





Atomización de aire vs atomización hidráulica en el control del espesor de recubrimientos
En recubrimiento pulverizado de precisión, cada desviación de 10 μm en el grosor de la película puede provocar un desperdicio de materiales entre un 15 y un 30% de costes de reestructuración. Como responsable de la toma de decisiones de compras B2B o ingeniero de producción, el compromiso fundamental al seleccionar un sistema de atomización es claro:
-
Atomización de Aire ofrece una finura superior y un control de baja precisión
-
Atomización hidráulica (sin aire) proporciona una salida a alta presión para una cobertura rápida
Estas dos tecnologías difieren sistemáticamente en la precisión del control del espesor del recubrimiento, el alcance de la aplicación y el coste total de propiedad (TCO). Este artículo desglosa sus diferencias entre parámetros técnicos, escenarios de aplicación y rendimiento económico para apoyar la selección basada en datos.
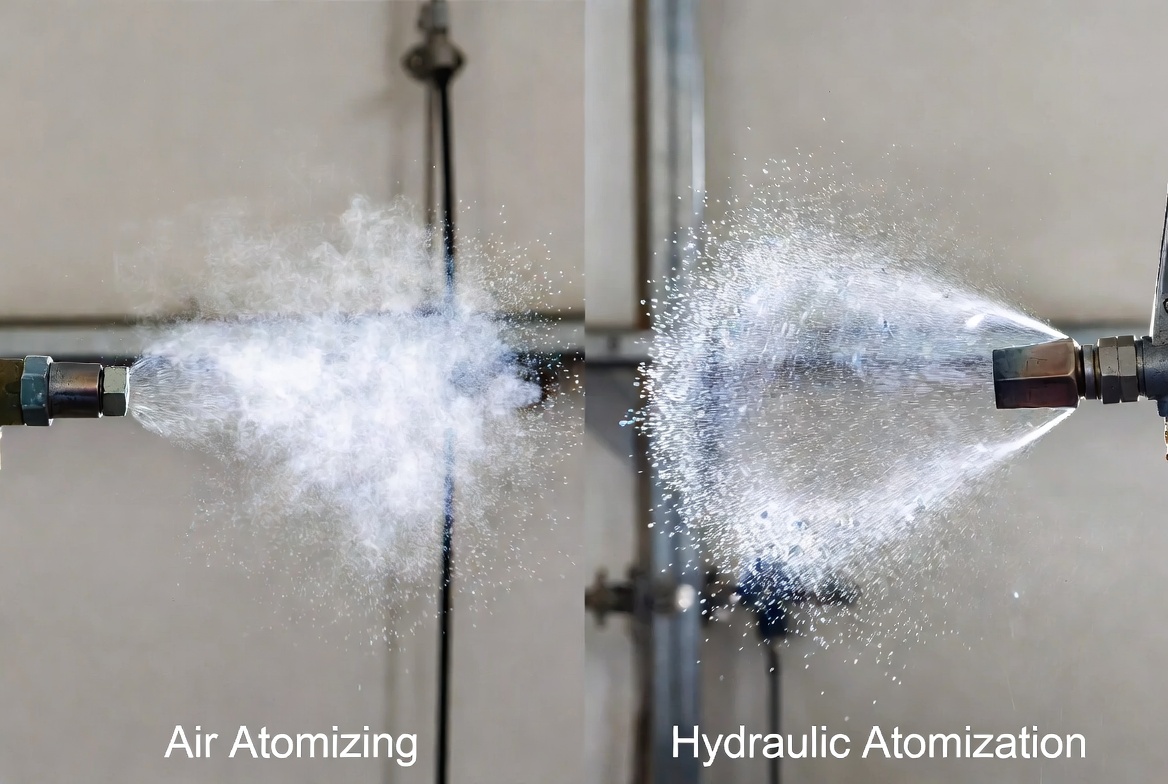
Resumen del fragmento destacado: La atomización de aire produce gotas ultrafinas de 10–50 μm adecuadas para recubrimientos finos de precisión de 5–50 μm, mientras que la atomización hidráulica genera gotas de 50–300 μm para películas de 50–300 μm de grosor. El primero alcanza una precisión de control de ±3 μm, mientras que el segundo ofrece una eficiencia de cobertura entre un 40 y un 60% superior.
! comparación de atomización entre aire e hidráulica
{kind=link}
Atomización de aire: Aproximación de Precisión a Baja Presión
Las toberas atomizadoras de aire utilizan aire comprimido (normalmente 0,5–6 bar) para cortar la pintura líquida en gotas finas. El diámetro de la gota suele oscilar entre 10–150 μm, y los sistemas de precisión alcanzan un tamaño medio de 20–40 μm.
Características clave:
-
Baja presión de funcionamiento (líquido: 0,1–4 bar; aire: 1–6 bar)
-
Relación aire-líquido ajustable de forma independiente
-
Fuerza de impacto muy baja (https://www.nozzle-intellect.com/blogDetail/what-is-nozzle-effective-impact-force-prevent-paint-waste/13.html) (0,5–1,5 N/cm²)
-
Alta eficiencia de transferencia (65–85% con sistemas HVLP)
"La menor velocidad del aire contribuye a una nube de pulverización más blanda que reduce el rebote del material del recubrimiento." — Patente estadounidense #5,284,299
Atomización hidráulica: Enfoque de eficiencia a alta presión
La atomización hidráulica (sin aire) se basa en fluidos a alta presión (30–200 bar, hasta 400 bar) forzados a través de un pequeño orificio, generando atomización por cizalladura y turbulencia.
Características clave:
-
Alta presión (30–200+ bar)
-
No se requiere aire comprimido
-
Alto caudal (1–10 L/min por tobera)
-
Fuerza de impacto fuerte (2,0–8,0 N/cm²)
- 0.1. Atomización de aire: Aproximación de Precisión a Baja Presión
- 0.2. Atomización hidráulica: Enfoque de eficiencia a alta presión
- 1. Comparación de precisión del control de espesor
- 1.1. Impacto en el coste de la desviación de espesor
- 1.2. Ventaja de precisión en atomización de aire
- 1.3. Características de atomización hidráulica
- 2. Comparación de parámetros clave
- 3. Matriz de selección de grosor de película
- 4. Estudios de caso de la industria
- 4.1. Caso 1: Llantas de automoción
- 4.2. Caso 2: Paneles interiores aeroespaciales
- 4.3. Caso 3: Fabricación de muebles
- 5. FAQ
- 5.1. ¿Qué determina las diferencias de grosor del recubrimiento?
- 5.2. ¿Se pueden combinar ambos métodos?
- 5.3. ¿Pueden los sistemas hidráulicos alcanzar la precisión de atomización del aire?
- 6. Conclusión
- 6.1. Elige atomización de aire si:
- 6.2. Elige atomización hidráulica si:
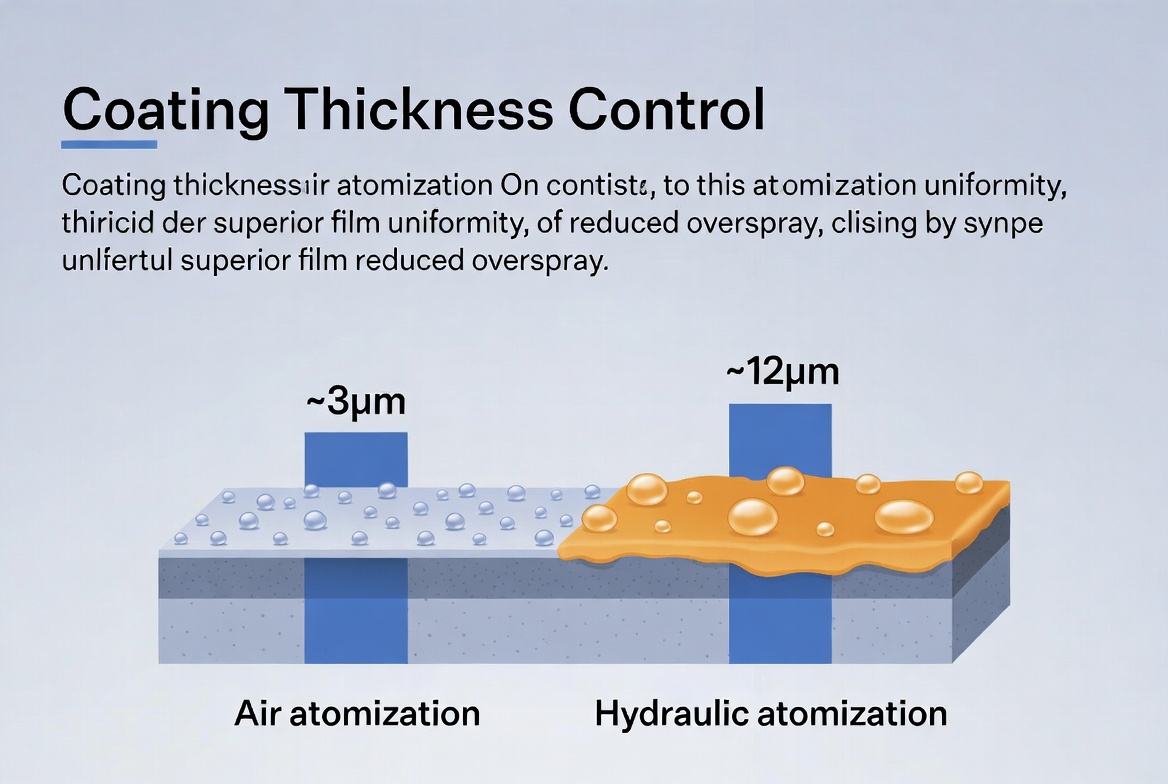
Comparación de precisión del control de espesor
! diagrama de precisión de espesor de recubrimiento
{kind=link}
Impacto en el coste de la desviación de espesor
Más del 60% de los defectos de recubrimiento están relacionados con problemas de control de grosor.
-
Un recubrimiento de 20 μm puede aumentar el coste anual de pintura entre un 18 y un 25%
-
El retrabajo en las líneas automotrices representa entre el 8 y el 15% del coste del recubrimiento
Ventaja de precisión en atomización de aire
Los sistemas de aire alcanzan una precisión ±3 μm en el control del grosor de la película bajo regulación de flujo en lazo cerrado.
Más adecuado para:
-
Recubrimientos finos (5–30 μm)
-
Recubrimientos ópticos/electrónicos
-
Recubrimientos funcionales multicapa
-
Geometrías complejas que requieren baja fuerza de impacto
Limitaciones:
-
Menor rendimiento para superficies grandes
-
Sensible a la calidad del aire (humedad/aceite)
-
Requiere ajuste de viscosidad para pinturas de alto contenido sólido
Características de atomización hidráulica
Los sistemas hidráulicos suelen alcanzar ±10–15 μm de precisión en condiciones estables.
Más adecuado para:
-
Recubrimientos gruesos (80–300 μm)
-
Materiales de alta viscosidad (>2000 cP)
-
Recubrimiento industrial de gran superficie
Desafíos:
-
Sensibilidad a la presión (respuesta no lineal de espesor)
-
El desgaste de la tobera afecta la estabilidad del flujo
-
El adelgazamiento de bordes requiere compensación de solapamiento
Comparación de parámetros clave
! pulverización-tobera-boquilla de precisión-aire-atomizador
{kind=link}
| Parámetro | Atomización de aire | Atomización hidráulica (sin aire) |
|---|---|---|
| Presión de funcionamiento | Líquido 0,1–4 bar / Aire 1–6 bar | 30–200+ barra |
| Tamaño de la gota | 10–150 μm (Dv50: 20–50 μm) | 50–500 μm (Dv50: 100–250 μm) |
| Precisión del espesor | ±3–5 μm | ±10–15 μm |
| Grosor óptimo de la película | 5–80 μm | 50–500 μm |
| Eficiencia en las transferencias | 65–85% | 35–55% |
| Fuerza de impacto | 0,5–1,5 N/cm² | 2,0–8,0 N/cm² |
| Rango de viscosidad | <500 cP | 50–5000 cP |
| Velocidad de cobertura | 5–15 m²/min | 20–60 m²/min |
| Requisito aéreo | Obligatorio | No es necesario |
Matriz de selección de grosor de película
| Grosor de la película | Método recomendado | Aplicaciones | Factores clave de control |
|---|---|---|---|
| 5–20 μm | Atomización de aire | Electrónica, recubrimientos ópticos | Control de la fuerza de impacto, regulación precisa del flujo |
| 20–50 μm | Atomización de aire | Automoción, electrodomésticos | Control de flujo en lazo cerrado, estabilidad ambiental |
| 50–100 μm | Híbrido | Imprimadores industriales | Optimización de coste vs precisión |
| 100–200 μm | Hidráulico | Estructuras marinas y de acero | Calibración de presión, monitorización del desgaste de la tobera |
| 200–500 μm | Hidráulico (De gran resistencia) | Offshore, oleoductos | Calentamiento, reducción de viscosidad |
Estudios de caso de la industria
! Caso de aplicación de recubrimiento industrial en spray
{kind=link}
Caso 1: Llantas de automoción
El cambio de la atomización hidráulica a la de precisión de aire redució:
-
Desviación de grosor: ±15 μm → ±4 μm
-
Residuos de pintura: -32%
-
Tasa de reestructuración: -85%
Caso 2: Paneles interiores aeroespaciales
La atomización por aire evitó daños en el sustrato:
-
Fuerza de impacto reducida a 0,6 N/cm²
-
Grosor CV < 2,5%
-
Cero microgrietas
Caso 3: Fabricación de muebles
Comparación hidráulica vs aire:
-
Hidráulico: más rápido (ventaja del 57% en el tiempo de ciclo)
-
Aire: 48% mejor eficiencia de materiales
-
Sistema de aire menor coste total a pesar de menor velocidad
FAQ
¿Qué determina las diferencias de grosor del recubrimiento?
Tamaño de la gota y distribución cinética de energía. Los sistemas de aire producen gotas más finas que requieren múltiples pasadas; Los sistemas hidráulicos depositan capas más gruesas por pasada.
¿Se pueden combinar ambos métodos?
Sí. Los procesos híbridos (recubrimiento base de aire + capa superior hidráulica) se utilizan ampliamente en la producción OEM de automóviles.
¿Pueden los sistemas hidráulicos alcanzar la precisión de atomización del aire?
Solo parcialmente. Con control de presión en lazo cerrado y monitorización en línea del espesor, se pueden alcanzar ±8 μm bajo condiciones limitadas.
Conclusión
La elección entre atomización por aire e hidráulica es fundamentalmente un equilibrio entre:
-
Precisión (Atomización de Aire)
-
Rendimiento (atomización hidráulica)
Elige atomización de aire si:
-
Requisito de grosor ≤ ±5 μm
-
Espesor de la película 5–80 μm
-
Recubrimientos de alto valor
-
Sustratos sensibles
Elige atomización hidráulica si:
-
Grosor de la película >100 μm
-
Alto volumen de producción
-
Recubrimientos de alta viscosidad
-
Prioridad de velocidad sobre control ultrafino