





Cómo la medición láser del desgaste de la tobera maximiza el retorno del investimento en las acerías
Los tiempos inesperados de inactividad en la fresadora y los defectos superficiales como la escala laminada son la pesadilla definitiva para cualquier especialista en control de calidad metalúrgico o gerente de planta. Durante décadas, la industria de fabricación de acero ha confiado en un enfoque reactivo y visualmente impulsado para mantener sistemas de descalcificación a alta presión. Los ingenieros de mantenimiento desmontaban un colector, miraban las boquillas y adivinaban si eran "lo suficientemente buenas" para otra prueba. Pero aquí está la verdad costosa: cuando puedes ver el desgaste de la boquilla a simple vista, ya estarás perdiendo miles de dólares en energía desperdiciada de bombas, fuerza de impacto comprometida y calidad degradada del acero.
Aquí es donde la medición láser del desgaste de las toberas cambia completamente las reglas del juego. Al pasar de inspecciones visuales subjetivas a perfilometría láser 3D basada en datos, las acerías modernas están adoptando estrategias de mantenimiento predictivo que detectan la erosión microscópica antes de que destruya la rentabilidad. En esta guía completa, exploraremos cómo funciona la tecnología de medición láser, por qué es la mejor opción para monitorizar la degradación de la tobera de descalcificación y cómo puedes utilizar estos datos para justificar presupuestos de mantenimiento y optimizar las operaciones de tu laminador.
! Medición láser 3D escaneando orificio interno de la boquilla descalcificadora de alta presión
{kind=link}
Índice
- [Comprendiendo la medición láser para el desgaste de la boquilla: lo básico](#1-comprendiendo-la medición láser-para-boquilla-usar-los-básicos)
- [Conceptos Básicos Simplificados] (#2-Conceptos-Núcleo-Simplificados)
- [Guía paso a paso: Implementación de sistemas predictivos de descalcificación de mantenimiento] (#3-guía-paso-implementando-sistemas-decalcifica-predictivo-mantenimiento)
- [Consejos de expertos y trampas comunes que evitar] (#4-consejos-expertos--trampas comunes que evitar)
- [Conclusión y Reflexiones Finales](#5-conclusión--Reflexiones finales)
- Preguntas frecuentes (FAQ)
1. Entendiendo la medición láser para el desgaste de las toberas: lo básico
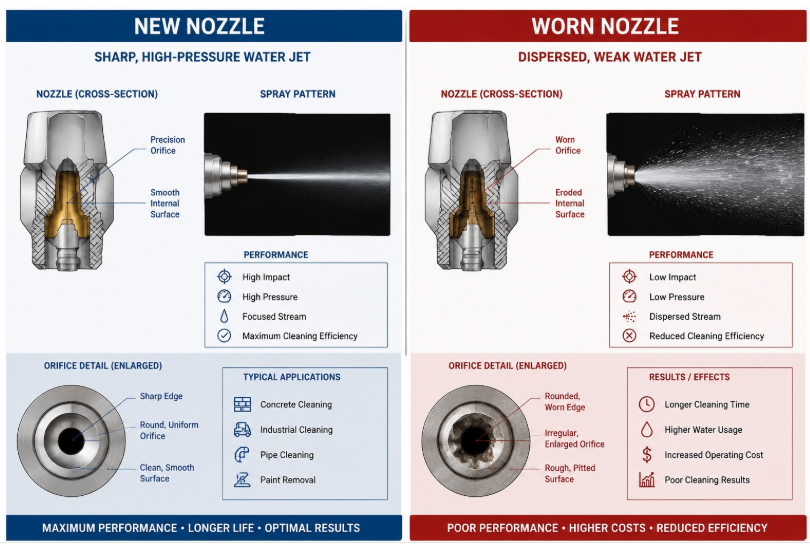
En la altamente competitiva industria de fabricación del acero, la precisión no es solo una palabra de moda; es la base para la rentabilidad. Las toberas descalcificadoras de alta presión funcionan en entornos extremos, expulsando agua a presiones superiores a 200 a 400 bar para romper y eliminar óxido de hierro (escama) del acero laminado en caliente.
Con el tiempo, el agua de alta velocidad, que a menudo transporta partículas microscópicas, actúa como un chorro de agua abrasivo. Erosiona lentamente la geometría interna del orificio de la boquilla.
¿Por qué es este un problema crítico para los compradores B2B y los gerentes de planta en el extranjero? Porque el desgaste de la boquilla es un ladrón invisible. Un aumento del 5% al 10% en el tamaño del orificio —completamente indetectable para el ojo humano— provoca una falla en cascada en todo tu sistema:
- Enorme desperdicio de energía: A medida que el agujero se ensancha, el sistema requiere más volumen de agua para mantener la misma presión. Un desgaste del 10% puede aumentar el consumo de agua hasta en un 20%. Tus bombas centrífugas de alta presión y multietapa consumirán mucha más electricidad, destruyendo silenciosamente tus KPIs de eficiencia energética.
- Pérdida de fuerza de impacto: La eficiencia de descalcificación depende del "golpe" que da el agua. Las boquillas desgastadas pierden su patrón de pulverización afilado, dispersando el agua sobre una área mayor y reduciendo drásticamente la fuerza de impacto por milímetro cuadrado.
- Rechazo de producto: Cuando la fuerza de impacto disminuye, falla la descalcificación primaria y secundaria. La escala se incorpora a la superficie de acero, lo que lleva a chatarra costosa, degradaciones y clientes insatisfechos aguas abajo.
Implementar un sistema predictivo de descalcificación de mantenimiento mediante medición láser permite a los ingenieros rastrear esta degradación de forma empírica. En lugar de esperar a que el acero se vea mal o que las bombas se sobrecarguen, puedes predecir exactamente cuándo fallará una boquilla y programar reemplazos durante el tiempo de inactividad previsto.
2. Conceptos Básicos Simplificados
Para apreciar realmente el valor de los ensayos no destructivos (NDT) en este contexto, necesitamos eliminar la jerga metalúrgica compleja y analizar la mecánica central del desgaste y la medición de las toberas.
🔧 Profilometría láser (escaneo láser 3D)
Imagina intentar medir el grosor de un cabello humano usando una regla estándar de madera. Es imposible; Necesitas un micrómetro. La inspección visual tradicional de una boquilla es como usar esa regla de madera.
La profilometría láser, en cambio, es el micrómetro definitivo. Utiliza un haz láser rotatorio y de alta precisión para mapear el interior del orificio de la boquilla en tres dimensiones (ejes X, Y y Z). Captura miles de puntos de datos para crear un gemelo digital del orificio. Esta tecnología detecta cambios microscópicos en la forma, el estrechamiento y la nitidez de los bordes del agujero que el ojo humano simplemente no puede ver. No solo te dice si la boquilla se está desgastando, sino también dónde y a qué velocidad.
🔧 Degradación de la fuerza de impacto (Energía descalcificante)
La fuerza de impacto es el golpe físico real que el rociado de agua da al acero caliente para arrancar la escama.
Piensa en una manguera de jardín. Si pones el pulgar sobre la punta para crear un chorro estrecho y estrecho, puedes fácilmente arrancar la tierra de tu entrada. Pero si quitas el pulgar y el agua se extiende por una abertura ancha y desgastada, pierde fuerza y simplemente lava suavemente la suciedad. Cuando una boquilla descalcificadora se desgasta, la geometría interna pierde su capacidad para enfocar el agua. El ángulo de pulverización se ensancha más, la presión disminuye y el agua pierde la fuerza de impacto necesaria para romper la incrustación de óxido de hierro duro.
📊 Comparación: Inspección Visual vs. 3D Perfilometría Láser
Para ayudar a los responsables a comprender el marcado contraste, aquí tienes un desglose de por qué los métodos visuales son obsoletos en la fabricación de acero de alto riesgo:
| Característica / Métrica | Inspección Visual Tradicional | Medición láser 3D (Profilometría) |
|---|---|---|
| Precisión | Extremadamente Bajo (Subjetivo) | Ultra-Alto (precisión a nivel de micras) |
| Umbral de detección | > 15-20% de desgaste (daño visible) | < 1% de desgaste (erosión microscópica) |
| Salida de datos | "Parece bien" o "Parece mal" | Datos dimensionales exactos, pérdida de volumen, mapeo 3D |
| Capacidad predictiva | Ninguno (mantenimiento reactivo) | Alta (Calcula la velocidad de desgaste a lo largo del tiempo) |
| Impacto en la energía de la bomba | Oculto hasta que las bombas se sobrecarguen | Previene proactivamente picos de energía |
| Justificación del ROI | Difícil de demostrar a la dirección | Respaldado por datos concretos y cálculos de ahorro de costes |
{kind=link}
3. Guía paso a paso: Implementación de sistemas predictivos de descalcificación de mantenimiento
La transición a un enfoque de mantenimiento basado en datos requiere una metodología sistemática. Aquí tienes una guía infalible paso a paso para integrar la medición láser en los procedimientos operativos estándar (SOPs) de tu planta.
Paso 1: Establecer la línea base
Antes de poder medir el desgaste, debes saber cómo es "perfecto". Cuando compres nuevas boquillas, selecciona una muestra aleatoria del lote y realiza un escaneo láser 3D inicial. Esto establece tu geometría base de cero horas.
Paso 2: Definir los intervalos de inspección
No esperes a que se apague programado para adivinar cuándo medir. Según el tonelaje y la calidad del agua de tu molino, establece intervalos estrictos (por ejemplo, cada 500 horas de funcionamiento o cada 100.000 toneladas de acero laminado). Retira el colector y pasa el perfilómetro láser por las boquillas críticas.
Paso 3: Analizar la tasa de desgaste y calcular el ROI
Compara los nuevos datos de escaneo con tu línea base. Si el láser detecta un aumento del 4% en el volumen del orificio, calcula qué significa eso para tus bombas de agua.
Ejemplo de plantilla de cálculo de ROI para gestores de mantenimiento Fecha de la exploración: 15-10-2023 ID de tobera: Header-A-Pos-04 Área base del orificio: 10,00 mm² Área actual del orificio (escaneo láser): 10,60 mm² (6% de desgaste)
Impacto en el sistema:
- Aumento esperado del caudal de agua: +12% por minuto
- Desperdicio estimado de energía en la bomba: 450 $ / mes por boquilla
- Acción requerida: Cambiar la tobera en el siguiente tiempo de inactividad programado (ETA: 14 días).
- Justificación: Reemplazar una boquilla de 50 dólares ahorra 450 dólares en energía y evita un riesgo potencial de chatarra de 5.000 dólares.
3.1 Escenario A: Perfilado de referencia y selección de materiales
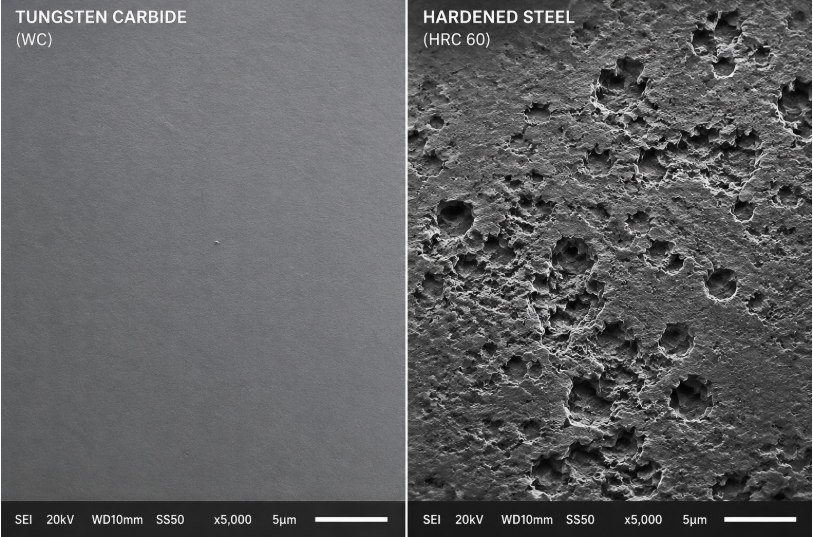
Una de las aplicaciones más potentes de los datos de desgaste láser es ayudarte a elegir los materiales adecuados. Los diferentes grados de acero y cualidades del agua causan distintos tipos de erosión. Analizando los patrones de desgaste 3D, los ingenieros metalúrgicos pueden determinar si el material actual de la tobera está fallando prematuramente.
Por ejemplo, si el escaneo láser muestra picadas rápidas y agresivas dentro del orificio, tu agua podría contener altos niveles de sílice abrasiva. Estos datos empíricos proporcionan la justificación exacta necesaria para mejorar tus materiales. Puedes evaluar con confianza carburo de tungsteno frente a acero endurecido en función de las tasas de desgaste específicas de tu planta, en lugar de depender de las afirmaciones del fabricante.
Tabla de datos de selección de materiales (basada en perfiles de desgaste láser):
| Material de la tobera | Esperanza de vida típica (Agua estándar) | Resistencia a partículas abrasivas | Mejor Adecuado Para | Coste inicial vs. ROI a largo plazo |
|---|---|---|---|---|
| Serie 400 de acero inoxidable | 3 - 6 meses | Bajo | Refrigeración secundaria a baja presión | Bajo coste / Bajo ROI en configuraciones duras |
| Acero endurecido para herramientas | 6 - 12 meses | Medio | Colectores estándar de descalcificación | Coste medio / ROI moderado |
| Carburo de tungsteno | 18 - 36+ meses | Extremadamente alto | Descalcificación primaria a alta presión | Alto coste / Excelente ROI a largo plazo |
{kind=link}
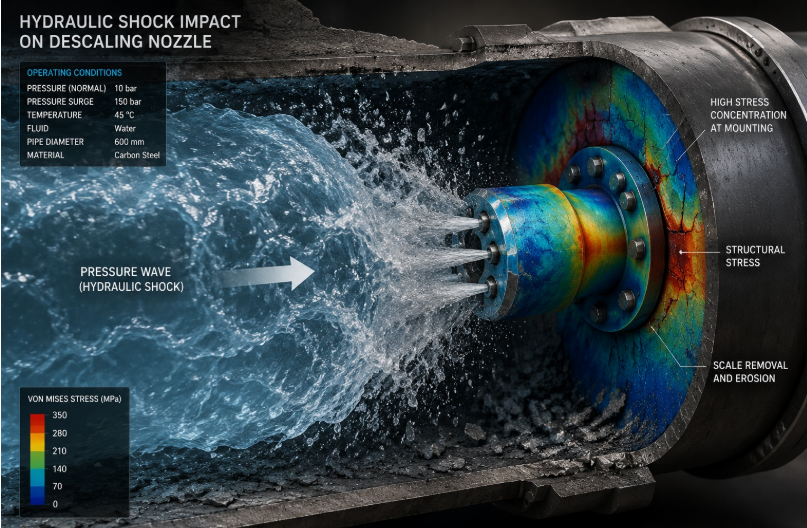
3.2 Escenario B: Diagnóstico de choques hidráulicos y dinámica del sistema
A veces, la medición láser revela patrones de desgaste que no son causados por erosión normal por agua, sino por dinámicas violentas del sistema.
El choque hidráulico, comúnmente conocido como "golpe de ariete", ocurre cuando las válvulas del sistema de descalcificación se cierran demasiado rápido. Esto crea un pico de presión masivo y repentino que viaja por los tubos a la velocidad del sonido. Actúa como un martillo físico golpeando las tuberías desde dentro.
Cuando un escaneo láser revela desgaste asimétrico, microgrietas o desconchaduras repentinas en la entrada de la boquilla, es una señal de alarma enorme para un golpe de ariete. Las boquillas desgastadas son especialmente susceptibles a destruirse completamente por estos picos de presión. Identificando esta firma específica de daño mediante escaneo 3D, los ingenieros pueden dejar de culpar al fabricante de la tobera y comenzar a proteger los sistemas contra golpes de ariete ajustando los tiempos de cierre de válvulas o instalando acumuladores hidroneumáticos.
{kind=link}
4. Consejos de expertos y trampas comunes que hay que evitar
Si dedicas tiempo a foros de ingeniería como Eng-Tips, notarás rápidamente un tema recurrente entre los profesionales del mantenimiento: la lucha por justificar el coste de los equipos de Ensayos No Destructivos (NDT) ante la gestión no técnica. Los responsables de planta suelen mirar el coste inicial de los servicios o equipos de perfilometría láser y se resisten, prefiriendo ceñirse a las inspecciones visuales "gratuitas".
Aquí están los errores más comunes a evitar y consejos de expertos sobre cómo sortearlos:
- Trampa 1: Depender exclusivamente de caudalímetros. Muchas plantas creen que pueden monitorizar el desgaste de la tobera simplemente mirando el caudalímetro principal del colector. La realidad: Cuando un caudalímetro de colector registra un aumento significativo e innegable en el consumo de agua, las toberas ya están muy desgastadas y probablemente ya hayas laminado acero defectuoso. Los caudalímetros miden el agregado; La medición láser mide la causa raíz.
- Trampa 2: Ignorar la "penalización de bombeo". Al presentar la medición láser a la dirección, los ingenieros suelen centrarse demasiado en la calidad superficial del acero (lo cual es difícil de cuantificar hasta que se rechaza un lote). El consejo del experto: Enmarca el ROI en torno a la energía de la bomba. Una bomba de descalcificación de varios megavatios que funciona a un 15% de mayor capacidad debido al desgaste de las boquillas cuesta decenas de miles de dólares en electricidad desperdiciada anualmente. La medición láser se amortiza únicamente en el ahorro energético.
- Trampa 3: No estandarizar el entorno de medición. Si usas un escáner láser en una boquilla sucia, escanearás la suciedad, no el metal. La solución: Limpia siempre las boquillas ultrasónicamente antes de realizar un escaneo láser 3D para asegurarte de que estás midiendo una erosión metalúrgica real.
{kind=link}
5. Conclusión y reflexiones finales
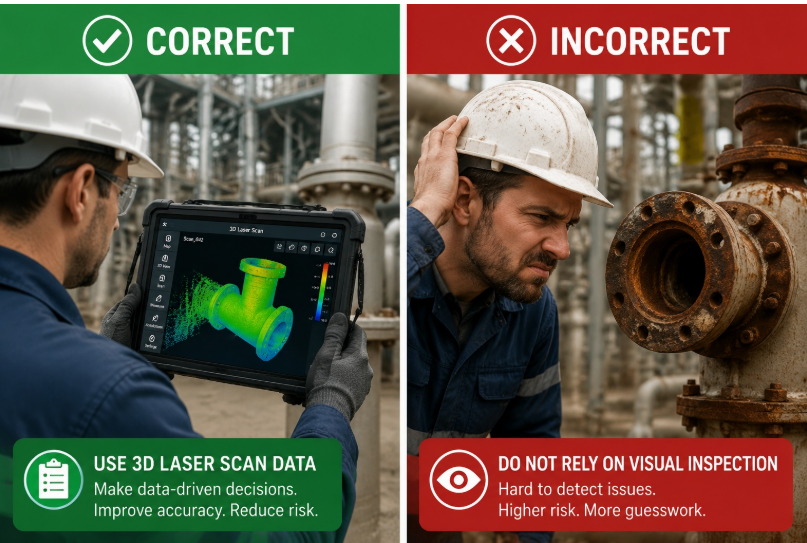
Confiar en el ojo desnudo para monitorizar componentes de ingeniería de precisión es una apuesta que las acerías modernas ya no pueden permitirse. La aplicación de la tecnología de medición láser para monitorizar el desgaste de las toberas de descalcificación cubre la brecha entre la conjetura reactiva y el mantenimiento predictivo altamente rentable.
Al utilizar perfilometría láser 3D, obtienes los datos empíricos necesarios para optimizar el consumo de energía de la bomba, prevenir defectos superficiales, diagnosticar descargas del sistema y seleccionar los materiales más duraderos para tu entorno específico.
6. Preguntas frecuentes (FAQ)
P1: ¿Por qué no puedo usar la inspección visual para comprobar el desgaste de la boquilla? R: Cuando el desgaste es visible a simple vista (15-20% de erosión), tus boquillas ya han causado daños significativos. Un aumento de apenas un 5-10% en el tamaño del orificio —indetectable visualmente— incrementa el consumo de agua hasta en un 20%, desperdicia energía de la bomba y degrada la fuerza de impacto de descalcificación. La perfilometría láser 3D detecta un desgaste microscópico del <1% antes de afectar a la producción.
P2: ¿Cómo funciona la perfilometría láser para la medición de la boquilla? R: Un haz láser giratorio mapea la geometría interna de la tobera en tres dimensiones (ejes X, Y, Z), capturando miles de puntos de datos para crear un gemelo digital del orificio. Detecta cambios microscópicos en la forma, el estrechamiento y la nitidez de los bordes que revelan exactamente dónde y a qué velocidad se produce el desgaste.
P3: ¿Qué retorno de inversión puedo esperar al implementar la medición láser? R: La medición láser se paga a sí misma a través de tres canales: (1) ahorro energético de bombeo—evitando aumentos del 15%+ de capacidad por boquillas desgastadas, (2) eliminación de defectos en escala enrollada que causan lotes de chatarra de $5,000+, y (3) optimización de los calendarios de reemplazo para evitar apagones de emergencia. Un reemplazo de boquilla por 50 dólares puede ahorrar 450 dólares al mes solo en energía.
P4: ¿Con qué frecuencia debería escanear con láser mis boquillas de descalcificación? R: Establecer intervalos basados en la intensidad operativa—normalmente cada 500 horas de funcionamiento o cada 100.000 toneladas de acero laminado. Retira los colectores durante el mantenimiento planificado y escanea las boquillas críticas. Compáralo con tu línea base de cero horas para calcular el desgaste y predecir el momento de reemplazo.
P5: ¿Qué patrones de desgaste indican daño por golpe de ariete? R: El desgaste asimétrico, microgrietas o astillamientos repentinos en la entrada de la tobera revelados por el escaneo 3D son señales de alerta de choque hidráulico. La erosión normal es gradual y simétrica; El golpe de ariete causa daños violentos e irregulares. Si se detecta, instala acumuladores hidroneumáticos y ajusta los tiempos de cierre de válvulas en lugar de culpar a la calidad de la tobera.
P6: ¿Debería actualizar a toberas de carburo de tungsteno basándome en datos láser? R: Si los escaneos láser muestran picaduras rápidas por partículas abrasivas (como sílice en agua), el carburo de tungsteno ofrece una vida útil de 18-36+ meses frente a 3-6 meses para el acero inoxidable. Utiliza tus datos empíricos sobre la tasa de desgaste—no las afirmaciones del fabricante—para justificar el mayor coste inicial con cálculos probados de ROI a largo plazo.
Resumen rápido para los responsables de la toma de decisiones:
| Consideración | Conclusión clave para las operaciones de la acería |
|---|---|
| El problema central | La inspección visual no puede detectar el desgaste microscópico del 5-10% que arruina la fuerza del impacto y desperdicia enormes cantidades de energía de la bomba. |
| La solución | La Profilometría Láser 3D mapea el orificio interno, detectando erosión microscópica antes de que afecte a la producción. |
| Impacto Financiero | Previene defectos a escala enrollados, reduce drásticamente los costes eléctricos de bombas de alta presión y optimiza el uso de agua. |
| Ventaja estratégica | Proporciona los datos concretos necesarios para justificar la actualización a toberas industriales de alto rendimiento o la corrección de fallos del sistema hidráulico. |
Próximos pasos: Deja de dejar que el desgaste invisible te cargue los márgenes. Empieza auditando tus cabeceras de desincrustación actuales. Colabora con un proveedor especializado de servicios NDT para realizar un escaneo láser de referencia en tus toberas existentes y utiliza esos datos para calcular tus pérdidas de energía ocultas. Los números hablarán por sí solos.