





Pulverización de emulsión con laminado en frío: Cómo la selección de la boquilla afecta al control de la forma de la tira
Lo que aprenderás: Cómo el diseño de la boquilla hidráulica, la uniformidad del patrón de pulverización y las características del flujo afectan directamente al control térmico de la corona, la prevención de ondas de borde y la tolerancia a la planitud en laminadores en frío.
Índice
- [Introducción: Por qué importa la selección de la tobera para el control de la forma] (#1-introducción)
- Parámetros críticos de pulverización que influyen en la forma de la tira
- [Comparación de tipos de toberas para aplicaciones de laminado en frío] (comparación de tipo de boquilla #3)
- [Distribución de flujo y gestión de coronas térmicas] (#4-flow-distribution)
- [Selección de materiales e impacto del desgaste en la estabilidad de la forma] (#5-selección de materiales)
- Mejores prácticas de posicionamiento y mantenimiento de la instalación
- [Resolución de problemas comunes de control de forma] (#7-solución de problemas)
- FAQ
- Conclusión y próximos pasos
1. Introducción: Por qué la selección de la boquilla es importante para el control de la forma
En los laminadores en frío modernos, mantener la planitud de la tira dentro de ±10 unidades I (desviación de planitud) requiere una gestión térmica precisa de los rodillos de trabajo. El enfriamiento por pulverización por emulsión representa entre el 60 y el 75% de la eliminación total de calor durante el rodado, lo que convierte la elección de la tobera en uno de los factores más críticos—aunque a menudo pasados por alto—en el control de la forma.
A partir de nuestra experiencia en el campo trabajando con molinos en frío tándem que procesan acero de grado automotriz, hemos observado que una selección incorrecta de la boquilla contribuye a tres defectos persistentes de forma:
- hebilla central o onda de borde causada por una distribución desigual del refrigerante a lo largo del ancho del cañón de rodillo
- Un cuarto de hebillo resultante de una densidad de flujo insuficiente en zonas intermedias
- Inestabilidad de planitud durante las transiciones de calibre debido a una respuesta térmica inconsistente
Esta guía aborda estos problemas explicando cómo el ángulo de pulverización, el tamaño de las gotas, la uniformidad del flujo y el desgaste de la boquilla influyen directamente en la corona térmica del rodillo de trabajo y, en última instancia, en la forma de la tira. Proporcionaremos criterios de selección basados en la configuración del molino, la concentración de emulsión y los requisitos de tolerancia a la planitud.
Qué diferencia esto de las guías genéricas de toberas: Nos centramos específicamente en la relación entre las características de la pulverización hidráulica y la eficacia del actuador de forma. Verás ejemplos prácticos de cálculos de caudales, modelado de corona térmica y calendarios de mantenimiento derivados de datos reales de laminadores.
! 1-instalación de rociado-rocher-rodado en frío
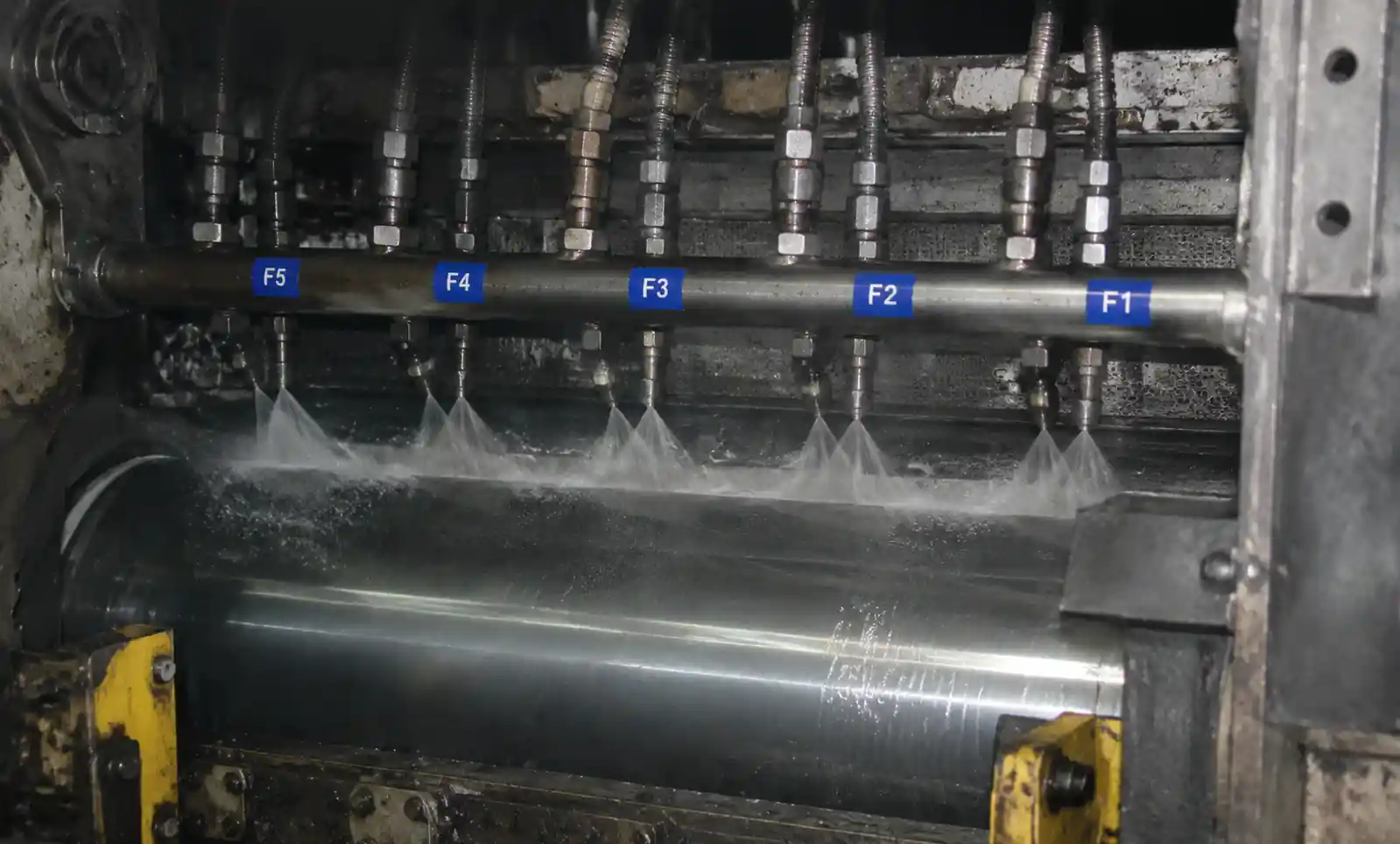{kind=link}
2. Parámetros críticos de pulverización que influyen en la forma de la tira
El control de forma por laminación en frío depende de gestionar la expansión térmica del rodillo de trabajo. La función de la boquilla es eliminar el calor de forma uniforme mientras permite ajustes intencionados de la corona térmica a través de zonas variables de refrigerante. Cuatro parámetros de pulverización impactan directamente en esto:
2.1 Relación entre caudal y presión
El flujo de emulsión sigue la ecuación hidráulica estándar:
Q = K × √P
Donde:
- Q = caudal (L/min)
- K = coeficiente de flujo de la boquilla (específico para la geometría del orificio)
- P = presión de suministro (bar)
Información crítica para el control de la forma: Duplicar la presión aumenta el flujo solo en 1,41×, no en 2×. Esta relación no lineal es importante al compensar boquillas desgastadas o ajustar la intensidad de enfriamiento por zona. En la práctica, vemos que muchos molinos intentan restaurar la capacidad de refrigeración aumentando la presión, pero esto produce rendimientos decrecientes y acelera el desgaste.
Para un sistema típico de enfriamiento de rodillo de trabajo en tándem de 6 alturas con una longitud de cañón de 1.800 mm:
- Cada colector de pulverización requiere entre 60 y 80 boquillas
- Densidad de flujo objetivo: 15–25 L/min por metro de ancho de rodeo
- Rango de presión de operación: 3–6 bar (una presión más alta aumenta el impacto de las gotas pero también las pérdidas por nebulización)
2.2 Ángulo de pulverización y uniformidad de cobertura
El ángulo de pulverización determina la geometría de solapamiento entre boquillas adyacentes. Para sistemas de emulsión de laminado en frío:
- Ángulos estrechos (40–60°): Mejor penetración a través de la barrera de aire creada por la rotación del balanceo, pero requieren un espaciado más reducido entre las boquillas
- Ángulos amplios (80–110°): Cobertura más fácil pero más susceptible a la deflexión por corrientes de aire a altas velocidades de rodamiento (>1.200 m/min)
Datos de campo: En una laminadora de chapa automotriz que funciona a 1.400 m/min, cambiar de toberas planas de ventilador de 110° a 65° redujo la variación de la onda de borde en un 18% porque los patrones de pulverización más estrechos penetraban la capa límite de aire de forma más eficaz.
La fórmula de solapamiento para la cobertura uniforme:
Espaciado = (2 × h × tan(α/2)) × 0,7
Donde:
- h = distancia tobera-rodillo (típicamente 150–250 mm)
- α = ángulo de pulverización
- 0,7 = factor de solapamiento (30% de solapamiento previene las estrías secas)
2.3 Distribución del tamaño de las gotas
El tamaño de las gotas afecta la eficiencia en la transferencia de calor y la retención de aceite de la emulsión:
- Gotas gruesas (300–600 μm): Mayor fuerza de impacto, mejor humectación superficial del rodamiento, generación mínima de niebla—preferida para laminado en frío
- Gotas finas (<200 μm): Mayor superficie para transferencia de calor pero propensas a la arrastre de aire y a la deriva de la concentración de aceite
Medimos la distribución del tamaño de las gotas utilizando difracción láser (sistemas Malvern o Sympatec). La métrica clave es Dv50 (diámetro medio de la gota).
Por qué esto importa para la forma: La nebulización fina provoca una concentración desigual de emulsión a lo largo del ancho del rollo porque las gotas se evaporan antes del contacto. Esto crea coeficientes de transferencia de calor inconsistentes, lo que conduce a variaciones impredecibles de la corona térmica que los modelos de control de planitud no pueden compensar.
Rango recomendado de Dv50 para emulsión de laminado en frío (concentración de aceite del 3–5%): 250–450 μm
! instalación de boquilla de descalcificación de 4 aceros
{kind=link}
2.4 Fuerza de impacto y humectación superficial de balanceo
Se requiere suficiente fuerza de impacto para desplazar la capa límite de aire que gira con el rodillo de trabajo. Un impacto insuficiente conduce a un humectamiento incompleto y a puntos calientes localizados.
La fuerza de impacto por tobera puede estimarse:
F ≈ ρ × Q × v
Donde:
- ρ = densidad de emulsión (~1.000 kg/m³)
- Q = caudal volumétrico (m³/s)
- v = velocidad del chorro en el punto de impacto
A 5 bar de presión de pulverización con boquillas planas de ventilador a 65° situadas a 200 mm de la superficie del rodillo, la fuerza de impacto típica es de 2–4 N por tobera. Esto es suficiente para velocidades de hasta 1.500 m/min.
3. Comparación de tipos de toberas para aplicaciones de laminación en frío
No todos los tipos de boquillas son adecuados para la pulverización de emulsiones con laminado en frío. Aquí tienes una comparación de rendimiento basada en la experiencia en el campo de fábrica:
| Tipo de boquilla | Patrón de pulverización | Rango de tamaño de gotas (Dv50) | Uniformidad del flujo a lo largo de la anchura | Resistencia al atasco | Idoneidad para el control de la forma |
|---|---|---|---|---|---|
| Ventilador plano hidráulico | Plano elíptico | 250–500 μm | Excelente (±5% de variación) | Bien (si se filtra a 100 μm) | Preferido – cobertura uniforme, definición predecible de aristas |
| Cono lleno | Cono sólido circular | 200–600 μm | Moderado (±variación del 12%) | Muy bien | Aceptable para zonas no críticas; menos uniforme a lo largo del ancho de rodamiento |
| Cono Hueco | Anular circular | 150–400 μm | Pobre (±20% de diferencia centro/borde) | Bien | No recomendado – el patrón de rosquillas crea una corona térmica desigual |
| Atomizando el aire | Niebla fina | 50–150 μm | Excelente | Moderada (complejidad de doble fluido) | Evitar: exceso de nebulización, inestabilidad de la concentración de aceite |
| Cono Completo en Espiral | Cono sólido en espiral | 300–700 μm | Bueno (±8% de variación) | Excelente | Adecuado para zonas de cabecera con alto riesgo de contaminación |
Recomendación: Las boquillas hidráulicas planas para ventiladores con ángulos de pulverización de 65–80° son el estándar de la industria para la refrigeración de emulsión en rollo de trabajo porque proporcionan:
- Distribución uniforme del flujo a lo largo del ancho del cilindro
- Límites predecibles de borde de pulverización para control de zonas
- Tamaño adecuado de gotas para minimizar la nebulización
- Baja complejidad de mantenimiento (diseño de fluido único)
Error común: Usar boquillas de cono completo destinadas a lavado de tanques. Estos producen patrones circulares de pulverización que crean huecos o superposición excesiva cuando se colocan linealmente a lo largo de un cabezal de cara de rodamiento, resultando en una distribución sinusoidal del flujo que se traduce directamente en variación térmica de la corona.
! Patrones de pulverización comparativos de 3 tipos de boquilla.
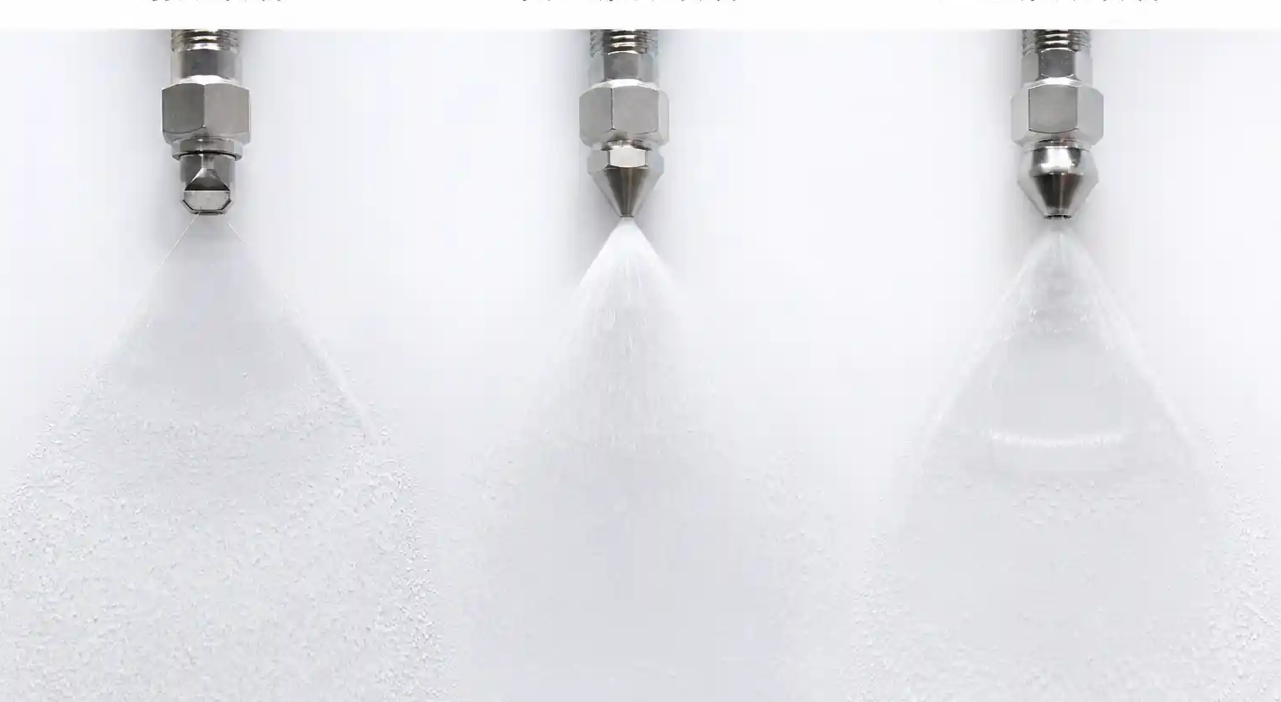{kind=link}
4. Distribución de caudales y gestión de coronas térmicas
El desarrollo de la corona térmica con rodillo de trabajo sigue patrones predecibles basados en la distribución de refrigeración. Los molinos modernos utilizan colectores de pulverización multizona (normalmente de 3 a 5 zonas a lo largo del rollo) para modular intencionadamente la corona térmica.
4.1 Fundamentos de la Corona Térmica
A continuación, la expansión térmica del rodillo de trabajo:
ΔD = α × D₀ × ΔT
Donde:
- ΔD = cambio de diámetro
- α = coeficiente de dilatación térmica (~11 × 10⁻⁶ /°C para acero)
- D₀ = diámetro original del rodillo
- ΔT = aumento de temperatura
Para un rodillo de trabajo típico de 600 mm de diámetro con un aumento medio de temperatura de 40°C durante el rodado en estado estacionario:
ΔD = (11 × 10⁻⁶) × 600 mm × 40°C = 0,264 mm
Esta corona térmica debe ser contrarrestada o controlada por:
- Doblado de rodillos de trabajo (mecánico)
- Desplazamiento intermedio por balanceo (mecánico)
- Modulación del flujo de la zona de refrigerante (térmica – donde importa la elección de la tobera)
4.2 Espaciado de boquillas y resolución de control de zonas
La eficacia del enfriamiento por zonas depende de lograr límites térmicos claros entre zonas adyacentes. Esto requiere:
- Uniformidad intrazona: <±3% de variación del flujo dentro de cada zona
- Separación entre zonas: Solapamiento mínimo de pulverización entre zonas (<10% del ancho de zona)
Ejemplo Funcionado – Diseño de Conector de Pulverización de 5 Zonas:
Configuración del molino:
- Ancho del cañón del rodillo de trabajo: 1.600 mm
- Distribución de zonas: zona central (400 mm) + 2 zonas intermedias (300 mm cada una) + 2 zonas de borde (300 mm cada una)
- Densidad de flujo objetivo: 20 L/min por metro
Boquilla seleccionada: Ventilador plano 65°, K = 0,45 L/min/√bar
A 4 bar de presión de funcionamiento:
- Caudal por boquilla = 0,45 × √4 = 0,9 L/min
Cálculo del espaciado de toberas:
- A una distancia de 200 mm: Espaciado = (2 × 200 mm × tan(32,5°)) × 0,7 = 178 mm
- Boquillas por metro = 1.000 mm / 178 mm ≈ 5,6 → usar 6 boquillas/metro
- Densidad real de caudal = 6 × 0,9 = 5,4 L/min por metro por cabezal (×4 cabezales = 21,6 L/min total por metro) ✓
4.3 Medición de uniformidad del flujo
Recomendamos auditorías trimestrales de distribución de flujo utilizando pruebas catch-cup:
- Colocar las bandejas de recogida a intervalos de 100 mm a lo largo del ancho del rollo
- Hacer funcionar el sistema de pulverización durante 30 segundos a presión de funcionamiento
- Medir el volumen recogido en cada bandeja
- Calcular el coeficiente de variación (CV = desviación estándar / media)
Rendimiento objetivo:
- CV dentro de la zona: <5% - Variación intencional de zona a zona: controlable hasta ±30% Observación de campo: Los molinos que operan toberas desgastadas (>8.000 horas de funcionamiento en emulsión abrasiva) muestran un aumento de la CV del 4% al 15%, lo que provoca una respuesta impredecible de forma a los ajustes de la zona de refrigerante.
5. Selección de materiales e impacto del desgaste en la estabilidad de la forma
El desgaste de la boquilla en los sistemas de emulsión de laminación en frío es inevitable debido a partículas abrasivas (finos a escala de molino, restos de desgaste del rodillo) en el refrigerante recirculado. El desgaste se manifiesta como:
- Ampliación del orificio → aumento del caudal
- Estrechamiento del ángulo de pulverización → cobertura reducida
- Desgaste asimétrico → patrón de pulverización sesgado
Los tres degradan directamente el rendimiento del control de forma.
Comparación de rendimiento de materiales 5.1
| Material | Dureza (HRC) | Vida relativa de desgaste | Coste Múltiple | Resistencia a la abrasión | Aplicación recomendada |
|---|---|---|---|---|---|
| Acero inoxidable endurecido (316) | 28–32 | 1× (línea base) | 1× | Moderado | Emulsión de baja contaminación, <intervalos de 3.000 horas aceptables |
| Cerámica (Alúmina 99%) | 85–88 | 8–12× | 4–6× | Excelente | Elección estándar para los encabezados de rollo de trabajo; Balance de vida y coste |
| Carburo de silicio | 90–95 | 15–20× | 8–12× | Superior | Entorno de alta contaminación o intervalos de reemplazo prolongados |
| Carburo de tungsteno | 88–92 | 12–18× | 10–15× | Excelente | Buena alternativa al SiC pero quebradizo bajo picos de presión |
5.2 Impacto del desgaste en el control de la forma
Estudio de caso: Un molino tándem de 5 soportes que produce paneles expuestos para automóviles (grosor de 0,7 mm, tolerancia ±10 unidades I-flatness) experimentó una inestabilidad de forma creciente tras 6.000 horas de funcionamiento:
- Desgaste medio del orificio de la tobera: +15% de aumento del diámetro
- Aumento del caudal por tobera: +23% (escala el flujo con el área del orificio, ajustado por cambios de caída de presión)
- CV de flujo dentro de la zona: aumentó del 4,2% al 14,8%
- Respuesta de control de la forma: la efectividad de la corrección de ondas de bordes se reduce en un 30%
Causa raíz: Las tasas de desgaste desiguales entre toberas (algunas usaban un 8%, otras un 22%) creaban patrones de distribución de flujo que ya no coincidían con las suposiciones del modelo de corona térmica del molino.
Solución implementada:
- Cambio de boquillas de acero inoxidable a cerámicas de alúmina (8× vida útil)
- Establecer un protocolo de auditoría de flujo cada 2.000 horas
- Reemplazar toda la zona cuando el desgaste medio superó el +10% de aumento del flujo
Justificación económica:
- Las boquillas cerámicas cuestan 5× más pero duran 8× más
- Degradación evitada relacionada con la forma de calidad prima a comercial: 120 $/tonelada × 40 toneladas/día = 4.800 $/día
- Periodo de pago: 3 semanas
5.3 Estrategia de reemplazo
Dos enfoques:
Reemplazo individual: Sustituir las toberas cuando la medición de caudal supera el +12% del nominal
- Ventaja: Menor coste inicial
- Contra: Crea no uniformidad en el flujo cuando las boquillas nuevas se mezclan con las desgastadas
Sustitución por zona: Sustituye todas las boquillas de una zona simultáneamente cuando el desgaste medio alcance el +10%
- Pro: Mantiene la uniformidad dentro de la zona
- Contra: Mayor coste de reemplazo por evento
Recomendación: Reemplazo de zonas para zonas central e intermedia (crítico para la forma), reemplazo individual aceptable para zonas de borde.
! Microscopio comparativo-comparación-de 5 orificios de tobera.
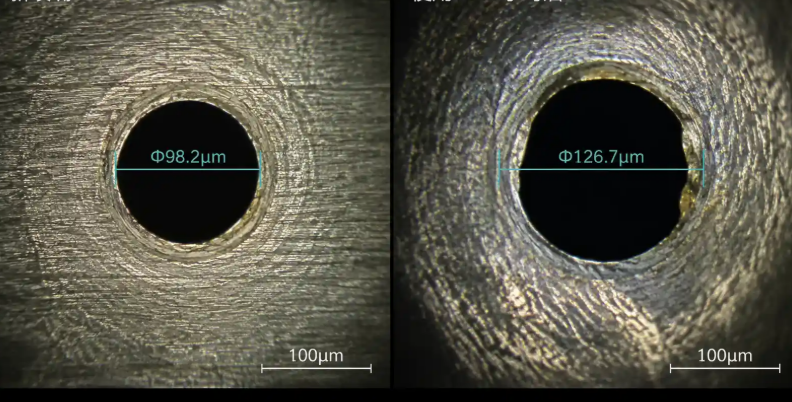{kind=link}
6. Mejores prácticas de posicionamiento y mantenimiento de la instalación
La instalación adecuada de la boquilla afecta directamente al rendimiento de la pulverización. Errores comunes de instalación que hemos corregido:
6.1 Distancia de enfrentamiento
Alcance óptimo: 150–250 mm desde la punta de la boquilla hasta la superficie del rodillo
- Demasiado cerca (<150mm): El patrón de pulverización no se ha desarrollado completamente; riesgo de daños por impacto de la boquilla por vibración del balanceo - Demasiado lejos (>300mm): Desaceleración excesiva de gotas; las corrientes de aire desvian el patrón de pulverización; aumento de la nebulización
Método de medición: Utiliza un medidor de profundidad para verificar la distancia de separación en tres puntos a lo largo de cada cabezal durante la instalación y las comprobaciones trimestrales.
6.2 Alineación del ángulo de pulverización
Las boquillas deben estar alineadas:
- Axialmente: Ventilador de pulverización perpendicular al eje de rodeo (±tolerancia de 2°)
- Radialmente: Rociar la línea central dirigida al punto de tangente de rodeo (no desplazado por la circunferencia)
Observación de campo: Una desalineación de 5° en la posición axial reduce el ancho de cobertura efectiva en un 12%, creando franjas secas que aparecen como bandas calientes localizadas y desviaciones de forma.
6.3 Rigidez del montaje del cabezal
Los colectores de pulverización deben estar montados rígidamente para evitar cambios de posicionamiento inducidos por vibraciones. Hemos visto molinos donde:
- Soportes de soporte inadecuados permitían una deflexión del colector de 3–5 mm bajo presión hidráulica
- Las vibraciones del funcionamiento del aserralador provocaron una rotación gradual del cabezal durante meses
- Resultado: El patrón de pulverización se desplazó gradualmente, causando una deriva de forma inexplicada que los operadores compensaron reajustando los modelos, enmascarando la causa raíz
Solución: Soportes de cabeza montados en soldadura con casquillos amortiguadores de vibraciones a intervalos de 600 mm.
6.4 Requisitos de filtración
Los sistemas de emulsión de laminación en frío recirculan refrigerante que contiene:
- Fines de escala de molino (10–100 μm)
- Residuos de desgaste por rollo (5–50 μm)
- Aceite tramp y floculantes
Filtración mínima: 100 μm absoluto para toberas hidráulicas planas de ventilador con diámetro de orificio de >0,8 mm
Filtración recomendada: 50 μm para una vida útil óptima de la boquilla; Filtros automáticos de retrolavado para mantener la presión de flujo
6.5 Calendario de mantenimiento
| Tarea | Frecuencia | Criterios de aceptación |
|---|---|---|
| Inspección visual (obstrucción, daños físicos) | Diaria (comprobación del operador) | No hay restos visibles, cuerpo de la boquilla intacto |
| Auditoría de distribución de flujo (prueba de captura en copa) | Cada 2.000 horas de funcionamiento | CV dentro de la zona <8% |
7. Resolución de problemas comunes de control de forma
7.1 Síntoma: Onda de borde que no responde al ajuste de la zona de refrigerante
Posibles causas relacionadas con la boquilla:
-
Desgaste desigual en boquillas de zona de borde
- Diagnóstico: Medir el flujo de cada boquilla de borde; Busca una variación del > 15%
- Solución: Reemplazar simultáneamente todas las boquillas de la zona de borde
-
Patrón de pulverización de deflexión a alta velocidad
- Diagnóstico: comprobar si la severidad de la onda de borde aumenta con la velocidad de rodeo
- Solución: cambiar a boquillas con ángulo de pulverización más estrecho (65° en lugar de 80°) o aumentar la presión de pulverización para mejorar la penetración
-
Cobertura insuficiente en los bordes de la tira
- Diagnóstico: Prueba de papel sensible al agua muestra zonas secas en los bordes
- Solución: Reducir el espacio entre las boquillas o añadir boquillas de borde suplementarias
7.2 Síntoma: hebilla central durante las transiciones de calibre
Posibles causas relacionadas con la boquilla:
-
Respuesta térmica retardada en la zona central
- Diagnóstico: densidad de flujo en zonas centrales significativamente inferior a la de zonas intermedias
- Solución: Verificar el conteo de boquillas en la zona central y los caudales; Aumenta la presión en la zona central si es necesario
-
Niebla que causa una transferencia de calor inconsistente
- Diagnóstico: nube de niebla visible alrededor de los rollos de trabajo; Deriva de concentración de emulsión
- Solución: Reducir la presión de pulverización o cambiar a boquillas que producen gotas más gruesas (aumentar el tamaño del orificio)
7.3 Síntoma: Variación de planitud a lo largo de la bobina
Posibles causas relacionadas con la boquilla:
-
Obstrucción intermitente de la boquilla
- Diagnóstico: Variación del flujo observada a lo largo del tiempo; Una filtración mejorada soluciona temporalmente el problema
- Solución: Mejorar la filtración a 50 μm; inspeccionar fuentes de contaminación por emulsión
-
Ciclo de temperatura en el suministro de refrigerante
- Diagnóstico: La presión de pulverización fluctúa; La temperatura de la emulsión varía ±5°C
- Solución: No está directamente relacionada con la boquilla pero afecta al rendimiento de la pulverización; estabilizar la temperatura del sistema de refrigerante
7.4 Diagrama de flujo diagnóstico
Aparece un defecto de forma ↓ ¿Se ha vuelto menos efectivo el ajuste de la zona de refrigerante? ↓ Sí Realizar auditoría de distribución de flujo ↓ ¿CV >8% dentro de la zona? ↓ Sí Mide los caudales individuales de la boquilla ↓ ¿Variación >15% entre boquillas? ↓ Sí → Reemplazar las boquillas desgastadas (se recomienda el reemplazo por zona) ↓ ¿Sigue siendo mala respuesta? ↓ Comprueba la alineación del ángulo de pulverización y la distancia de separación ↓ ¿Desalineación >3° o distancia fuera de rango? ↓ Sí → Realinear los encabezados y verificar con prueba de papel sensible al agua
! Cabezal de tobera de prueba de flujo 6
{kind=link}
8. Preguntas frecuentes
P: ¿Podemos mezclar diferentes tipos de boquillas dentro del mismo colector de pulverización?
R: No se recomienda. Diferentes tipos de boquillas producen diferentes patrones de pulverización y tamaños de gotas, creando un enfriamiento no uniforme incluso si los caudales coinciden. Quédate con un tipo de boquilla por cabezal, preferiblemente en todos los colectores en un rollo.
P: ¿Cómo sabemos cuándo el desgaste de la boquilla afecta al control de la forma frente a otros factores?
R: Realizar una auditoría de distribución de flujos. Si el coeficiente de variación dentro de la zona supera el 8%, o si alguna tobera fluye >12% por encima del nominal, el desgaste de la tobera probablemente contribuye. También busca correlación entre los problemas de forma y las horas de funcionamiento desde la última vez que cambiaron la tobera.
P: ¿Siempre es mejor una mayor presión de pulverización para eliminar el calor?
R: No. Aunque una presión más alta aumenta ligeramente el flujo (recuerda la relación de la raíz cuadrada), también:
- Produce gotas más finas, más propensas a la nebulización
- Acelera el desgaste de la tobera
- Puede causar espuma de emulsión Optimizar para 3–6 bares; Superar los 8 bar rara vez ofrece un beneficio significativo para aplicaciones de laminación en frío.
P: ¿Deberíamos usar las mismas boquillas para la refrigeración del rodillo de trabajo y de respaldo?
R: No necesariamente. Los rollos de respaldo tienen diferentes requisitos de gestión térmica: no contactan directamente con la tira y giran más despacio. Muchos molinos utilizan boquillas de cono completo de ángulo más amplio como rodillos de respaldo, ya que una cobertura uniforme a lo largo del ancho es menos crítica.
P: ¿Qué tan rápido afecta el desgaste de la boquilla al control de la forma?
R: Es gradual. En ambientes típicos de emulsión con contaminación moderada:
- Primeras 2.000 horas: Impacto mínimo, desgaste <5% - 2.000–5.000 horas: Desgaste medible (5–10%), compensación del control de forma aún efectiva - 5.000–8.000 horas: Desgaste significativo (10–20%), reducción de la respuesta de la forma, aumento del riesgo de degradación - >8.000 horas: Desgaste severo (>20%), comportamiento impredecible de la forma
La línea temporal se comprime con niveles más altos de contaminación.
P: ¿Podemos recuperar el rendimiento del control de forma sin cambiar las boquillas?
R: Temporalmente, aumentando la presión de pulverización para compensar la pérdida de flujo, pero esto acelera el desgaste y genera otros problemas. La única solución permanente es el reemplazo de la boquilla. Piénsalo como intentar compensar el desgaste de los rodamientos del molino aumentando la fuerza de rodamiento: puedes disimular los síntomas brevemente pero no evitar el problema mecánico subyacente.
9. Conclusión y próximos pasos
La selección y el mantenimiento de la tobera afectan directamente al control de forma del laminado en frío mediante tres mecanismos:
- La uniformidad del flujo determina la predictibilidad de la corona térmica
- La geometría del patrón de pulverización afecta a la resolución de enfriamiento por zonas
- La tasa de desgaste regula la estabilidad a largo plazo en el control de la forma
Las acciones más importantes para mantener el rendimiento del control de la forma:
Inmediata (si no ya implementada):
- Verificar que los tipos de toberas actuales cumplan con los requisitos de aplicación (ventilador plano hidráulico, ángulo de pulverización recomendado de 65–80°)
- Realizar auditorías de distribución de flujo para establecer la línea base
- Comprobar la adecuación de la filtración (mínimo 100 μm, preferiblemente 50 μm)
A corto plazo (en 3 meses):
- Implementar un calendario trimestral de auditoría de flujo
- Establecer criterios de reemplazo de toberas (reemplazo por zonas cuando el desgaste medio >10%)
- Evaluar la mejora del material a cerámica si se utiliza actualmente acero inoxidable
A largo plazo:
- Integrar el seguimiento del rendimiento de la tobera en los sistemas de datos de control de forma
- Desarrollar una programación predictiva de reemplazos basada en las horas de funcionamiento y los niveles de contaminación
- Considerar sistemas automatizados de monitorización de caudal para zonas de forma crítica
Impacto económico: Los molinos que implementan una gestión sistemática de boquillas, véanse:
- Reducción del 15–25% en las degradaciones relacionadas con la forma
- Vida útil de la tobera entre un 30 y un 40% más larga (mediante una correcta selección de material)
- Mejora del 20–30% en la consistencia de la planitud