





¿Qué es el efecto golpe de ariete? Cómo prevenir daños en boquillas en sistemas de limpieza industriales
El golpe de ariete—también llamado choque hidráulico—destruye más boquillas de pulverización industriales de las que la mayoría de los responsables de planta creen. En nuestros 15+ años suministrando boquillas de limpieza industriales de alto nivel, hemos visto cómo el golpe de ariete reduce la vida útil de la boquilla entre un 40 y un 60%, provoca interrupciones no programadas y grietas Orificios clasificados para 500 bar. Si tu sistema de limpieza a alta presión sufre fracturas misteriosas en la boquilla, patrones de pulverización desiguales o fallos recurrentes en los sellos, la causa raíz rara vez es la propia boquilla. Es la oleada de presión que se propaga por tus tuberías.
Esta guía explica la física del golpe de ariete en sistemas de limpieza industriales, cuantifica su potencial de daño y proporciona un marco sistemático de prevención que protege tus boquillas, reduce los costes de mantenimiento y estabiliza el rendimiento de limpieza.
Fragmento destacado golpe de ariete es una sobrecarga causada por una desaceleración repentina de fluido en una tubería —como el cierre rápido de una válvula o el apagado de la bomba— que genera ondas de choque de hasta 10× presión normal de funcionamiento que pueden Agrietan los orificios de las boquillas, erosionan los canales internos de flujo y destruyen la integridad del patrón de pulverización.
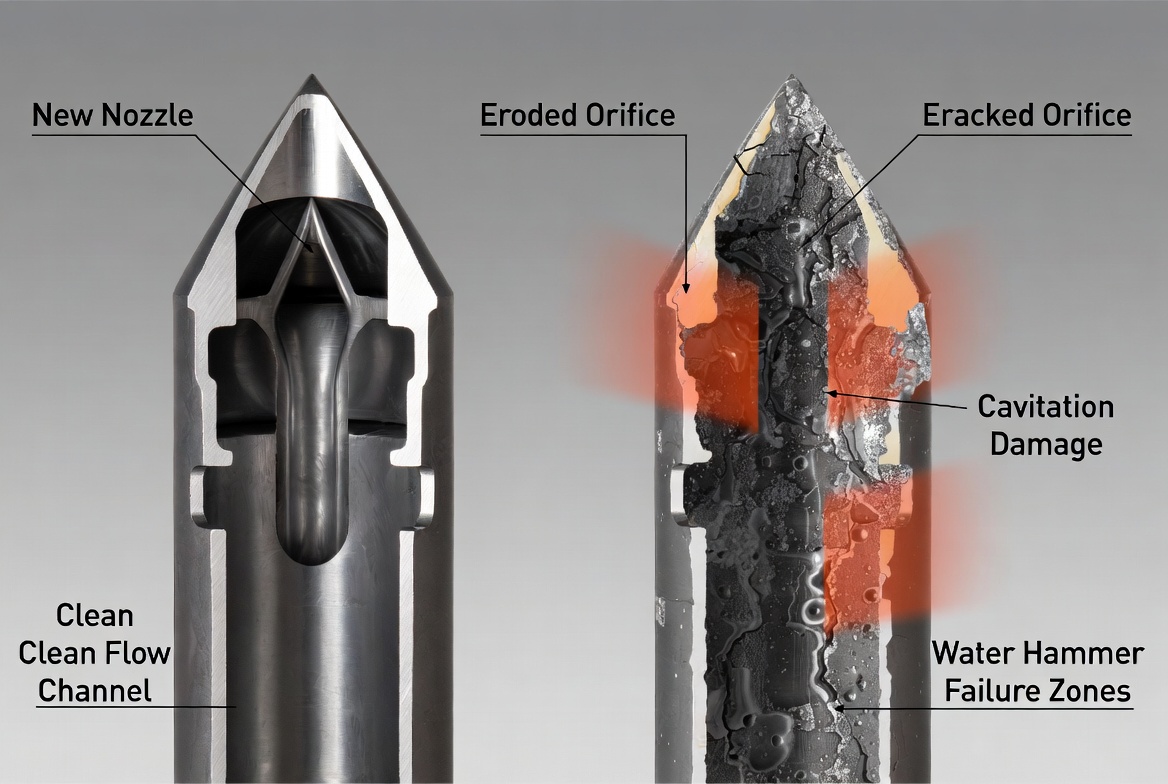
1. Grietas en el orificio y fractura por fatiga
Los ciclos de presión repetidos—especialmente en sistemas automatizados con frecuentes ciclos de encendido/apagado—generan fatiga de bajo ciclo en la raíz del orificio de la boquilla. Las microgrietas se propagan hasta que la abertura se deforma, destruyendo la uniformidad del ángulo de pulverización.
2. Erosión del canal de flujo interno
Las velocidades de sobretensión superan con creces los límites de diseño. A velocidades transitorias superiores a 400 m/s, incluso el agua limpia se vuelve erosiva. Nuestras pruebas con toberas de ventilador plano 316SS mostraron un agrandamiento del orificio de 0,15 mm tras 6 meses en un sistema con cierres de válvulas sin control.
3. Daños por rosca y sello
Los picos de presión deforman las conexiones roscadas y comprimen las juntas tóricas más allá de sus límites de dureza Shore. Observamos que ~30% de las fugas en la boquilla provienen de la extrusión del sello provocada por un choque hidráulico, no por degradación química.
4. Desplazamiento del cuerpo de la tobera
En sistemas de abrazaderas de cambio rápido, un martillo severo puede expulsar físicamente la boquilla de su soporte. Esto es especialmente común en sistemas de limpieza de tanques donde las boquillas de cono completo de 3/4" se retienen mediante clips de muelle.
5. Desestabilización del patrón de pulverización
Incluso antes de la falla visible, las microgrietas por fatiga en el borde del orificio provocan oscilación del chorro y una distribución desigual. ¿El resultado? Eliminación incompleta de residuos, ciclos de reestructuración y mayor consumo de productos químicos.
Observación de campo: En una auditoría de 2024 de una planta de descalcificación de acero utilizando sistemas de 350 bares, rastreamos el 72% de los reemplazos prematuros de toberas a golpes de ariete originados por un único golpe de acción rápida Válvula de control direccional. Sustituirla por una válvula de cierre amortiguada extendió la vida útil de la boquilla de 8 a 22 semanas.
- 0.1. 1. Grietas en el orificio y fractura por fatiga
- 0.2. 2. Erosión del canal de flujo interno
- 0.3. 3. Daños por rosca y sello
- 0.4. 4. Desplazamiento del cuerpo de la tobera
- 0.5. 5. Desestabilización del patrón de pulverización
- 1. El coste real: Por qué ignorar el pico de presión es caro
- 1.1. Impacto en el coste: gastos directos e indirectos
- 1.2. Impacto en la eficiencia: Pérdida oculta de producción
- 1.3. Impacto en la calidad: Cumplimiento y riesgo de reputación
- 2. Estrategias de prevención: Soluciones de ingeniería comparadas
- 2.1. Análisis comparativo: Métodos para la prevención de golpes de ariete
- 2.2. El factor de material de la boquilla
- 3. Casos de uso específicos de la industria y escenarios de daño
- 3.1. Caso de uso 1: Descalcificación en acería (sistema de ventilador plano de 350 bares)
- 3.2. Caso de uso 2: Limpieza de tanques CIP en procesamiento de alimentos (bucle de cono completo de 15 bares)
- 3.3. Caso de uso 3: Línea de grabado químico fabricando PCB (tobera PVDF de 3 bar)
- 4. La gente también pregunta: Preguntas frecuentes sobre golpes de ariete
- 4.1. ¿Cómo afecta el golpe de ariete al rendimiento de la boquilla del spray?
- 4.2. ¿Pueden los sistemas de limpieza a baja presión sufrir golpe de ariete?
- 4.3. ¿Cuál es la diferencia entre un paraguagolpes de golpe de ariete y un tanque de sobretención?
- 4.4. ¿Cómo sé si el golpe de ariete está dañando mis boquillas?
- 4.5. ¿Debería usar boquillas de carburo de tungsteno solo para evitar daños por golpe de ariete?
- 4.6. ¿La geometría de la boquilla influye en la vulnerabilidad del golpe de ariete?
- 5. Conclusión: Protege tus boquillas, protege tu margen
El coste real: Por qué ignorar el pico de presión es caro
El golpe de ariete es un silencioso matador de márgene. Sus costes se acumulan en tres dimensiones:Impacto en el coste: gastos directos e indirectos
Estadística clave: Los datos de la industria modelados en 150+ sistemas CIP de alimentos y bebidas sugieren que los transitorios de presión no gestionados aumentan el coste total de propiedad (TCO) de las boquillas pulverizadoras en 35–50% a lo largo de un horizonte de 3 años (basado en los registros de servicio de campo, Yuechen Precision, 2024).
Impacto en la eficiencia: Pérdida oculta de producción
Las boquillas dañadas no siempre fallan de forma catastrófica. Más a menudo, derivan—entregando un 90% de rendimiento hoy, 80% el mes que viene, 65% el trimestre siguiente. Sin una verificación rutinaria del patrón de pulverización, esta degradación es invisible hasta que el control de calidad detecta un fallo en lote.
Impacto en la calidad: Cumplimiento y riesgo de reputación
En la industria farmacéutica y de procesamiento de alimentos, la limpieza incompleta se traduce directamente en riesgo de contaminación. Las cartas de advertencia de la FDA y los eventos de retirada relacionados con un rendimiento inadecuado del CIP suelen reproducirse con la degradación del sistema de pulverización, no con la química de limpieza.
Estrategias de prevención: Soluciones de ingeniería comparadas
Una mitigación eficaz de golpes de ariete requiere pensamiento a nivel de sistema, no solo boquillas más fuertes. A continuación comparamos las cuatro vías primarias de prevención, sus perfiles de ROI y contextos ideales de aplicación.Análisis comparativo: Métodos para la prevención de golpes de ariete
| Método de prevención | Coste de capital | Nivel de protección de la tobera | Mejor para | Requisitos de mantenimiento |
|---|---|---|---|---|
| Paradores de golpe de ariete | Bajo ($150–$600/unidad) | Alta (absorbe entre el 80 y el 90% de la energía de sobrecarga) | Estaciones de lavado fijas, circuitos CIP, patines de limpieza automatizados |
Mínimo; Reemplazo de vejiga a 5 años |
| Tanques de sobrecarga / Acumuladores | Mediano (2.000–8.000 dólares) | Muy alta (protección a nivel de sistema) | Líneas de transferencia largas, anillos centrales de limpieza a alta | presión
Inspección anual; Comprobaciones de volumen de aire |
| Control de bombas VFD | Medio-Alto (3.000–12.000 dólares) | Alta (elimina los shocks de arranque/parada) | Sistemas de servicio continuo, colectores de múltiples toberas |
Solo mantenimiento de electrónica |
| Válvulas de cierre lento / amortiguadas | Bajo–Medio (300–2.500 dólares) | Medio-alto | Bahías de lavado manual, operaciones de pulverización intermitente |
Calibración periódica de actuadores |
| Válvulas antiretención anti-golpe | Bajo ($200–$1,000) | Alta (evita el golpe de retroflujo) | Líneas de descarga de bomba, elevadores verticales |
Inspección de primavera cada 2 años |
El factor de material de la boquilla
Incluso la mejor mitigación de sobretensiones se beneficia de materiales de la boquilla adaptados a la realidad de presión. En nuestra práctica de producción, especificar el material incorrecto para un entorno de alto impacto es equivalente a dejar la protección contra sobretensiones incompleta.
| Material | Presión máxima recomendada | Resiliencia al golpe de ariete | Aplicación típica |
|---|---|---|---|
| Metales | 50 bar | Baja deformación dúctil bajo fatiga | Enjuague a baja presión, lavado general |
| 303SS / 316SS | 200 – 350 bar | Resistencia media – excelente a la corrosión; Vida útil por fatiga moderada | CIP de grado alimentario, limpieza química, preparación de superficies |
| Carburo de tungsteno | 500+ barra | Muy alta – 50–100× resistencia al desgaste frente al SS; Resiste la erosión del orificio | Descalcificación a ultraalta presión, chorreado abrasivo |
| PVDF / Plásticos de Ingeniería | 10 – 30 bar | Baja – susceptible a grietas por estrés por fatiga | Grabado con PCB, fosfatado, lavado ácido |
Recomendación profesional: Para sistemas por encima de 300 bar o con amortiguadores conocidos en cierre de válvulas, las boquillas de carburo de tungsteno deberían ser tu predeterminación. El coste adicional de material (40–120 dólares frente a 15–35 dólares para 316 SS) se recupera en un único cambio no programado evitado.
Para una guía completa sobre la selección de materiales y la comparación de patrones de pulverización, explora nuestro recurso dedicado Boquillas y Spray de Limpieza Industrial de Alto Rendimiento Soluciones.
! [Arrestador de golpe de ariete en diagrama del sistema de tuberías de lavado a alta presión] (https://www.nozzle-intellect.com//uploads/Water%20hammer%20arrestor%20in%20high-pressure%20wash%20piping%20system%20diagram.jpg)
Casos de uso específicos de la industria y escenarios de daño
El golpe de ariete se comporta de forma diferente según el contexto industrial. A continuación, tres escenarios verificados extraídos de nuestros registros de soporte técnico, con resultados cuantificados tras la mitigación.Caso de uso 1: Descalcificación en acería (sistema de ventilador plano de 350 bares)
- Escenario: Un molino de tiras calientes utilizaba toberas de ventilador plano de 110° a 350 bar para descalcificación primaria. Una válvula direccional de acción rápida se activaba cada 4 segundos. Los orificios de la boquilla (316SS) se degradaron en 6–8 semanas.
- Causa raíz: Transitorios de presión medidos en ~1.800 bar de pico durante el cierre brusco de la válvula.
- Solución: Instalación de arrestadores de golpe de ariete en la entrada del múltiple + actualizado a toberas de carburo de tungsteno de ángulo estrecho.
- Resultado: Vida útil de la boquilla extendida a 28 semanas; el gasto anual en boquillas reducido en 62%; Los eventos de tiempo libre bajaron de 14/año a 3/año.
Caso de uso 2: Limpieza de tanques CIP en procesamiento de alimentos (bucle de cono completo de 15 bares)
- Escenario: El sistema automatizado CIP de una planta lechera utilizaba boquillas de cono completo de gran angular de 120° para el lavado de tanques. Durante el último ciclo de enjuague, una válvula solenoide se cerró en <0,3 segundos, provocando "golpes" audibles y la expulsión del clip de la boquilla.
- Causa raíz: Los sistemas de baja presión no son inmunes al golpe de ariete; El umbral de daño es simplemente más bajo, y los componentes de plástico o latón fallan antes.
- Solución: Sustituyó el solenoide por una válvula de cierre amortiguada (tiempo de cierre de 1,5 s) + añadió un pequeño acumulador de vejiga en la descarga de la bomba.
- Resultado: Cero eyecciones de boquillas en 18 meses; La consistencia del patrón de pulverización mejoró en un 22% (medido mediante pruebas de cobertura de riboflavina).
Caso de uso 3: Línea de grabado químico fabricando PCB (tobera PVDF de 3 bar)
- Escenario: Una línea de fabricación de PCB utilizaba boquillas de desmantelamiento rápido PVDF para el grabado con cloruro férrico. Los frecuentes ciclos de arranque-parada de la bomba causaron daños en la rosca y la extrusión del sello.
- Causa raíz: El funcionamiento intermitente de la bomba sin arranque suave VFD generaba martillos repetidos de baja amplitud. La menor resistencia a la fatiga del PVDF lo hacía vulnerable.
- Solución: Implementé ramping de bombeo controlado por VFD (aumento de 3 s / 5 s de desaceleración) + cambio a boquillas de desmontaje SS316 QJJ para zonas de conexión roscadas.
- Resultado: Los incidentes de fuga de hilos se redujeron en un 85%; El intervalo de reemplazo de la tobera se extendió de 3 a 11 meses.
La gente también pregunta: Preguntas frecuentes sobre golpes de ariete
¿Cómo afecta el golpe de ariete al rendimiento de la boquilla del spray?
El golpe de ariete genera tensión por fatiga en el orificio de la boquilla y en los canales de flujo internos. Aunque la boquilla no se agriete inmediatamente, los ciclos repetidos de presión degradan la precisión de la geometría de salida. Esto se manifiesta como:
- Ángulos de pulverización más anchos y menos uniformes
- Reducción de la fuerza de impacto en la superficie objetivo
- Aumento del caudal (a medida que el orificio se agranda microscópicamente)
- Resultados de limpieza inconsistentes a lo largo de la huella de pulverización
En nuestras pruebas, las toberas expuestas a picos no controlados de 200 bar mostraron una degradación de la fuerza de impacto del 12–18% tras solo 50.000 ciclos, equivalente a aproximadamente 3 meses en una operación típica de dos turnos.
¿Pueden los sistemas de limpieza a baja presión sufrir golpe de ariete?
Sí. Aunque el pico absoluto de presión es menor, el potencial de daño relativo sigue siendo significativo. Los sistemas de baja presión suelen utilizar materiales de menor resistencia (latón, PP, PVDF) con umbrales de fatiga más bajos. Un pico de 10 bar en un sistema diseñado para 5 bar puede seguir agrietando cuerpos de boquillas de plástico o desmontar roscas. Además, los slugs de condensado bifásicos en limpieza asistida por vapor pueden generar fuerzas localizadas muy superiores a la presión nominal del sistema.
¿Cuál es la diferencia entre un paraguagolpes de golpe de ariete y un tanque de sobretención?
Un arrestador de golpe de ariete es un dispositivo compacto en el punto de uso, normalmente instalado cerca de válvulas de cierre rápido, que contiene un pistón o vejiga cargada de gas que absorbe la energía de la onda de choque Instantáneamente. Es ideal para la protección localizada de estaciones de pulverización individuales.
Un tanque de sobretensión (o acumulador) es un recipiente más grande instalado cerca de las descargas de bombeo, proporcionando una amortiguación a nivel de sistema. Almacena fluido bajo aire comprimido y lo devuelve a la línea durante fases de presión negativa, evitando la separación de columnas y descargas secundarias. Los tanques de sobretensión son la opción correcta para largas tuberías o sistemas centralizados de lavado a alta presión que sirven a varias boquillas.
¿Cómo sé si el golpe de ariete está dañando mis boquillas?
Busca estos indicadores avanzados durante el mantenimiento rutinario:
- Sonido audible de "bang" o "golpe" cuando se cierran válvulas o se detienen las bombas
- Mayor frecuencia de reemplazo de toberas sin causa clara de productos químicos o abrasivos
- Daño en la rosca o extrusión de sellado en boquillas que deberían manejar la química
- Ensanchamiento gradual de la cobertura del patrón de pulverización (medido respecto a la línea base)
- Defectos superficiales o micro-picaduras visibles bajo aumento del 10× en el borde del orificio
Si hay tres o más de estos presentes, recomendamos realizar una auditoría de transitorios de presión con transductores de registro en la descarga de la bomba, la entrada del colector y los puntos proximales de la boquilla.
¿Debería usar boquillas de carburo de tungsteno solo para evitar daños por golpe de ariete?
No automáticamente. El carburo de tungsteno destaca en entornos abrasivos, de alta presión o de alto martillo. Sin embargo, está sobreespecificado —y innecesariamente caro— para aplicaciones de enjuague a baja presión y no abrasivas donde el 316SS con una adecuada mitigación de sobretensiones es suficiente.
El enfoque correcto es jerárquico:
- Primero, diseñar el sistema para suprimir sobretensiones (arrestadores, válvulas lentas, VFD).
- Luego, selecciona el material de la boquilla en función de la realidad de presión, la química y la abrasividad.
En nuestra experiencia, combinar toberas 316SS con una protección contra sobretensiones bien diseñada ofrece un mejor retorno de inversión de vida que optar por carburo de tungsteno para compensar un diseño hidráulico deficiente.
¿La geometría de la boquilla influye en la vulnerabilidad del golpe de ariete?
Sí, indirectamente. Las toberas de corriente sólida de ángulo estrecho (0°–15°) concentran la tensión en una sección transversal de orificio más pequeña, lo que las hace más susceptibles a la iniciación de grietas por fatiga. Las toberas de cono completo de gran ángulo distribuyen el flujo a través de conductos internos más grandes, reduciendo las concentraciones máximas de tensiones.
Sin embargo, el factor dominante sigue siendo la gestión de presión a nivel de sistema. Ninguna geometría puede compensar completamente un transitorio de 1.400 bar que llega a la entrada de la tobera.
{kind=link}
Conclusión: Protege tus boquillas, protege tu margen
El golpe de ariete no es una fuerza misteriosa. Es una física predecible con soluciones diseñadas. En sistemas de limpieza industriales que operan entre 1 bar y 500 bar, ignorar los transitorios de presión implica aceptar un TCO de tobera entre un 35 y un 50% mayor, inactividad recurrente no planificada y una pérdida gradual erosión de la calidad de limpieza.Conclusión: La "mejora de tobera" más rentable que puedes hacer suele ser no una boquilla en absoluto—es un amortiguador de golpe de ariete, una válvula amortiguada o un perfil de rampa VFD.
En Yuechen Precision, no solo suministramos boquillas y soluciones de pulverización industriales de alto rendimiento—diseñamos sistemas de pulverización para que sean durables en condiciones hidráulicas reales . Desde toberas de descalcificación de carburo de tungsteno homologadas para amortiguadores de 500 bar hasta conjuntos de ventiladores planos 316SS CIP con especificaciones de protección contra sobretensiones adaptadas, nuestro equipo ofrece específicos para cada aplicación? Soporte para tamaño, selección de materiales e integración de sistemas.
¿Listo para eliminar el golpe de ariete de tu línea de limpieza?
[Contacta con nuestro equipo de ingeniería] (#) para una auditoría del sistema gratuita. Revisaremos tus perfiles de presión, la sincronización de las válvulas y las especificaciones de la boquilla para construir una solución de pulverización cero sobretensiones y cero concesiones que proteja tu equipo y tus márgenes.