





Selección de material para boquillas de refrigeración resistentes a ácidos para la producción de acero inoxidable
Índice
- [Introducción: Por qué la selección de materiales es crítica en ambientes de enfriamiento ácido] (#1-introducción)
- Comprendiendo el entorno corrosivo en la producción de acero inoxidable
- [Comparación de materiales de tobera: rendimiento en condiciones ácidas] (comparación de materiales #3)
- [Parámetros de ingeniería que determinan la elección del material](#4-parámetros de ingeniería)
- [Coste total de propiedad: Economía de la selección de materiales] (análisis de costes #5)
- [Recomendaciones específicas de aplicación para zonas de refrigeración de acero](#6-recomendaciones-de aplicación)
- [Mejores prácticas de instalación y mantenimiento] (#7-mejores prácticas)
- FAQ
- Conclusión
1. Introducción: Por qué la selección de materiales es crítica en ambientes de enfriamiento ácido
En las líneas de producción de acero inoxidable—especialmente durante las operaciones de encurtido, desincrustación y refrigeración secundaria—las boquillas de refrigeración se enfrentan a uno de los entornos industriales más agresivos. La combinación de temperaturas elevadas (a menudo entre 400 y 900°C para enfriamiento directo por contacto del acero), medios pulverizados ácidos (pH 1,5–3,5 en secciones de decapado) y partículas abrasivas de escamas crea una tormenta perfecta para la degradación acelerada de la tobera.
Según nuestros datos de campo en varias acerías de Norteamérica y Europa, la falla prematura de la boquilla representa entre el 18 y el 25% del tiempo de inactividad no planificado en los sistemas de fundición continua y refrigeración de laminadores en caliente. La causa raíz casi siempre es la selección incorrecta de materiales durante la especificación inicial o proyectos de adaptación.
Esta guía proporciona a los ingenieros de procesos y responsables de mantenimiento un marco sistemático para seleccionar materiales de toberas resistentes al ácido basándose en datos reales de pruebas de corrosión, rendimiento en ciclos térmicos y análisis económicos. Aprenderás qué materiales sobreviven en entornos de niebla de ácido sulfúrico, cómo calcular los costes del ciclo de vida basados en materiales y cómo evitar los tres errores de especificación más comunes que conducen a un reemplazo prematuro de toberas.
Lo que ganarás con esta guía:
- Datos cuantitativos de velocidad de corrosión para seis materiales comunes de toberas en aplicaciones de refrigeración de acero ácido
- Matriz de decisión de ingeniería para la selección de materiales basada en pH, temperatura y contenido abrasivo
- Comparación económica trabajada mostrando el coste total de propiedad durante 24 meses
- Prácticas de instalación probadas en campo que extienden la vida útil de la tobera entre un 30 y un 40%
2. Comprendiendo el entorno corrosivo en la producción de acero inoxidable
2.1 Mecanismos de corrosión primarios
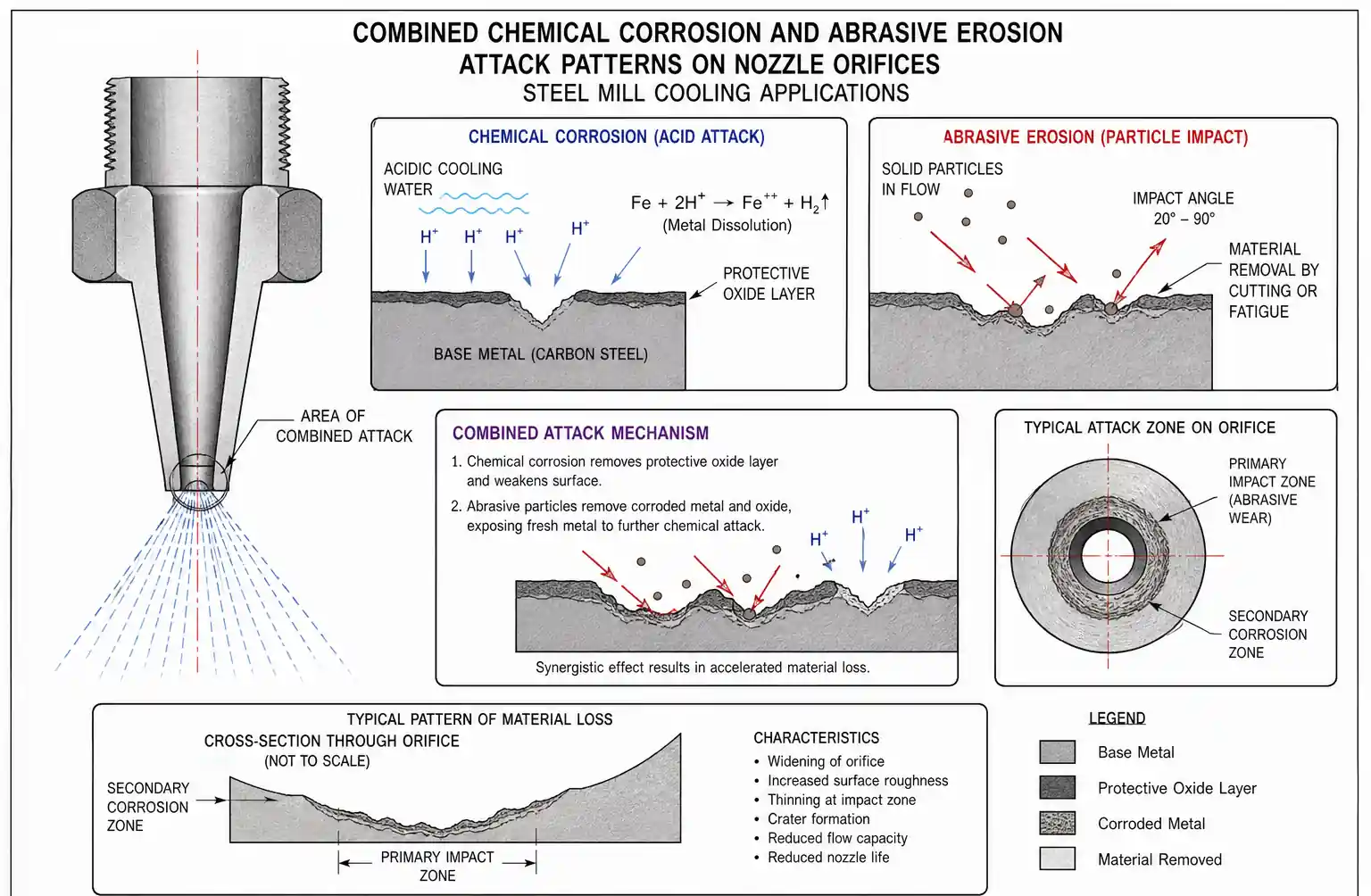
Los sistemas de refrigeración de producción de acero inoxidable exponen las toberas a tres mecanismos de ataque simultáneos:
Corrosión química: El agua de enfriamiento ácida (que normalmente contiene ácidos residuales de decapado—ácido sulfúrico, clorhídrico o nítrico en concentración del 0,5–5%) ataca las superficies metálicas. La tasa de corrosión sigue una relación exponencial con la temperatura; para toberas austeníticas de acero inoxidable, duplicar la temperatura del agua de 40°C a 80°C puede aumentar la penetración de corrosión entre 3 y 4 veces.
Erosión-corrosión: Pulverización de alta velocidad (velocidades típicas de salida de la tobera de 15–30 m/s) combinada con partículas de óxido de hierro suspendidas (50–200 micras, concentraciones de 100–500 ppm) crea desgaste mecánico que elimina las capas protectoras de óxido más rápido de lo que pueden reformarse. En nuestras pruebas de desgaste acelerado, 316 toberas de acero inoxidable que operaban a 60 PSI con un 2% de H₂SO₄ y 200 ppm de abrasivo mostraron un agrandamiento del orificio del 8–12% tras solo 720 horas de funcionamiento.
Choque térmico: Las toberas que rocian acero a 600–800°C mientras el suministro de agua permanece a 25–40°C experimentan ciclos térmicos que inducen microgrietas en materiales frágiles y aceleran la corrosión intergranular en aleaciones austeníticas.
2.2 Parámetros Ambientales Críticos
Al especificar los materiales de las toberas, deben cuantificarse estos cuatro parámetros:
| Parámetro | Rango típico en refrigeración de acero | Impacto en la selección de materiales |
|---|---|---|
| pH del medio pulverizador | 1,5–3,5 (secciones de encurtido), 5,5–7,5 (refrigeración secundaria) | pH < 3 elimina acero al carbono, requiere un mínimo de 316L |
| Temperatura de funcionamiento | Rociar agua a 25–60°C; Superficie de acero 400–900°C | Por encima de 200°C elimina los plásticos; El choque térmico requiere materiales dúctiles |
| Contenido abrasivo | 50–500 ppm de óxido de hierro, partículas de escama | Por encima de 200 ppm se requieren materiales endurecidos (cerámica, carburo) |
| Presión de funcionamiento | 30–120 PSI (2–8 compas) | Una mayor presión aumenta la velocidad de erosión; carburo recomendado por encima de 80 PSI con abrasivos |
Un error de ingeniería común es especificar materiales únicamente en función del pH sin tener en cuenta el contenido abrasivo. Hemos visto 316 boquillas de acero inoxidable especificadas para ambientes de pH 2,8 durar 18 meses en niebla ácida limpia, pero fallar en 6 meses cuando el mismo ácido transportaba partículas a escala de 150 ppm.
! 1-mecanismo de erosión de corrosión-tobera de enfriamiento de acero
{kind=link}
3. Comparación de materiales de toberas: Rendimiento en condiciones ácidas
3.1 Categorías de materiales y resistencia a la corrosión
Los seis materiales comúnmente especificados para toberas de refrigeración de acero se dividen en tres niveles de rendimiento:
Nivel 1 – Resistencia básica a la corrosión (pH 5–7, baja abrasividad):
- Acero inoxidable 304: Adecuado para agua de refrigeración neutra o ligeramente ácida; falla rápidamente por debajo del pH 4
- Acero inoxidable 316/316L: Estándar industrial para resistencia moderada a ácidos; adecuado para pH 3–7 con bajos abrasivos
Nivel 2 – Mayor resistencia a ácidos y abrasión (pH 2–6, abrasivo moderado):
- Hastelloy C-276: aleación de níquel-molibdeno-cromo; Excelente resistencia a los ácidos pero resistencia limitada a la agresión
- Cerámica (alúmina 95–99,5%): Ácidos sobresalientes y resistencia moderada a la abrasión; frágiles bajo el choque térmico
Nivel 3 – Ambiente extremo (pH 1,5–4, alto abrasivo, ciclo térmico):
- Carburo de silicio: Dureza excepcional (2500 HV) e inercia ácida; mejor resistencia a la abrasión pero frágil
- Carburo de tungsteno: opción más dura (1500–1800 HV); excelente vida útil pero resistencia moderada a los ácidos (no apto por debajo del pH 2)
3.2 Comparación de rendimiento cuantitativo
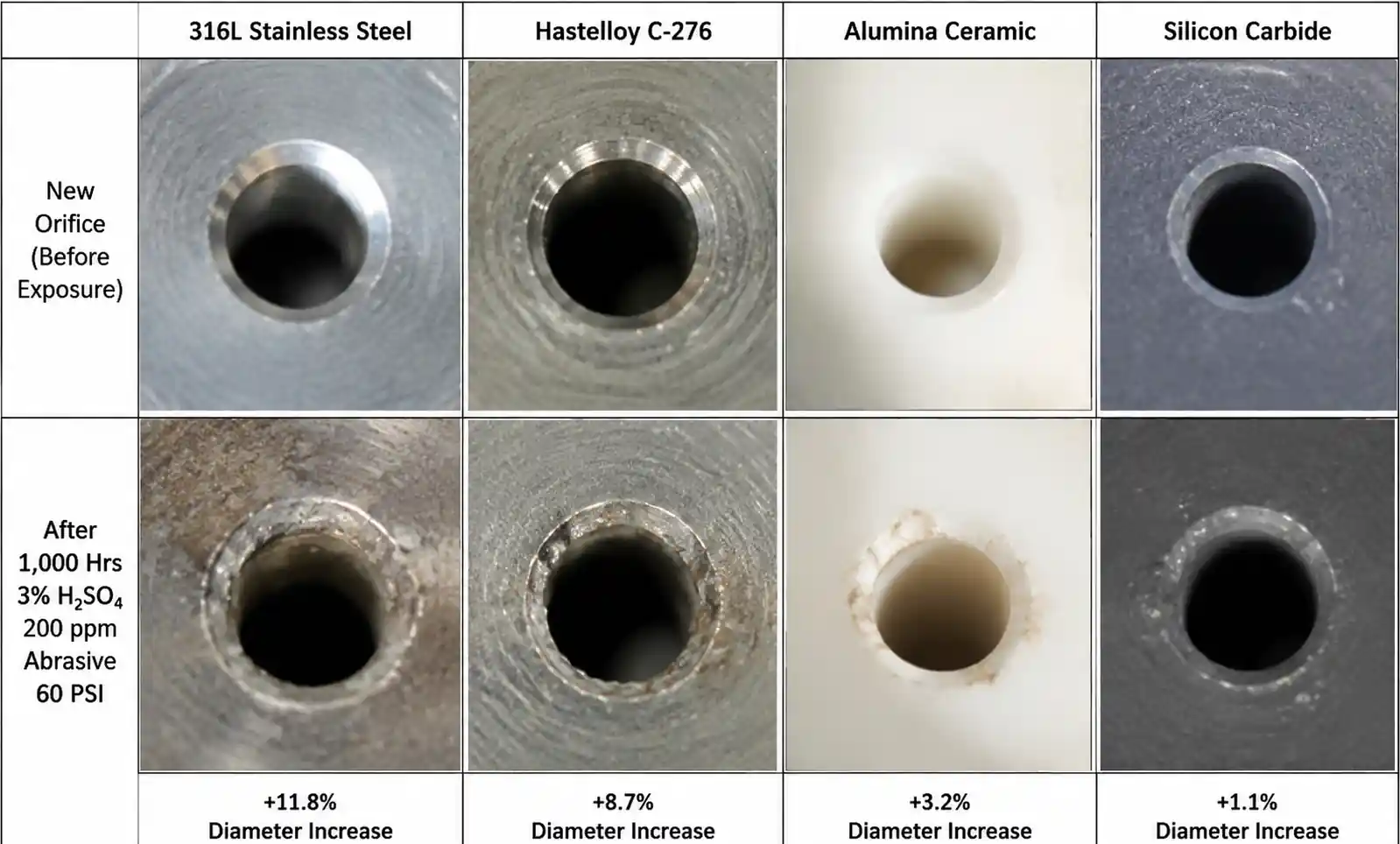
Basado en datos de pruebas de inmersión ASTM G31 y validación de campo de tres acerías europeas:
| Material | Tasa de corrosión en 3% H₂SO₄ a 60°C (mm/año) | Tasa de desgaste abrasivo (agrandamiento de orificio, %/1000 hrs) | Coste relativo (316L = 1,0) | Vida útil típica (meses) |
|---|---|---|---|---|
| 304 SS | 0,45–0,62 | 6–8% | 0,85 | 6–9 |
| 316L SS | 0.18–0.25 | 5–7% | 1.0 | 12–18 |
| Hastelloy C-276 | 0,02–0,04 | 4–6% | 8.5 | 36–48 |
| Alúmina 99% | <0,01 | 2–3% | 3.2 | 24–36 |
| Carburo de silicio | <0,01 | 0,8–1,2% | 4.5 | 48–60 |
| Carburo de tungsteno | 0,08–0,12* | 0,5–0,9% | 6.0 | 36–48 |
*El carburo de tungsteno muestra corrosión acelerada por debajo del pH 2 debido a la disolución del aglutinante de cobalto.
Principales perspectivas de ingeniería a partir de estos datos:
El carburo de silicio ofrece una vida útil 5–6 veces mayor que el 316L en entornos combinados ácido-abrasivos, a pesar de ser 4,5 veces más caro al principio. Si se tienen en cuenta los costes de mano de obra de reemplazo (180–250 dólares por cada cambio de tobera incluyendo el tiempo de inactividad), el carburo de silicio consigue un coste total de propiedad entre un 40 y un 50% menor en 36 meses.
Hastelloy C-276 destaca en ambientes puramente ácidos (bajo abrasivo) donde su ductilidad previene la grieta por choque térmico. Sin embargo, en zonas de enfriamiento de alta abrasividad (escala >200 ppm), las cerámicas la superan significativamente.
El 316L sigue siendo la opción económica para zonas de refrigeración secundaria con pH > 4 y contenido abrasivo < 100 ppm, especialmente en aplicaciones donde el choque térmico es mínimo.
! Comparación de desgaste de materiales de 2 boquillas
{kind=link}
4. Parámetros de ingeniería que determinan la elección de materiales
4.1 La matriz de selección pH-temperatura-abrasivo
La selección de materiales no puede basarse en un solo parámetro. La interacción entre pH, temperatura y contenido abrasivo crea zonas de rendimiento de materiales distintas. A partir de nuestra base de datos de ingeniería de aplicaciones que abarca 180+ instalaciones de acería, hemos mapeado estas zonas en una matriz de decisión práctica.
Marco de decisión:
Zona 1 – Ambiente templado (pH 5–7, T < 80°C, abrasivo < 100 ppm): Material recomendado: acero inoxidable 316L Justificación: Rentable con margen de corrosión adecuado. El aumento esperado del orificio del 5–7% en 12–15 meses permite una programación predecible de reemplazos.
Zona 2 – Ácido moderado (pH 3–5, T < 100°C, abrasivo 100–300 ppm): Material recomendado: Cerámica alúmina (95–99% de pureza) Justificación: Excelente resistencia a los ácidos con buen rendimiento abrasivo. Evitarlo en aplicaciones con ciclos térmicos rápidos (>50°C/minuto) debido a su fragilidad.
Zona 3 – Alto ácido, alto abrasivo (pH 1,5–3,5, variable T, abrasivo > 300 ppm): Material recomendado: carburo de silicio Justificación: Solo material que mantenga <2% de agrandamiento del orificio durante 36 meses en ataques combinados extremos. La naturaleza frágil requiere un montaje adecuado para evitar daños por impacto durante el mantenimiento. Zona 4 – Ácido puro, bajo abrasivo (pH 1,5–3, T < 90°C, abrasivo < 50 ppm): Material recomendado: Hastelloy C-276 Justificación: Ductilidad superior previene las grietas; exceso en ambientes abrasivos donde la cerámica es más económica. Zona 5 – Choque térmico extremo (superficie de acero T > 700°C, pulverización agua T < 40°C): Material recomendado: 316L SS o Hastelloy para ductilidad Justificación: Aunque las cerámicas resisten mejor la corrosión, las microgrietas inducidas por choque térmico conducen a fallos catastróficos. Los materiales dúctiles absorben el esfuerzo térmico mediante deformación elástica.
4.2 Estabilidad del caudal como criterio de selección de materiales
El agrandamiento del orificio de la boquilla afecta directamente a la uniformidad de la refrigeración y al consumo de agua. En los sistemas de refrigeración secundaria para colada continua, mantener un caudal dentro del ±8% del diseño es fundamental para evitar la formación de grietas internas en los tarugos.
Tasas de deriva de flujo específicas de materiales a partir de mediciones de campo:
| Material | Cambio de caudal tras 12 meses (a 60 PSI, 3% H₂SO₄, 200 ppm abrasivo) |
|---|---|
| 316L SS | +18–24% (debido al aumento del 6–8% del diámetro) |
| Hastelloy C-276 | +12–15% |
| Alúmina 99% | +6–9% |
| Carburo de silicio | +2–4% |
Estos datos revelan por qué muchas acerías sobreespecifican el flujo de agua de refrigeración en un 20–25% en la fase de diseño del sistema para compensar el inevitable desgaste de la boquilla de 316L. Un enfoque más económico es especificar toberas de carburo de silicio y diseñar solo un margen de flujo del 5%, reduciendo el tamaño de la bomba, el consumo energético y la capacidad de tratamiento de agua.
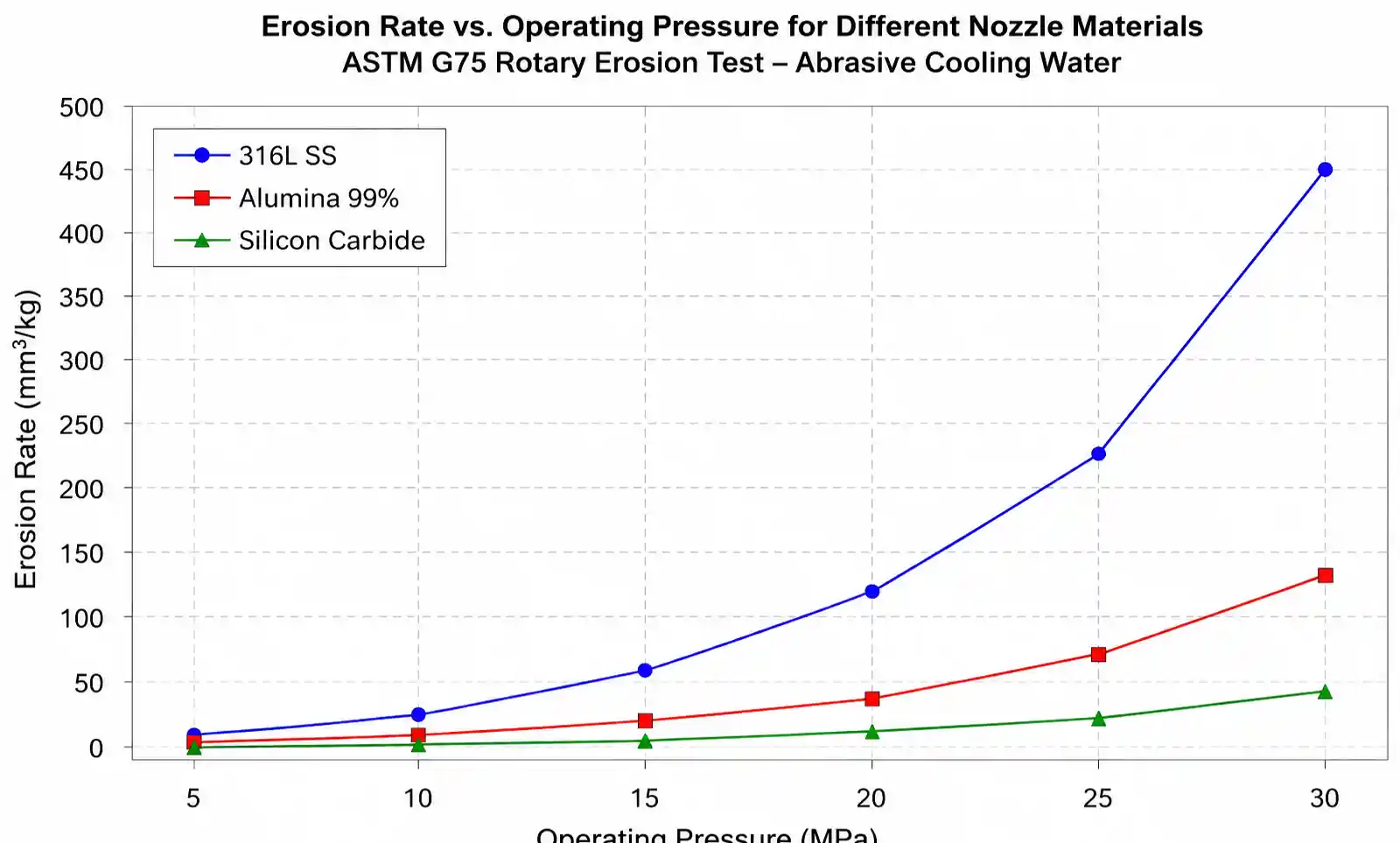
4.3 Caída de presión y velocidad de erosión
La relación entre la presión de funcionamiento y la tasa de erosión es no lineal. La erosión sigue aproximadamente:
Tasa de erosión ∝ (velocidad)²·⁵
Esto significa que duplicar la presión de pulverización de 40 a 80 PSI aumenta la velocidad en ~1,4 veces pero incrementa la tasa de erosión en aproximadamente 1,4²·⁵ ≈ 1,9 veces.
Pautas prácticas:
- Para presiones superiores a 80 PSI con contenido abrasivo >150 ppm, los materiales cerámicos o de carburo se justifican económicamente incluso si la concentración de ácido es moderada (pH 4–5).
- Si la presión del sistema puede reducirse de 100 PSI a 60 PSI manteniendo la cobertura (aumentando el número de toberas u optimizando el ángulo de pulverización), el ahorro en el coste del material puede superar el coste adicional de la tobera.
- En nuestro trabajo con un fabricante alemán de acero automotriz, reducir la presión en el colector de 90 a 65 PSI y cambiar de 24 toberas de alúmina a 32 de 316L redujo el coste anual de las toberas en un 31% y mejoró la uniformidad de refrigeración.
! 3-curva de relaciones de erosión de velocidad-presión
{kind=link}
5. Coste total de propiedad: Economía de la selección de materiales
Modelo de coste del ciclo de vida 5.1
Especificar las boquillas únicamente en función del precio unitario conduce a resultados económicos subóptimos. Un análisis adecuado de TCO debe incluir coste inicial, frecuencia de reemplazo, mano de obra para cambios, inactividad del sistema y costes secundarios como el aumento del consumo de agua por orificios desgastados.
Suposiciones para la comparación a 24 meses (colector de refrigeración de 16 toberas):
- Horario de operación: 6.000 horas/año (250 días, 24 horas de funcionamiento)
- Mano de obra de reemplazo: 4 horas por cambio @ $85/hora tarifa de taller = $340/evento
- Coste de inactividad: pérdida de producción de 1.200 $/hora (modesto para acerías)
- Coste del agua: 0,08 $/1.000 galones
- Caudal medio de la tobera: 3,2 GPM @ 60 PSI (condición de diseño)
5.2 Análisis Comparativo de Costes
| Material | Coste unitario ($/boquilla) | Intervalo de reemplazo (meses) | Reemplazos en 24 meses. | Coste inicial (16 toberas) | Coste del material de reemplazo | Coste laboral | Coste de inactividad | Coste excedente del agua* | Coste total a 24 meses |
|---|---|---|---|---|---|---|---|---|---|
| 316L SS | $18 | 12 | 1 | $288 | $288 | 340 $ | $1,200 | $1,840 | $3,956 |
| Hastelloy C-276 | $153 | 36 | 0 | $2,448 | $0 | $0 | $0 | 460 $ | $2,908 |
| Alúmina 99% | 58 $ | 24 | 0 | 928 $ | $0 | $0 | $0 | 690 $ | $1,618 |
| Carburo de silicio | 81 $ | 48+ | 0 | $1,296 | $0 | $0 | $0 | $230 | $1,526 |
*Coste excedente del agua calculado a partir de la ampliación media del orificio durante el periodo, asumiendo 6.000 horas de funcionamiento al año.
Principales perspectivas financieras:
El carburo de silicio ofrece el menor TCO a 24 meses a pesar de ser 4,5 veces más caro que el 316L. La eliminación de un ciclo de reemplazo ahorra 1.540 dólares en mano de obra y tiempo de inactividad, y la resistencia al desgaste superior reduce el consumo de agua en 1.610 dólares en comparación con 316L.
Hastelloy C-276 es económicamente viable solo en ambientes de ácido puro donde su ductilidad previene fallos por choque térmico que provoquen agrietaciones en cerámicas. En los entornos abrasivos típicos de la refrigeración de acero, la alúmina o el carburo de silicio lo superan económicamente.
Para operaciones o aplicaciones con presupuesto limitado y fácil acceso para mantenimiento, el 316L sigue siendo defendible si los intervalos de reemplazo coinciden con los parados de mantenimiento planificados, eliminando así los costes de inactividad no planificados.
5.3 Análisis de punto de equilibrio
¿Cuándo compensa actualizar de 316L a carburo de silicio?
Inversión incremental: $81 - $18 = $63/boquilla × 16 boquillas = $1.008
Ahorro anual por evitar el reemplazo:
- Material: 288 $
- Mano de obra: 340 $
- Tiempo de inactividad: 1.200 $
- Exceso de agua: $1,380
- Ahorro anual total: $3,208
Periodo de recuperación: 1.008 ÷ 3.208 = 3,8 meses
En aplicaciones de refrigeración en acerías con funcionamiento continuo y altos costes de inactividad, los materiales premium suelen lograr la rentabilidad en 4–6 meses.
6. Recomendaciones específicas para la aplicación de zonas de refrigeración de acero
6.1 Enfriamiento de la línea de encurtido (pH 1,5–2,5, alto acidez)
Entorno: Contacto directo con niebla de ácido sulfúrico o clorhídrico, temperaturas 40–80°C, contenido abrasivo moderado de cristales de sulfato de hierro.
Material recomendado: Hastelloy C-276 o carburo de silicio
Justificación: Esta es la zona más agresiva químicamente. El 316L falla en 3–6 meses debido a la corrosión rápida por picaduras. Hastelloy destaca en ambientes de ácido puro; Se prefiere el carburo de silicio si el contenido abrasivo supera los 100 ppm o si hay ciclo térmico. Evita las cerámicas de alúmina: hemos documentado fallos catastróficos cuando el ácido penetra a lo largo de los límites de grano en grados de menor pureza (<99%).
Tipo de boquilla: Cono completo o cono hueco para el fregado de gases; Ventilador plano para la refrigeración de la superficie de la tira. Ángulos típicos de pulverización: 60–90°.
Ejemplo de campo: Una fábrica de acero inoxidable polaca sustituyó las boquillas 304 SS (con una duración de 4–5 meses) por Hastelloy C-276 en su sección de encurtido HCl. Tras 38 meses, la degradación del caudal era solo del 6% y no era necesario reemplazar toberas. Ahorro total en tres años: 18.400 dólares para un sistema de 32 toberas.
6.2 Enfriamiento secundario por colada continua (pH 5–7, abrasivo moderado)
Entorno: Agua de refrigeración relativamente neutra (puede contener inhibidores de incrustación en pH 6,5–7,2), temperaturas 30–50°C, contenido abrasivo 80–200 ppm de la escala del molino.
Material recomendado: acero inoxidable 316L o cerámica alúmina
Justificación: La corrosión no es el modo principal de fallo aquí: la erosión por partículas de escama domina. 316L es adecuado para <120 ppm de abrasivo; Por encima de ese umbral, la alúmina ofrece una vida útil de 2 a 3 veces mayor a un coste moderado. El choque térmico es mínimo, ya que el agua pulverizada y la superficie de acero experimentan cambios graduales de temperatura.
Tipo de tobera: Boquillas de ventilador planas (ángulos de pulverización 40–80°) para una película de agua uniforme sobre la superficie del lingote. La superposición adecuada es fundamental para evitar puntos débiles.
Ejemplo de cálculo de espaciado:
Para toberas de ventilador planas a 65° a 60 PSI, ancho de pulverización W = 2 × H × beige (65°/2), donde H = distancia de distancia.
En H = 200 mm: Ancho = 2 × 200 × beige (32,5°) ≈ 255 mm.
Para un 30% de solapamiento: espaciado entre boquillas = 0,7 × 255 = 178 mm de centro a centro.
6.3 Descalcificación de Laminador de Tiras Calientes (pH 4–6, presión muy alta, abrasivo extremo)
Medio ambiente: Agua a alta presión (1.500–3.000 PSI / 100–200 bar) para eliminar la incrustación del molino, temperaturas 50–70°C, contenido abrasivo 300–600 ppm.
Material recomendado: carburo de tungsteno o carburo de silicio (la dureza es fundamental)
Justificación: Las presiones extremas de operación generan velocidades de salida de 80–120 m/s, creando una erosión intensa. Incluso un agrandamiento del orificio del 10% causa una pérdida de presión inaceptable y una descalcificación incompleta. Solo los materiales de carburo mantienen la geometría del orificio en estas condiciones. Se prefiere el carburo de tungsteno para pH > 3; carburo de silicio por debajo de pH 3 para evitar la corrosión del aglutinante de cobalto.
Tipo de tobera: Ventilador plano con ángulos de pulverización estrechos (15–25°) para una fuerza de impacto elevada. Tamaños de orificio suelen ser de 1,2 a 2,0 mm.
Modo de fallo común: Grietas en el inserto de carburo debido a un par inadecuado durante la instalación o golpe de ariete por ciclado rápido de válvulas. Utiliza siempre una llave dinamométrica (8–12 N·m para roscas M10) e instala amortiguadores de pulsos aguas arriba.
! instalación de boquilla de descalcificación de 4 aceros
{kind=link}
7. Mejores prácticas de instalación y mantenimiento
7.1 Directrices de instalación para maximizar el rendimiento del material
Incluso el material de tobera más caro rendirá por debajo de la calidad si la instalación introduce concentradores de tensiones o contaminación. Estas prácticas probadas en el campo extienden la vida útil de la tobera entre un 30 y un 40%:
Selección adecuada de sellador de rosca:
- Usar cinta PTFE (3–4 vueltas) para boquillas roscadas 316L y Hastelloy
- Para boquillas cerámicas y de carburo, usar pasta antigripante de alta temperatura (a base de níquel o cobre) para evitar la formación de agallas durante la extracción
- Nunca usar droga para tuberías que contenga zinc o plomo: esto acelera la corrosión galvánica
Especificaciones de par:
Las toberas cerámicas y de carburo son frágiles y se agrietan con un par de motor excesivo. Valores recomendados:
- NPT 1/8": 4–6 N·m (35–50 lb·in)
- NPT 1/4": 8–12 N·m (70–105 lb·in)
- 1/2" NPT: 18–24 N·m (160–210 lb·in)
Un exceso de torsión solo en un 30% puede inducir microgrietas que se propagan durante el ciclo térmico, causando fallos en cuestión de semanas.
Pre-descarga:
Antes de instalar nuevas toberas, enjuague los colectores de alimentación durante 5–10 minutos a máxima presión de funcionamiento para eliminar escoria de soldadura, astillas de rosca y incrustaciones. Hemos documentado decenas de casos en los que restos de instalación se alojaron en toberas nuevas de carburo, provocando obstrucción inmediata y grietas en el orificio cuando los operadores intentaron despejar obstrucciones con alta presión.
Tamaño de malla del colador:
Instala coladores de 100 mallas (150 micras) aguas arriba de las boquillas cerámicas y de carburo. Las partículas más grandes pueden astillar los bordes de los orificios durante los transitorios de arranque. Para 316L y Hastelloy, 40 mallas (400 micras) es suficiente.
7.2 Criterios predictivos de mantenimiento y reemplazo
Monitorización del caudal:
Instala caudalímetros en zonas críticas de refrigeración y sigue el flujo frente a la presión mensualmente. Cuando el caudal aumenta en un >12% a presión constante, el reemplazo de la tobera se justifica económicamente (el coste del agua y la inuniformidad de la refrigeración superan el coste de reemplazo).
Para un colector de 16 toberas que opera 6.000 horas al año a un caudal de diseño de 3,2 GPM:
- Aumento del 12% del caudal = +0,38 GPM por tobera = +6,1 GPM total
- Excedente anual de agua = 6,1 GPM × 60 min/h × 6.000 hr ≈ 2,19 millones de galones
- A $0,08/1.000 galón: desperdicio anual = $175
Si la sustitución de la tobera cuesta 90 $ (material + mano de obra por boquilla), el punto de equilibrio se produce con un aumento de caudal aproximado del 10% en la mayoría de las instalaciones.
Intervalos de inspección visual:
- 316L y Hastelloy: cada 6 meses (busca picaduras, alargamiento del orificio, corrosión de rosca)
- Cerámica y carburos: cada 12 meses (comprobar si hay astillas, grietas, decoloraciones que indican daños térmicos)
Estrategia de repuestos:
Mantener un inventario de repuesto del 25% para boquillas cerámicas y de carburo debido a tiempos de entrega más largos (4–8 semanas frente a 1–2 semanas para boquillas metálicas). Para zonas de refrigeración críticas, mantén un conjunto completo de cabezales en stock para permitir cambios rápidos durante cortes no planificados.
7.3 Resolución de fallos comunes relacionados con materiales
| Síntoma | Causa probable | Solución |
|---|---|---|
| Pitting rápido (en 3–6 meses) | Resistencia insuficiente a la corrosión para el pH real | Mide el pH real en la ubicación de la boquilla (no solo en el suministro de agua): las zonas estancadas pueden bajar a pH 3–4. Material de mejora. |
| Inserto cerámico agrietado | Sobretorque o choque térmico | Verifica el procedimiento de par; si hay choque térmico, cambiar a Hastelloy o reducir la diferencia de temperatura al pulverizar |
| El caudal solo aumenta en algunas toberas | Distribución desigual del abrasivo | Revisar las tuberías de cabecera para detectar erosión que genere turbulencia local; rediseñar deflectores internos o actualizar esas toberas a carburo |
| Obstrucción de orificios | Malla de colador sobredimensionada o precipitación salina | Reducir el tamaño de la malla del colador a 150 micras; Comprueba si hay precipitación de calcio/sal de hierro—puede que necesite ajustar el tratamiento del agua |
| Agallado de hilo durante la retirada | Contacto metálico diferente o sin anti-gripado | Usa siempre anti-gripe en los hilos; Considera cambiar a roscas del mismo material (por ejemplo, tobera de 316L en el colector de 316L) |
! Comparación de modos-fallo de 5 toberas
{kind=link}
8. Preguntas frecuentes
P1: ¿Puedo mezclar diferentes materiales de boquilla en el mismo conector de refrigeración?
R: Sí, pero con precaución. La mezcla de materiales es común cuando los proyectos de remodelación solo se dirigen a las zonas más degradadas. Asegúrate de que no haya contacto directo metal con metal entre materiales diferentes (por ejemplo, la tobera Hastelloy en el colector de acero al carbono); esto crea células galvánicas que aceleran la corrosión. Usa arandelas aislantes o recubre las roscas del colector con epoxi. También verifica que todas las toberas tengan el mismo coeficiente de flujo a tu presión de funcionamiento; De lo contrario, crearás desequilibrios de flujo.
P2: ¿Cómo sé si mi entorno es "altamente abrasivo" sin pruebas de laboratorio?
R: Una prueba práctica de campo: instalar una boquilla cerámica y una de 316L una al lado de la otra en el mismo colector. Después de 3 meses, mide el cambio en el diámetro del orificio con manómetros de pasador. Si 316L muestra un aumento del >4% mientras que la cerámica muestra <1,5%, el contenido abrasivo es lo suficientemente alto como para justificar la cerámica/carburo en todo el sistema. Si ambos se degradan de forma similar, la corrosión ácida predomina y Hastelloy puede ser más rentable.
P3: ¿Las boquillas cerámicas requieren procedimientos especiales de limpieza?
R: Sí—nunca uses cepillos o raspadores de metal en orificios cerámicos; Esto provoca chips microscópicos que se convierten en sitios de inicio de grietas. Utiliza limpieza ultrasónica (40 kHz, 10–15 minutos en solución de ácido cítrico al 5%) o cepillos suaves de nailon. Para depósitos de cochinillas persistentes, remoja en ácido fosfórico al 10% durante 30 minutos y luego enjuaga bien.
P4: ¿Cuál es el límite de temperatura para boquillas de polímero como PVDF o PEEK?
R: El PVDF está clasificado para 135°C y PEEK para 250°C, pero estos límites no suponen tensión mecánica. En aplicaciones de refrigeración en acererías donde el spray contacta superficies a 600–900°C, el calor radiante reflejado a menudo supera los límites de polímero, incluso si el agua pulverizada es solo de 40°C. No recomendamos boquillas de polímero para ninguna aplicación de refrigeración directa de acero. Solo son adecuados para zonas de pre-enfriamiento donde la temperatura del acero está por debajo de 250°C y la distancia de separación supera los 500 mm.
P5: ¿Cómo afecta la dureza del agua a la selección del material?
R: El agua dura (>200 ppm de CaCO₃) acelera la obstrucción de orificios mediante la formación de escamas de calcio, especialmente cuando el pH > 7 y la temperatura del agua > 60°C. Esto afecta a todos los materiales por igual. La solución es el tratamiento del agua (ablandamiento o inyección de polifosfato), no la mejora del material. Sin embargo, si no puedes tratar el agua, especifica boquillas con orificios más grandes (≥2,0 mm) y acepta caudales más altos: los orificios más grandes se obstruyen con menos frecuencia.
P6: ¿Puedo reparar boquillas de cerámica o carburo erosionadas?
R: No—la erosión y la corrosión eliminan el material de forma permanente. El daño en el orificio no se puede revertir. Evita "reparaciones de emergencia" como taladrar orificios obstruidos para restaurar el flujo; Esto destruye el patrón de pulverización y normalmente agrieta la cerámica. La única reparación económica es la sustitución completa de los insertos con insertos extraíbles (común en diseños de orificios grandes).
P7: ¿Qué ángulo de pulverización debería especificar para las boquillas resistentes al ácido?
R: La selección del ángulo de pulverización depende de la geometría de cobertura, no del material. Sin embargo, los ángulos de pulverización más amplios (>80°) provocan una velocidad de erosión entre orificio y borde ligeramente mayor en ambientes abrasivos. Si estás operando al límite de la capacidad del material (por ejemplo, empujando 316L a condiciones límite), considera reducir el ángulo de pulverización de 80° a 65° y añadir más boquillas; esto reduce el esfuerzo por tobera y puede prolongar la vida útil entre un 20 y un 30%.
P8: ¿Cuánto tiempo puedo esperar ver un retorno de inversión al actualizar a materiales premium?
R: Según nuestro modelo TCO (Sección 5), el retorno suele ocurrir en 4–6 meses para operaciones continuas con altos costes de inactividad. Para operaciones por lotes con ventanas de mantenimiento planificadas, el retorno se extiende a 10–14 meses, ya que los costes de inactividad no planificada son menores. El factor clave no es el coste de los materiales, sino evitar tiempos de inactividad: si la pérdida de producción supera los 800 dólares/hora, los materiales premium casi siempre se devuelven en un plazo de 6 meses.
9. Conclusión
La selección de materiales para las boquillas de refrigeración en la producción de acero inoxidable no es una decisión única para todos. La elección óptima surge de evaluar sistemáticamente la interacción entre pH, temperatura, contenido abrasivo, presión de funcionamiento y restricciones económicas.