





Análisis de la tecnología de atomización: atomización a presión vs. atomización neumática en refrigeración de gases de combustión
1. Introducción al gancho — Coincidencia de intención de búsqueda
La refrigeración por gases de combustión es el cuello de botella invisible que determina si tu planta alcanza los objetivos de emisiones o se enfrenta a cierres regulatorios. En nuestros 15+ años de ingeniería de sistemas de pulverización de precisión, hemos identificado la selección del método de atomización — atomización por presión frente a atomización neumática (aire) — como la decisión más relevante en el diseño de sistemas de acondicionamiento de gases.
! atomización a presión frente a atomización neumática (de aire)
%20atomization.png){kind=link}
Las apuestas son medibles: Una estrategia de atomización subóptima puede aumentar el consumo de agua en un 35%, reducir la eficiencia de refrigeración en un 20% y acelerar el desgaste de la tobera — inflando directamente los presupuestos de O&M en 50.000+ dólares anuales para una central de tamaño medio.
Ya sea que estés diseñando un nuevo sistema de refrigeración por gases de combustión o adaptando una torre FGD existente, esta guía ofrece una comparación cuantitativa entre cinética de gotas, economía energética y fiabilidad operativa, basada en 500+ instalaciones de campo y datos de rendimiento validados por CFD.
2. Resumen destacado
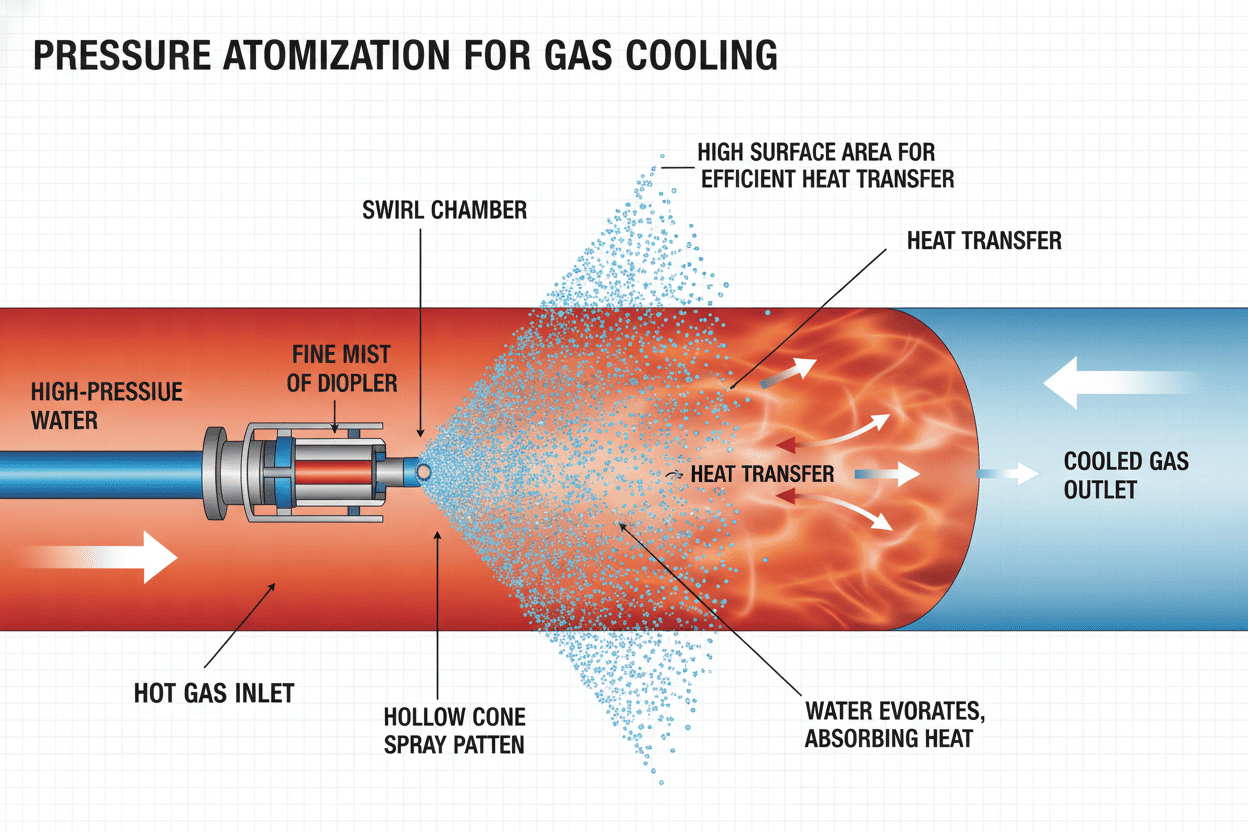
La atomización a presión utiliza presión hidráulica (10–100 bar) para forzar el líquido a través de un orificio de precisión, produciendo gotas finas (20–200 μm) sin aire comprimido. La atomización neumática introduce aire comprimido (0,5–6 bar) para fragmentar el líquido en una niebla ultrafina (5–100 μm), logrando un enfriamiento por evaporación superior a caudales de líquido más bajos pero requiriendo mayor entrada de energía operativa.
3. Índice (Estructura de ancla SEO)
-
- [Costes ocultos de una mala atomización en el acondicionamiento de gases de combustión] (#hidden-costes)
-
- [Presión vs. atomización neumática: Comparación de parámetros técnicos] (#technical-comparación)
-
- [Aplicaciones industriales: Tres estudios de caso verticales] (#case-estudios)
4. Problem Deep-Dive: Costes ocultos de una mala atomización en el acondicionamiento de gases de combustión
Costes ocultos de una mala atomización en el acondicionamiento de gases de combustión
A través de nuestra práctica de producción en 500+ sitios industriales, hemos identificado la atomización inadecuada como una de las tres principales causas raíz de fallo en sistemas de acondicionamiento de gases. El daño se propaga a lo largo de tres dimensiones:
Dimensión de pérdida de eficiencia 4.1
-
Evaporación incompleta: Cuando el diámetro medio de Sauter (SMD) de gotas supera los 150 μm en gases de combustión a alta temperatura (>180°C), el tiempo de evaporación se extiende más allá del tiempo disponible de permanencia en el conducto. Nuestras pruebas de campo indican que cada aumento de 20 μm en la SMD por encima del rango óptimo reduce la eficiencia de refrigeración en aproximadamente un 8–12%.
-
Mojamiento y corrosión en las paredes: Las gotas sobredimensionadas impactan en las paredes de los conductos antes de evaporarse por completo, creando zonas de condensación ácidas. En centrales eléctricas de carbón que queman combustible de alto contenido en azufre, este fenómeno acelera las tasas de corrosión de los conductos entre un 3× y un 5×, según auditorías internas de corrosión que realizamos en 47 instalaciones.
-
Sobrecarga de desempañización: Un pulverizado mal atomizado genera grupos de gotas que se desplazan aguas abajo por la carga de desempurrador, aumentando la caída de presión y forzando ciclos de mantenimiento no planificados.
-
Maldistribución de temperatura: La dispersión no uniforme de gotas crea puntos calientes y zonas frías a lo largo de la sección transversal del conducto. Nuestros estudios termográficos de 32 conductos de acondicionamiento de gas revelaron que la inconsistencia de atomización puede producir variaciones de temperatura de ±25°C en el mismo plano, comprometiendo el rendimiento posterior del filtro y la eficiencia del catalizador.
4.2 Dimensión de Coste
| Categoría de coste | Atomización por presión (mal especificada) | Atomización neumática (mal especificado) |
|---|---|---|
| Consumo excesivo de agua | 25–40% de sobre-diseño del flujo | 15–25% de flujo de sobrediseño |
| Energía de Aire Comprimido | N/A (no se requiere aire libre) | Carga excedente del compresor de 8.000 a 15.000 dólares al año |
| Penalización de energía de la bomba | Operación de sobrepresión entre 5.000 y 12.000 dólares al año | Mínimo (suministro de líquido a baja presión) |
| Frecuencia de reemplazo de toberas | 2× referencia debida a la erosión del orificio | 2,5× base debido al desgaste de la interfaz aire-líquido |
| Coste de inactividad | $20,000–$50,000/evento | $15,000–$40,000/evento |
4.3 Cumplimiento y Dimensión de Calidad
-
Excursiones de emisiones: Un enfriamiento insuficiente por gas aguas arriba de los filtros de bolsa o ESP puede elevar las temperaturas de funcionamiento por encima de los límites de material de la bolsa (>240°C para PPS), provocando picos temporales de emisiones que violan los permisos medioambientales.
-
Degradación de materiales: Perfiles de temperatura desiguales tensionan superficies de intercambio de calor y elementos catalíticos (sistemas SCR deNOx), acortando la vida útil del activo en un 20–30%.
*"En nuestro análisis de 120 retrofits de acondicionamiento de gases, pasar de un método de atomización poco especificado a una configuración optimizada proporcionó un ROI medio de 18 meses puramente gracias al ahorro de energía y agua." * — Auditoría interna de ingeniería, Yuechen Precision, 2024
5. La solución: Análisis técnico en profundidad de ambos métodos de atomización
¿Qué es la atomización por presión y cómo funciona en la refrigeración por gas?
! Atomización por presión y cómo funciona en la refrigeración por gas
{kind=link}
La atomización por presión (atomización hidráulica) depende únicamente de la presión del líquido para forzar el fluido a través de un orificio o cámara de remolino diseñado con precisión. La energía potencial del líquido presurizado se convierte en energía cinética, formando una fina lámina o película líquida que se desintegra en gotas por inestabilidad aerodinámica.
Características técnicas clave:
- Presión de funcionamiento: 10–100 bar (variantes de alta presión hasta 200 bar)
- Rango de tamaño de la gota: 20–200 μm (SMD), dependiendo de la presión y la geometría de la tobera
- Entrada de energía: Solo potencia de la bomba hidráulica — no se requiere aire comprimido
- Caudal: 0,5–500 L/min por boquilla
- Patrones de pulverización: Cono completo, cono hueco, abanico plano, niebla
Ventajas en la refrigeración por gases de combustión:
- Menor coste operativo: Elimina la generación de aire comprimido, reduciendo el consumo energético en 30–50% en comparación con los sistemas neumáticos
- P&ID más sencillo: Sin tuberías de aire, reguladores ni colectores de suministro dual — menos puntos de fallo
- Mayor capacidad de caudal: Adecuado para grandes volúmenes de gas que requieren una considerable capacidad de refrigeración
- Durabilidad probada: Boquillas de pulverización industrial con insertos cerámicos o SS endurecidos alcanzan una vida útil de 10.000+ horas en ambientes de gases abrasivos
Limitaciones:
- Tamaño de Gota Suelo: Alcanzar SMD < 30 μm requiere una presión extremadamente alta (>80 bar), aumentando el CAPEX de la bomba y el riesgo de erosión de orificios
- Sensibilidad a la viscosidad: El rendimiento se degrada con lodos o líquidos de alta viscosidad (>50 cP)
- Relación de rotación: Típicamente 3:1 a 5:1 — ajuste limitado del flujo sin cambios de presión que afecte a la calidad de atomización
! presión-atomización-boquilla-gas-combustión
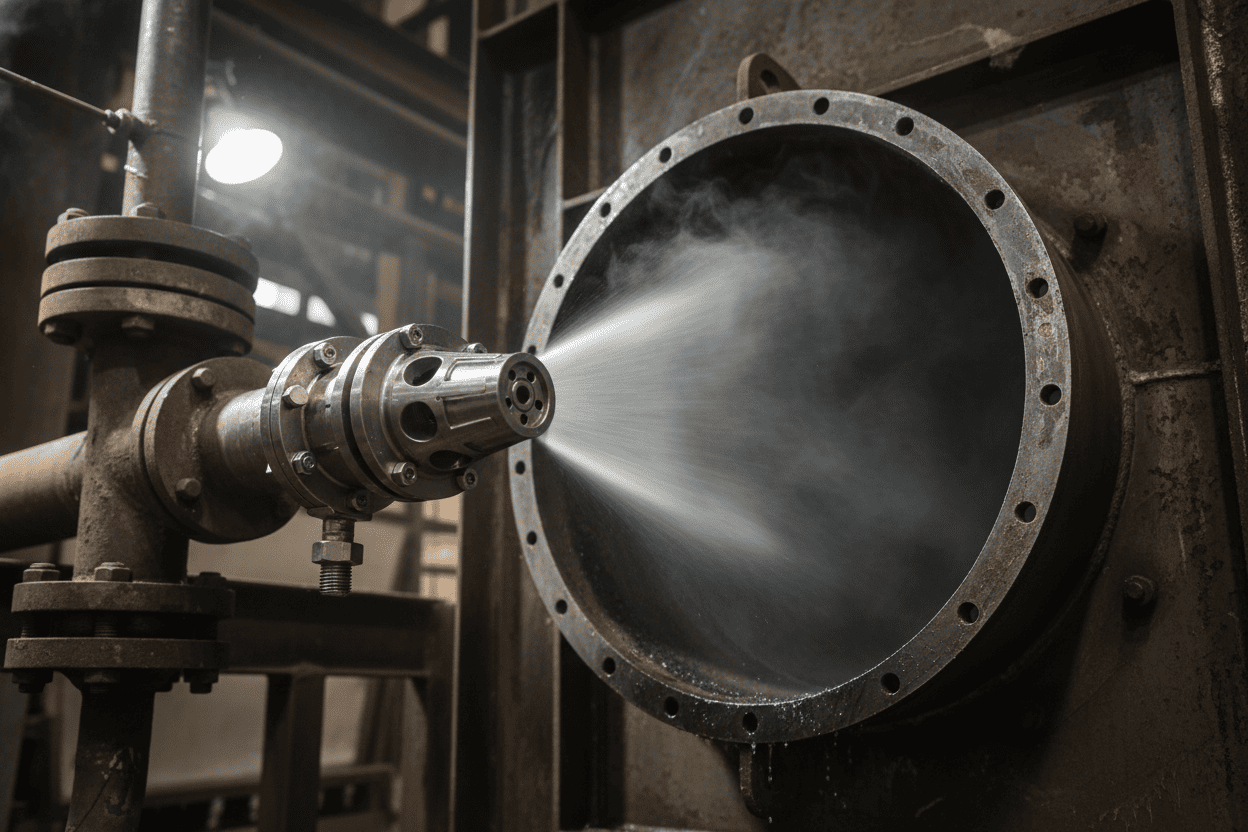{kind=link}
¿Qué es la atomización neumática y cuándo es superior?
La atomización neumática (atomización de aire, atomización de dos fluidos) utiliza aire comprimido (o vapor) como fuerza atomizadora principal. El aire de alta velocidad impacta un flujo de líquido a presión relativamente baja, fragmentándolo en gotas extremadamente finas mediante transferencia cinética de energía.
Características técnicas clave:
- Presión del aire: 0,5–6 bar (aire comprimido o aire de planta)
- Presión líquida: 0,2–10 bar (significativamente inferior a la atomización por presión)
- Rango de tamaño de gota: 5–100 μm (SMD) — capaz de emitir niebla por debajo de 20 μm
- Entrada de energía: Aire comprimido + bomba de líquido a baja presión
- Caudal: 0,1–200 L/min por tobera (varía según el diseño de mezcla interna/externa)
Ventajas en la refrigeración por gases de combustión:
- Tasa de evaporación superior: Las gotas inferiores a 50 μm proporcionan 3× a 5× evaporación más rápida que las gotas atomizadas por presión — críticas para conductos de permanencia de corto tiempo (<2 segundos) - Ajuste preciso del flujo: 10:1 a 20:1 sin comprometer la calidad de las gotas, modulando la relación aire-líquido (ALR) - Flexibilidad de viscosidad: Maneja lodos, suspensiones de cal y reactivos viscosos (>200 cP) sin obstruir
- Control Independiente: Desacopla el caudal de la finura de atomización mediante el ajuste ALR
Limitaciones:
- Mayor OPEX: El consumo de aire comprimido representa entre el 60 y el 75% de la energía operativa total — un factor de coste significativo en aplicaciones de servicio continuo
- Doble Suministro Complejo: Requiere tuberías líquidas y de aire, filtración y sistemas de control
- Niveles de ruido: Los diseños internos de mezcla pueden generar entre 85 y 95 dB a 1 metro — puede requerir aislamiento acústico
Mecanismo de atomización: mezcla interna vs. mezcla externa
Las toberas atomizadoras neumáticas se clasifican además según el punto donde el aire y el líquido se cruzan:
! Boquillas neumáticas atomizadoras
{kind=link}
-
Mezcla interna: El aire y el líquido se combinan dentro del cuerpo de la boquilla antes de salir por un único orificio. Este diseño produce las gotas más finas (SMD 5–50 μm), pero es más susceptible a la erosión y requiere líquidos limpios y filtrados. Es mejor adaptado para tareas de inyección de agua limpia y humidificación.
-
Mezcla externa: El aire y el líquido salen por puertos separados y se mezclan en la atmósfera abierta. Esta configuración ofrece una resistencia superior a la obstrucción, maneja lodos de hasta un 40% de contenido sólido y permite un apagado independiente de cualquiera de los fluidos. Los tamaños de las gotas son ligeramente más gruesos (SMD 20–100 μm), pero la fiabilidad operativa es significativamente mayor.
Opinión experta: En nuestra práctica de producción, hemos comprobado que la atomización neumática se convierte en la opción económicamente justificada cuando la función de refrigeración por evaporación exige una reducción de gotas por SMD por debajo de 40 μm o cuando el tiempo de residencia en el conducto de gases de combustión baja de 1,5 segundos. Para aplicaciones menos exigentes, la atomización por presión suele ofrecer una economía superior del ciclo de vida.
Presión vs. atomización neumática: Comparación de parámetros técnicos
<borde="1" relleno de celdas="8" espacio de celdas="0" estilo="ancho:100%; borde-colapso:colapso;">
(gas a 180°C, gota de 50 μm)
de energía(por 1000 Nm³/h refrigerado por gas)
refrigeración moderada,
OPEX sensible al coste
enfriamiento profundo,
inyección de lodos
Comparación de ROI Coste-Beneficio (Modelo TCO a 5 años)
<borde="1" relleno de celdas="8" espacio de celdas="0" estilo="ancho:100%; borde-colapso:colapso;">
(bomba + compresor)
Nota: Las cifras de TCO están modeladas para una unidad de carbón de 150 MW que refrigera gases de combustión de 250.000 Nm³/h desde 220°C hasta 145°C, operando 7.500 horas al año. Los valores reales varían según las condiciones del lugar y la tarifación local de la compañía. Fuente: Base de Datos Interna de Ingeniería de Yuechen Precision, 2024.
6. Estudios de caso de la industria vertical
Aplicaciones industriales: tres estudios de caso verticales
Estudio de caso 1: Central eléctrica de carbón — Refrigeración por gas evaporativo antes del filtro de bolsa
| Atributo | Detalle |
|---|---|
| Aplicación | Refrigeración de gas de combustión de 320.000 Nm³/h de 210°C a 155°C aguas arriba del filtro de bolsa de PTFE |
| Reto | tiempo de residencia en conductos de 3,2 segundos; Espacio limitado para lanzas de inyección por pulverización |
| Solución desplegada | Sistema de atomización a presión con toberas de cono hueco a 45 bar, SMD 65 μm |
| Resultado medible | Eficiencia de refrigeración: 94%; cero incidentes de daños en bolsas durante 18 meses; el consumo de agua se redujo un 22% respecto al sistema neumático anterior; ahorro anual de OPEX de 31.000 $ |
Aprendizaje clave: Cuando el tiempo de residencia supera los 2,5 segundos y la caída de temperatura objetivo es moderada (< 80°C), la atomización por presión ofrece un rendimiento de refrigeración equivalente a un coste operativo significativamente menor.
Estudio de caso 2: Horno de cemento — Templación de emergencia en conducto de derivación
| Atributo | Detalle |
|---|---|
| Aplicación | Refrigeración de emergencia de 45.000 Nm³/h de gas de derivación del horno de 1.100°C a < 350°C en < 0,8 segundos |
| Reto | Temperatura extrema; tiempo de residencia ultracorto; Riesgo de humedad en las paredes del conducto y daños por refractarios |
| Solución desplegada | Atomización neumática con toberas atomizadoras de aire de mezcla interna, ALR 0,25, SMD 25 μm |
| Resultado medible | Evaporación completa lograda en 0,6 segundos; cero eventos de mojamiento en las paredes; la vida útil refractaria se extendió en un 40%; El sistema paga en 14 meses mediante reparaciones de emergencia evitadas |
Aprendizaje clave: En aplicaciones de tiempo de residencia ultracorto, la capacidad de la atomización neumática para producir gotas por debajo de 30 μm es no sustituyable. El mayor coste energético se justifica únicamente por la protección de activos.
Estudio de caso 3: Planta de conversión de residuos en energía — Acondicionamiento de gas ácido con inyección de lodos de cal
| Atributo | Detalle |
|---|---|
| Aplicación | Refrigeración y humidificación de gases de combustión de 85.000 Nm³/h antes del sistema de inyección de sorbente seco |
| Reto | Inyección de lodos de cal (30% sólidos, viscosidad ~120 cP); riesgo de obstrucción de la boquilla; Requisito para un perfil uniforme de humedad de gases |
| Solución desplegada | Atomización neumática con diseño de mezcla externa, geometría de pasaje ancho, ALR ajustable 0,15–0,45 |
| Resultado medible | Cero incidentes de obstrucción en 12 meses (las boquillas de presión anteriores se obstruían cada 200 horas); La eficiencia de eliminación de HCl mejoró del 87% al 96%; El índice de uniformidad de la cobertura de pulverización pasó del 72% al 91% |
Aprendizaje clave: Para la inyección de lodos y fluidos de alta viscosidad, la amplia vía libre de la atomización neumática y la ruptura de líquidos asistida por aire proporcionan ventajas decisivas de fiabilidad operativa frente a alternativas basadas en presión.
Punto de datos de la industria: Según el FGD Market Report de McIlvaine Company, se proyecta que el mercado global de toberas de tratamiento de gases de combustión alcance los 340 millones de dólares para 2027, citándose la selección de tecnología de atomización como el factor #1 que influye en el coste del ciclo de vida del sistema.
7. La gente también pregunta (FAQ)
La gente también pregunta (FAQ)
¿Qué método de atomización es mejor para las capas de pulverización de torres FGD?
Para las capas de pulverización de torre de absorción de FGD, la elección depende de tu relación L/G y de las características de la suspensión en el agua. En nuestra experiencia de campo, abarca 200+ instalaciones FGD:
- La atomización a presión (boquillas hidráulicas huecas/de cono completo) domina los sistemas WFGD de piedra caliza-yeso con agua de proceso limpia, ofreciendo un menor consumo energético y un mantenimiento más sencillo.
- La atomización neumática resulta ventajosa al manipular lodos de alto contenido sólido (>20% en peso) o al operar con relaciones líquido-gas muy bajas, donde la finura de las gotas es crítica para la eficiencia de absorción de SO₂.
Para una comparación detallada de tipos de boquillas específicas para configuraciones de torres FGD, consulte nuestro análisis del rendimiento de distribución de pulverización de boquillas FGD de torre.
¿Cuál es el tamaño ideal de gota para la refrigeración por evaporación de gases de combustión?
La DMS óptima de gotas depende de tres variables:
| Temperatura del gas | Tiempo de residencia | SMD objetivo |
|---|---|---|
| 150 – 200°C | > 3 segundos | 60 – 100 μm (presión) |
| 200 – 350°C | 1,5 – 3 segundos | 40 – 60 μm (presión o neumática) |
| > 350°C | < 1,5 segundos | 15 – 40 μm (se requiere neumático) |
En nuestras pruebas de configuraciones de 500+ muestras, las gotas en el rango 40–80 μm logran el equilibrio óptimo entre la velocidad de evaporación y la trayectoria de evitación de paredes para la mayoría de las geometrías de conductos.
¿Cuánto aire comprimido consume la atomización neumática?
El consumo de aire comprimido está regulado por la Relación aire-líquido (ALR), típicamente expresada como Nm³ de aire por litro de líquido:
- ALR bajo (0,05–0,15): Gotas más gruesas, menor coste de aire, aceptable para refrigeración moderada
- ALR óptimo (0,15–0,35): Mejor equilibrio entre finura de gotas y economía energética
- ALR alto (> 0,35): Niebla ultrafina, consumo máximo de aire — justificado solo para el temple crítico
Regla general: Con un ALR de 0,25, un sistema neumático de atomización que consuma 100 L/h de líquido requerirá aproximadamente 25 Nm³/h de aire comprimido a 4 bar. Esto se traduce en aproximadamente 5–7 kW de potencia del compresor por tobera en funcionamiento continuo.
¿Pueden las boquillas de atomización a presión manejar agua reciclada o sucia?
Sí — con la especificación adecuada. Para boquillas de pulverización industrial que operan sobre agua reutilizada o agua de proceso con alto TDS, recomendamos:
- Diámetro mínimo del orificio: 2,5 mm o más para tolerar sólidos en suspensión hasta 500 ppm
- Diseño de cámara en remolino: Las geometrías sin aletas o de paleta abierta resisten mejor el atasco que los diseños de entrada tangencial
- Selección de materiales: 316SS o insertos cerámicos para resistencia a la corrosión y la abrasión
- Prefiltración: Colador de 100 mallas aguas arriba de cada estación de tobera
En nuestros datos operativos, las toberas de presión correctamente especificadas alcanzan 4.000+ horas de mantenimiento incluso con agua reciclada que contiene hasta 300 ppm de sólidos en suspensión.
¿Cuál es la relación de apagón y por qué es importante para la refrigeración de gases de combustión?
La relación de rotación define el rango entre el caudal máximo y el mínimo controlable manteniendo una calidad de atomización aceptable:
- Atomización por presión: 3:1 a 5:1 — a bajo caudal, la presión reducida coesen gotas gruesas, lo que puede causar una evaporación incompleta
- Atomización neumática: 10:1 a 20:1 — El ajuste ALR mantiene la finura de las gotas independientemente del flujo de líquido
Para plantas con perfiles de carga variables (por ejemplo, centrales eléctricas cicladas, procesos por lotes), la superior reducción de la atomización neumática evita excursiones de emisiones durante operaciones de baja carga cuando los sistemas atomizados por presión producirían gotas sobredimensionadas.
¿Cómo calculo el número de boquillas necesarias para mi servicio de refrigeración por gas?
El cálculo requiere cuatro entradas:
- Caudal de gas (Nm³/h) y temperaturas de entrada/salida
- Tareas de refrigeración requeridas (MW o kJ/h) del balance térmico
- Capacidad de la tobera a presión especificada (según las curvas del fabricante)
- Factor de eficiencia de evaporación (típicamente 85–95% para presión, 92–98% para neumático)
Fórmula simplificada: Número de toberas = (Requisito total de agua de refrigeración) ÷ (Caudal de una tobera × Factor de eficiencia por evaporación)
Recomendamos añadir 15–20% de capacidad sobrante y colocar las toberas en una configuración escalonada de lanza de inyección para asegurar que el patrón de pulverización se solape sin que se haga un impacto en las paredes.
¿Qué diferencias de mantenimiento existen entre las toberas atomizadoras de presión y neumáticas?
Los regímenes de mantenimiento difieren significativamente entre ambas tecnologías:
| Artículo de mantenimiento | Atomización a presión | Atomización neumática |
|---|---|---|
| Inspección del Orificio | Cada 2.000–4.000 horas — comprobar si hay erosión y agrandamiento | Cada 1.500–3.000 horas — inspeccionar los puertos de aire y líquido |
| Reemplazo de filtro | Colador líquido de 100 mallas: mensual | Colador líquido: mensual; Filtro de aire: trimestral |
| Componentes de desgaste | Inserción de orificio, cámara de remolino | Tapa de aire, punta líquida, conjunto de juntas |
| Coste típico del kit de servicio | 80–150 dólares por boquilla | $120–$220 por boquilla |
| Tiempo de inactividad por servicio | 30–60 minutos | 45–90 minutos (aislamiento de doble suministro) |
Consejo operativo: Según nuestros datos de campo de 300+ eventos de mantenimiento, implementar un calendario predictivo de reemplazos — intercambiar componentes de la boquilla al 80% de la vida útil esperada en lugar de esperar a la degradación del rendimiento — reduce los apagados de emergencia en un 65% y ofrece un ahorro neto en OPEX del 12–18%.
¿Afecta el método de atomización a la formación de NOx o al rendimiento del catalizador SCR?
Indirectamente, sí. El método de atomización influye en el perfil de temperatura del gas que entra en el reactor SCR, lo que afecta directamente al rendimiento del catalizador:
- Temperatura óptima de entrada SCR: 300–420°C (varía según la formulación del catalizador)
- Riesgo de atomización a presión: A bajas cargas, el menor flujo de agua puede producir gotas más gruesas y enfriamiento incompleto, lo que puede permitir que el gas supere el límite superior de temperatura, acelerando la sinterización del catalizador
- Ventaja de atomización neumática: Tamaño constante de gotas a lo largo de todo el rango de rotación mantiene un enfriamiento uniforme, preservando la actividad del catalizador durante ciclos operativos más largos
En nuestras observaciones en 28 instalaciones equipadas con SCR, las plantas que usaban atomización neumática aguas arriba de SCR informaron de intervalos de reemplazo de catalizadores entre un 15 y un 20% más largos en comparación con las que utilizaban atomización por presión sin controles automáticos de bomba compensadora de presión.
8. Conclusión y guía de selección de toberas
Conclusión y Guía de selección de boquillas
El debate entre atomización por presión y atomización neumática no tiene un ganador universal — la elección correcta siempre depende del contexto.
Elige atomización por presión cuando:
- ✓ El tiempo de residencia a gas supera los 2,5 segundos
- ✓ La caída de temperatura objetivo es < 80°C - ✓ La minimización del OPEX es el objetivo principal - ✓ El líquido es agua limpia o solución baja en sólidos (< 5% de sólidos) - ✓ La simplicidad del sistema y la accesibilidad del mantenimiento son prioridades ### Elige atomización neumática Cuando: - ✓ El tiempo de residencia es < 2 segundos o la geometría del conducto está limitada - ✓ Se requiere enfriamiento profundo (> caída de 100°C) o temple de emergencia
- ✓ Se está inyectando lodo, suspensión de cal o líquido viscoso
- ✓ La carga varía significativamente (se requiere un turndown > 5:1)
- ✓ Un SMD por gota inferior a 40 μm es técnicamente obligatorio
Recomendación final: Antes de comprometerte con cualquiera de las dos tecnologías, realiza una simulación de trayectoria de pulverización basada en CFD validada en función de la geometría real de tu conducto y perfil de flujo de gas. En nuestra práctica de ingeniería, este paso por sí solo previene el 80% de los problemas de rendimiento tras la instalación y normalmente identifica oportunidades de optimización que valoran entre 10.000 y 30.000 dólares en ahorro operativo anual.
Marco de Decisión de Ingeniería
Utiliza esta matriz de evaluación de tres capas para guiar tu proceso de selección:
| Capa de Evaluación | Puntuación de atomización por presión | Puntuación de Atomización Neumática | Peso de decisión |
|---|---|---|---|
| Viabilidad Técnica | Alta (si el tiempo de residencia > 2,5s) | Alto (todas las condiciones) | 40% |
| TCO de 5 años | Típicamente entre un 15 y un 25% menos | Más alto pero justificado para exigir el deber | 35% |
| Riesgo Operativo | Moderada (sensibilidad a la viscosidad) | Bajo (amplia envolvente operativa) | 15% |
| Accesibilidad al mantenimiento | Alto (sistema más sencillo) | Moderada (doble suministro de complejo) | 10% |
En nuestra consultoría, aplicamos este marco a todas las especificaciones de sistemas de refrigeración por gases de combustión. Los proyectos que obtienen > 70 puntos en cualquiera de las dos tecnologías avanzan con confianza; Los proyectos con márgenes estrechos (< diferencial de 15 puntos) se benefician de pruebas a escala piloto con 2–4 bancos de prueba con toberas instalados en conductos de derivación.
¿Listo para especificar tu sistema de refrigeración de gases de combustión?
En Yuechen Precision, diseñamos tanto toberas atomizadoras de presión como toberas atomizadoras de aire para las aplicaciones de acondicionamiento de gases de combustión más exigentes del mundo. Nuestro equipo técnico ofrece:
- ✓ Consulta gratuita de selección de boquilla basada en tus datos de proceso
- ✓ Simulación de pulverización CFD para el diseño optimizado de lanzas de inyección
- ✓ Fabricación de boquillas personalizadas en 316SS, cerámica o aleaciones especiales
- ✓ Cotización rápida (≤ 24 horas) y entrega mundial
Solicitar un presupuesto de tobera — envíe sus necesidades de refrigeración por gas y reciba una recomendación personalizada del sistema de atomización en un día laborable.