmente el problema de la aglomeración en el punto de estrangulamiento.
Recuerda la regla principal: El MFP de tu boquilla debe ser al menos tres veces mayor que la mayor partícula de lodo. Aprovechando diseños como la tobera espiral de impacto externo, puedes mantener el delicado equilibrio entre evitar obstrucciones y lograr la atomización necesaria para un fregado eficiente del SO2.
Tabla resumen rápida
| Conclusión clave | Consejos prácticos de ingeniería |
|---|---|
| La causa raíz | Las aletas internas actúan como "casetas de peaje", atrapando partículas sólidas de piedra caliza. |
| La solución | Cambia a geometría sin aletas / de paso libre grande (por ejemplo, toberas en espiral). |
| La Regla de Oro | MFP > 3 veces el diámetro máximo de partículas sólidas en tu lodo. |
| Elección de material | Nunca uses acero inoxidable estándar para espirales de lodo; Exigir carburo de silicio (SiC). |
| El ROI | Eliminar los tiempos de inactividad no planificados paga las boquillas mejoradas en el primer apagado evitado. |
¿Listo para optimizar tu sistema FGD? Deja de dejar que un mal diseño geométrico dicte tu calendario de mantenimiento. Revisa tu P&ID actual, revisa las especificaciones MFP de las boquillas instaladas y consulta con un experto en dinámica de fluidos para adaptar tu torre de depuradores con soluciones de verdaderas grandes pasadizos libres hoy mismo.