





Mejores tipos de toberas para sistemas de desulfuración de gases de combustión
Lo que aprenderás: Cómo seleccionar el tipo óptimo de boquilla para tu sistema de desulfuración de gases de combustión (FGD) basándose en el rendimiento de la pulverización, la resistencia al desgaste y el coste total de propiedad, respaldado por datos de campo y cálculos de ingeniería.
Índice
- Introducción: Por qué la selección de la tobera determina la fiabilidad del sistema FGD
- Parámetros críticos de pulverización en aplicaciones FGD
- [Comparación de tipos de toberas para sistemas FGD] (comparación de tipos de tobera #3)
- [Selección de materiales y análisis de costes de desgaste] (#4-material-selection)
- Selección específica de aplicación para FGD húmeda
- [Errores comunes en la instalación y mantenimiento] (#6-errores-comunes)
- Consideraciones sobre fuentes y ciclo de vida
- FAQ
- Conclusión y siguientes acciones
1. Introducción: Por qué la selección de la tobera determina la fiabilidad del sistema FGD
En los sistemas de desulfuración de gases de combustión húmedos (FGD), las boquillas de pulverización son el componente más crítico que afecta a la eficiencia de eliminación de SO₂, la uniformidad de la distribución de la suspensión de piedra caliza y el coste operativo a largo plazo. Según nuestra experiencia de campo en instalaciones de calderas de carbón e industriales, estimamos que entre el 60 y el 70% de los absorbentes FGD con bajo rendimiento se remontan a una de tres fallas relacionadas con la boquilla: estrechamiento del ángulo de pulverización debido al desgaste erosivo, deriva del caudal superior al ±10% del diseño, o distribución desigual de gotas que causa zonas secas en el lado de los gases de combustión.
Esta guía aborda una brecha común que observamos en el diseño y proyectos de modernización de sistemas FGD: los ingenieros a menudo heredan las especificaciones de toberas heredadas sin comprender las compensaciones entre toberas huecas de cono, espiral y tangenciales, ni cómo la elección de materiales —acero inoxidable 303 frente a carburo de silicio— afecta a la vida útil en la suspensión de piedra caliza de alto contenido sólido a pH 5,0–6,0. A diferencia de los resúmenes genéricos de boquillas de pulverización, este artículo ofrece criterios cuantitativos de selección, datos de desgaste real y cálculos económicos que puedes aplicar inmediatamente a tu próxima actualización o proyecto de solución de problemas de FGD.
Lo que esta guía te ayuda a resolver:
- Seleccionar tipos de toberas que maximicen el área de contacto gas-líquido minimizando la caída de presión
- Cálculo del verdadero coste total de propiedad (TCO) de las boquillas en servicio de piedra caliza abrasiva o suspensión de cal
- Prevenir fallos prematuros de la tobera que provoquen apagados no programados y violaciones del cumplimiento SO₂
- Diseñar disposiciones de colectores de pulverización que garanticen una cobertura uniforme de gases de combustión a diferentes condiciones de carga
2. Parámetros críticos de pulverización en aplicaciones de FGD
2.1 Caudal y relación líquido-gas (L/G)
Los sistemas FGD húmedos suelen operar a proporciones líquido-gas de 10–20 galones por 1.000 pies cúbicos reales (gal/1000 acfm), dependiendo de la concentración de SO₂ en la entrada y la eficiencia de eliminación requerida. Cada boquilla en un colector de pulverización debe proporcionar un caudal predecible en un rango de presión de funcionamiento de 15–40 PSI. La relación flujo-presión es la siguiente:
Q = K × √P
donde Q es el caudal (GPM), K es el coeficiente de flujo de la tobera (específico para la geometría del orificio) y P es la presión (PSI). Un error crítico que vemos es que los ingenieros asumen que duplicar la presión duplica el flujo; en realidad, aumentar la presión de 20 a 40 PSI solo incrementa el caudal en √2 ≈ 1,41×. Esto tiene profundas implicaciones al equilibrar la distribución del flujo de cabeza en zonas de pulverización de varios niveles.
2.2 Distribución del tamaño de las gotas y diámetro medio de sauter (SMD)
La absorción de SO₂ es un proceso de transferencia de masa gas-líquido en el que gotas más pequeñas proporcionan una mayor superficie por unidad de volumen. En nuestras mediciones de campo utilizando difracción láser (Malvern Spraytec), las boquillas FGD efectivas producen un diámetro medio de Sauter (D₃₂) de 800–2.000 micras. Las gotas por debajo de 500 micras corren el riesgo de una transferencia excesiva hacia los eliminadores de niebla, mientras que las gotas por encima de 2.500 micras caen demasiado rápido, reduciendo el tiempo de residencia en el flujo de gas.
En un proyecto reciente de reacondicionamiento en una unidad de carbón de 300 MW, comparamos dos tipos de toberas:
- Boquillas de cono huecos a 25 PSI: D₃₂ = 1.200 micras, envergadura = 1,6
- Boquillas en espiral a 25 PSI: D₃₂ = 1.450 micras, envergadura = 1,9
La configuración de cono hueco logró una eficiencia de eliminación de SO₂ un 2,5% mayor, pero a costa de una mayor carga eliminadora de niebla. El tamaño óptimo de la gota depende de la altura del absorbente, la velocidad de los gases de combustión (normalmente 8–12 ft/s) y la tolerancia a la alteración del balance hídrico.
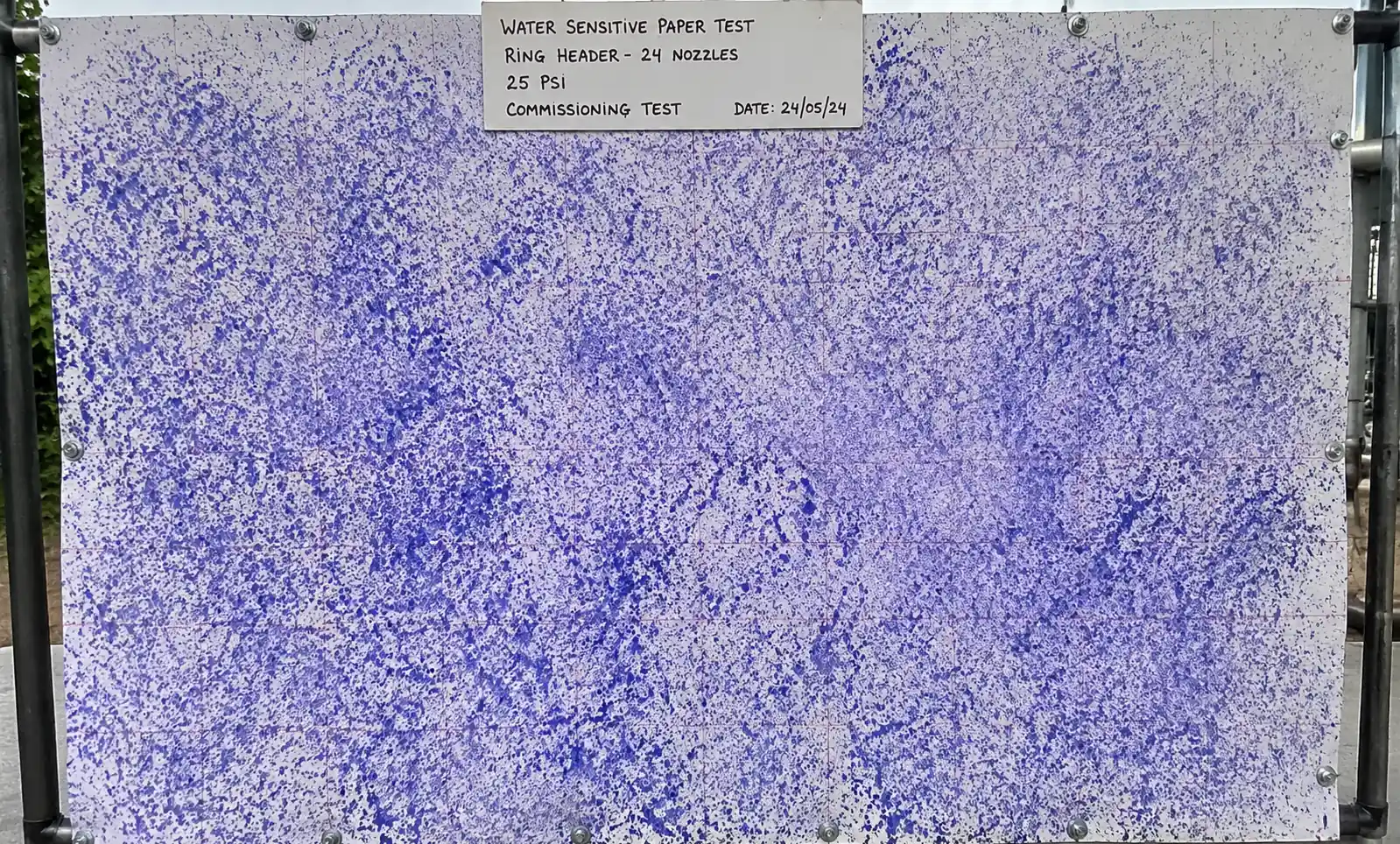
2.3 Ángulo de pulverización y uniformidad de cobertura
La mayoría de los colectores de pulverización FGD utilizan boquillas con ángulos de pulverización de 60–120°. La cuestión clave de ingeniería es el espaciamiento entre toberas para asegurar una cobertura completa de gases de combustión sin solapamientos excesivos (que desperdician potencia de la bomba) o zonas secas (que permiten deslizamiento SO₂). Para un absorbedor cilíndrico de diámetro D, el espaciamiento S entre toberas en un cabecero anular puede estimarse:
S = D × sin(θ/2) / N
donde θ es el ángulo de pulverización y N es el número de boquillas por anillo. En la práctica, recomendamos una superposición del 10–15% en el perímetro de pulverización para tener en cuenta los efectos de borde y la mala distribución del flujo. Un método de validación en campo que utilizamos: montar papel sensible al agua sobre un marco vertical dentro del absorbente durante una prueba de puesta en marcha en frío para mapear la cobertura real.
2.4 Resistencia a obstrucción y diámetro de paso libre
! 1-fgd-boquilla-comparación-paquete-paquete-rocher
{kind=link}
La suspensión de piedra caliza en servicio FGD suele contener sólidos con un 10–20% en peso con partículas de hasta 200 mallas (74 micras). Para evitar obstrucciones frecuentes, el orificio de la boquilla o el diámetro del paso libre debe ser al menos 3× el mayor tamaño de partícula, es decir, un orificio mínimo de 6–8 mm (0,24–0,31 in) para la suspensión estándar de piedra caliza. Las boquillas tangenciales y en espiral tienen inherentemente conductos libres más grandes que las boquillas conicas huecas de pulverización fina, lo que las hace más tolerantes en sistemas con mala filtración aguas arriba o con tendencias de desgarrar del yeso.
3. Comparación de tipos de toberas para sistemas FGD
3.1 Tabla resumen de rendimiento
| Tipo de boquilla | Patrón de pulverización | SMD típico (micras) | Resistencia al atasco | Caída de presión | Tasa de desgaste relativa | Mejor caso de uso |
|---|---|---|---|---|---|---|
| Cono Hueco | Anillo anular, alta velocidad en el perímetro | 800–1.400 | Medio (requiere coladores) | Mediano (20–35 PSI) | Alto (flujo turbulento en cámara de vórtice) | Alta eficiencia en la eliminación de SO₂, servicio de suspensión limpia |
| Espiral (Cono completo) | Patrón cónico sólido, gran angular | 1.200–2.000 | Alto (paso libre amplio) | Baja (15–25 PSI) | Bajo (camino de flujo tangencial) | Lodos con alto contenido en sólidos, menor prioridad de mantenimiento |
| Entrada tangencial | Cono hueco mediante puertos tangenciales | 1.000–1.800 | Muy alto (sin paletas internas) | Baja (12–20 PSI) | Muy Bajo (sin pinzamiento) | Servicio abrasivo severo, vida útil más larga |
| Atomizando el aire | Niebla fina, doble fluido | 50–300 | Bajo (propenso a atascar) | Alta (requiere aire comprimido) | Medio | Sistemas piloto, investigación, no FGD estándar |
Boquillas huecas de cono 3.2: Alta eficiencia, mayor mantenimiento
Las boquillas huecas en forma de cono generan un flujo giratorio dentro de una cámara de vórtice, produciendo un patrón de pulverización anular fino y de alta velocidad. Esta geometría maximiza la superficie de gotas y la interacción gas-líquido, haciendo que las toberas huecas en forma de cono sean la opción predeterminada para sistemas FGD que buscan una eficiencia de eliminación de SO₂ del >95%. Sin embargo, la cámara de vórtices es susceptible al desgaste erosivo, especialmente en suspensión de yeso reciclada con cuarzo angular o partículas de piedra caliza no reaccionadas.
En un estudio de desgaste que realizamos en una central eléctrica del Medio Oeste, las boquillas huecas de cono de acero inoxidable de 316L mostraron un aumento del caudal del 15–20% tras 8.000 horas de funcionamiento en una suspensión de piedra caliza al 15% en peso a pH 5,5. El diámetro desgastado del orificio aumentó de 12,5 mm a 13,8 mm, desplazando el ángulo de pulverización de 90° a aproximadamente 75° y creando una cobertura desigual del absorbente. Sustituir estas toberas por insertos de carburo de silicio extendió la vida útil a 32.000+ horas con un deriva del flujo del <5%.
Información clave de ingeniería: Las boquillas huecas de cono son ideales cuando la eficiencia de eliminación de SO₂ es la principal limitación y se dispone de un robusto programa de mantenimiento preventivo para rastrear la degradación del caudal y el ángulo de pulverización mediante comprobaciones trimestrales portátiles de caudalímetros.
Boquillas en espiral 3.3: Robustas para servicios de alto contenido sólido
Las toberas en espiral (o de cono completo) utilizan un conducto interno helicoidal para transmitir energía rotacional a la suspensión, produciendo un spray cónico sólido sin cámara de vórtice. El mayor recorrido interno del flujo y la ausencia de curvas cerradas hacen que las boquillas en espiral sean significativamente más resistentes a la erosión y al atasco. El compromiso es un tamaño de gota más grueso (SMD típicamente 1.200–2.000 micras) y una eficiencia de transferencia de masa SO₂ ligeramente menor por unidad de volumen de pulverización.
En un ensayo comparativo en una unidad de 500 MW, sustituimos las toberas huecas de cono por boquillas en espiral en los dos niveles inferiores de pulverización (donde la carga de sólidos en suspensión es mayor debido a la ubicación de succión de la bomba de recirculación). El resultado: los intervalos de mantenimiento se extendieron de 6 meses a 18 meses, y las interrupciones no programadas relacionadas con la boquilla bajaron de 3 al año a cero. La ligera reducción en la eficiencia de eliminación de SO₂ (del 97,2% al 96,8%) fue aceptable dado el margen de cumplimiento de la planta.
Nota de aplicación en campo: Las boquillas en espiral son la opción preferida para sistemas FGD con sólidos de suspensión de >15% en peso, filtración insuficiente aguas arriba o plantas que operan en modo de ciclo/seguimiento de carga, donde los cambios de presión pueden desprender la incrustación y enviar residuos a través de los colectores de pulverización.
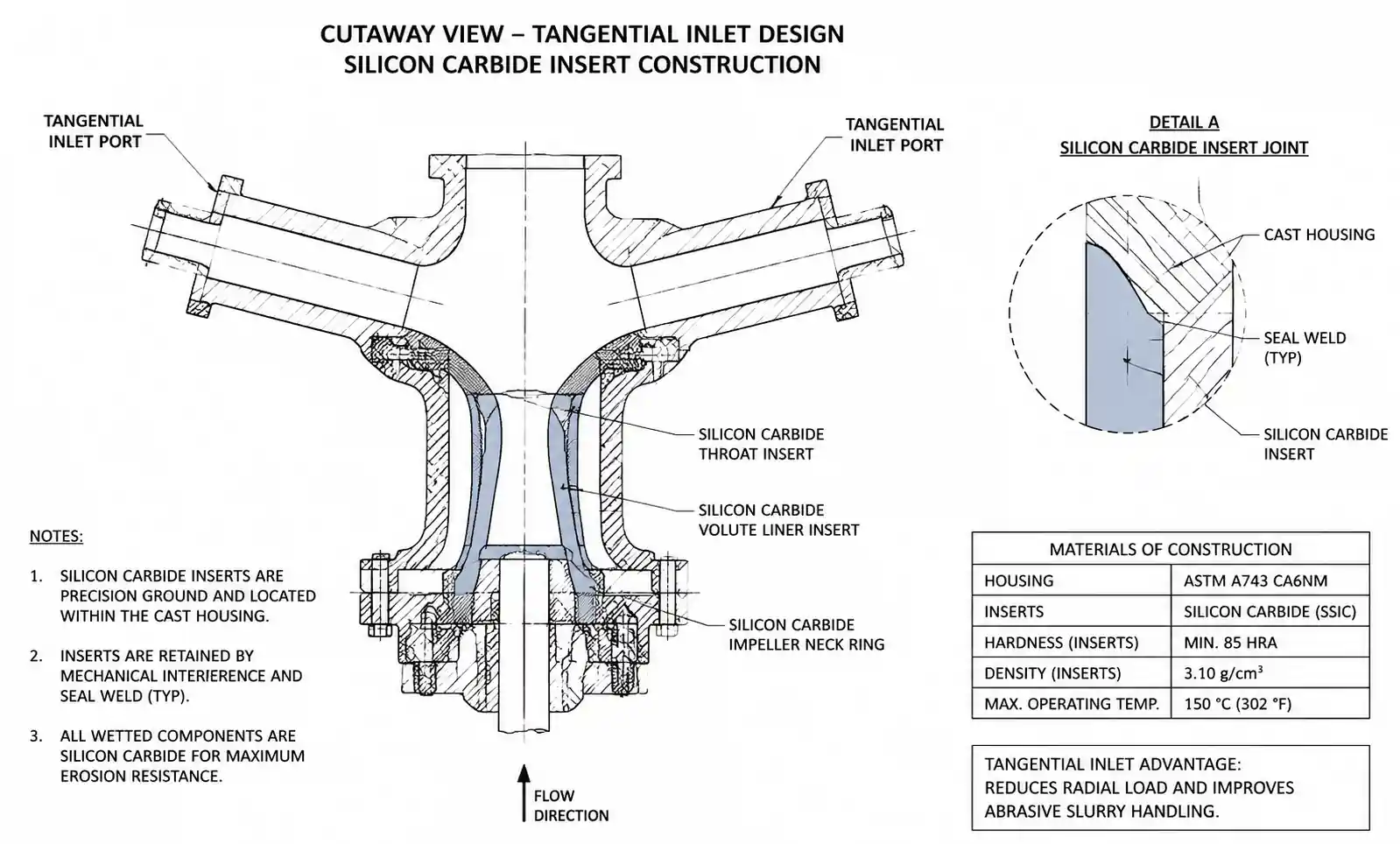
3.4 Boquillas de entrada tangencial: Vida máxima de desgaste
! 2-corte transversal de tobera tangencial
{kind=link}
Las boquillas de entrada tangencial presentan uno o más puertos de entrada situados en una tangente a una cámara cilíndrica en remolino. Este diseño crea un patrón de pulverización conico hueco similar a las boquillas de vórtice pero sin paletas internas ni superficies de impacto afiladas, lo que resulta en la menor tasa de desgaste de cualquier tipo de boquilla hidráulica. En servicio abrasivo con suspensión de yeso reciclada que contiene hasta un 2% de peso de ceniza volante transportada, las boquillas tangenciales pueden alcanzar una vida útil de 40.000–50.000 horas con insertos cerámicos.
La principal desventaja es el coste: las boquillas tangenciales con insertos cerámicos de carburo de silicio o alúmina suelen costar entre 3 y 5× más que las toberas espirales estándar 316SS. Sin embargo, si se tiene en cuenta el coste de entrada de los absorbentes, el andamiaje, la pérdida de generación durante los cortes y la eliminación de boquillas desgastadas, el coste total de propiedad suele favorecer las toberas cerámicas tangenciales en aplicaciones de mayor duración.
Ejemplo de cálculo económico:
- Cono hueco estándar 316SS: $85/boquilla, 8.000 horas de vida, 5 reemplazos en más de 40.000 horas = $425 + $12.000 mano de obra (estimada) = $12.425 por posición de tobera
- Boquilla SiC tangencial: $420/boquilla, 40.000 horas de vida, 1 reemplazo = $420 + $2.400 de mano de obra = $2.820 por posición de la boquilla
Para un absorbedor de 400 boquillas, el ahorro a su ciclo de vida supera los 3,8 millones de dólares en 10 años, sin contar las penalizaciones de cumplimiento evitadas por cortes no planificados.
4. Selección de materiales y análisis de costes de desgaste
4.1 Comparación de propiedades de materiales
| Material | Dureza (HV) | Vida relativa de desgaste | Coste Múltiple | Rango de pH adecuado | Modo de fallo típico |
|---|---|---|---|---|---|
| 303/304 Acero inoxidable | 170–220 | 1.0× (línea base) | 1.0× | pH > 4,5 | Erosión en el borde del orificio, corrosión por picaduras |
| Acero inoxidable 316L | 170–220 | 1.2× | 1.3× | pH > 4,0 | Erosión, mejor resistencia al cloruro |
| Acero inoxidable 17-4 PH (H900) | 400–450 | 2,5× | 2.0× | pH > 5,0 | Reducción de la erosión, puede agrietarse bajo un choque térmico |
| Carburo de silicio (SiC) | 2.400–2.800 | 8–12× | 4–6× | pH 1–14 | Fractura frágil si se produce un pico de presión o un impacto |
| Cerámica de Allúmina (Al₂O₃) | 1.500–1.800 | 5–8× | 3–5× | pH 2–12 | Erosión gradual, menos frágil que el SiC |
| Carburo de tungsteno (WC) | 1.400–1.800 | 6–10× | 5–8× | pH > 6,0 (sensible a los ácidos) | Excelente resistencia a la erosión, corrosión de aglutinantes en pH bajo |
4.2 Mecanismos de desgaste en servicio FGD
A diferencia de los sistemas de pulverización de agua, las boquillas FGD funcionan en un entorno de suspensión abrasiva y químicamente agresivo. Los mecanismos de desgaste dominantes son:
-
Desgaste erosivo: Las partículas angulares de piedra caliza (dureza Mohs 3) y la ceniza volante arrastrada (Mohs 5–7 para sílice/alúmina) impactan el borde del orificio y las superficies internas a velocidades de 10–25 m/s. La tasa de erosión escala con la velocidad de las partículas hasta la potencia de 2,5–3,0, lo que significa que un aumento del 2× en la velocidad de suspensión conduce a un desgaste del 6–8× más rápido.
-
Erosión potenciada por corrosión: A pH 5,0–6,0, las películas pasivas de óxido sobre acero inoxidable se eliminan continuamente por impacto de partículas, exponiendo el metal fresco a un ataque ácido. Este efecto sinérgico acelera el desgaste entre un 30 y un 50% en comparación con la erosión puramente mecánica.
-
Cavitación: Menos común en el servicio FGD, pero puede ocurrir en tuberías de succión de bombas de recirculación mal diseñadas o cuando las boquillas se operan muy por encima de su presión nominal. El daño por cavitación aparece como superficies picadas y esponjosas cerca de la salida del orificio.
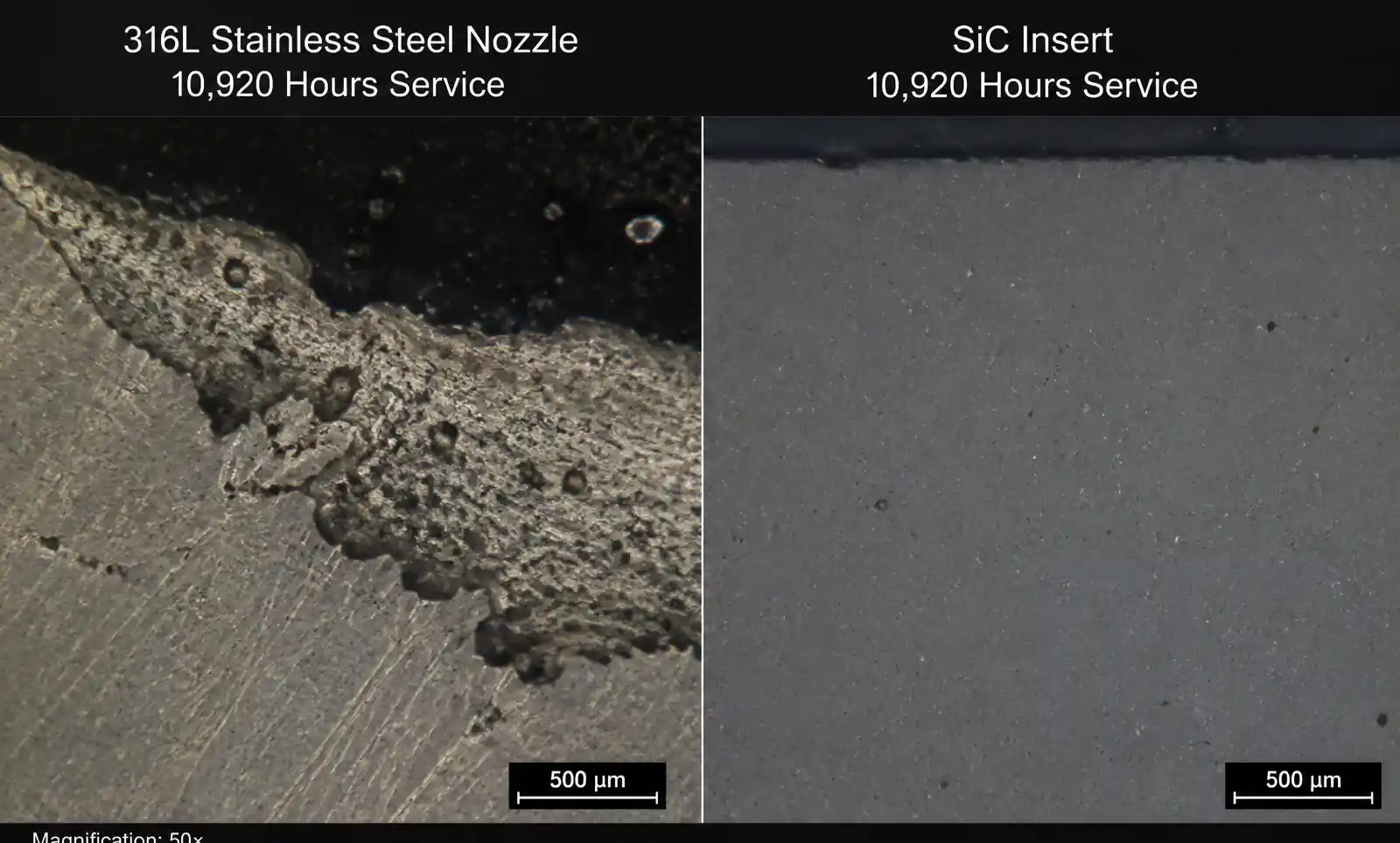
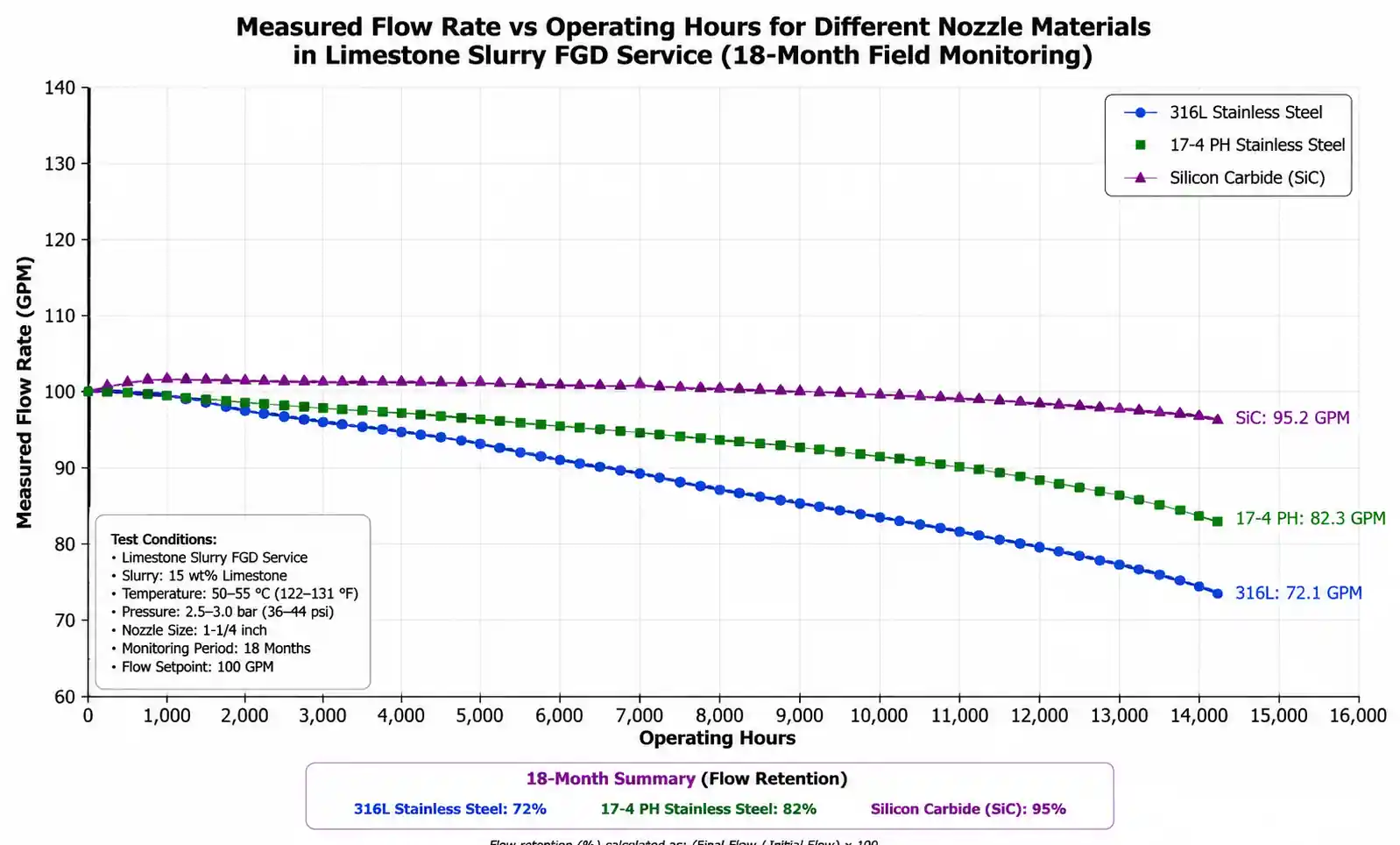
4.3 Datos de campo: 316L vs Carburo de silicio Vida Útil
Instrumentamos 12 toberas (6 de cada una de acero inoxidable 316L y 6 de inserción SiC) en una unidad de carbón de 350 MW que quemaba carbón al 2,5% con un sistema FGD de oxidación forzada de piedra caliza (LSFO). Condiciones de funcionamiento: 18% en peso de sólidos, pH 5,8, presión de pulverización de 25 PSI, 6.500 horas de funcionamiento al año. El caudal y el ángulo de pulverización se midieron a intervalos de 6 meses utilizando un caudalímetro calibrado de turbina y imágenes por pulverización de alta velocidad.
Resultados tras 18 meses (10.920 horas):
- Boquillas de 316L: El caudal aumentó un 18,2% (de 45,0 a 53,2 GPM), el ángulo de pulverización se redujo de 90° a 72°, se observó desgaste visible en el orificio y se observaron patrones de pulverización asimétricos
- Boquillas SiC: El caudal aumentó un 2,1% (de 45,0 a 46,0 GPM), ángulo de pulverización estable entre 88–90°, sin desgaste visible del orificio bajo el 50× microscopía
Extrapolando estas curvas de desgaste, estimamos que las toberas de 316L alcanzan el final de vida útil (definido como >deriva del flujo del 15%) en aproximadamente 12.000 horas, mientras que las toberas de SiC superan las 60.000 horas. Esto se traduce en una relación de vida útil real de aproximadamente 5:1, no el 8–12× sugerido por las pruebas de potes en suspensión a escala de laboratorio. La discrepancia probablemente refleja el efecto de capa límite protectora a gran escala y la operación intermitente de baja carga durante las noches y fines de semana.
! 3-tobera-orificio-desgaste-compariso.
{kind=link}
5. Selección específica de aplicación para FGD húmedo
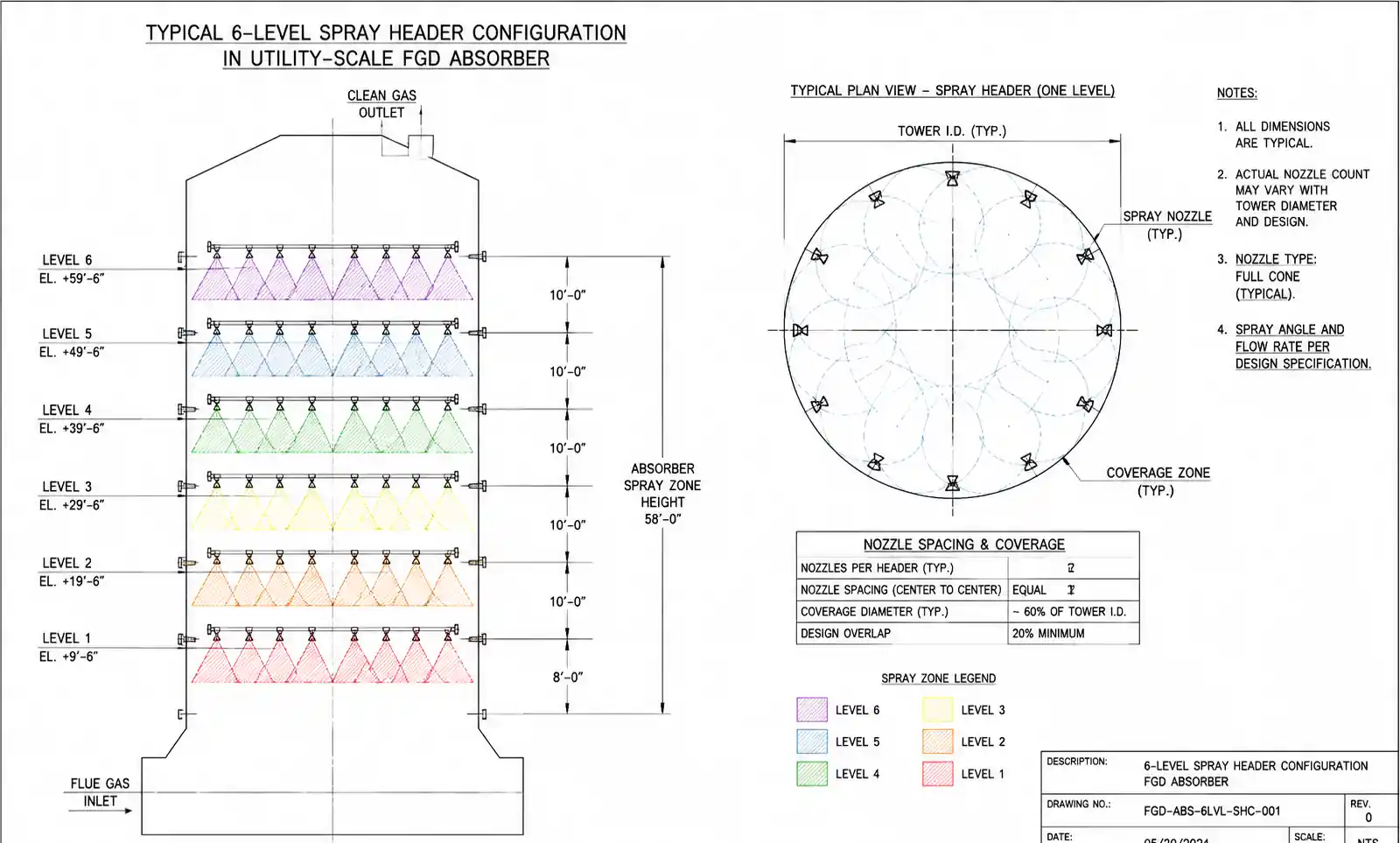
5.1 calderas utilitarias de carbón (300–1.000 MW)
Características del sistema: Alta entrada SO₂ (1.500–3.000 ppm), operación continua a carga base, suspensión de piedra caliza 15–20% de sólidos en peso, oxidación forzada al yeso, límite de salida estricto (<50 ppm SO₂, a menudo <20 ppm).
Selección recomendada de boquilla:
- Niveles superiores de pulverización (1–3): Boquillas huecas de cono o espiral, acero inoxidable de 316L o 17-4 PH, ángulo de pulverización de 90–120°, diseñadas para el 95–98% de la eliminación de SO₂
- Niveles de pulverización más bajos (4–6): Boquillas en espiral o tangenciales con insertos SiC, ángulo de pulverización de 60–90°, diseñadas para lavado y pulido final
- Conteo típico de toberas: 300–600 boquillas en total en 4–6 niveles de pulverización, presión de funcionamiento de 20–30 PSI, diámetro de orificio de 8–12 mm
Justificación de la selección: Los niveles superiores ven una suspensión relativamente limpia y se benefician de la alta eficiencia de transferencia de masa de las boquillas huecas de cono. Los niveles inferiores de suspensión recirculan con mayor carga de sólidos y requieren materiales resistentes al desgaste. Al segregar los tipos de toberas, optimizas tanto la eliminación de SO₂ como el coste de mantenimiento.
5.2 Calderas industriales y calentadores de proceso (<100 MW)
Características del sistema: Entrada moderada de SO₂ (500–1.500 ppm), carga variable, cal o piedra caliza enriquecida con magnesio, tiempo de residencia del absorbente más corto, mantenimiento con presupuesto limitado.
Selección recomendada de boquilla:
- Nivel de pulverización simple o doble: Boquillas espirales, acero inoxidable 316L, ángulo de pulverización de 90°, presión de funcionamiento 15–25 PSI, orificio de 10–12 mm
- Número de toberas: 40–120 toberas dependiendo del flujo de gases de combustión y el SO₂ de entrada₂
Justificación de la selección: Las toberas en espiral ofrecen el mejor equilibrio entre coste, resistencia a la obstrucción y una finura adecuada de gotas para objetivos de eliminación de <95% de SO₂ comunes en sistemas industriales de FGD. La geometría interna más sencilla tolera alteraciones ocasionales en la calidad de la suspensión y reduce el inventario de repuestos.
5.3 Proyectos de Modernización y Modernización
Al adaptar un sistema FGD existente para límites más estrictos de SO₂ o cambiar el combustible (por ejemplo, de carbón bajo en azufre a carbón con mayor azufre), los ingenieros se enfrentan a un desafío común: los colectores de pulverización y los componentes internos del absorbente están fijos, limitando las opciones para añadir más boquillas o niveles de pulverización.
Estrategias de mejora:
- Sustituir la espiral por boquillas huecas de cono en los niveles superiores para aumentar la eficiencia de transferencia de masa entre un 5 y un 10% sin añadir zonas de pulverización. Verifica que la presión del cabezal pueda soportar la mayor caída de presión.
- Aumentar el diámetro del orificio en un incremento (por ejemplo, 10 mm → 12 mm) para aumentar el flujo total de suspensión a la misma presión de cabecera. Esto funciona si tus bombas de recirculación tienen margen de cabeza; Comprueba la curva de la bomba y la carga del motor.
- Cambiar a insertos SiC en todas las boquillas para asegurar el rendimiento de pulverización a lo largo del tiempo. La deriva del flujo por erosión es una causa oculta de la degradación del margen de conformidad.
! 4-fgd-absorbedor-spray-disposición-nivel
{kind=link}
6. Errores comunes en la instalación y el mantenimiento
6.1 Instalación de boquillas con orientación incorrecta
Muchas boquillas huecas de cono y tangenciales tienen una cámara interna de remolino con una dirección rotacional específica. Instalar una boquilla 180° fuera de rotación puede desplazar el patrón de pulverización o reducir el caudal en un 10–15%. Hemos visto niveles completos de pulverización instalados al revés durante cortes debido a marcas poco claras o a personal de campo que no conoce el diseño de la tobera.
Buenas prácticas: Marcar permanentemente la orientación de la boquilla en el tubo principal con etiquetas de acero inoxidable o flechas grabadas de orientación. Incluye fotos de orientación y especificaciones de par en el paquete de trabajos de mantenimiento. Utiliza una llave dinamométrica para evitar que apriete demasiado, ya que puede agrietar insertos cerámicos.
6.2 Descuidando la verificación del caudal tras la instalación
Una causa frecuente del bajo rendimiento de la FGD tras una interrupción es no verificar los caudales individuales de la tobera antes de sellar el absorbente. Las tolerancias de fabricación, los daños en la instalación o los residuos en el colector pueden hacer que las toberas individuales fluyan un 20–30% fuera del objetivo, creando puntos calientes en los gases de combustión.
Buenas prácticas: Durante la puesta en marcha en frío o tras un cambio importante de tobera, mide el caudal en cada tobera utilizando un cubo de recogida calibrado y un cronómetro (de baja tecnología pero eficaz) o un caudalímetro ultrasónico sujeto al colector aguas arriba de cada tobera. Señala cualquier tobera que fluya >10% fuera del objetivo para inspección o sustitución antes de proceder a la puesta en marcha en caliente.
6.3 Ignorando el ángulo de la pulverización por el desgaste
Incluso cuando las boquillas continúan fluyendo, el desgaste erosivo puede alterar el ángulo de pulverización y la uniformidad del patrón mucho antes de que el caudal supere el criterio de reemplazo del ±15%. Una tobera hueca de cono desgastada de 90° a 70° puede pasar una comprobación de caudal pero dejar el centro del absorbente descubierto, permitiendo que el SO₂ se deslize y creando sobrecarga localizada en toberas adyacentes.
Buenas prácticas: Establecer un programa de mantenimiento preventivo para monitorizar el ángulo de pulverización utilizando imágenes de vídeo de alta velocidad o pruebas de papel sensible al agua cada 12–18 meses. Combina esto con comprobaciones portátiles de caudalímetros para construir una base de datos de curvas de desgaste para tu química específica de suspensión y tipo de tobera. Utiliza estos datos para predecir los intervalos de reemplazo y evitar cortes no programados.
6.4 Tipos de boquillas de mezcla sin entender el balanceo de flujo
En un intento de reducir costes, algunos operadores mezclan boquillas espirales de bajo coste con boquillas huecas de cono en el mismo colector de pulverización. Debido a que estos tipos de toberas tienen diferentes coeficientes de flujo K, lograr una distribución igual de flujo requiere distintos tamaños de orificio o operar a presiones no óptimas para un solo tipo de tobera.
Buenas prácticas: Usa un solo tipo de boquilla por nivel de pulverización. Si debe mezclar tipos, modele la hidráulica del colector utilizando software comercial de diseño de colectores de pulverización (o cálculos personalizados basados en la ecuación flujo-presión) para asegurar una uniformidad del flujo del ±5% en todas las toberas a la presión de funcionamiento de diseño.
! 5-pulverización-uniforme-papel-sensible al agua
{kind=link}
7. Fuentes y consideraciones sobre el ciclo de vida
7.1 OEM vs Boquillas de recambio
Los fabricantes de equipos originales (Spraying Systems Co., Lechler, BETE, Ikeuchi) ofrecen boquillas fabricadas con precisión con curvas de rendimiento documentadas, certificaciones de materiales y trazabilidad. Los proveedores de posventa pueden ofrecer un ahorro del 30–50% en costes, pero con un control de calidad variable y un rendimiento de pulverización incierto.
Desde una perspectiva de gestión de riesgos, recomendamos toberas OEM para niveles críticos superiores de pulverización donde la eficiencia de eliminación de SO₂ esté estrechamente ligada a los límites de cumplimiento, y consideramos boquillas de posventa revisadas para niveles de lavado más bajos, donde la uniformidad del spray es menos crítica. Solicita siempre informes certificados de prueba de materiales (MTR) y haz que las toberas de entrada se prueben en un banco antes de instalarlas.
7.2 Plazos de entrega y estrategia de inventario
Las toberas estándar 316SS suelen enviarse en 2–4 semanas; Las geometrías personalizadas o las boquillas de inserción cerámica pueden requerir un plazo de entrega de 8 a 12 semanas. Para un absorbedor de 400 boquillas, recomendamos mantener un inventario mínimo de repuesto de:
- 10% del total de toberas (40 unidades) para reemplazo rutinario
- Un nivel completo de pulverización (60–100 unidades) para respuesta a cortes de emergencia
Guarda las boquillas de repuesto en un lugar limpio y seco con tapones protectores sobre conexiones roscadas. Las boquillas de inserción cerámica deben envolverse individualmente para evitar daños por impacto.
7.3 Documentación de rendimiento y mejora continua
Pocos sistemas FGD tienen registros sistemáticos del rendimiento de la tobera a lo largo del tiempo. Esto dificulta optimizar los intervalos de reemplazo, justificar actualizaciones o solucionar problemas de la degradación de la eficiencia.
Documentación recomendada:
- Caudal y ángulo de pulverización tal como instalados para cada boquilla (o subconjunto muestreado estadísticamente)
- Mediciones periódicas de caudales (6–12 meses) utilizando caudalímetros portátiles
- Fotografías de patrones de pulverización durante la puesta en marcha en frío
- Certificaciones de materiales y códigos de trazabilidad
- Fecha de instalación y horario de funcionamiento de cada tobera
Utiliza estos datos para calcular la vida útil real de desgaste, validar las afirmaciones del fabricante y construir un caso de negocio para las mejoras de materiales. En nuestra experiencia, las plantas que monitorizan sistemáticamente el rendimiento de las boquillas logran un coste operativo FGD un 15–20% menor gracias a programas de reemplazo optimizados y detección temprana de alteraciones químicas en la suspensión de la sustancia.
! 6-caudal-deriva-curva-desgaste
{kind=link}
8. Preguntas frecuentes
P: ¿Cómo calculo el número de boquillas necesarias para mi absorbedor FGD?
R: Comienza con la proporción líquida-gas requerida (normalmente 10–20 gal/1000 acfm) basada en la concentración de SO₂ de entrada y la eficiencia de eliminación de objetivos. Multiplica por el caudal de gases de combustión para obtener el flujo total de suspensión (GPM). Divide por el caudal por boquilla a tu presión de diseño (de la tabla de flujo de la boquilla) para obtener el número mínimo de boquillas. Aumenta entre un 10 y un 15% para tener en cuenta el margen de reducción y las futuras incrustaciones. Distribuir las boquillas entre los niveles de pulverización para asegurar una cobertura uniforme de gases; verifica el espaciamiento utilizando el cálculo de solapamiento de ángulos de pulverización en la Sección 2.3.
P: ¿Puedo operar boquillas FGD a mayor presión para aumentar el caudal sin añadir boquillas?
R: Sí, pero con rendimientos decrecientes y mayor desgaste. El caudal aumenta con la raíz cuadrada de la presión (Q ∝ √P), por lo que duplicar la presión solo incrementa el caudal en 1,41×. La tasa de desgaste erosivo aumenta mucho más rápido—aproximadamente con la velocidad de 2,5–3,0 de potencia—por lo que puedes acortar la vida útil de la boquilla en 3–4× ganando solo un 40% más de flujo. Normalmente es más rentable añadir boquillas o mejorar a un orificio más grande.
P: ¿Cuál es el mejor material para boquillas en sistemas FGD de oxidación forzada con acumulación de cloruro?
R: Las picaduras inducidas por cloruro y la grieta por corrosión por tensión son preocupaciones en sistemas FGD que tratan carbones de alto cloruro o reciben agua de reposición con cloruro de >500 ppm. Para el servicio de cloruro, actualiza de acero inoxidable 304/316 a aleaciones de acero inoxidable dúplex 317L (2205) o 6-Moly (AL-6XN). Para la exposición más severa al cloruro (>2.000 ppm en suspensión en purina), los insertos cerámicos de carburo de silicio o alúmina son inmunes al ataque por cloruro y ofrecen la vida útil más larga.
P: ¿Con qué frecuencia se deben cambiar las boquillas FGD?
R: Los intervalos de reemplazo dependen de la abrasividad de la purina, la presión de funcionamiento y la elección del material. Como guía general:
- Acero inoxidable 316L en suspensión de piedra caliza al 15% en wt: 8.000–12.000 horas
- 17-4 PH acero inoxidable: 15.000–20.000 horas
- Cerámica de carburo de silicio o alúmina: 40.000–60.000 horas
En lugar de usar intervalos de tiempo fijos, se implementa un reemplazo basado en condiciones provocado por una deriva del caudal >10–15% o un cambio del ángulo de pulverización >10° respecto a la línea base instalada.
P: ¿Por qué algunas boquillas se obstruyen incluso con una filtración adecuada aguas arriba?
R: El atasco en las boquillas FGD suele ser causado por la incrustación del yeso en lugar de por el bloqueo de sólidos en suspensión. En zonas localizadas de baja velocidad dentro de la boquilla (remoles de recirculación, zonas muertas), el yeso puede precipitarse y acumularse gradualmente. Esto es más común en sistemas de oxidación forzada donde la saturación de yeso es alta. La limpieza periódica con ácido (ácido clorhídrico inhibido) o el lavado preventivo con agua durante periodos de baja carga pueden reducir la incrustación. Para problemas crónicos de escalado, considera boquillas con trayectorias internas de flujo aerodinámicas (diseños tangenciales) o orificios ligeramente mayores para mantener una mayor velocidad y evitar que se asenten.
9. Conclusión
Seleccionar el tipo y material óptimos de tobera para sistemas de desulfuración de gases de combustión requiere equilibrar la eficiencia de eliminación de SO₂, la vida útil del desgaste, la resistencia al atasco y el coste total de propiedad. A partir de datos de campo y comparaciones lado a lado entre instalaciones de FGD a escala de servicios públicos, podemos destilar las siguientes directrices de selección:
-
Para aplicaciones de alta eficiencia (eliminación >95% SO₂) con calidad de suspensión bien controlada: Las toberas huecas de cono en acero inoxidable 316L o 17-4 pH ofrecen la mejor finura de gotas y rendimiento en transferencia de masa. Planifica intervalos de reemplazo de 8.000 a 15.000 horas.
-
Para suspensión de sólidos altos en sólidos o mantenimiento con presupuesto limitado: Las toberas en espiral ofrecen una excelente resistencia al obstrucción y una vida útil más larga a costa de gotas ligeramente más gruesas. Adecuado para sistemas industriales de GFD que buscan una eliminación del 90–95%.
-
Para una vida útil máxima en servicios abrasivos severos: Boquillas de entrada tangencial con insertos de carburo de silicio o alúmina pueden alcanzar una vida útil de 40.000 a 60.000 horas. El mayor coste inicial se justifica por la reducción de la frecuencia de cortes y el menor coste de ciclo de vida en aplicaciones de ciclo o de alto contenido sólido.