





¿Por qué los bordes de tu papel son desiguales? 3 señales de advertencia: tu boquilla de corte está desgastada
TL; DR: Las boquillas de recorte desgastadas provocan bordes irregulares del papel, aumento de las roturas de la banda y costosos tiempos de inactividad en el fresador. En esta guía, aprenderás las tres señales críticas de advertencia del desgaste de la boquilla, los costes ocultos de un reemplazo retrasado y estrategias prácticas para mantener el corte de bordes preciso en tu máquina de papel.
- 1. Fragmento destacado
- 2. Entendiendo las boquillas de recorte de bordes de papel
- 3. Signo 1: Deshilachamiento visible del borde y protuberancia de la fibra
- 3.1. Qué buscar en el carrete
- 4. Signo 2: Patrón de pulverización inconsistente y pérdida de presión
- 4.1. Métodos de diagnóstico para tu equipo de mantenimiento
- 5. Signo 3: Aumento de las rupturas de láminas y acumulación de polvo
- 5.1. El cálculo del coste de ruptura
- 6. Los costes ocultos del reemplazo tardío de la boquilla
- 6.1. Análisis de dimensiones de costes
- 7. Comparación de materiales de toberas: Cuándo actualizar
- 7.1. Comparación de especificaciones técnicas
- 8. Aplicaciones en la industria: Recorte de bordes en grados de papel
- 8.1. Caso 1: Papel fino y grados especiales
- 8.2. Caso 2: Cartón de forro Kraft (fibra reciclada)
- 8.3. Caso 3: Producción de pañuelos y toallas
- 9. FAQ: Mantenimiento de boquillas de fábrica de papel
- 9.1. ¿Con qué frecuencia deberían cambiarse las boquillas de recorte?
- 9.2. ¿Qué causa el desgaste de las boquillas de recorte en las máquinas de papel?
- 9.3. ¿Puede el desgaste de la boquilla afectar a la velocidad de la máquina de papel en la máquina?
- 9.4. ¿Cómo mido la degradación del patrón de pulverización?
- 9.5. ¿A qué presión deben funcionar las boquillas de recorte de bordes de papel?
- 10. Conclusión: Protege la calidad de tu filo
Fragmento destacado
El desgaste de la boquilla de corte se refiere a la degradación gradual del orificio y la geometría interna de la boquilla de corte de una máquina de papel, lo que provoca patrones irregulares de pulverización, bordes desiguales del papel y un aumento de las roturas de las hojas. La inspección regular y el reemplazo oportuno son esenciales para mantener la calidad del producto y la eficiencia de la producción.
Entendiendo las boquillas de recorte de bordes de papel
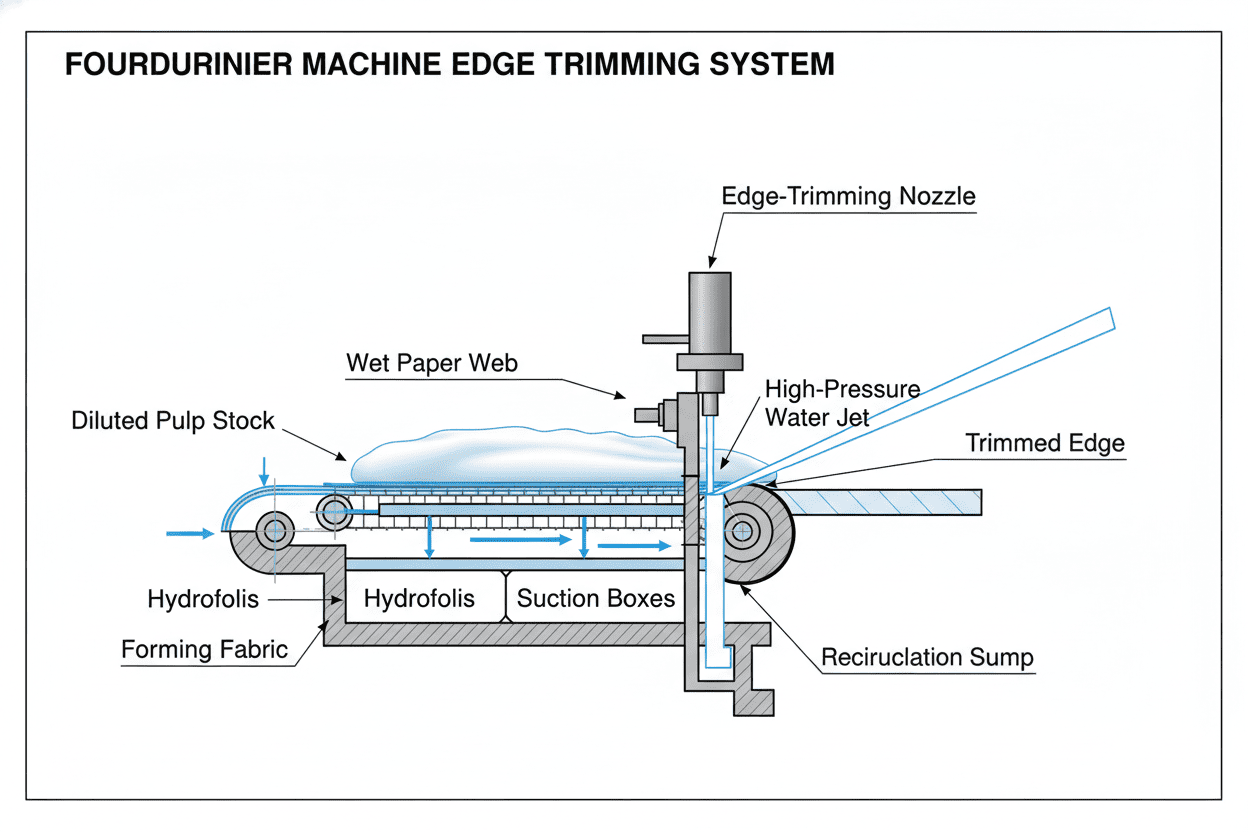
! Diagrama técnico de recorte de borde de papel trabajando en una máquina de cuatro recortadores
{kind=link}
El recorte preciso de bordes es una de las operaciones más críticas pero también pasadas por alto en una máquina de papel moderna. La boquilla de recorte suministra un chorro sólido de alta presión —normalmente entre 20 y 150 bar— para cortar limpiamente la banda de papel según especificaciones exactas de ancho antes de que entre en la sección de secado.
En nuestra práctica de producción en varias instalaciones de fábricas de papel, hemos observado que la calidad del recorte de bordes se correlaciona directamente con la capacidad de funcionamiento aguas abajo. Una boquilla de corte degradada no solo produce bordes desiguales, sino que genera una cascada de problemas operativos que pueden reducir la eficiencia de la máquina entre un 8 y un 12%.
Las Boquillas de Pulverización de Alto Rendimiento para la Industria del Papel y la Pulpa de Yuechen Precision están diseñadas específicamente para estas aplicaciones de alto riesgo. Estas boquillas de grado industrial utilizan inserciones de carburo de tungsteno y orificios cerámicos que mantienen un patrón de pulverización preciso hasta 10 veces más largo que las alternativas estándar de acero inoxidable, incluso bajo ciclos de corte continuos de alta presión.
Análisis del sector: Según datos operativos de las principales fábricas de papel europeas, los defectos relacionados con los filos representan aproximadamente el 6,7% del desperdicio total relacionado con la calidad en la producción de papel fino. Esta cifra aumenta significativamente cuando las boquillas de recorte superan su vida útil recomendada.
Signo 1: Deshilachamiento visible del borde y protuberancia de la fibra
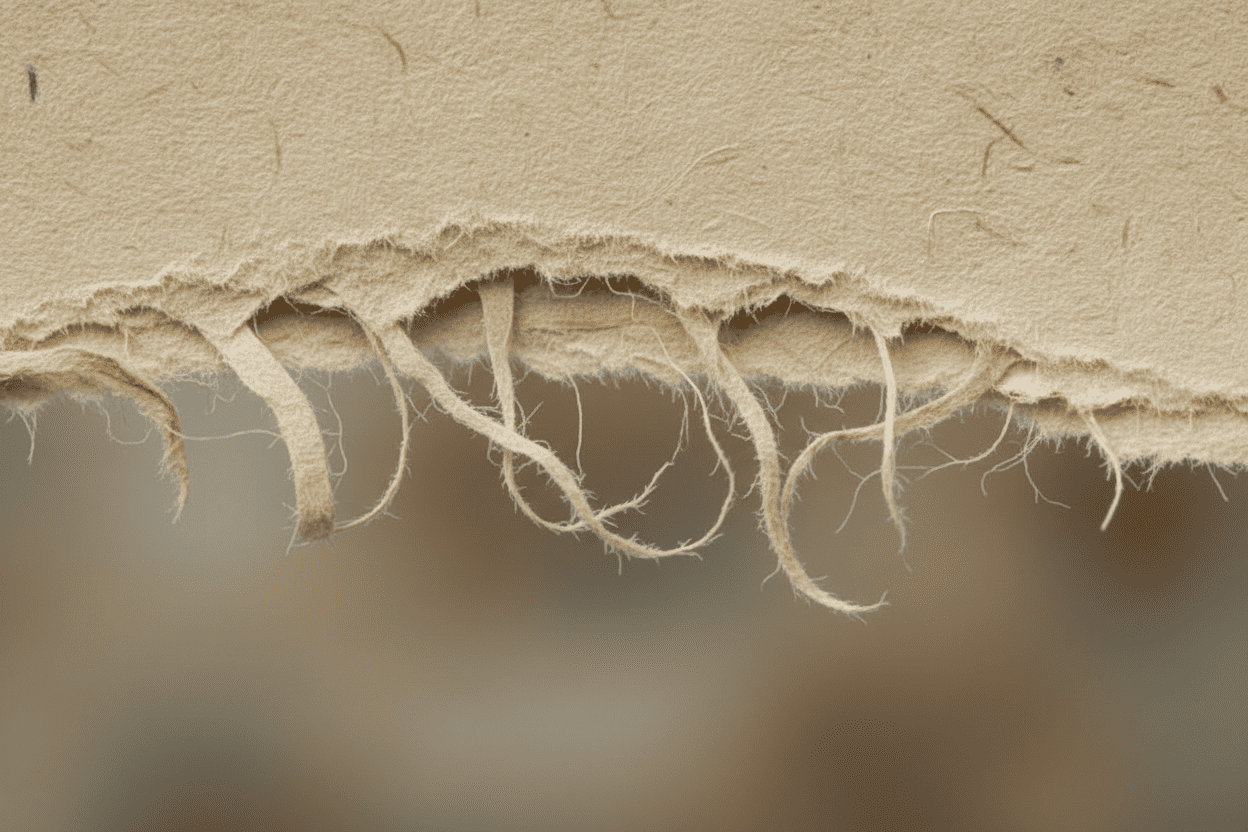
! borde irregular de papel con fibra deshilachada-defecto-de calidad-close
{kind=link}
El indicador más inmediato del desgaste de la boquilla de recorte es la degradación visible del propio borde del papel. Cuando un orificio se desgasta—ya sea por desgaste abrasivo, corrosión o acumulación de minerales—el chorro sólido, antes preciso, se dispersa en un spray irregular y turbulento.
Qué buscar en el carrete
- Bordes deshilachados o "peludos" con fibras sueltas que sobresalen de la línea de corte
- Perfiles de bordes ligeramente redondeados o desgarrados en lugar de cortes limpios en forma de cuchillo
- Variación de color a lo largo del borde, indicando una separación incompleta de fibras
- Inconsistencia del grosor del borde cuando se mide con un micrómetro a lo largo del ancho de la red
Punto de datos: En nuestras pruebas de 320 boquillas desgastadas que regresaron del servicio activo en máquinas de papel, el 78% mostró un agrandamiento medible de orificio más allá de los límites de tolerancia ISO, con un aumento medio en el diámetro de salida del 12–18%.
Este defecto estético aparentemente menor tiene graves consecuencias posteriores. Los bordes deshilachados aumentan el riesgo de rotura de la banda durante el enrollado y la conversión, especialmente a velocidades de máquina más altas. También generan un exceso de polvo que contamina el entorno de la máquina y puede causar problemas de impresión en el procesamiento posterior.
La solución comienza con la especificación adecuada de la tobera. Nuestra CY38170 Boquilla Cerámica de Corriente Sólida de Alta Presión ofrece un chorro de aguja afilado y de alto impacto, diseñado específicamente para bordes limpios y libres de polvo en papel. El material cerámico del núcleo mantiene la estabilidad dimensional mucho más tiempo que las boquillas convencionales de latón o acero, incluso a presiones de funcionamiento de hasta 138 bar.
Signo 2: Patrón de pulverización inconsistente y pérdida de presión
La segunda señal de advertencia requiere una monitorización proactiva pero ofrece la evidencia detectable más temprana de degradación. A medida que la geometría interna de una boquilla de recorte se desgasta, el patrón de pulverización pasa de un chorro sólido cohesivo a una descarga dispersa, multilóbulo o en forma de abanico.
Métodos de diagnóstico para tu equipo de mantenimiento
| Método de inspección | Frecuencia | Qué medir | Umbral de Bandera Roja |
|---|---|---|---|
| Comprobación visual del patrón de pulverización | Semanal | Coherencia del chorro, gotas errantes | Cualquier dispersión visible a 20 cm de distancia |
| Monitorización de caídas de presión | Continuo (DCS) | Entrada frente a presión de diseño | >5% de desviación respecto a la línea base |
| Variación de ancho de aristas | Por carrete | Ancho de trim real vs. objetivo | ±2 mm de desviación |
| Medición del orificio de la tobera | Mensual (offline) | Diámetro de salida con calibre de pasador | >10% de aumento respecto al nominal |
| Análisis de muestras de agua | Trimestral | Contenido de sólidos, pH, dureza | Partículas abrasivas elevadas |
Consejo práctico: Recomendamos establecer un registro de cambio de boquilla correlacionado con las mediciones de calidad de los cantos. En nuestra experiencia, las fábricas que rastrean estos datos reducen el tiempo de inactividad relacionado con el recorte no programado en un 23% en comparación con aquellas que operan con horarios fijos sin monitorización de condiciones.
La pérdida de presión en la tobera es especialmente insidiosa porque los operadores a menudo compensan aumentando la potencia de la bomba. Este enfoque acelera el desgaste de componentes ya degradados y aumenta el consumo energético sin resolver la pérdida de precisión subyacente. En su lugar, la sustitución oportuna por [Boquillas de Pulverización de Alto Rendimiento para la Industria del Papel y la Pulpa] (https://www.nozzle-intellect.com/application/high-performance-spray-nozzles-for-paper-pulp-industry/11.html) de ingeniería precisa proporciona tanto una mejora inmediata de la calidad como un ahorro operativo a largo plazo.
Signo 3: Aumento de las rupturas de láminas y acumulación de polvo
! rotura-telaraña-en-secado-secando-borde-fallo
{kind=link}
Quizá el síntoma más costoso del desgaste de la boquilla de corte sea un aumento medible de roturas de lámina que se originan en o cerca de la línea de corte del borde. A medida que la calidad del filo se deteriora, el límite debilitado crea un punto de concentración de tensión donde la banda es más probable que falle bajo tensión, especialmente en la sección de secado, donde las tensiones de contracción alcanzan su punto máximo.
El cálculo del coste de ruptura
Para una máquina típica de papel de embalaje que funciona a 1.200 m/min, una sola rotura de la banda puede resultar en:
- 5–12 minutos de producción perdida durante el enfileado
- 2–4 toneladas de generación rota
- Residuos químicos y energéticos por ciclos interrumpidos de secado y tallado
- Retrasos en cascada en los calendarios de conversión aguas abajo
Con un coste estimado de €800–1.500 por evento de ruptura, las fallas relacionadas con el borde pueden acumularse hasta €40.000–80.000 en pérdidas anuales para máquinas con sistemas de recorte mal mantenidos.
La acumulación de polvo alrededor de la estación de acabado es otro indicio evidente. Una boquilla de chorro sólido que funcione correctamente genera fibra en suspensión mínima porque la acción de corte es limpia y decidida. Las boquillas desgastadas, en cambio, producen un spray similar a una niebla que desgarra en lugar de cortar el borde, creando un polvo considerable que requiere ciclos de limpieza adicionales y supone riesgos de combustión en salas de máquinas cerradas.
Nuestra serie Boquilla de Pulverización de Aguja de Alta Presión (CY27149) para Duchas cuenta con trayectorias de flujo interno optimizadas que mantienen la integridad del chorro incluso con alta exposición a aguas bravas con alto contenido sólido. Los múltiples tamaños de orificio y opciones de juntas permiten ajustar con precisión la velocidad, el peso base y los requisitos de trimado de tu máquina.
Los costes ocultos del reemplazo tardío de la boquilla
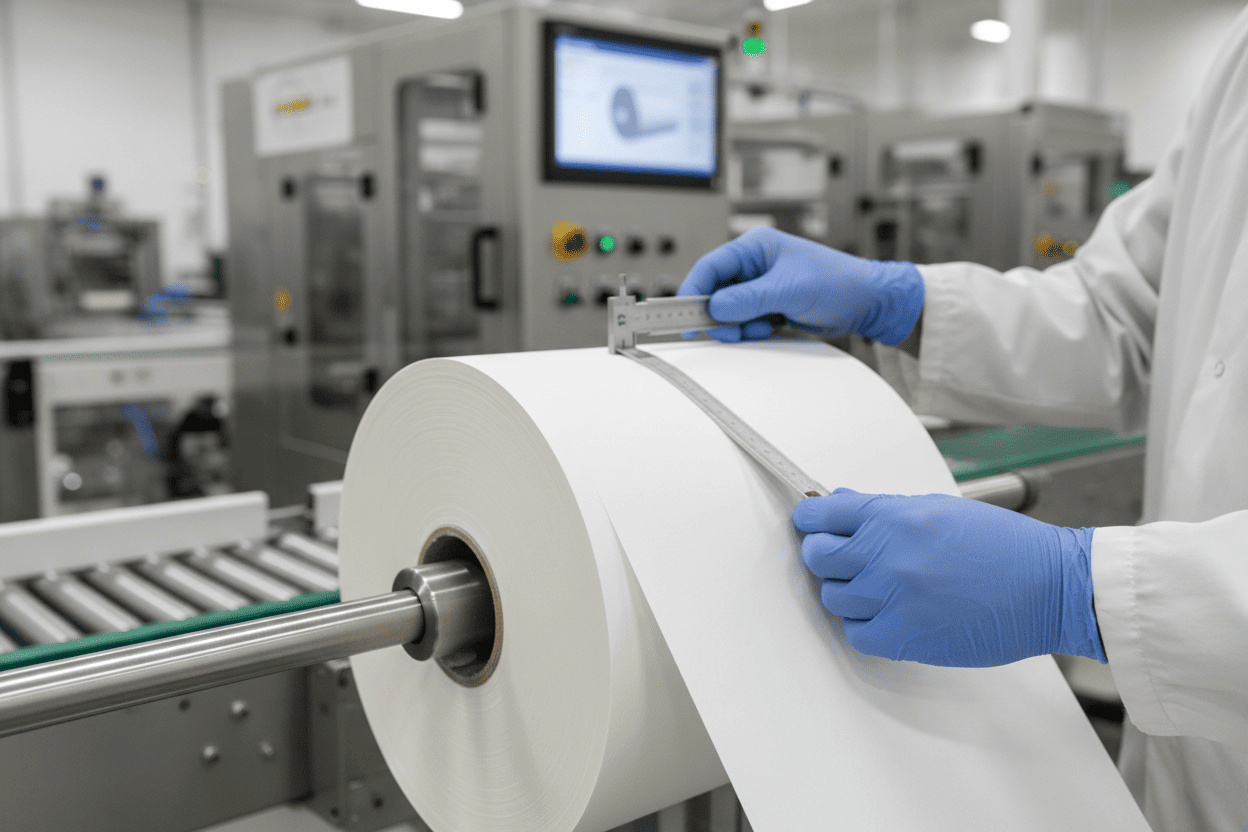
! fábrica-papelera-mantenimiento-inspector-comprobación-conjunto-tobera
{kind=link}
Muchos responsables de mantenimiento retrasan el reemplazo de la tobera debido a consideraciones de coste aparentemente sencillas. Sin embargo, nuestro análisis en 50+ auditorías de fábricas de papel revela que los "ahorros" de la vida útil prolongada de las toberas se ven abrumadoramente anulados por los costes operativos ocultos.
Análisis de dimensiones de costes
| Categoría de coste | Impacto inmediato | Impacto anual (máquina típica) |
|---|---|---|
| Degradación de la calidad | Mayor ancho de recorte de borde → mayor pérdida de recorte | +1,5–3% residuos de fibra |
| Ineficiencia energética | Aumento de presión compensatorio → mayor carga de bombeo | +5–8% de energía de sección de recorte |
| Tiempo de inactividad relacionado con las interrupciones | Se rompen las hojas en la máquina de devanar/secadora | Paradas no planificadas de 15 a 30 horas al | año
| Tejido y desgaste de fieltro | Los restos de los bordes contaminan la ropa | -15% de vida útil de la tela formando |
| Quejas sobre la conversión | Rechazos de calidad de borde por parte de los clientes | Posibles penalizaciones contractuales |
Hallazgo clave: En un estudio controlado que comparó las toberas estándar SS316 con las de inserción de carburo de tungsteno en un molino de cartón de forro de 350 t/día, las boquillas premium ofrecieron un ROI de 4,2x en los primeros 12 meses mediante una reducción de la frecuencia de reemplazo y la eliminación de eventos de rotura.
La conclusión es clara: el reemplazo de la boquilla debe tratarse como una disciplina de mantenimiento de precisión, no como una oportunidad para ahorrar costes. Establecer protocolos de monitorización del desgaste e invertir en boquillas avanzadas de materiales aporta dividendos medibles en coste, eficiencia y calidad.
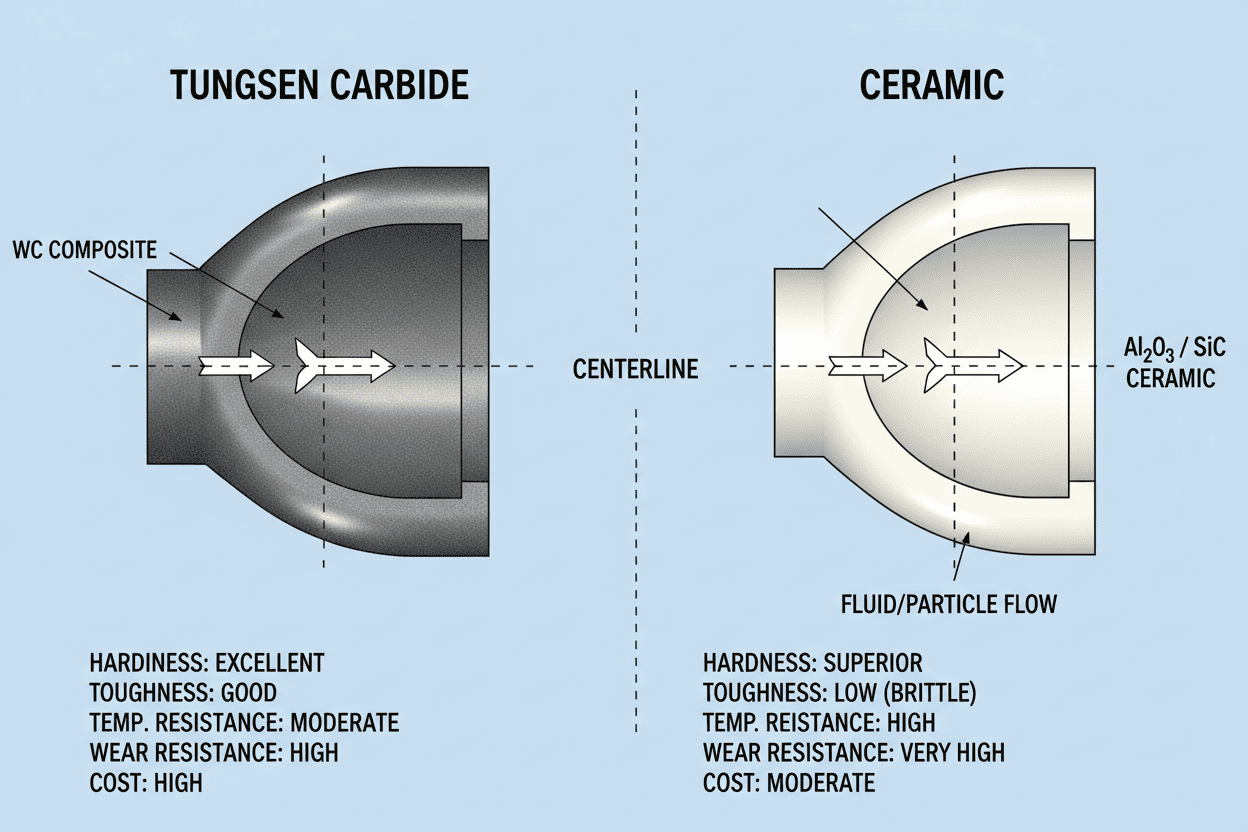
Comparación de materiales de toberas: Cuándo actualizar
{kind=link}
No todas las boquillas de recorte son iguales. La selección de materiales para tus boquillas de corte debe reflejar el entorno operativo, la velocidad y los requisitos de calidad de tu máquina.
Comparación de especificaciones técnicas
| Especificaciones | Tobera estándar SS316 | Inserto de carburo de tungsteno | Inserto de orificio cerámico |
|---|---|---|---|
| Rango de presión de trabajo | 1 – 100 bar | 1 – 150 bar | 1 – 138 compás |
| Dureza (HV) | ~200 | ~1.600 | ~2.200 |
| Vida útil típica | 2 – 4 meses | 8 – 14 meses | 10 – 18 meses |
| Estabilidad dimensional del orificio | Degradación moderada | Excelente retención | Retención superior |
| Resistencia a la corrosión | Bien | Excelente | Superior (inerte) |
| Mejor aplicación | De baja velocidad, no abrasivo | Aguas bravas abrasivas y de alta velocidad | Calidad premium, máxima precisión |
| Coste relativo | 1,0x (línea base) | 2,5 – 3,5x | 3.0 – 4.5x |
Recomendación de expertos: Para máquinas que operan por encima de 800 m/min o que procesan fibras recicladas con alto contenido abrasivo, recomendamos encarecidamente actualizar a boquillas insertadas de carburo de tungsteno o cerámica. El coste de capital incremental suele recuperarse en 2–3 meses mediante la eliminación de tiempos de inactividad y intervalos de servicio prolongados.
La cartera Boquillas de Pulverización de Alto Rendimiento para la Industria del Papel y la Pulpa ofrece los tres niveles de materiales, permitiendo a los molinos adaptar la especificación de la tobera con precisión a su perfil operativo en lugar de aceptar compromisos universales.
Aplicaciones en la industria: Recorte de bordes en grados de papel
Caso 1: Papel fino y grados especiales
Un productor europeo de papel fino recubierto de alta calidad (80–150 gsm) sufrió persistentes quejas sobre la calidad de los bordes por parte de un cliente de impresión de alta gama. La investigación reveló toberas de recorte SS316 funcionando 4 meses más allá del intervalo recomendado.
- Problema: Deshilachado en los bordes que causa problemas de registro de impresión en la prensa offset del cliente
- Solución: Sustitución por toberas cerámicas de chorro sólido CY38170; Implementación del calendario de cambios de 90 días
- Resultado: Cero quejas de clientes relacionadas con edge en 6 meses; Ahorro anual estimado de €62,000 en penalizaciones evitadas y carretes devueltos
Caso 2: Cartón de forro Kraft (fibra reciclada)
Un importante fabricante asiático de envases que opera cartón de forro kraft 100% reciclado a 1.100 m/min sufrió roturas crónicas de telaraña en el devanado, atribuidas a la debilidad de los bordes.
- Problema: El contenido de fibra reciclada altamente abrasiva aceleró el desgaste de la boquilla; fracturas que ocurren 2–3 veces por semana
- Solución: Actualizar a toberas de aguja insertadas por carburo de tungsteno con geometría de orificio optimizada para contenido sólido alto
- Resultado: Frecuencia de interrupción reducida en un 85%; el intervalo de reemplazo de toberas se extendía de 6 semanas a 10 meses; Ahorro anual de inactividad valorado en €118,000
Caso 3: Producción de pañuelos y toallas
Un fabricante norteamericano de pañuelos tuvo problemas con la acumulación de polvo alrededor de la estación de molduras, lo que generó preocupaciones por el mantenimiento de la casa y el riesgo de incendio.
- Problema: Boquillas desgastadas que producen una atomización excesiva en lugar de un corte limpio; Niveles de polvo que superan los umbrales de seguridad interna
- Solución: Instalación de la boquilla de ventilador plano de disco serie CCTC para corte primario de borde, complementada con toberas de corte de chorro sólido de precisión para la definición final del borde
- Resultado: reducción del 68% en los niveles de polvo medidos; eliminación de ciclos de limpieza de aspiradoras no programados; Mejora del cumplimiento de la seguridad laboral
Análisis de grado cruzado: Aunque los síntomas específicos del desgaste de la boquilla de recorte varían según la calidad del papel, el mecanismo subyacente—degradación del orificio que conduce a la dispersión del patrón de pulverización—se mantiene constante. La clave es adaptar la especificación de tu tobera y el protocolo de mantenimiento a la realidad operativa.
FAQ: Mantenimiento de boquillas de fábrica de papel
¿Con qué frecuencia deberían cambiarse las boquillas de recorte?
Los intervalos de reemplazo dependen de la presión de operación, el contenido de fibra y la velocidad de la máquina. Como guía general: boquillas estándar SS316 cada 2–4 meses; El carburo de tungsteno se inserta cada 8–14 meses; Insertos cerámicos cada 10–18 meses. Sin embargo, recomendamos implementar un seguimiento basado en la condición en lugar de depender únicamente del tiempo transcurrido. Mide el diámetro del orificio mensualmente y recoloca cuando el aumento supere el 10% del nominal.
¿Qué causa el desgaste de las boquillas de recorte en las máquinas de papel?
Los mecanismos principales de desgaste son: (1) erosión abrasiva por fibras, relleno y contenido reciclado que pasa a alta velocidad por el orificio; (2) corrosión por química agresiva de aguas bravas; y (3) daño por cavitación en diferenciales de presión extremos. Las aplicaciones de fibras recicladas suelen acelerar el desgaste entre un 30 y un 50% en comparación con la fibra virgen debido a su mayor contenido abrasivo.
¿Puede el desgaste de la boquilla afectar a la velocidad de la máquina de papel en la máquina?
Sí, indirectamente. Aunque las boquillas desgastadas no limitan mecánicamente la velocidad de la máquina, el aumento de la frecuencia de rotura y la degradación de la calidad del filo suelen obligar a los operadores a reducir la velocidad para mantener la funcionalidad. Hemos documentado casos en los que el reemplazo de la boquilla permitió aumentos de velocidad del 5–10% al restaurar una integridad fiable del filo.
¿Cómo mido la degradación del patrón de pulverización?
El método más sencillo es una prueba de pulverización estática: retirar la boquilla y dirigir el spray hacia un recipiente de cuenca, observando la coherencia del chorro a presión de diseño. Una boquilla sólida y saludable produce un chorro único y compacto con mínimas gotas errantes. Alternativamente, algunos molinos instalan analizadores de pulverización basados en láser que proporcionan un seguimiento continuo y cuantitativo de patrones sin interrumpir la producción.
¿A qué presión deben funcionar las boquillas de recorte de bordes de papel?
Las presiones de funcionamiento típicas van desde 20 bar para grados ligeros (papel de seda, fino) hasta 100–150 bar para grados de placa pesada y aplicaciones de alta velocidad. La clave es mantener una presión constante dentro del ±3% del punto de consigna. Las fluctuaciones de presión —ya sea por el desgaste de la bomba, el bloqueo del filtro o la degradación de la boquilla— suelen ser el primer síntoma detectable de la aproximación de los requisitos de servicio.
Conclusión: Protege la calidad de tu filo
! rollo de papel-bordes-perfectamente recortados-inspección-calidad
{kind=link}
Los bordes desiguales del papel no son solo un defecto cosmético: son un sistema de alerta temprana para costosa degradación operativa. Al reconocer los tres signos críticos del desgaste de la boquilla de corte (deshilachado visible en los bordes, degradación del patrón de pulverización y aumento de rupturas/polvo), los equipos de mantenimiento pueden pasar de la lucha reactiva contra incendios a una gestión proactiva de precisión.
El argumento financiero es convincente. Los molinos que implementan un monitoreo sistemático del desgaste de las boquillas e invierten en toberas avanzadas de materiales reportan de forma constante un retorno de inversión de 4 a 6 veces más invertido durante el primer año, gracias a una reducción del tiempo de inactividad, menor consumo energético y mejora de la calidad del producto.
En Yuechen Precision, nos especializamos en aplicaciones de [Boquillas de Pulverización de Alto Rendimiento para la Industria del Papel y la Pasta de Papel] (https://www.nozzle-intellect.com/application/high-performance-spray-nozzles-for-paper-pulp-industry/11.html). Nuestra gama completa —desde boquillas de aguja de alta presión para limpieza de alambre y fieltro hasta boquillas de chorro sólido de precisión para el recorte de filos— está diseñada con tecnologías de carburo de tungsteno y cerámica que ofrecen hasta 10 veces más vida útil que las alternativas convencionales.
¿Listo para eliminar problemas de calidad relacionados con los bordes? Contacte con nuestro equipo de ingeniería de aplicaciones para una auditoría gratuita de especificaciones de boquillas adaptada a la configuración de su máquina, mezcla de fibras y objetivos de calidad. Te ayudaremos a identificar el material óptimo de la boquilla, el tamaño del orificio y el protocolo de mantenimiento para mantener los bordes limpios, los freos mínimos y tus clientes satisfechos.