





Cómo se integran los sistemas automáticos de control de temperatura con boquillas inteligentes para mejorar la precisión de la refrigeración
Índice
- [Introducción: Por qué la integración importa para la precisión en la refrigeración](#1-introducción-por qué la integración importa para-la precisión-de la refrigeración)
- [Parámetros críticos de control de temperatura en la refrigeración por pulverización] (#2-parámetros críticos de control de temperatura-en-enfriamiento-por pulverización)
- [Tecnología de Boquilla Inteligente: Ajuste en Tiempo Real de Flujo y Pulverización] (#3-tecnología-tobera-inteligente-ajuste-flujo-y-spray-y-spray-real-tiempo)
- Arquitectura de integración: sensores, controladores y boquillas actuadas
- Ejemplo Trabajado: Control de Temperatura de Refrigeración de Billetes de Acero
- [Comparación de rendimiento: Sistemas inteligentes convencionales vs. integrados] (#6-comparación-rendimiento-convencional-vs-sistemas-inteligentes-integrados)
- [Errores comunes de integración y soluciones de campo] (#7-errores-comunes-integración-y-soluciones-campo)
- FAQ
- Conclusión
1. Introducción: Por qué la integración es importante para la precisión de la refrigeración
En el laminado continuo de acero, el procesamiento de obleas semiconductoras y la gestión térmica de centros de datos, mantener la temperatura objetivo dentro de ±2–5°C no es un lujo: es un requisito metalúrgico o de fiabilidad. Los sistemas tradicionales de refrigeración por pulverización de flujo fijo funcionan en circuito abierto: proporcionan un caudal preestablecido independientemente de la carga térmica en tiempo real. Cuando el rendimiento del producto varía, la temperatura ambiente cambia o el calentamiento aguas arriba fluctúa, los sistemas fijos se sobreenfrían (desperdiciando agua y energía) o subenfriándose (arriesgando defectos de calidad o daños al equipo).
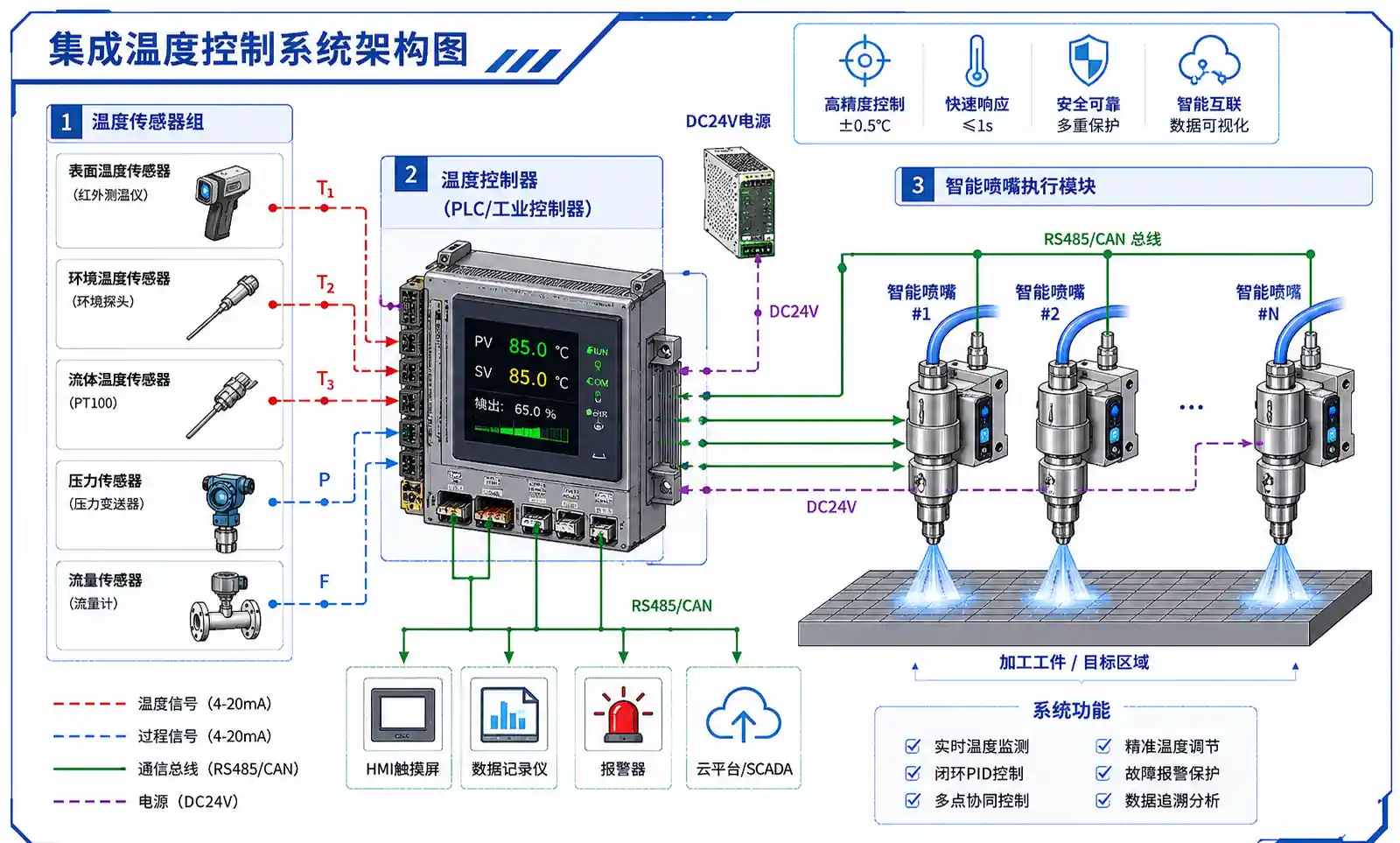
Los sistemas automáticos de control de temperatura integrados con boquillas inteligentes cierran este circuito. Miden continuamente la temperatura de la superficie o del proceso, calculan la brecha de la capacidad de enfriamiento y modulan el caudal de la tobera, el ángulo de pulverización o el tamaño de la gota en tiempo real. Según nuestros datos de implementación en campo, los sistemas integrados reducen la variación de temperatura entre un 60 y un 75% en comparación con el ajuste manual del punto de consigna, reducen el consumo de agua entre un 20 y un 40% en aplicaciones de carga variable y extienden la vida útil de las toberas al reducir operaciones innecesarias a alta presión.
Esta guía explica cómo los sistemas automáticos de control de temperatura se comunican con las boquillas inteligentes, qué métodos de actuación de toberas funcionan mejor para diferentes escenarios de refrigeración y cómo dimensionar, instalar y solucionar problemas de los sistemas de refrigeración integrados. Nos centramos en pasos de diseño accionables y datos reales de campo en lugar de resúmenes teóricos.
! 1-sistema de refrigeración integrado general
{kind=link}
2. Parámetros críticos de control de temperatura en la refrigeración por pulverización
2.1 Velocidad de refrigeración y flujo de calor
El enfriamiento por pulverización elimina el calor mediante dos mecanismos: transferencia convectiva de calor desde la superficie caliente a la película líquida, y enfriamiento evaporativo por vaporización por gotas. La velocidad de refrigeración depende de:
- Caudal por unidad de área (L/min/m²): Un caudal mayor aumenta la eliminación de calor pero también el consumo de agua.
- Tamaño de la gota (Dv0,5): Las gotas más pequeñas (50–200 micras) maximizan la superficie para la evaporación; Las gotas más grandes (400–800 micras) proporcionan una mayor fuerza de impacto y una mayor cobertura de película líquida.
- Velocidad de impacto: Derivada de la presión de la tobera y el ángulo de pulverización: una mayor velocidad mejora la renovación de la película pero puede causar salpicaduras.
- Temperatura superficial y aproximación: El punto de Leidenfrost (típicamente 200–300°C para agua sobre acero) define la transición de la ebullición por nucleación a la ebullición en película. Por debajo de esto, el contacto con el líquido es estable; Por encima, una película de vapor aísla la superficie y reduce drásticamente la eficiencia de refrigeración.
Un error común es asumir que duplicar el caudal duplica la velocidad de enfriamiento. En realidad, una vez que la superficie está completamente humedecida, el flujo adicional proporciona rendimientos decrecientes. Según nuestro mapeo térmico infrarrojo, aumentar el flujo de 10 L/min/m² a 20 L/min/m² en una placa de acero a 600°C mejora el enfriamiento en un ~40%, no en un 100%, porque el grosor de la película alcanza un régimen limitado por el transporte.
2.2 Uniformidad de temperatura y control del gradiente
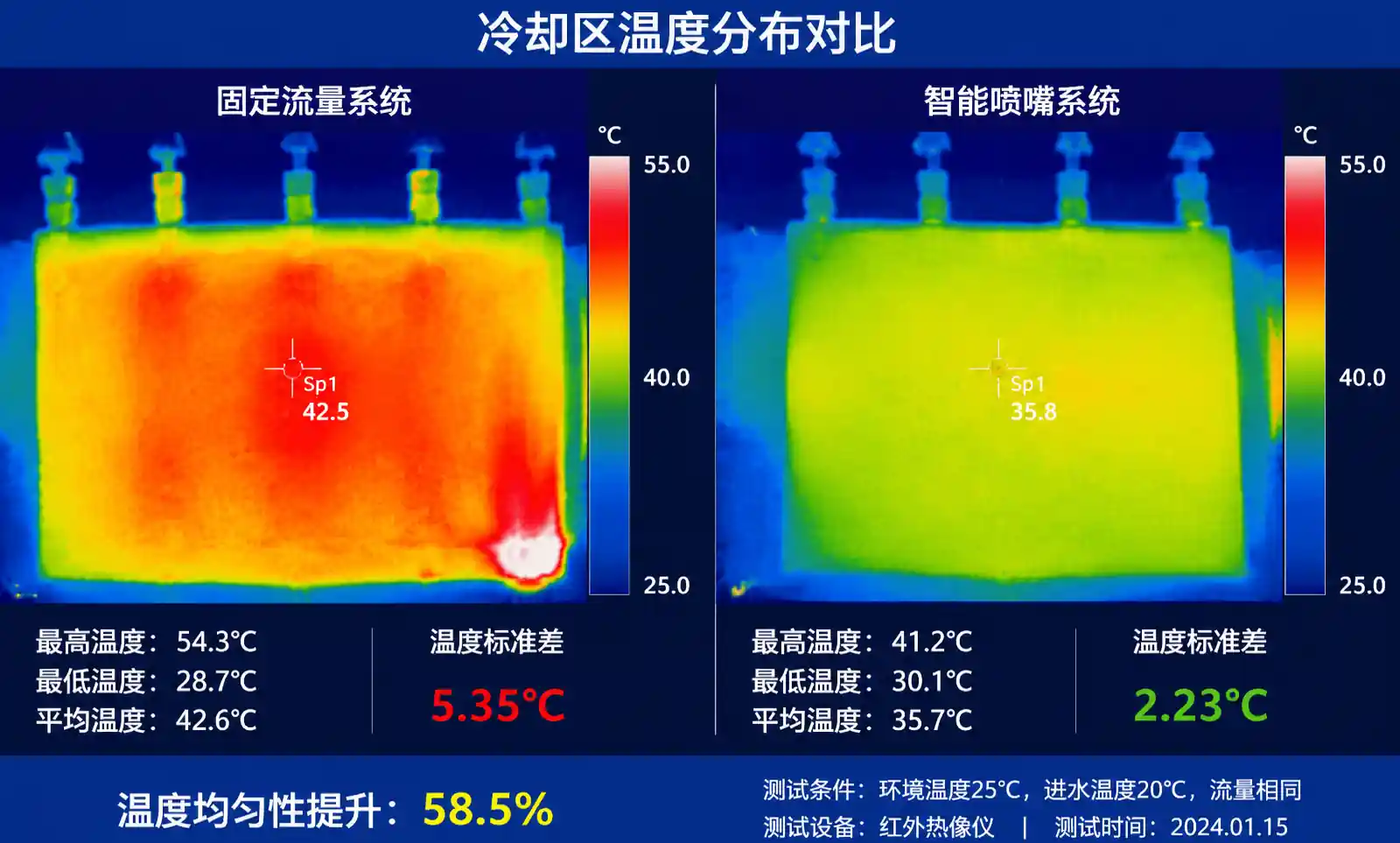
En aplicaciones como la colada continua o el tratamiento térmico, los gradientes de temperatura locales provocan tensión térmica y deformación. La uniformidad del pulverizador—cuán uniformemente se distribuyen las gotas en el objetivo—es tan crítica como el caudal total. La uniformidad se cuantifica por el coeficiente de variación (CV) de la distribución del agua medido en cuadrículas de papel o patronadores sensibles al agua.
Las boquillas inteligentes mejoran la uniformidad mediante:
- Ajuste variable del ángulo de pulverización: Ensanchamiento del cono cuando el objetivo está más cerca, estrechando cuando está más lejos.
- Control de flujo zonificado: Modulación independiente de grupos de toberas en camas de refrigeración multizona.
- Pulverización pulsada: Alternando las boquillas encendidas/apagadas en ciclos de milisegundos para suavizar la cobertura instantánea.
Los sistemas automáticos de control miden la temperatura en varios puntos (normalmente entre 3 y 9 termopares a lo largo de la zona de refrigeración) y calculan desequilibrios locales de flujo de calor. El controlador ajusta entonces los caudales o presiones individuales de la boquilla para aplanar el perfil de temperatura.
! 2-Mapa de uniformidad de temperatura
{kind=link}
2.3 Tiempo de respuesta y retraso del sistema
La precisión del control de temperatura está limitada por el retraso del sistema: el retraso entre la detección del sensor y la respuesta de refrigeración. Las principales fuentes de lag incluyen:
- Retardo del sensor (0,5–3 segundos): Termopares incrustados en pirómetros de producto o sin contacto que promedian un tamaño de punto superior.
- Retardo de cálculo del controlador (0,1–0,5 segundos): Cálculo de bucles PID y comunicación con actuadores.
- Retardo de actuación de válvulas (0,3–2 segundos): Válvulas neumáticas o de motor paso a paso que se mueven de una posición a otra.
- Retardo hidráulico (0,2–1 segundo): Tiempo de viaje de la onda de presión a través de la tubería desde la válvula hasta la tobera.
- Retardo de difusión térmica (2–10 segundos): Conducción térmica desde el punto de medición hasta la capa superficial enfriada.
Un retraso total del sistema de 3–15 segundos es típico. Para productos de movimiento rápido (por ejemplo, tira de acero a 5 m/s), un retraso de 5 segundos significa que la acción de control se aplica a 25 metros aguas abajo de donde se midió la temperatura. Los sistemas avanzados utilizan control predictivo de avance de avance —estimando la temperatura futura basada en la velocidad del producto, el calentamiento aguas arriba y las curvas de enfriamiento conocidas— para compensar el retraso.
3. Tecnología de boquillas inteligentes: ajuste en tiempo real del flujo y la pulverización
3.1 Métodos de actuación: Modulación de presión vs. control mecánico de flujo
Las boquillas inteligentes ajustan la potencia de refrigeración mediante tres métodos principales:
| Método de actuación | Mecanismo | Rango de flujo | Tiempo de respuesta | Estabilidad de presión | Multiplicador de coste típico |
|---|---|---|---|---|---|
| Modulación de presión (válvula servo) | La válvula proporcional aguas arriba ajusta la presión de suministro; el flujo de la boquilla sigue a Q = k√P | Cambio de 10:1 | 0,3–1 seg | Pobre (la presión de presión afecta a otras boquillas en el mismo colector) | 1.5–2x |
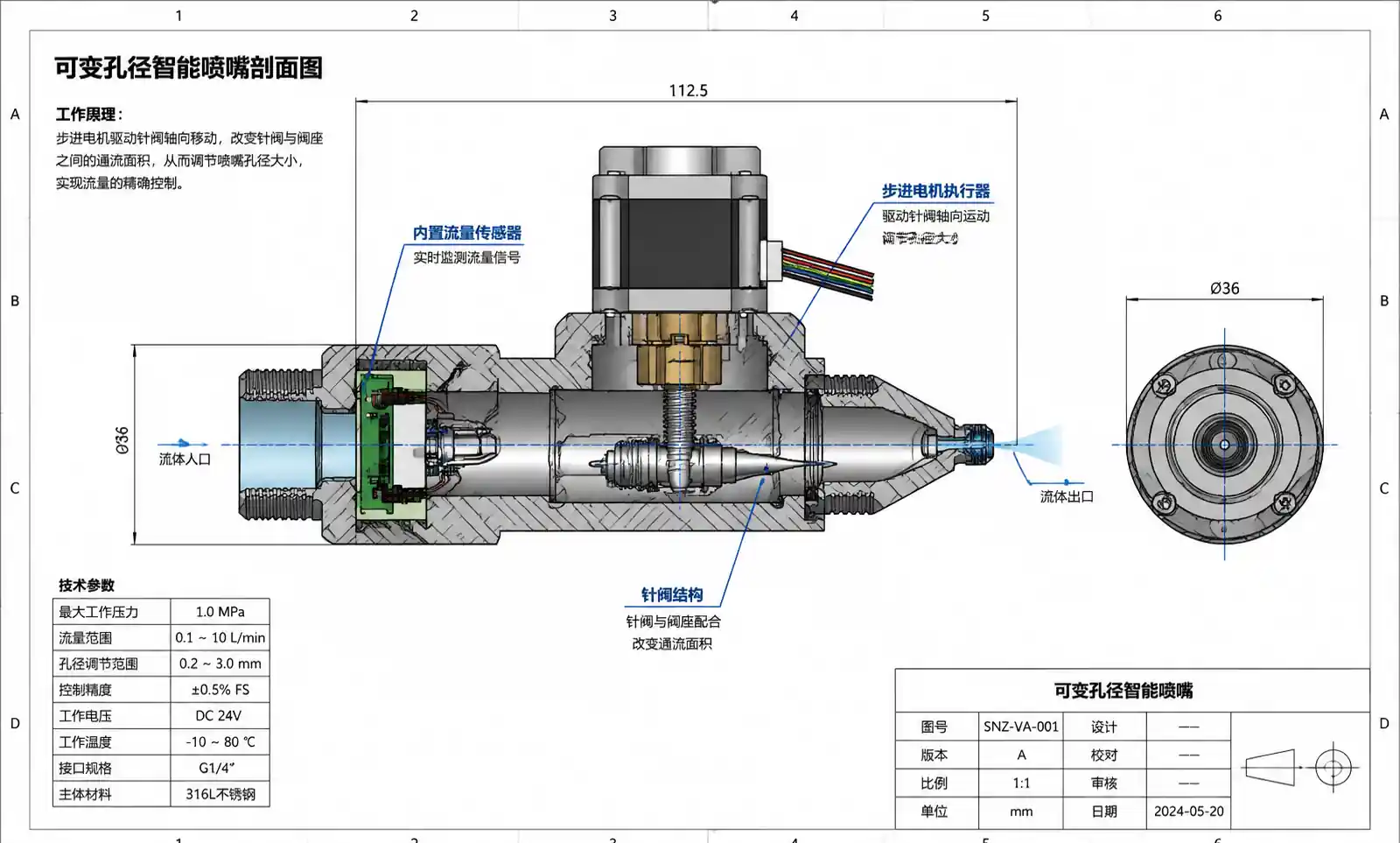
| Orificio variable (válvula de aguja) | La aguja interna se retrae o avanza hacia el orificio | 20:1 de cambio | 0,5–2 seg | Excelente (independiente de la presión de suministro) | 3–5x |
| Paleta rotatoria o iris | La paleta mecánica gira para cambiar el área efectiva del orificio | Cambio 15:1 | 0,8–2 seg | Excelente | 4–6x |
| Pulso encendido/apagado (solenoide) | Ciclo rápido (10–50 Hz) con ciclo de trabajo variable | 100:1 efectivo | 0,05–0,2 segundos por pulso | Excelente (presión de funcionamiento fija) | 1.2–1.8x |
La modulación de presión es la más sencilla y barata, pero sufre de diafonía: cambiar la presión de una tobera afecta a todas las demás en el colector. Funciona bien para control de una sola zona o agrupado, pero no para la modulación individual de la tobera.
Boquillas de orificio variable utilizan un motor paso a paso o un actuador piezoeléctrico para mover una aguja interna. Proporcionan un control auténtico y independiente y mantienen un ángulo de pulverización y un tamaño de gota constantes a lo largo del rango de flujo. Sin embargo, el actuador añade complejidad mecánica y posibles puntos de desgaste. Según nuestras pruebas de desgaste en entornos de fabricación de acero, los sellos de actuadores duran entre 8.000 y 15.000 horas en agua limpia, pero solo entre 2.000 y 5.000 horas en agua reciclada cargada de escamas; es obligatorio filtrar hasta <100 micras.
Las boquillas pulsadas de encendido/apagado están surgiendo como una alternativa rentable. Una válvula solenoide rápida cicla la boquilla de encendido/apagado a 20–50 Hz, y el controlador varía el ciclo de trabajo (porcentaje de tiempo abierto) para lograr el caudal medio deseado. A 50 Hz con un ciclo de trabajo del 20%, la boquilla está abierta durante 4 ms cada 20 ms. Como la boquilla funciona a presión fija cuando está abierta, las características de pulverización permanecen constantes. El ojo humano percibe las frecuencias superiores a ~15 Hz como continuas, por lo que el chorro pulsado parece constante. Este método proporciona un excelente ajuste de rotación (hasta 100:1), respuesta rápida y evita el desgaste por aceleración de válvulas. La compensación es la posible fatiga en muelles y asientos solenoides: se recomiendan solenoides de alta calidad con capacidad para 50 millones de ciclos.
3.2 Sensores Integrados y Retroalimentación
Las verdaderas boquillas "inteligentes" integran los sensores directamente en el cuerpo o bloque de montaje de la tobera:
- Caudalímetros (turbina o magnético): Mide el caudal real para detectar obstrucciones o desgaste de orificios. Una caída del 20% en el flujo a presión constante indica un agrandamiento del orificio por el desgaste.
- Transductores de presión: Monitorizan la presión local para verificar los comandos de la válvula y detectar obstrucciones en el múltiple.
- Sensores de temperatura (termopares o RTD): Miden la temperatura del refrigerante que entra en la boquilla, importante porque la viscosidad y la tensión superficial desplazan las características de pulverización.
Estos sensores se realimentan al controlador de temperatura, permitiendo la verificación en bucle cerrado. Por ejemplo, si el controlador ordena que una válvula se abra al 60% pero el caudalímetro solo informa del 40% del caudal esperado, el sistema detecta una alarma de atasco y puede aumentar automáticamente la presión o cambiar a una boquilla redundante.
! 3-tobera-inteligente-sección
{kind=link}
Modulación del tamaño de gotas 3.3 (Advanced Systems)
En algunas aplicaciones, variar el tamaño de las gotas mejora dinámicamente la eficiencia de refrigeración. Las toberas atomizadoras de dos fluidos—que mezclan aire comprimido y líquido—pueden ajustar la proporción aire-líquido (ALR) para cambiar el tamaño de la gota de 50 micras (ALR alto) a 300 micras (ALR bajo). Las gotas finas maximizan el enfriamiento por evaporación por encima de 500°C; las gotas gruesas mejoran la cobertura de la película líquida por debajo de 300°C.
El consumo de aire es el intercambio: generar 100 L/min de pulverización atomizada con un tamaño medio de gota de 200 micras requiere aproximadamente 150–250 L/min estándar de aire comprimido a 4–6 bar. Para zonas de refrigeración grandes, el coste energético del compresor puede superar el coste de bombeo de agua. Recomendamos el ajuste dinámico de ALR solo para productos de alto valor (titanio, superaleaciones) o donde la escasez de agua justifique la penalización de energía atmosférica.
4. Arquitectura de integración: Sensores, controladores y toberas accionadas
4.1 Diagrama de bloques del sistema
Un sistema típico integrado de control automático de temperatura + tobera inteligente consiste en:
- Sensores de temperatura: Termopares (tipo K o N para <1100°C), pirómetros infrarrojos (sin contacto para >600°C) o cámaras de imagen térmica (para cartografía espacial de temperatura).
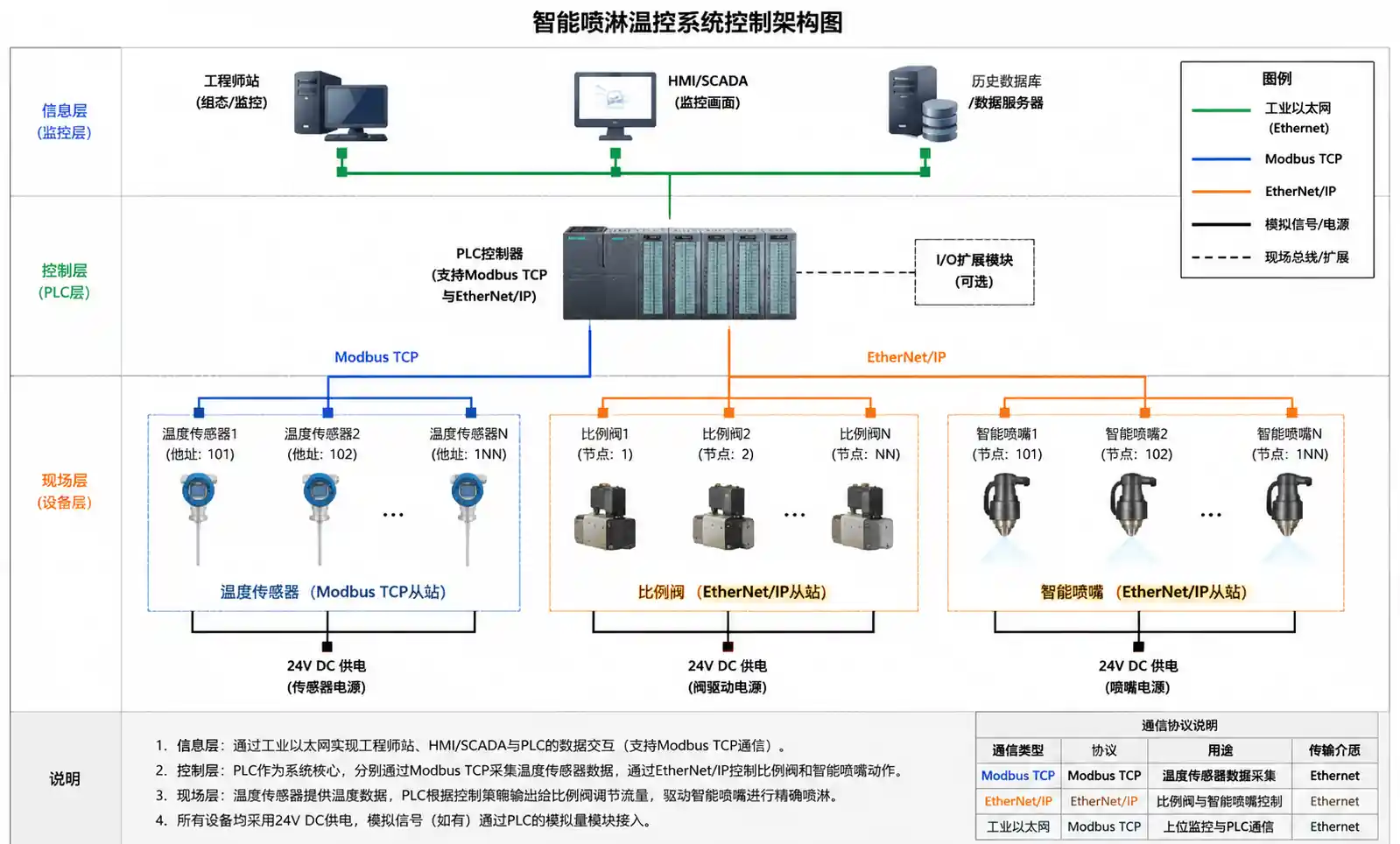
- PLC central o controlador de temperatura: Ejecuta algoritmos PID o de control predictivo de modelos, se comunica con actuadores mediante protocolos industriales (Modbus TCP, EtherNet/IP, PROFINET).
- Válvulas de control accionadas o boquillas inteligentes: Recibe comandos digitales de 4 a 20 mA y ajusta el flujo o patrón de pulverización.
- Sensores de caudal y presión: Proporcionan retroalimentación para la verificación en bucle cerrado.
- HMI (Interfaz Hombre-Máquina): Muestra temperatura en tiempo real, caudales, estado de alarma y permite anulación manual del punto de consigna.
- Registro de datos: Registra datos de series temporales para optimización de procesos y mantenimiento predictivo.
El bucle de control funciona a 1–10 Hz dependiendo del retraso del sistema. Los bucles más rápidos (10 Hz) se adaptan a productos delgados y de rápido movimiento; los bucles más lentos (1 Hz) se adaptan a lingotes gruesos o procesos por lotes.
4.2 Protocolos de comunicación y latencia
Los sistemas antiguos usaban señales analógicas de 4–20 mA para simplificar. Los sistemas modernos prefieren protocolos digitales para control multivariable (flujo + presión + temperatura en un mensaje) y diagnóstico. Latencias típicas:
| Protocolo | Latencia típica (PLC a actuador) | Nodos Máximas | Cableado |
|---|---|---|---|
| 4–20 mA analógico | 50–200 ms | 1 por par de cables | Par dedicado por dispositivo |
| Modbus RTU (RS-485) | 20–100 ms | 32–247 | Autobús en cadena de margaritas |
| Modbus TCP (Ethernet) | 10–50 ms | Siglos 1000 | Ethernet estrella/anillo |
| EtherNet/IP | 5–20 ms | Siglos 1000 | Ethernet estrella/anillo |
| PROFINET IRT | 1–5 ms | Siglos 1000 | Ethernet estrella/anillo |
Para sistemas de refrigeración con retardo térmico de 2–10 segundos, incluso la latencia de la RTU Modbus es insignificante. Las aplicaciones de alta velocidad (fundición continua, procesamiento láser) se benefician de protocolos Ethernet deterministas como PROFINET IRT.
! 4-sistema-arquitectura-de-control
{kind=link}
4.3 Estrategias de control: PID vs. Feedforward vs. Control predictivo del modelo
El control PID (Derivada Integral-Proporcional) es el estándar de la industria. El controlador calcula la posición de la válvula basándose en:
- P (Proporcional): Error entre la temperatura objetivo y la medida de temperatura.
- I (Integral): Error acumulado a lo largo del tiempo (elimina el desplazamiento de estado estacionario).
- D (Derivada): Tasa de cambio de temperatura (anticipa excesos).
El PID funciona bien para procesos estables pero tiene dificultades con grandes perturbaciones de carga o curvas de enfriamiento no lineales. Ajustar las ganancias de PID (Kp, Ki, Kd) requiere algoritmos de prueba y error o autoajuste. Un problema común de campo es el enrollamiento integral cuando la temperatura está lejos del punto de ajuste (por ejemplo, al arrancar): el término integral se acumula hasta la salida máxima, causando un sobrepaso cuando la temperatura se acerca al punto de consigna. La lógica anti-cuerda reinicia el término integral cuando la salida se satura.
Control de avance de alimentación añade un término predictivo basado en perturbaciones medibles (velocidad del producto, temperatura aguas arriba, temperatura ambiente). Por ejemplo, en la fundición continua, el controlador sabe que aumentar la velocidad de fundición en un 10% requiere ~12% más de agua de refrigeración (según curvas empíricas de enfriamiento). Feedforward ordena el ajuste de válvulas inmediatamente, y el PID elimina cualquier error residual. El avance de alimentación reduce el tiempo de sedimentación entre un 50 y un 70% en comparación con el PID solo, pero requiere modelos de proceso precisos.
El Control Predictivo de Modelos (MPC) utiliza un modelo dinámico del proceso de enfriamiento (ecuaciones de transferencia de calor, inercia térmica, retardo hidráulico) para predecir temperaturas futuras a lo largo de un horizonte de 10–60 segundos. Optimiza las trayectorias de las válvulas para minimizar el error de temperatura y el esfuerzo de control (movimiento de la válvula). El MPC gestiona mejor las restricciones multizona (por ejemplo, caudal total máximo, caudal mínimo de zonas individuales) que el PID. El equilibrio es la carga computacional y la complejidad de ajuste. Desplegamos MPC en aplicaciones de alto valor (tratamiento térmico de aleaciones aeroespaciales), pero nos mantenemos con PID + feedforward para la mayoría de la refrigeración industrial.
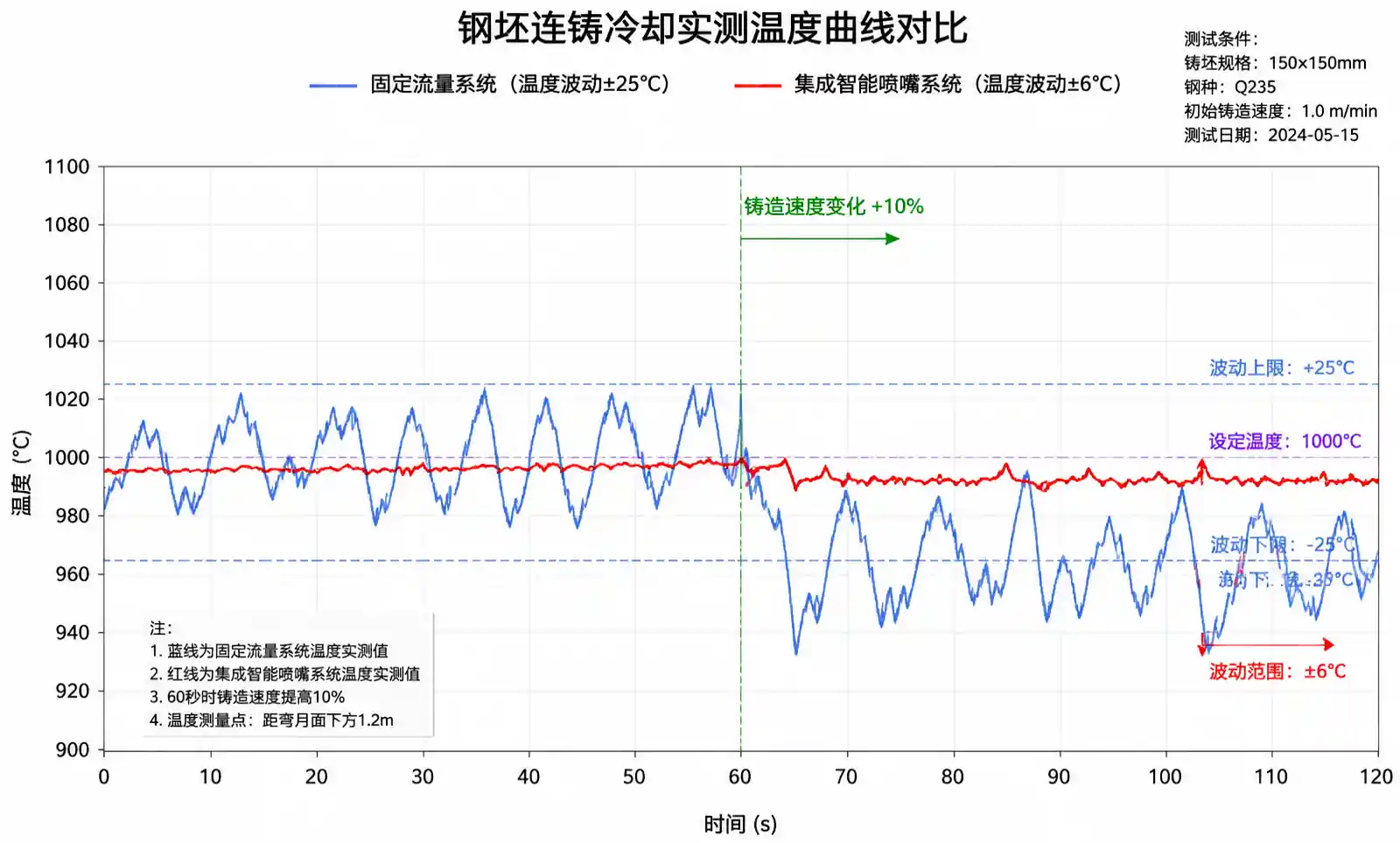
5. Ejemplo trabajado: Control de temperatura de refrigeración de billetes de acero
Requisitos de solicitud 5.1
Escenario: Una planta de colada continua produce lingotes de acero de 150 mm × 150 mm a 12 metros/min. Tras salir del molde a ~1000°C, los lingotes pasan por una cama de enfriamiento de 20 metros antes de cortarse. La temperatura objetivo de la superficie en el punto de corte es de 750 ± 10°C para asegurar un corte adecuado sin grietas. El sobreenfriamiento por debajo de 740°C provoca fractura frágil; el enfriamiento por debajo de 760°C provoca deformación cortante.
Retos:
- Los cambios en la calidad del acero (contenido de carbono 0,1–0,6%) desplazan la conductividad térmica y la capacidad calorífica.
- La velocidad de fundición varía ±15% según el tiempo de recambio del cucharón.
- La temperatura ambiente oscila entre 10 y 35°C según la temporada.
- Los sistemas de flujo fijo se exceden o subestiman entre 30 y 50 °C durante los transitorios.
Diseño del Sistema 5.2
Medición de temperatura: Seis termopares Tipo-K incrustados a 5 mm bajo la superficie del lingo, espaciados cada 3 metros a lo largo del lecho de refrigeración. Un pirómetro infrarrojo adicional mide la temperatura superficial en el punto de corte (el objetivo de control).
Boquillas de refrigeración: Dieciocho boquillas hidráulicas de cono completo (6 por zona, 3 zonas) con ángulo de pulverización de 60° y orificios de 1,2 mm. Cada boquilla se alimenta mediante una válvula neumática proporcional (Cv = 0,8, presión de alimentación de 3–8 bar). Las boquillas están montadas a 1,2 metros por encima del lingo, proporcionando una anchura de cobertura de pulverización de ~0,8 metros con un 30% de solapamiento entre boquillas adyacentes.
Zonas de control: El lecho de 20 metros está dividido en tres zonas:
- Zona 1 (0–6 m): Alta tasa de refrigeración, objetivo 950 → 850°C.
- Zona 2 (6–14 m): Tasa de enfriamiento media, objetivo 850 → 780°C.
- Zona 3 (14–20 m): Ajuste fino, objetivo 780 → 750°C.
Cada zona tiene un controlador PID independiente con avance de avance a partir de la velocidad de lanzamiento.
Cálculo de caudal:
A una velocidad de billete de 12 m/min, tiempo de residencia = 20 m / (12 m/min) = 1,67 minutos = 100 segundos.
Se requiere eliminación de calor (simplificada, asumiendo que solo se enfria la superficie del lingote):
- Superficie del palanque = 4 × 0,15 m × 20 m = 12 m²
- Caída de temperatura = 1000 – 750 = 250°C
- Capacidad calorífica del acero ≈ 600 J/kg/°C, densidad ≈ 7800 kg/m³
- Sección transversal del lingote = 0,15 × 0,15 = 0,0225 m²
- Caudal másico = 0,0225 m² × 12 m/min / 60 = 0,0045 m³/s = 4,5 kg/s
- Eliminación de calor = 4,5 kg/s × 600 J/kg/°C × 250°C ≈ 675 kW
Asumiendo una eficiencia de refrigeración del 60% (el 40% de calor permanece interno), la entalpía de evaporación del agua ≈ 2300 kJ/kg: Tasa de evaporación del agua ≈ 675 kW × 0,6 / 2300 kJ/kg ≈ 0,18 kg/s = 10,8 L/min
Suministro total de agua (incluyendo escorrentía): ~25–30 L/min distribuidos en 18 boquillas = 1,4–1,7 L/min por boquilla en la línea base.
Cada tobera funciona a 4–6 bar, con válvulas proporcionales que modulan entre el 20% y el 100% del caudal (turndown 5:1).
5.3 Afinación de control
Avance de alimentación: La señal de velocidad de fundición del PLC de fundición escala proporcionalmente el flujo base. Si la velocidad aumenta de 12 a 13,2 m/min (+10%), el feedforward incrementa todos los flujos de zonas en un +10%.
Trim PID (Zona 3, zona de trim final):
- Kp = 0,5 (cambio de válvula del 0,5% por error de 1°C)
- Ki = 0,02 (actos integrales durante 50 segundos)
- Kd = 2,0 (anticipa un cambio de válvula del 2% por tasa de temperatura de 1°C/s)
El anti-cuerda limita el plazo integral al ±10% de autoridad de válvula.
Resultados: Tras la puesta en marcha, la variación de temperatura en el punto de corte descendió de ±25°C (línea base de flujo fijo) a ±6°C (control integrado). El consumo de agua disminuyó un 18% durante las rampas de velocidad. El sistema compensaba un cambio de pendiente (0,2% a 0,4% carbono) en 15 segundos, frente a 90+ segundos para el ajuste manual del operador.
! 5-gráfico-de control de temperatura-rendimiento
{kind=link}
6. Comparación de rendimiento: Sistemas inteligentes convencionales vs. integrados
6.1 Precisión en el control de temperatura
| Métrica | Sistema de flujo fijo | Ajuste manual de válvulas | Sistema de Boquilla Inteligente Integrada |
|---|---|---|---|
| Variación de temperatura (±°C) | ±20–40 | ±10–20 | ±3–8 |
| Tiempo de asentamiento tras el cambio de carga (segundos) | 120–300 | 60–120 | 15–40 |
| Frecuencia de intervención del operador | Cada 30–60 minutos | Cada 10–20 minutos | Raro (solo alarmas) |
| Adaptación por cambio de grado | Consulta manual + ajuste de válvulas (5–10 min) | Ajuste manual (2–5 min) | Automático (10–30 seg) |
| Tasa de producto fuera de especificación | 3–8% | 1–3% | <0,5% |
Según nuestros datos de clientes en 14 instalaciones de acero y aluminio, los sistemas integrados redujeron las tasas de rechazo térmico en un promedio de un 65% y mejoraron el acabado superficial del producto (menos grietas de temple, adhesión a escamas) de forma medible.
6.2 Consumo de agua y energía
| Aplicación | Uso de agua de flujo fijo (L/min) | Sistema Integrado de Uso del Agua (L/min) | Ahorro (%) | Ahorro energético (bomba + calefacción, kW) |
|---|---|---|---|---|
| Colada continua (acero 12 t/h) | 180 | 125 | 31% | 8.5 |
| Temple por extrusión de aluminio | 65 | 48 | 26% | 2.8 |
| Refrigeración de racks de centros de datos | 220 | 145 | 34% | 12.0 |
| Línea de tratamiento térmico industrial | 95 | 72 | 24% | 4.2 |
El ahorro de agua proviene de eliminar el exceso de rociado durante periodos de baja carga y reducir las pérdidas por ciclo (agua desperdiciada durante el encendido/apagado manual). El ahorro energético incluye tanto la reducción de la potencia de la bomba (el caudal es proporcional a la potencia³ en las bombas centrífugas—reducción del 30% = ~66% de reducción de potencia) como una reducción en la calefacción del agua de refrigeración para los sistemas de recirculación.
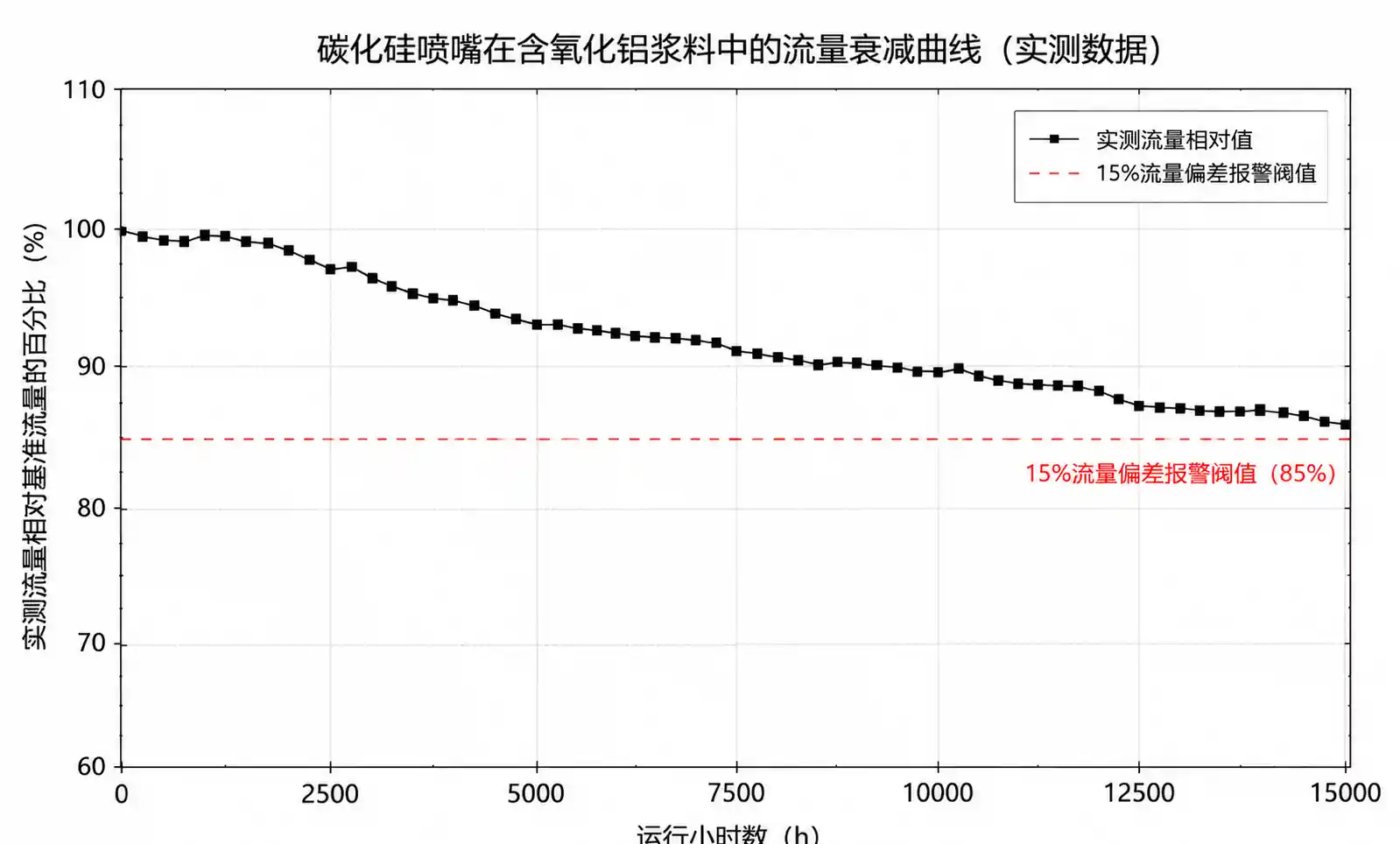
6.3 Mantenimiento y vida útil de la tobera
Los sistemas integrados con monitorización de flujo/presión permiten un mantenimiento predictivo. Un descenso gradual del flujo a presión constante indica desgaste del orificio. Normalmente vemos:
- Sistemas de presión fija: Boquillas revisadas en horario fijo (trimestralmente), a menudo reemplazadas prematuramente o funcionando demasiado tiempo (causando deriva de calidad).
- Sistemas integrados: Boquillas sustituidas en función del desgaste real (desviación de flujo >15%), ampliando la vida útil media entre un 30 y un 50%. El atasco se detecta en minutos en lugar de horas, evitando defectos en el producto.
Sin embargo, las boquillas accionadas añaden complejidad mecánica. Los actuadores de motor paso a paso o piezoeléctricos en boquillas inteligentes son puntos de desgaste. Según los datos de campo, el MTBF (tiempo medio entre fallos) del actuador es de 8.000 a 20.000 horas, dependiendo de la calidad del agua y el ciclo de trabajo. Una filtración adecuada (<100 micras) y la lubricación periódica con sellado son fundamentales.
! 6-tobera-tobera-monitoreando-descenso-caudal-caudal
{kind=link}
7. Errores comunes en la integración y soluciones de campo
7.1 Error: válvulas de control de tamaño inferior con mala reducción de la rotación
Síntoma: La temperatura oscila a bajas caudales; La válvula "caza" entre estar completamente cerrada y estar al 10% abierta.
Causa raíz: La válvula proporcional Cv está sobredimensionada para el rango de flujo de la tobera. En aberturas bajas (<15%), la resolución del flujo es pobre y la fricción provoca deslizamiento del palo.
Solución: La CV de la válvula debe dimensionarse de modo que el flujo normal de funcionamiento ocurra entre el 40 y el 70% de apertura de la válvula. Para una tobera que requiere 0,5–3 L/min, se utiliza Cv ≈ 0,1–0,2, no Cv = 1,0. Si ya está instalado, añade un orificio fijo aguas abajo para desplazar el rango de funcionamiento.
7.2 Error: Colocación del sensor de temperatura demasiado lejos de la zona de refrigeración
Síntoma: El sistema responde lentamente; la temperatura se desplaza durante las rampas.
Causa raíz: El termopar se encuentra a 5+ metros aguas arriba o aguas abajo de la zona de pulverización real, causando un retardo de medición de 10–20 segundos más un retardo de difusión térmica.
Solución: Colocar los sensores a 1–2 metros del centro de cada zona de refrigeración. Para productos en movimiento, coloca sensores aguas abajo teniendo en cuenta el tiempo de viaje (posición del sensor = posición de pulverización + product_speed × response_time).
7.3 Error: No hay compensación de feedforward por cambios de carga
Síntoma: La temperatura oscila entre ±20 y 30°C cada vez que cambia la velocidad o la calidad del producto, incluso con un PID bien ajustado.
Causa raíz: El PID reacciona solo después de que aparece un error de temperatura. Cuando el enfriamiento se ajusta, la perturbación se ha propagado por toda la zona.
Solución: Implementar el avance de alimentación: enviar velocidad de casting, temperatura aguas arriba o señal de calidad de producto al controlador. Calcula el cambio esperado de los requisitos de refrigeración y ajusta las válvulas inmediatamente. El PID entonces elimina cualquier error residual. La ganancia de avance de anticipación puede ajustarse empíricamente: comienza en 0,8–1,0 (80–100% del cambio esperado) y se ajusta en función del error residual.
7.4 Error: ignorar la caída de presión del colector hidráulico y la diafonía
Síntoma: Ajustar la válvula de modulación de presión de una boquilla afecta a los caudales de las toberas vecinas.
Causa raíz: Todas las boquillas comparten un colector común con una alta caída de presión. Cuando se abre una válvula, la presión del colector baja, reduciendo el flujo a través de otras toberas.
Solución: La caída de presión en el colector debe ser del <10% de la presión de funcionamiento de la tobera. Para toberas de 6 bar, mantener el colector ΔP < 0,6 bar. Utiliza un colector de mayor diámetro o instala válvulas compensadoras de presión individuales en cada tobera. Alternativamente, cambiar a boquillas de orificio variable que no sean sensibles a la variación de presión de suministro.
7.5 Error: No hay verificación de flujo en circuito cerrado
Síntoma: El controlador controla un 70% de flujo, pero el rendimiento real de refrigeración es errático. El orificio de la boquilla se ha agrandado un 30% por el desgaste, pero el sistema no lo detecta.
Solución: Instalar caudalímetros o usar sensores integrados en la boquilla. Establece umbrales de alarma: si el flujo comandado y el flujo medido divergen en >15%, activa una alerta de mantenimiento. Compensa automáticamente aumentando la presión o cambiando a una boquilla redundante en la misma zona.
8. Preguntas frecuentes
P1: ¿Podemos adaptar boquillas inteligentes a un sistema de refrigeración de flujo fijo existente?
Sí, pero espera un trabajo mecánico y eléctrico moderado. Necesitas:
- Instalar válvulas de control proporcionales (neumáticas o eléctricas) aguas arriba de cada boquilla o grupo de toberas.
- Añadir sensores de temperatura (termopares o pirómetros) si no están ya presentes.
- Conectar sensores y válvulas a un PLC o controlador de temperatura.
- Bucles de control de puesta en marcha (ajustar el PID, configurar alarmas).
El coste de la modernización suele ser del 30–50% del coste del sistema nuevo. El retorno del ahorro de agua/energía y la mejora de la calidad suele ser de 12 a 24 meses en procesos continuos.
P2: ¿Cuál es la relación mínima de apagado necesaria para un control efectivo de la temperatura?
Para la mayoría de las aplicaciones, una reducción de 5:1 (por ejemplo, 1–5 L/min por boquilla) es suficiente. Una mayor rotación (10:1 o 20:1) ayuda en procesos por lotes con cargas muy variables o en líneas multiproducto. Las toberas pulsadas de encendido/apagado pueden lograr un turndown efectivo de 50:1 o superior sin pérdidas por limitación.
P3: ¿Cómo gestionamos el atasco de la boquilla en sistemas automatizados?
Defensa en tres capas:
- Filtración: Filtradores de 100 micras aguas arriba de las válvulas de control. Coladores automáticos de contralavado para agua con alto contenido sólido.
- Monitorización del flujo: Detectar caída del 20% y alertar a los operadores.
- Redundancia: Instalar toberas de repuesto del 10–20% en zonas críticas; El controlador cambia automáticamente a respaldo si el principal se atasca.
Las boquillas autolimpiantes (con raspadores internos o contralavados pulsados) están disponibles para agua muy contaminada, pero añaden coste y complejidad.
P4: ¿Qué calidad de agua se requiere para las boquillas inteligentes accionadas?
- Partículas: <100 micras (coladores en línea suficientes).
- Dureza: <150 ppm de CaCO₃ para evitar la acumulación de incrustación en los sellos de los actuadores.
- pH: 6,5–8,5 (fuera de este rango acelera la degradación del sello).
- Cloruro: <250 ppm para partes mojadas en acero inoxidable, <50 ppm para acero al carbono.
El agua reciclada de proceso es aceptable si se filtra y trata correctamente. Para entornos extremadamente duros (suspensión de sólidos altos, productos químicos corrosivos), se recomienda un suministro separado de agua limpia para los actuadores.
P5: ¿Con qué frecuencia requieren mantenimiento los actuadores de boquilla inteligente?
En aplicaciones de agua limpia, los sellos y motores de actuadores duran entre 10.000 y 20.000 horas de funcionamiento (1,5–3 años continuos). El mantenimiento implica:
- Reemplazo de sello (cada 1–2 años).
- Lubricación anual de los rodamientos del motor del motor actuador.
- Comprobación de calibración del medidor de flujo (anualmente).
Para entornos duros o agua reciclada, reduce los intervalos en un 50%. El coste de reemplazo del actuador de factores (~$200–500 por tobera) se convirtió en el coste total de propiedad.
P6: ¿Merece la pena el control predictivo de modelos (MPC) por la complejidad añadida?
Para la mayoría de las aplicaciones de refrigeración industrial, PID + feedforward ofrece el 90% del rendimiento a un 20% del coste de ingeniería. La MPC se vuelve rentable cuando:
- Las interacciones multizona son fuertes (ajustar una zona afecta significativamente a otras).
- Existen restricciones estrictas (flujo total máximo de agua, presión mínima en cualquier zona).
- El valor del producto es muy alto (aeroespacial, semiconductor) e incluso la mejora de 1–2°C importa.
Recomendamos empezar con PID + feedforward y actualizar a MPC solo si una mejora medible en calidad o rendimiento justifica el coste de software y ajuste de MPC entre 30.000 y 100.000 $.
9. Conclusión
La integración de sistemas automáticos de control de temperatura con boquillas inteligentes transforma la refrigeración por pulverización de un proceso fijo y de lazo abierto en una operación dinámica y controlada con precisión. La combinación de detección de temperatura en tiempo real, modulación adaptativa del flujo y verificación en lazo cerrado reduce la variación de temperatura entre un 60 y un 75%, reduce el consumo de agua entre un 20 y un 40% y permite la operación sin personal durante transitorios de carga y cambios de producto.