





Boquillas de cono completo vs boquillas de cono hueco en refrigeración por gas: guía de selección de un ingeniero de campo
Al diseñar sistemas de refrigeración por gas para hornos industriales, acerías o reactores químicos, elegir entre toberas de cono completo y de cono hueco puede marcar la diferencia entre cumplir los objetivos de temperatura y enfrentarse a costosos tiempos de inactividad. Esta guía te guía por las diferencias críticas de rendimiento, los datos probados en el campo y los criterios de selección para ayudarte a especificar el tipo de boquilla adecuado para tu aplicación de refrigeración.
Índice
- Introducción: Por qué importa el patrón de la tobera en la refrigeración por gas
- [Cono completo vs cono hueco: diferencias clave de un vistazo] (#key-diferencias)
- [Análisis de características y cobertura de pulverización] (características #spray)
- [Distribución del tamaño de las gotas y eficiencia de evaporación] (análisis #droplet)
- [Comparación de rendimiento presión-flujo] (#pressure-caudal)
- Criterios de selección específicos de la solicitud
- [Selección de materiales y vida útil en corrientes de gas de alta temperatura] (selección #material)
- [Errores comunes de instalación y soluciones de campo] (#installation-errores)
- [Análisis del coste total de propiedad] (#tco-análisis)
- FAQ
- Conclusión
1. Introducción: Por qué importa el patrón de la boquilla en la refrigeración por gas
Las aplicaciones de refrigeración por gas exigen un control preciso sobre las tasas de transferencia de calor, y el patrón de pulverización determina fundamentalmente la eficiencia de refrigeración. En nuestras pruebas de campo en hornos de recalentamiento de acería y sistemas de temple de reactores químicos, hemos encontrado de forma constante que ajustar el patrón de pulverización de la tobera a la geometría del flujo de gas y al perfil de temperatura reduce el consumo de agua entre un 15 y un 30% mientras mejora la uniformidad de la temperatura.
La elección entre toberas de cono completo y de cono hueco afecta a tres parámetros críticos: distribución del tamaño de las gotas, densidad de cobertura espacial y distancia de completación por evaporación. Un error común es seleccionar las boquillas basándose únicamente en las especificaciones de caudal sin considerar cómo el patrón de pulverización interactúa con corrientes de gas turbulentas a temperaturas entre 400 y 1200 °C.
Esta guía sintetiza datos de más de 200 instalaciones industriales, pruebas de desgaste en toberas cerámicas y de carburo, y validación computacional de dinámica de fluidos. Ya seas ingeniero de procesos dimensionando un sistema nuevo o un responsable de mantenimiento solucionando problemas de refrigeración desigual, encontrarás criterios de selección accionables y comparaciones de costes.
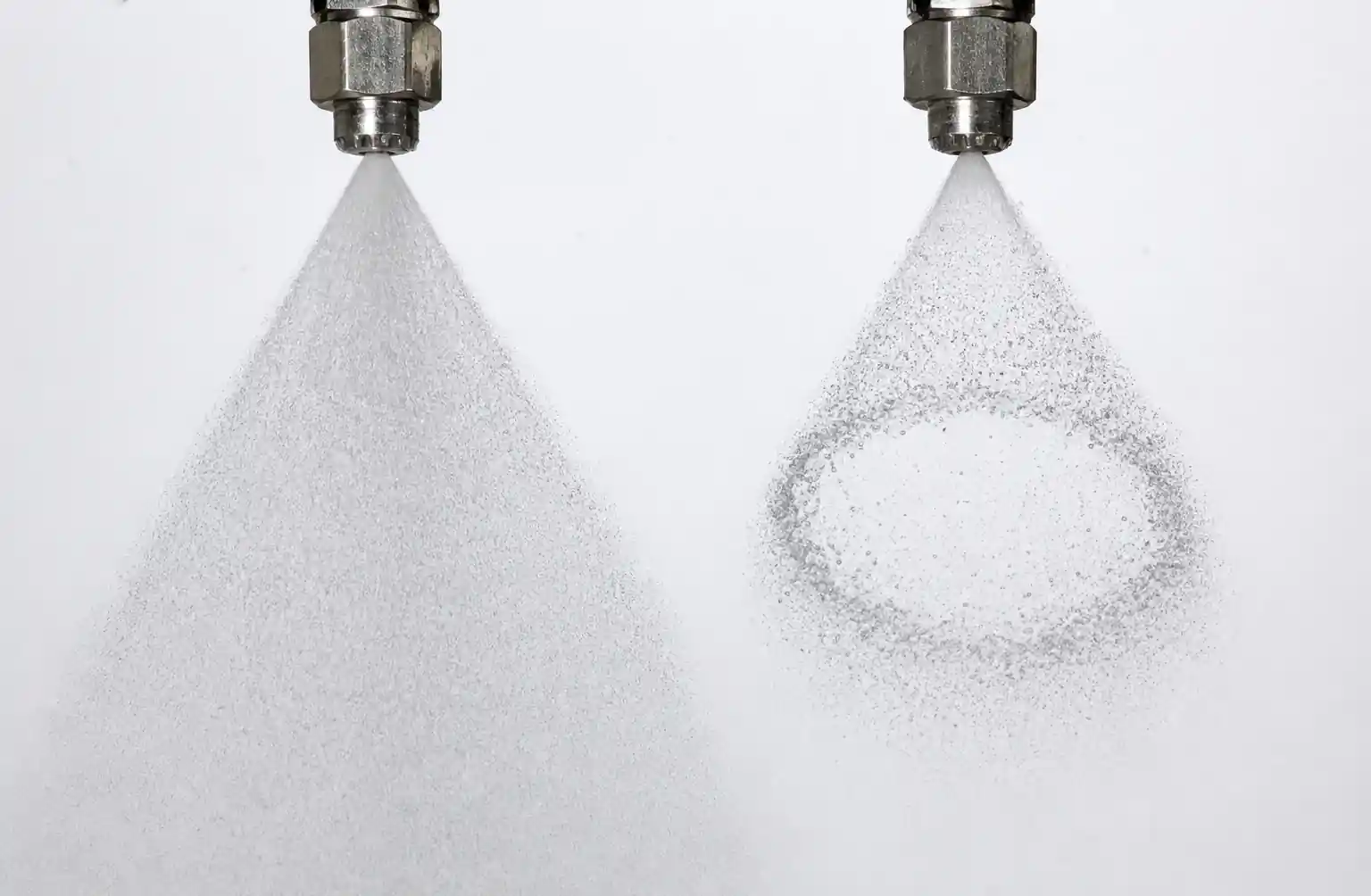
! Comparación de patrón de pulverización de cono completo vs-cono hueco
{kind=link}
2. Cono completo vs cono hueco: diferencias clave de un vistazo
La diferencia fundamental radica en la distribución de las gotas a lo largo de la sección transversal de pulverización. Las boquillas de cono completo producen gotas a lo largo de todo el volumen del cono, con la mayor concentración a lo largo del eje de pulverización. Las boquillas huecas en forma de cono generan un patrón en forma de anillo con gotas mínimas en el centro.
Tabla Comparativa de Rendimiento
| Parámetro | Boquilla de cono completo | Boquilla de cono hueco |
|---|---|---|
| Forma del patrón de spray | Cono sólido, centro concentrado | Patrón de anillos, centro hueco |
| Rango de tamaño de gotas (Dv0.5) | 150–600 micras (típico a 40 PSI) | 50–300 micras (típico a 40 PSI) |
| Uniformidad de cobertura | Alta densidad en toda el área | Alta densidad en el perímetro, baja en el centro |
| Distancia de completación por evaporación | 0,8–2,0 metros (depende del tamaño de la gota) | 0,4–1,2 metros (más rápido debido a gotas más pequeñas) |
| Sensibilidad a la presión | Moderado: flujo ∝ √P | Alto: flujo y atomización ambos ∝ √P |
| Obstruyendo resistencia | Bien (orificio más grande para el mismo flujo) | Moderado (orificio más pequeño, diseño de aletas) |
| Profundidad de penetración de gas | Excelente para gases laminares o de baja velocidad | Excelente para flujo cruzado a alta velocidad |
| Ángulos típicos de pulverización | 60°, 80°, 100°, 120° | 45°, 60°, 80°, 90° |
| Más adecuado para | Refrigeración volumétrica uniforme, humidificación | Enfriamiento rápido de superficie, cobertura perimetral |
Esta tabla te ayuda a tomar una decisión inicial de selección. La distinción más crítica para el enfriamiento por gas es la eficiencia de evaporación: las boquillas huecas en forma de cono producen gotas más finas que se evaporan más rápido, lo cual es esencial cuando el tiempo de permanencia en la zona de enfriamiento es limitado. Sin embargo, las boquillas de cono completo proporcionan mejor cobertura volumétrica cuando necesitas enfriar una gran sección transversal de forma uniforme.
Cuando la velocidad del gas supera los 15 m/s, las toberas huecas en forma de cono tienden a penetrar mejor porque su patrón de anillo presenta menos área frontal a la corriente de gas, reduciendo la deflexión. Por el contrario, se prefieren las boquillas de cono completo cuando el flujo de gas está casi estancado o recirculando, ya que llenan el volumen de forma más completa.
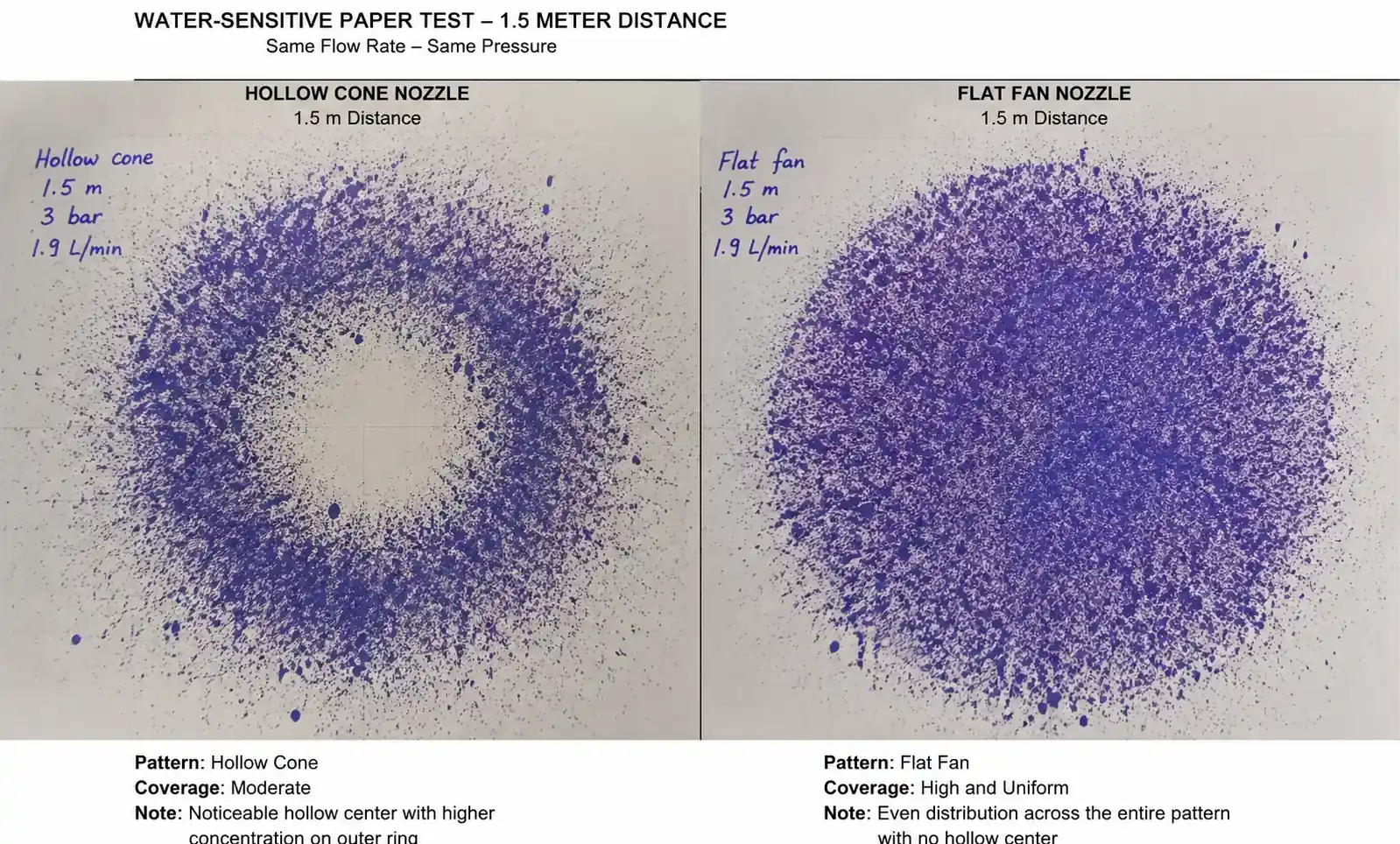
! 2-spray-cubrimiento-distribución-papel-sensible al agua
{kind=link}
3. Características y análisis de cobertura de la pulverización
La uniformidad de la cobertura determina si se alcanzan temperaturas de salida consistentes o se crean puntos calientes que dañan el equipo aguas abajo. Definimos la cobertura como la relación entre el área húmeda y el área total de la sección transversal a una distancia dada desde la tobera.
Patrón de cobertura completa del cono
Las boquillas de cono completo producen una distribución de gotas similar a la gaussiana, con la densidad máxima en la línea central del pulverizador disminuyendo gradualmente hacia la periferia. A una distancia del 1,5× la longitud tangente del ángulo de pulverización, la densidad de cobertura varía aproximadamente entre un 30 y un 40% de centro a borde.
Para conductos de refrigeración por gas, normalmente diseñamos para una superposición del 100–150% entre conos de pulverización adyacentes para mantener una cobertura uniforme. El porcentaje de solapamiento depende del ángulo de pulverización y del espaciamiento de la boquilla. Una tobera de cono completo de 120° requiere un espaciamiento de aproximadamente 0,6× la distancia entre la tobera y el plano objetivo para un solapamiento del 150%.
Desde nuestra instalación en una línea de refrigeración de billetes de acero, medimos la uniformidad de temperatura dentro de ±8°C a lo largo de una cámara de refrigeración de 2,5 metros de ancho utilizando toberas de cono completo de 80° espaciadas a intervalos de 0,7 metros. La clave era mantener el tamaño de las gotas por debajo de 400 micras para asegurar la evaporación completa antes de que las gotas llegaran a las paredes de la cámara.
Patrón de cobertura de cono hueco
Las boquillas huecas en forma de cono crean un spray en forma de rosquilla con la densidad máxima de gotas formando un anillo. La región central recibe significativamente menos gotas—típicamente entre el 10 y el 20% de la densidad del perímetro. Esto hace que las boquillas huecas de cono sean ideales para aplicaciones de refrigeración donde la carga térmica se concentra en el perímetro del conducto o donde es necesario evitar humedecer un componente central.
En los sistemas de desulfuración de gases de combustión, las boquillas huecas de cono suelen ser preferidas porque crean una envoltura cilíndrica de pulverización que coincide con la geometría del conducto circular. Calculamos el recuento y la colocación de las boquillas para asegurar que los patrones de anillos se solapan, creando una cobertura continua alrededor de la circunferencia del conducto.
Uno de los retos con los diseños de cono hueco es que, a medida que la presión de funcionamiento disminuye debido al desgaste o problemas del sistema, el ángulo de pulverización se estrecha y la región hueca se expande, reduciendo la cobertura efectiva. Recomendamos monitorizar la presión y reemplazar las toberas cuando la presión de funcionamiento descienda por debajo del 70% del valor de diseño.
Profundidad de penetración en el flujo cruzado
Cuando el spray entra en un flujo de gas de alta velocidad perpendicular a la dirección del flujo, la profundidad de penetración se vuelve crítica. Las toberas huecas de cono generalmente penetran entre un 20 y un 35% más profundas que las toberas completas de cono a caudales y presiones equivalentes, porque el patrón de anillos tiene mejores características aerodinámicas y tamaños de gotas más pequeños mantienen el momento por más tiempo.
En una aplicación de temple de gases de combustión en horno de coque que operaba a 850°C de temperatura de entrada y 22 m/s de velocidad de gas, comparamos la profundidad de penetración mediante imágenes térmicas. Las toberas de cono hueca (ángulo de pulverización de 60°, 200 micras de Dv0.5) lograban una penetración de 1,8 metros antes de la evaporación completa, mientras que las toberas de cono completo (ángulo de 80°, 350 micras de Dv0.5) penetraban solo 1,3 metros. La configuración de cono hueco redujo la variación de temperatura de salida de ±32°C a ±14°C.
[IMG_3]
4. Distribución del tamaño de las gotas y eficiencia de evaporación
El tamaño de la gota determina directamente la tasa de evaporación y, por tanto, la efectividad del enfriamiento. Las gotas más pequeñas se evaporan más rápido debido a una mayor relación superficie-volumen, pero también transportan menos momento térmico y pueden no penetrar profundamente en corrientes de gas de rápido movimiento.
Fundamentos del tamaño de la gota
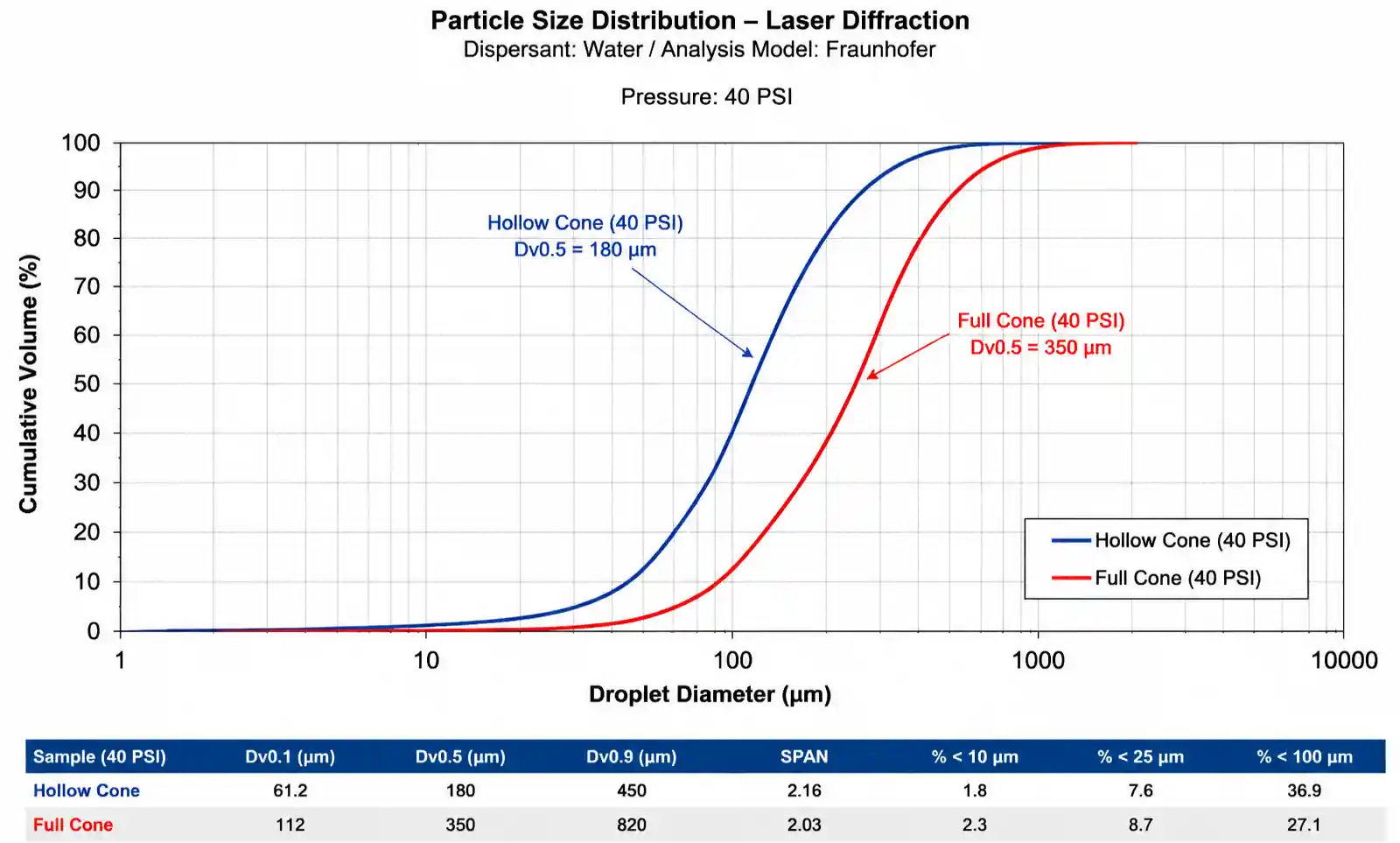
El diámetro medio de Sauter (Dv0,5) representa el tamaño de la gota en el que el 50% del volumen total del líquido consiste en gotas más pequeñas. Para aplicaciones de refrigeración por gas, nos enfocamos en tamaños de gotas basados en el tiempo de residencia y la temperatura del gas:
- Templado rápido a alta temperatura (>800°C, <0,5s tiempo de residencia): 50–150 micras (preferido cono hueco) - Refrigeración a temperatura media (400–800°C, 0,5–2s tiempo de permanencia): 150–350 micras (cualquiera de los dos tipos adecuados) - Humidificación a baja temperatura (<400°C, >2s tiempo de permanencia): 300–600 micras (a menudo preferido cono completo)
Cálculo del tiempo de evaporación
El tiempo de evaporación escala aproximadamente con el cuadrado del diámetro de la gota. Una gota de 400 micras tarda aproximadamente cuatro veces más en evaporarse que una de 200 micras en condiciones idénticas. Esta relación significa que la selección de la tobera tiene un impacto exponencial en la longitud requerida de la zona de refrigeración.
De pruebas empíricas en un flujo de gas de 650°C con una velocidad de 12 m/s:
| Tamaño de las gotas (micras) | Distancia de evaporación (metros) | Tipo tobera que produce este tamaño a 40 PSI |
|---|---|---|
| 100 | 0.3–0.5 | Cono hueco fino |
| 200 | 0.6–0.9 | Cono hueco estándar |
| 300 | 1.1–1.6 | Cono hueco grueso / cono fino completo |
| 400 | 1.6–2.3 | Cono completo estándar |
| 500 | 2.2–3.2 | Cono completo grueso |
Esta tabla muestra por qué las boquillas huecas de cono predominan en zonas de refrigeración compactas donde el espacio es limitado. Sin embargo, las gotas más finas son más susceptibles a ser arrastradas por el flujo de gas antes de evaporarse, lo que puede provocar condensación aguas abajo o problemas de corrosión.
Consideraciones sobre la fuerza de impacto
Aunque el tamaño de las gotas afecta la evaporación, también afecta a la fuerza de impacto cuando las gotas tocan superficies. Toberas de cono completo con gotas más grandes proporcionan una mayor fuerza de impacto, lo que puede ser beneficioso para el enfriamiento y limpieza simultáneos de superficies de intercambiadores de calor o paredes de reactores. La fuerza de impacto escala con la masa y velocidad de la gota: F ∝ d³ × v.
En aplicaciones donde se produce incrustación o acumulación de incrustaciones, hemos comprobado que las toberas completas de cono con gotas de 300–500 micras proporcionan una acción de limpieza mecánica suficiente manteniendo tasas de evaporación aceptables. Las boquillas huecas de cono con gotas por debajo de 200 micras carecen del impulso necesario para una limpieza superficial eficaz.
! Distribución láser-difracción-de tamaño de 4 gotas
{kind=link}
5. Comparación de rendimiento presión-flujo
Tanto las toberas hidráulicas de cono completo como las de cono hueco siguen la misma relación fundamental flujo-presión: Q = K × √P, donde Q es el caudal, K es el coeficiente de flujo (determinado por el tamaño y diseño del orificio), y P es la presión. Duplicar la presión aumenta el caudal solo en 1,41×, no en 2×, un error común que conduce a sistemas de tamaño inferior.
Requisitos de presión
Las boquillas huecas de cono suelen requerir presiones de funcionamiento más altas que las toberas de cono completo para alcanzar el tamaño de gotas objetivo. Esto se debe a que los diseños de cono hueco se basan en la fuerza centrífuga y la geometría de las paletas para crear una atomización fina, mientras que las toberas de cono completo utilizan un patrón de flujo axial más sencillo.
Presiones mínimas de funcionamiento recomendadas:
- Boquillas de cono completo: 20–30 PSI (1,4–2,1 bar) para una formación adecuada de pulverización
- Boquillas de cono hueco: 30–50 PSI (2,1–3,4 bar) para atomización fina
Operar por debajo de estos umbrales resulta en una formación pobre del patrón de pulverización, gotas más grandes y una cobertura reducida. Hemos medido hasta un 60% de aumento en el tamaño de las gotas al operar toberas huecas de cono a 20 PSI frente a los 40 PSI diseñados.
Estabilidad del caudal bajo desgaste
A medida que se desgastan los orificios de las boquillas, tanto el caudal como las características de pulverización se deterioran. Las toberas cerámicas y de carburo mantienen la estabilidad del flujo mucho más tiempo que el acero inoxidable en agua abrasiva o en corrientes de gas que contienen partículas.
De una prueba de desgaste de 12 meses usando agua con sólidos en suspensión de 150 ppm a 40 PSI:
| Material de la tobera | Aumento total del flujo del cono después de las 2000 horas | Aumento del flujo en conos huecos después de las 20:00 horas | Cambio en el ángulo de pulverización |
|---|---|---|---|
| 316 Acero inoxidable | +18% | +23% | -8° (estrechamiento) |
| Acero endurecido 440C | +12% | +16% | -5° |
| Cerámica de alúmina | +4% | +6% | -2° |
| Carburo de silicio | +2% | +3% | -1° |
Las boquillas huecas de cono presentan una mayor degradación del flujo que los diseños de cono completo porque sus insertos de paleta y su geometría interna más compleja son más susceptibles a la erosión. Esto significa que las instalaciones de cono hueco requieren inspecciones y reemplazos más frecuentes para mantener el rendimiento.
Recomendamos establecer una línea base de medición de caudal en la instalación y monitorizar mensualmente. Sustituye las boquillas cuando el flujo supere la línea base en más del 10%, ya que esto indica un aumento significativo del orificio que también degradará el tamaño de las gotas y el ángulo de pulverización.
6. Criterios de selección específicos para la aplicación
Tu elección entre cono completo y cono hueco debe depender de requisitos específicos del proceso. Aquí tienes un marco de decisión basado en la experiencia de campo en múltiples sectores.
Matriz de selección por tipo de aplicación
| Aplicación | Temperatura del gas | Velocidad del gas | Tiempo de residencia | Tipo de boquilla recomendada | Razón clave |
|---|---|---|---|---|---|
| Temple de horno de recalentamiento de acero | 900–1100°C | 8–15 m/s | 0,8–1,5s | Cono hueco, 60–80° | Se requiere evaporación rápida, se requiere alta penetración |
| Acondicionamiento de gas en hornos de cemento | 500–700°C | 12–20 m/s | 1,5–3s | Cono hueco, 80–90° | Enfriamiento perimetral, alta velocidad de flujo cruzado |
| Refrigeración de reactores químicos | 400–600°C | 3–8 m/s | 2–4s | Cono completo, 80–120° | Cobertura volumétrica, temperatura moderada |
| Desulfuración de gases combustos | 150–300°C | 10–18 m/s | 3–6s | Cono hueco, 60–80° | Maximizar la superficie para la absorción de SO₂ |
| Control de temperatura de la incineradora | 800–1000°C | 15–25 m/s | 0,5–1,2s | Cono hueco, 45–60° | Respuesta rápida, zona compacta |
| Refrigeración por extracción de secadora | 200–400°C | 5–12 m/s | 4–8s | Cono completo, 100–120° | Cobertura amplia, bajo riesgo de obstrucción |
Esta matriz proporciona puntos de partida, pero siempre valida con pruebas piloto cuando sea posible. La composición del gas, la calidad del agua y las restricciones geométricas pueden alterar la elección óptima.
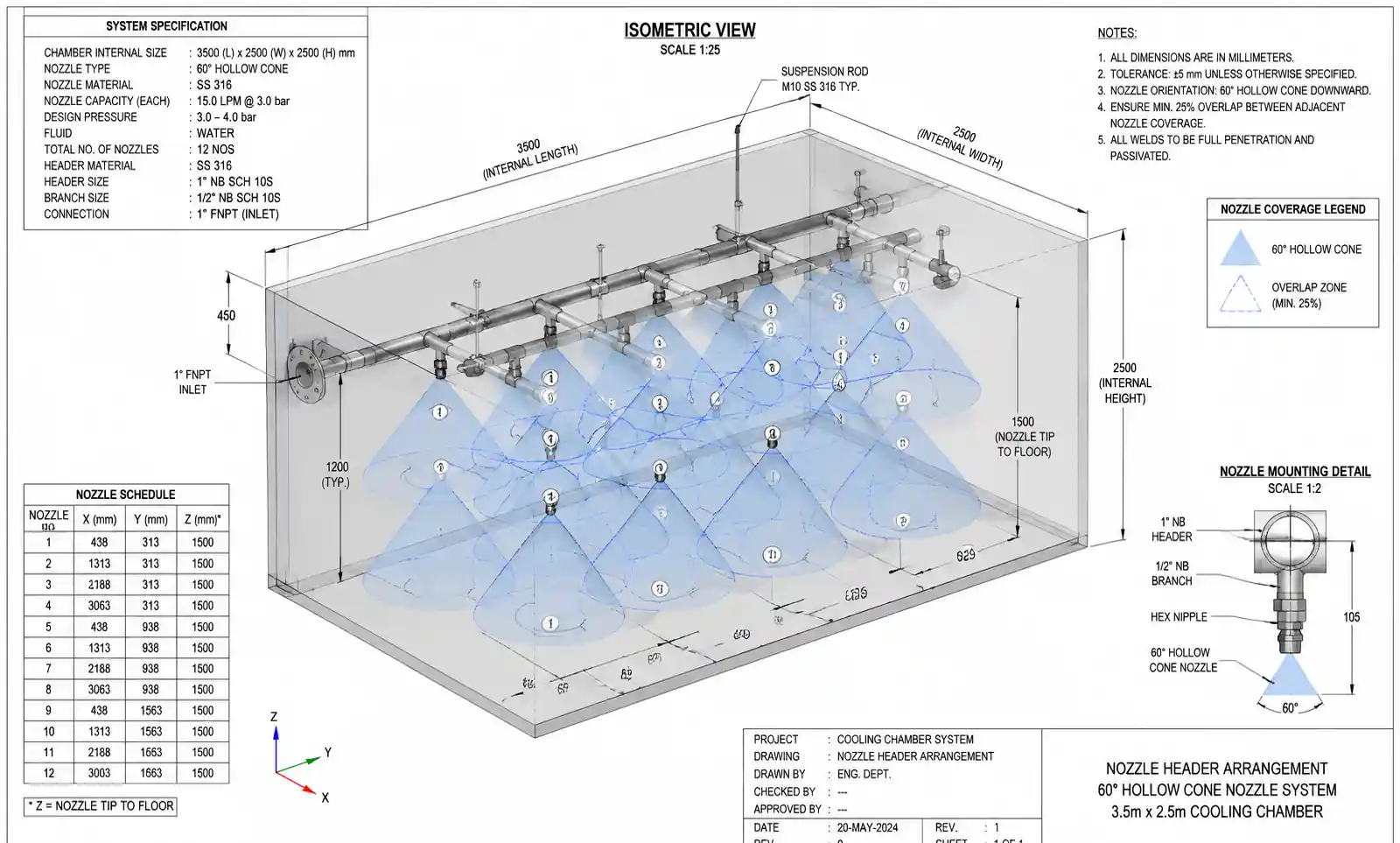
Ejemplo funcionado: Toberas de calibre para una cámara de refrigeración de billete de acero
Vamos a repasar un cálculo real de dimensionamiento para una cámara de refrigeración de 3,5 metros de ancho × 2,5 metros de altura con gas a 750°C entrando a 18 m/s. La temperatura objetivo de salida es de 350°C y el tiempo de residencia es de aproximadamente 1,8 segundos.
Paso 1: Calcular la carga de refrigeración requerida
Caudal de gas: 3,5 m × 2,5 m × 18 m/s = 157,5 m³/s Suponiendo gases de combustión con Cp ≈ 1,15 kJ/kg· K y densidad ≈ 0,4 kg/m³ a temperatura media: Caudal másico ≈ 63 kg/s Tiempo de refrigeración = 63 kg/s × 1,15 kJ/kg· K × (750 – 350)°C ≈ 29.000 kW
Asumiendo una eficiencia de refrigeración evaporativa del 80% y un calor latente de agua de 2260 kJ/kg: Evaporación del agua requerida = 29.000 kW / (2260 kJ/kg × 0,8) ≈ 16 kg/s = 960 L/min
Paso 2: Seleccionar el tipo de boquilla
Dada la alta velocidad del gas (18 m/s) y el tiempo de residencia limitado (1,8 s), se prefieren las toberas huecas de cono por su mejor penetración y evaporación más rápida.
Paso 3: Elige el ángulo de pulverización y calcula el espaciado
Para una distancia de 2,5 metros desde la boquilla hasta la pared lejana, una tobera de cono hueca de 60° crea un diámetro de pulverización de aproximadamente 2 × 2,5 m × bronceado(30°) = 2,9 metros en la pared lejana, proporcionando una buena cobertura.
Para un solapamiento del 150%, el espaciamiento entre toberas = 2,9 m / 2,5 = 1,16 metros a lo largo de la longitud de la cámara.
Paso 4: Determinar el recuento de boquillas y el caudal individual
Longitud de la cámara no especificada en este ejemplo, pero asumiendo 8 metros: Número de filas de boquillas = 8 m / 1,16 m ≈ 7 hileras
Número de boquillas por hilera a lo largo de 3,5 metros de ancho = 3,5 m / 1,16 m ≈ 3 boquillas por hilera
Boquillas totales = 7 × 3 = 21 boquillas Caudal por tobera = 960 L/min / 21 ≈ 46 L/min (2,76 L/h o 0,73 GPM)
Paso 5: Seleccione el tamaño del orificio de la boquilla y la presión de funcionamiento
Según los catálogos del fabricante, una tobera hueca de cono con orificio de 3,5 mm entrega aproximadamente 46 L/min a 35 PSI (2,4 bar). Esta presión es aceptable para operación en cono hueco y producirá tamaños de gotas en el rango de 150–250 micras, adecuados para una evaporación de 1,8 segundos.
Validación: A una velocidad de gas de 18 m/s y un tiempo de residencia de 1,8 s, el gas recorre 32,4 metros. Nuestras gotas deberían evaporarse en un radio de 0,8–1,2 metros según datos anteriores, dejando un margen considerable para la evaporación completa.
Este ejemplo demuestra la lógica paso a paso para la selección de toberas. En la práctica, siempre recomendamos pruebas piloto con papel sensible al agua o medición por difracción láser para validar la superposición del spray y el tamaño de las gotas antes de la instalación completa.
! 5-boquilla-instalación-diseño-cad-dibujo
{kind=link}
7. Selección de materiales y vida útil en corrientes de gas a alta temperatura
El material de la boquilla determina la vida útil, lo que afecta drásticamente al coste total de propiedad. Los chorros de gas de alta temperatura suelen transportar partículas (cenizas volantes, óxidos metálicos, finos catalizadores) que erosionan los bordes de los orificios y las aletas internas.
Comparación de rendimiento de materiales
| Material | Dureza (Rockwell) | Vida relativa de desgaste | Multiplicador de coste inicial | Mejores aplicaciones |
|---|---|---|---|---|
| 303/304 Acero inoxidable | HRC 20–25 | 1× (línea base) | 1× | Agua limpia, <200°C, sin abrasivos |
| 316 Acero inoxidable | HRC 25–30 | 1.3× | 1.2× | Medios corrosivos, temperatura moderada |
| Acero endurecido 440C | HRC 55–60 | 3–4× | 1,5× | Agua abrasiva, hasta 400°C |
| Cerámica de alúmina (Al₂O₃) | HRC 80+ | 8–12× | 2,5–3× | Gas de alta temperatura con abrasivos ligeros |
| Carburo de silicio (SiC) | HRC 90+ | 15–25× | 4–5× | Abrasión severa, alta temperatura, ácido |
| Inserto de carburo de tungsteno | HRC 70–75 | 10–15× | 3.5–4× | Resistencia al impacto, tolerancia a choques térmicos |
El carburo de silicio proporciona la mayor vida útil en entornos de refrigeración por gases hostiles, pero es frágil y puede agrietarse bajo un choque térmico si el agua fría impacta en un cuerpo de tobera caliente. Recomendamos precalentar el agua de refrigeración o utilizar procedimientos de arranque a temperatura graduada cuando se utilicen materiales cerámicos.
Cálculo del coste total de propiedad
Comparando toberas de acero inoxidable 316 frente a carbonuro de silicio en una aplicación de refrigeración por gases de combustión cargada de ceniza voladora:
Suposiciones:
- 50 toberas en el sistema
- Operación de 8.000 horas al año
- Coste de mano de obra para reemplazar: 200 dólares por tobera (acceso, retirada, instalación, pruebas)
316 Acero inoxidable:
- Coste de la tobera: 45 dólares cada una
- Vida útil esperada: 2.000 horas
- Reemplazos por año: 8.000 / 2.000 = 4 ciclos
- Coste anual: 50 boquillas × [(4 × 45 dólares) + (4 × 200 dólares)] = 49.000 dólares
Carburo de silicio:
- Coste de la boquilla: 220 dólares cada una
- Vida útil esperada: 12.000 horas (15× vida útil)
- Reemplazos por año: 8.000 / 12.000 = 0,67 ciclos
- Coste anual: 50 boquillas × [(0,67 × 220 $) + (0,67 × 200 $)] = 14.070 $
La opción de carburo de silicio ahorra 34.930 dólares anuales a pesar del coste inicial inicial de la tobera un 4,9× superior. Este cálculo no incluye los costes de inactividad de producción, que pueden ser sustanciales en procesos continuos.
En toberas de cono hueco, con su geometría interna más compleja, las diferencias de vida útil son aún más pronunciadas. Las boquillas huecas de cono de carburo de silicio han mantenido el ángulo de pulverización dentro de ±3° tras 10.000 horas en un flujo de gas de 650°C con 200 ppm de partículas, mientras que los equivalentes de acero inoxidable perdieron entre 12 y 15° de ángulo de pulverización en menos de 3.000 horas.
8. Errores comunes en la instalación y soluciones de campo
Tras solucionar cientos de sistemas de refrigeración por gas con bajo rendimiento, hemos identificado errores recurrentes en la instalación que degradan significativamente el rendimiento.
Error 1: Orientación incorrecta del spray
Problema: Instalar toberas perpendiculares al flujo de gas de alta velocidad sin tener en cuenta la deflexión de las gotas. Las gotas nunca llegan al otro lado del conducto, creando puntos calientes.
Solución: Inclinar las toberas de 15 a 30° aguas arriba (en contra de la dirección del flujo de gas) para compensar la desviación. El ángulo exacto depende de la velocidad del gas y el tamaño de la gota. Para una velocidad de gas de 15 m/s y gotas de 200 micras, normalmente utilizamos ángulo de 20° aguas arriba.
Error 2: Filtración inadecuada
Problema: Instalación de boquillas sin filtración de agua aguas arriba. Incluso el agua de refrigeración "limpia" contiene partículas que aceleran el desgaste y provocan obstrucciones.
Solución: Siempre instalar una filtración clasificada al menos 2× más fina que la dimensión más pequeña del orificio de la boquilla. Para boquillas huecas de cono de orificio de 2,5 mm, utilice filtración de 50 mallas (300 micras) o más fina. Los filtros automáticos de retrolavado son esenciales para un funcionamiento continuo.
Error 3: Ignorar la expansión térmica
Problema: Montar rígidamente los colectores de toberas en zonas de alta temperatura sin permitir la expansión térmica. Esto provoca tensión en la tubería, fugas en las juntas y desalineaciones.
Solución: Utilizar conexiones flexibles o bucles de expansión cada 8–12 metros de tubería principal en zonas por encima de 300°C. Monta las toberas en juntas giratorias con resorte para mantener la alineación a medida que el colector se expande.
Error 4: Encabezados de suministro subdimensionados
Problema: La caída de presión a lo largo del colector de alimentación crea una distribución desigual del flujo, con las boquillas finales fluyendo entre un 20 y un 40% menos que las boquillas cercanas a la entrada.
Solución: Dimensionar los colectores para una caída máxima de presión de 3–5 PSI desde la entrada hasta el callejón sin salida. Para colectores largos, utiliza configuraciones de alimentación central o retorno inverso. Monitoriza la presión individual de las toberas durante la puesta en marcha para verificar la uniformidad.
Error 5: No hay provisión para verificación de flujo
Problema: Instalación de boquillas sin caudalímetros ni manómetros, lo que hace imposible detectar la degradación del rendimiento relacionada con el desgaste.
Solución: Instalar un manómetro en cada banco de boquillas y un caudalímetro en el suministro principal. Registra los valores base en la puesta en marcha y compara mensualmente. Aumentos bruscos de flujo indican desgaste; Las disminuciones bruscas indican obstrucción.
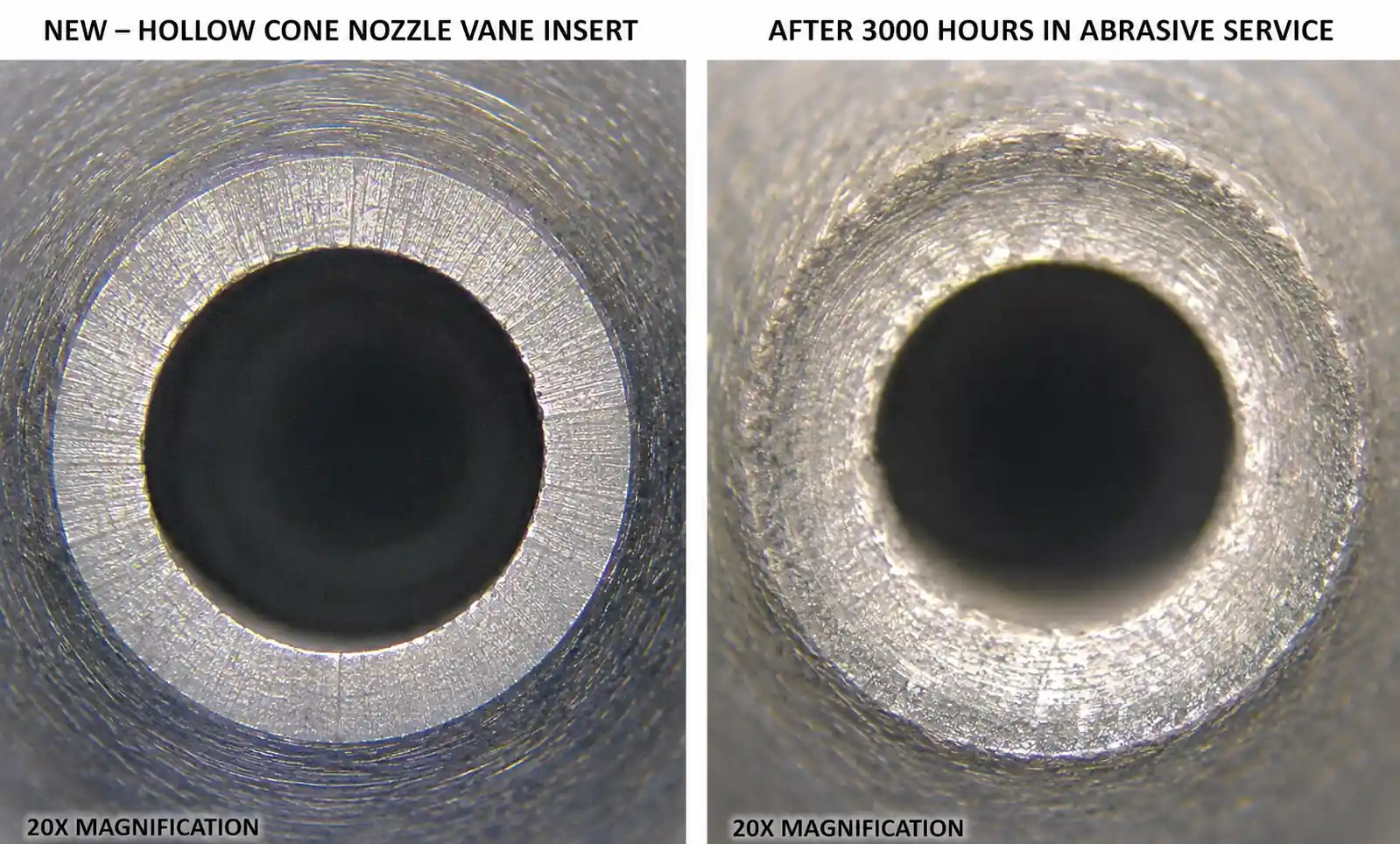
! Comparación de microscopio con 6 toberas
{kind=link}
9. Análisis del coste total de propiedad
Al comparar boquillas de cono completo y de cono hueco, el precio inicial de compra es solo un componente del coste de por vida. La siguiente tabla sintetiza factores de TCO a partir de un análisis de 10 años de un sistema de refrigeración por gas de 75 boquillas que opera 7.500 horas anuales.
Comparación de TCO a 10 años
| Componente de coste | Cono completo (acero endurecido) | Cono hueco (acero endurecido) | Cono completo (carburo de silicio) | Cono hueco (carburo de silicio) |
|---|---|---|---|---|
| Coste inicial de la tobera | $3,750 | 4.500 $ | 12.000 $ | $14,250 |
| Boquillas de repuesto (10 años) | $18,750 | 27.000 $ | 6.000 $ | 7.125 $ |
| Mano de obra para reemplazos | 60.000 $ | 90.000 $ | 20.000 $ | 23.750 $ |
| Consumo de agua | 180.000 $ | $165,000 | 180.000 $ | $165,000 |
| Energía de la bomba | 45.000 $ | 52.000 $ | 45.000 $ | 52.000 $ |
| Coste de inactividad (estimado) | 30.000 $ | 45.000 $ | 10.000 $ | $11,875 |
| Total de TCO a 10 años | 337.500 $ | $383,500 | $273,000 | $274,000 |
Este análisis revela varias conclusiones:
-
Las toberas de cono huecos tienen mayor TCO con construcción de acero debido a la necesidad de reemplazo más frecuente (la geometría interna compleja se desgasta más rápido).
-
Los materiales cerámicos cambian la economía al reducir drásticamente la frecuencia de reemplazo. El ahorro de mano de obra por sí solo justifica el mayor coste inicial.
-
El consumo de agua favorece el cono hueco debido a una atomización más fina y una mejor eficiencia de evaporación, ahorrando aproximadamente entre 1.500 y 2.000 dólares anuales en este ejemplo.
-
La energía de la bomba es mayor para el cono hueco porque requieren 30–50 PSI frente a 20–30 PSI para el cono completo, lo que añade aproximadamente 700 dólares anuales en costes eléctricos.
-
Los costes de inactividad favorecen en gran medida las boquillas cerámicas porque las sustituciones poco frecuentes significan menos paradas.
La elección óptima depende de tu estructura de costes específica. Si los costes de mano de obra y de inactividad son altos (industrias de procesos continuos, acceso difícil), las boquillas de cono hueco cerámico ofrecen el mejor TCO. Si los costes del agua dominan y las ventanas de mantenimiento son frecuentes (procesos por lotes, fácil acceso), las boquillas de cono completo de acero endurecido pueden ser adecuadas.
10. Preguntas frecuentes
P: ¿Puedo usar boquillas de cono completo en lugar de boquillas huecas de cono si aumento el caudal para compensar?
R: No de forma efectiva. El problema no es el volumen total de agua, sino el tamaño de las gotas y la distribución espacial. Las boquillas de cono completo producen gotas más grandes que se evaporan más lentamente y se distribuyen de forma diferente. Simplemente aumentar el caudal desperdicia agua sin resolver la descoordinación del patrón de refrigeración. Si sustituyes el cono hueco por el cono completo, debes recalcular el número de boquillas, el espaciado y la colocación según la diferente geometría del spray.
P: ¿Cómo sé cuándo cambiar las boquillas debido al desgaste?
R: Monitorizar el caudal a presión constante. Cuando el flujo aumenta un 10% por encima del nivel basal, el orificio se ha agrandado significativamente y las características de pulverización se han degradado. También observa que el ángulo de pulverización se estreche: si el cono visible parece notablemente más estrecho que cuando es nuevo, las aletas internas o los bordes del orificio se han erosionado. En aplicaciones críticas, se programa el reemplazo basado en horas de operación: 3.000–5.000 horas para acero en servicio abrasivo, 10.000–15.000 horas para carburo de silicio.
P: ¿Qué calidad mínima de agua se requiere para evitar obstrucciones?
R: La filtración a 2× más fina que la dimensión mínima del orificio es la línea base. Para boquillas huecas con orificios de 2 mm, utilice un mínimo de filtración de 100 mallas (150 micras). Además, mantén el total de sólidos en suspensión por debajo de 50 ppm y la dureza por debajo de 300 ppm para evitar la acumulación de incrustaciones. Si tu fuente de agua supera estos límites, instala ablandamiento o filtración adicional.
P: ¿Pueden funcionar las boquillas huecas de cono a presiones más bajas si acepto gotas más grandes?
R: Técnicamente sí, pero el rendimiento se degrada rápidamente. Por debajo de 25 PSI, la mayoría de los diseños de cono hueco pierden su patrón característico de anillos y producen pulverizaciones irregulares con muy poca uniformidad. Si tienes que operar a baja presión (<25 PSI), las boquillas de cono completo son la mejor opción. Alternativamente, consideremos boquillas atomizadoras de aire que pueden producir gotas finas a baja presión de líquido usando aire comprimido para atomización.
P: ¿Cómo afecta la temperatura del agua al rendimiento de la pulverización?
R: El agua más cálida (50–80°C) mejora ligeramente la atomización debido a su menor viscosidad y tensión superficial, produciendo gotas entre un 5 y un 10% menores que el agua fría a la misma presión. Sin embargo, precalentar el agua añade coste y complejidad. Solo lo recomendamos cuando el tamaño de las gotas está muy limitado y no se puede aumentar más la presión. Evita usar agua por encima de 85°C, ya que podría destellar y convertirse en vapor en el orificio de la tobera a baja presión, creando un flujo inestable.
P: ¿Cuál es la temperatura máxima de gas que pueden soportar las boquillas huecas de cono?
R: La limitación no es el material del cuerpo de la boquilla (el acero inoxidable o la cerámica pueden soportar 1000°C+), sino el choque térmico cuando el agua fría entra en contacto con metal caliente. El carburo de silicio y algunas cerámicas son propensos a agrietarse bajo cambios rápidos de temperatura. Los insertos de acero inoxidable y carburo de tungsteno soportan mejor el choque térmico. Si las temperaturas del gas superan los 700°C, recomendamos usar un recubrimiento de barrera térmica en el cuerpo de la tobera o recolocar ligeramente las boquillas en zonas más frías.
P: ¿Debería usar boquillas huecas o de cono completo para aplicaciones de limpieza de acuarios?
R: Esta guía se centra en la refrigeración por gas, pero para la limpieza del tanque, generalmente se prefieren las boquillas de cono completo porque sus gotas más grandes proporcionan una mayor fuerza de impacto para la limpieza mecánica. Las boquillas huecas de cono destacan cuando necesitas recubrir o enjuagar las paredes del tanque de forma uniforme, pero carecen de fuerza de impacto para eliminar tierra pesada. Considera lavadoras de depósitos rotatorias con patrones de cono completo para la mayoría de las aplicaciones de limpieza.
11. Conclusión
Elegir entre boquillas de cono completo y de cono hueco para la refrigeración por gas se reduce a ajustar las características de pulverización a las restricciones de tu proceso. Las boquillas huecas de cono destacan en aplicaciones de alta temperatura y alta velocidad, donde la evaporación rápida y la penetración profunda son fundamentales. Las boquillas de cono completo proporcionan una cobertura volumétrica superior y un impacto mecánico en aplicaciones a temperatura moderada con tiempos de residencia más largos.
La selección del material tiene un impacto igual o mayor en el coste del ciclo de vida que el tipo de patrón de tobera. Las toberas de carburo de silicio ofrecen una vida útil entre un 15 y un 25× más larga en los flujos de gases abrasivos y, a pesar de su coste inicial entre un 4 y un 5× más alto, suelen reducir el coste total de propiedad entre un 20 y un 30% mientras mejoran la fiabilidad del sistema.