





Guía de selección de boquilla secundaria para enfriamiento continuo y fundición: optimización de la calidad del acero y eficiencia de producción
El enfriamiento secundario en la colada continua representa una de las etapas más críticas en la producción de acero. Las toberas que seleccionas afectan directamente a las tasas de solidificación, la distribución de tensiones térmicas y, en última instancia, la calidad de tu producto final. Esta guía completa explora las consideraciones estratégicas para optimizar la selección de toberas en la zona de refrigeración secundaria.
Índice
- Comprendiendo los fundamentos de la zona de enfriamiento secundaria
- [Tipos clave de boquillas y sus aplicaciones] (#2-key-tober-tipos-y-sus-aplicaciones)
- [Parámetros críticos de selección para un rendimiento óptimo] (#3-parámetros de selección crítica para-óptimo-rendimiento)
- [Niebla de aire vs. toberas hidráulicas: Comparación de rendimiento] (#4-niebla de aire vs-boquillas-hidráulicas-comparación-rendimiento)
- [Optimización de transferencia de calor y control del patrón de pulverización] (#5-optimización-y-control-patrón-de-pulverización)
- [Defectos comunes de calidad y estrategias de prevención] (#6-defectos comunes de calidad y estrategias de prevención)
- [Últimas tendencias y tecnologías del sector (2025-2026)](#7-últimas tendencias y tecnologías del sector-2025-2026)
- Directrices de implementación práctica
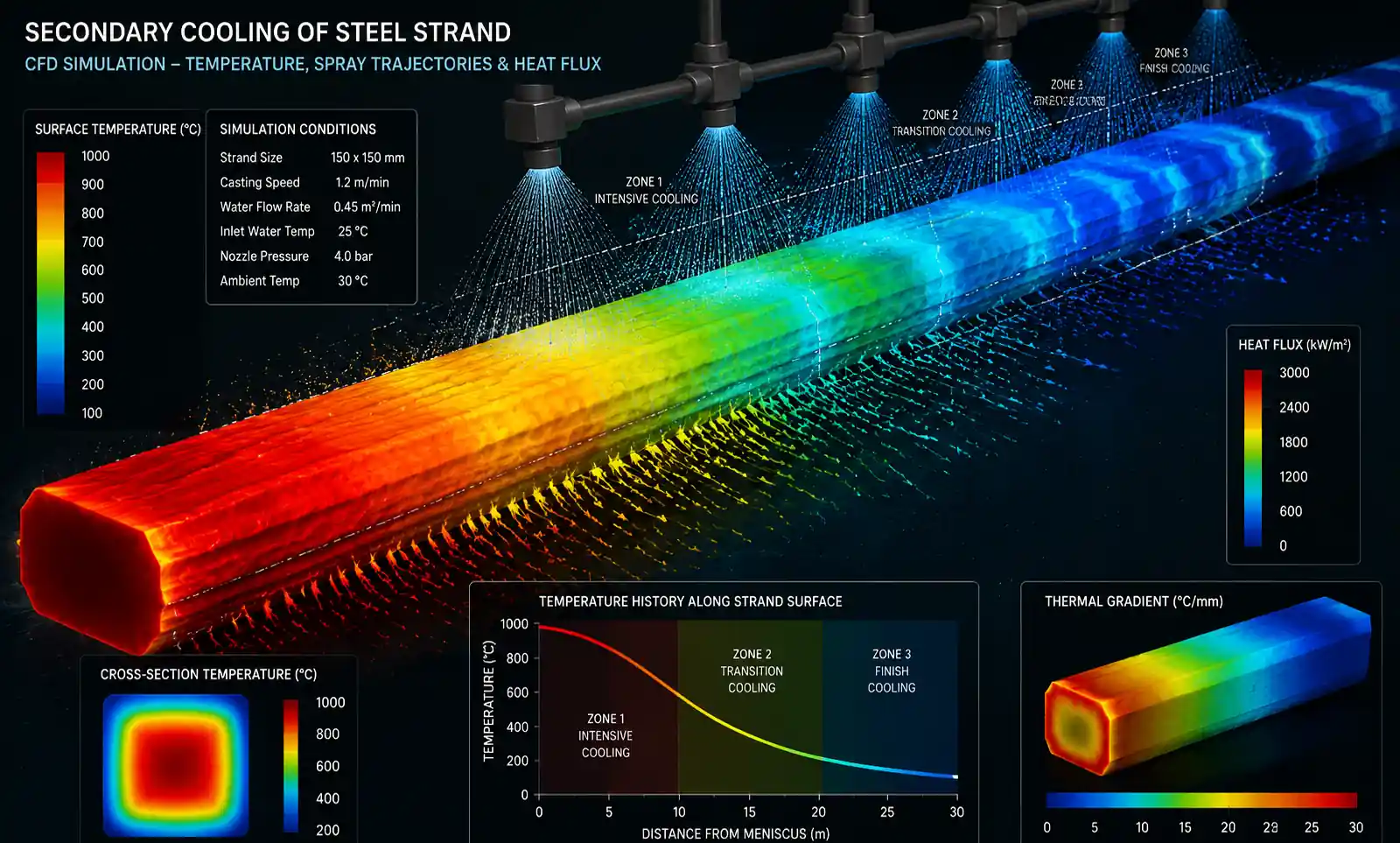
1. Comprendiendo los fundamentos de la zona de enfriamiento secundaria
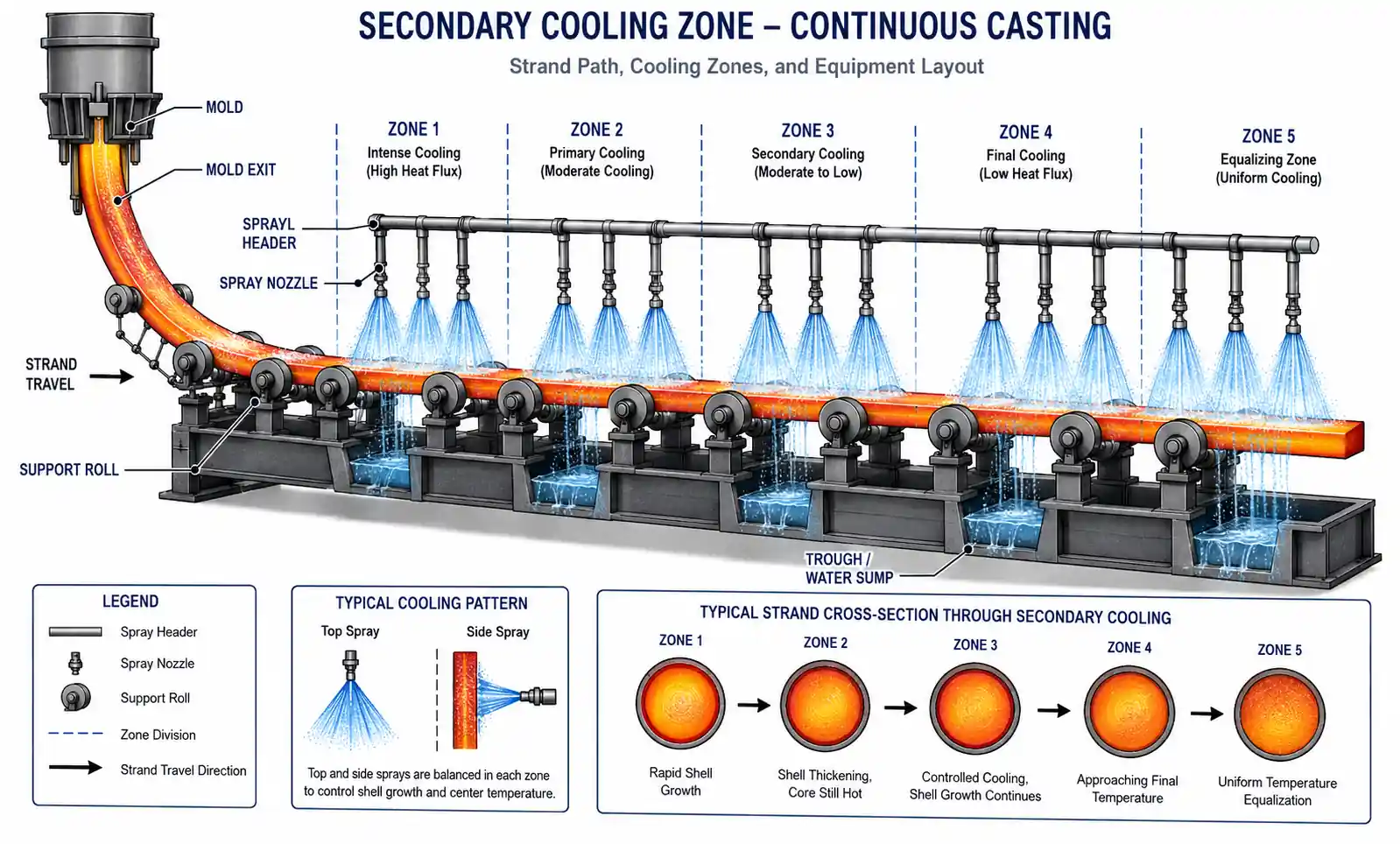
La zona de enfriamiento secundaria comienza inmediatamente después del molde y continúa hasta que el hilo de acero alcanza la solidificación completa. Durante esta fase, la aplicación controlada de agua eliminando el calor de la superficie del hilo manteniendo un equilibrio entre la intensidad de enfriamiento y la gestión interna del esfuerzo.
! diagrama de zonas de enfriamiento secundarias
{kind=link}
A diferencia de la refrigeración primaria en el molde, la refrigeración secundaria ofrece flexibilidad en el control de la velocidad de refrigeración en múltiples zonas. La estrategia de enfriamiento influye directamente en la estructura metalúrgica, la calidad superficial y la solidez interna. Las operaciones modernas de colada continua suelen emplear entre 8 y 15 zonas de refrigeración, cada una con caudales de agua ajustables de forma independiente.
El desafío fundamental radica en lograr una extracción uniforme del calor sin crear gradientes térmicos que inducan grietas. Tasas de enfriamiento excesivas pueden causar efectos de recalentamiento superficial y distorsión de la capa de solidificación, mientras que un enfriamiento insuficiente extiende la longitud metalúrgica y aumenta el riesgo de defectos internos. Investigaciones recientes de Springer demuestran que la optimización computacional de los parámetros de la tobera mejora significativamente la uniformidad de temperatura en la colada de placas ultragruesas.
Indicadores clave de rendimiento:
- Uniformidad del flujo de calor a lo largo de la anchura del hilo
- Consistencia en la distribución del agua
- Controlabilidad de la velocidad de refrigeración (relación de rotación)
- Eficiencia energética por tonelada de acero producida
2. Tipos clave de boquillas y sus aplicaciones
Los sistemas modernos de refrigeración secundaria emplean varias tecnologías de toberas distintas, cada una optimizada para condiciones específicas de fundición y requisitos del producto.
Boquillas hidráulicas de cono completo
Las toberas de cono completo siguen siendo el pilar de las operaciones de colada continua debido a su robustez y rendimiento constante. Estas toberas de fluido único generan un patrón circular de pulverización con una distribución de gotas relativamente uniforme. Destacan en aplicaciones que requieren sistemas de control sencillos y mantenimiento mínimo.
Ventajas:
- Menor coste inicial de capital
- Reducción del consumo energético (no se requiere aire comprimido)
- Funcionamiento fiable con un mínimo de obstrucción
- Control simple de caudal
Limitaciones:
- Relación de apagón estrecha (típicamente 3:1 a 4:1)
- Capacidad limitada de ajuste del patrón de pulverización
- Distribución de tamaño de gotas más gruesa
Boquillas de niebla de aire
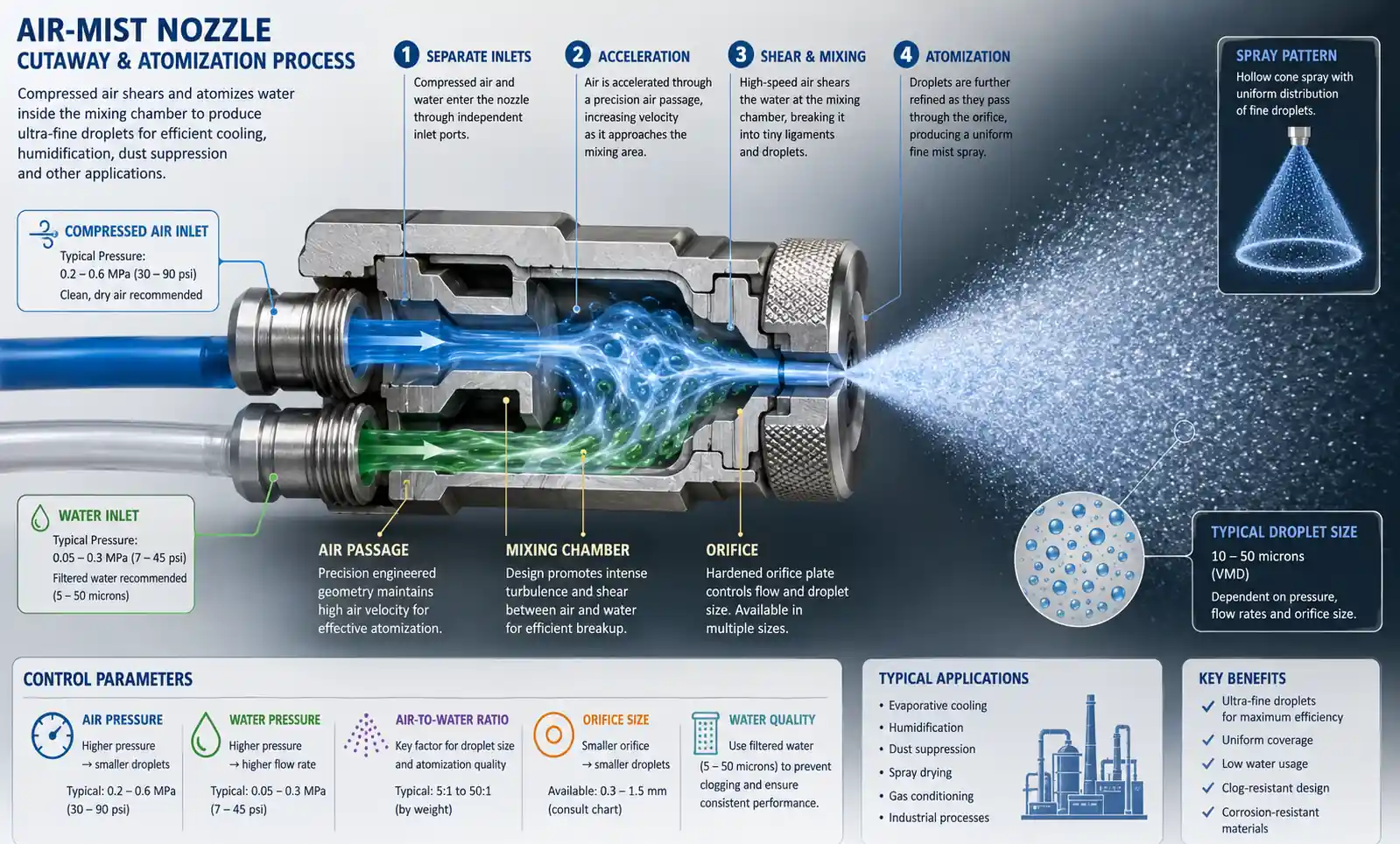
La tecnología de niebla de aire se ha convertido en la opción preferida para las operaciones modernas de fundición. Estas boquillas combinan aire comprimido con agua para crear gotas más finas y patrones de pulverización más uniformes. Lechler USA informa de mejoras significativas en la eficiencia energética cuando los sistemas de niebla de aire están correctamente optimizados.
! Niebla de aire-boquilla-tecnología
{kind=link}
Ventajas de rendimiento:
- Relación de giro amplia (10:1 o superior)
- Coeficientes superiores de transferencia de calor
- Atomización más fina para un enfriamiento uniforme
- Control independiente del flujo de aire y agua
Consideraciones operativas:
- Mayores costes operativos debido al consumo de aire comprimido
- Se requieren sistemas de control más complejos
- Aumento de los requisitos de mantenimiento
Diseños de boquillas especializadas
Boquillas HHX FullJet: Desarrolladas específicamente para la fundición en lingo, estas boquillas ofrecen una distribución y cobertura de pulverización superiores en comparación con los diseños convencionales. Minimizan los problemas de solapamiento de pulverización y reducen el consumo de agua, manteniendo la eficacia de la refrigeración.
Boquillas planas a chorro: Utilizadas en aplicaciones específicas que requieren refrigeración direccional, especialmente en zonas de refrigeración de borde donde la colocación precisa de la pulverización previene grietas en las esquinas.
3. Parámetros críticos de selección para un rendimiento óptimo
La selección exitosa de la tobera requiere una evaluación cuidadosa de múltiples parámetros interconectados. Según Spraying Systems Co, los siguientes factores constituyen la base de la estrategia de selección:
Ratio de Rotación de Agua
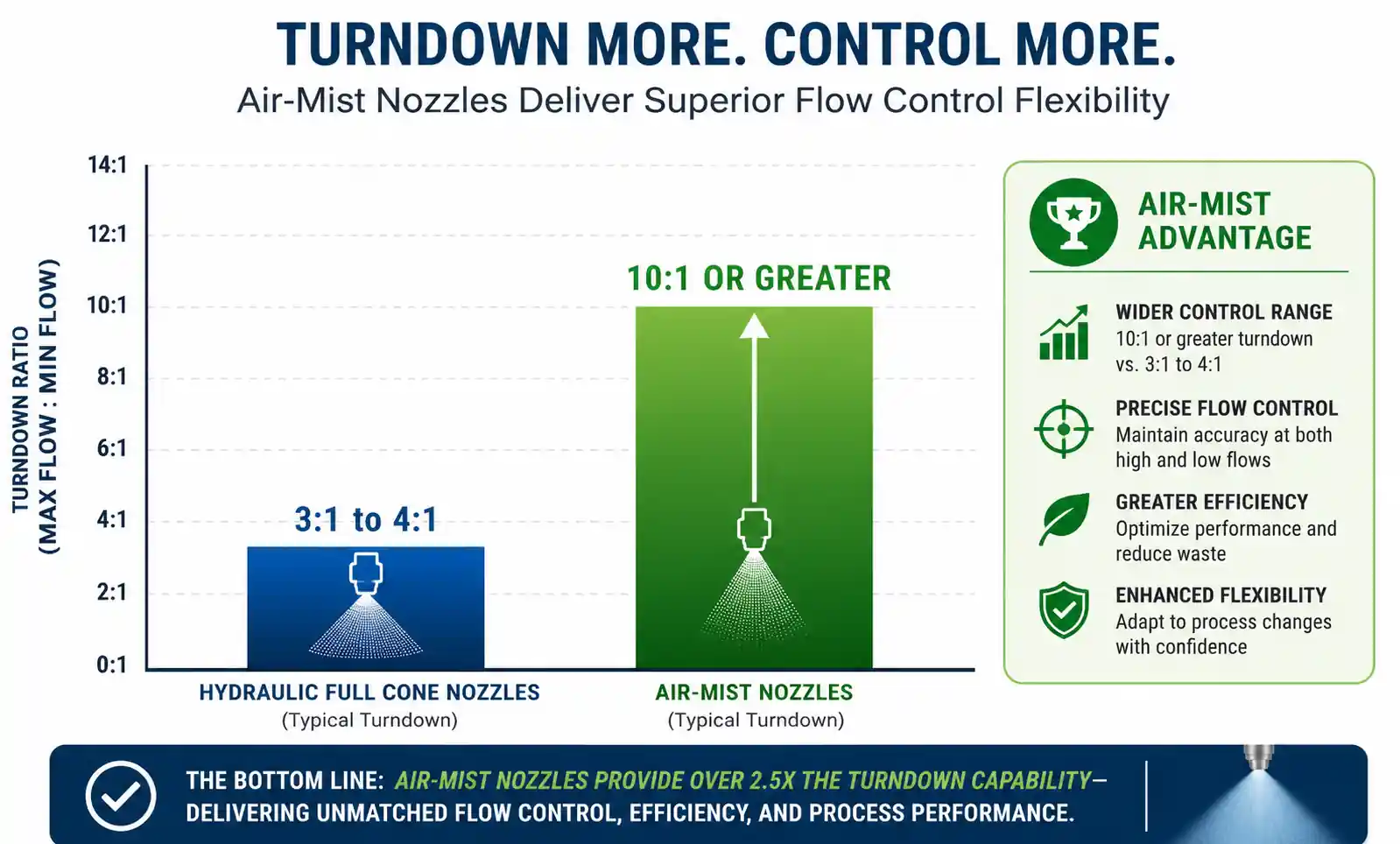
La relación de apagado define el rango entre caudales de agua máximo y mínimo controlables manteniendo características de pulverización aceptables. La producción moderna de acero exige flexibilidad para adaptarse a diferentes grados, velocidades de fundición y dimensiones del producto. Los sistemas de niebla atmosférica suelen alcanzar relaciones de rotación de 10:1, mientras que las boquillas hidráulicas están limitadas a 3:1 o 4:1.
! gráfico de comparación de la relación de desaceleración.
{kind=link}
Ángulo y patrón de la pulverización
Estudios recientes de optimización publicados en Springer identifican ángulos óptimos de pulverización entre 88-99 grados para la mayoría de las aplicaciones de colada en placa. El ángulo de pulverización influye directamente en:
- Área de cobertura por tobera
- Características de solapamiento entre toberas adyacentes
- Distribución de coeficientes de transferencia de calor
- Eficiencia en el consumo de agua
El caudal de agua afecta significativamente a la geometría del ángulo de pulverización. A 1,58 L/min, los ángulos de pulverización miden aproximadamente 88,84°, aumentando a 98,58° a 4,14 L/min. Esta relación debe tenerse en cuenta en el diseño del sistema de control.
Disposición y posicionamiento de la tobera
El rendimiento óptimo requiere una posición precisa de la tobera en relación con la superficie del hilo. El análisis computacional indica que una distancia de tobera de 380 mm combinada con una altura de pulverización de 663,5 mm produce una uniformidad de temperatura superior en aplicaciones de losas gruesas. Sin embargo, estos parámetros requieren ajustes basados en la geometría de la máquina de colada y las dimensiones del producto.
Consideraciones de diseño:
- Paso de la tobera (espaciamiento entre toberas adyacentes)
- Altura de pulverización sobre la superficie del hilo
- Gestión de zonas de solapamiento
- Distancias de separación de zonas
Rango de Operación a Presión
Tanto los rangos de presión del aire como del agua deben ajustarse a los requisitos de operación de fundición. La presión del aire suele oscilar entre 0,5 y 3,0 bar, mientras que la presión del agua varía entre 2,0 y 6,0 bar dependiendo del diseño de la tobera. El sistema de control debe mantener una presión estable a lo largo de toda la envolvente de funcionamiento para garantizar características de pulverización consistentes.
4. Boquillas de niebla atmosférica vs. boquillas hidráulicas: comparación de rendimiento
La elección entre sistemas de nebulización y toberas hidráulicas representa una decisión estratégica fundamental que afecta a los costes operativos a largo plazo y a las capacidades de calidad del producto.
! comparación-tipo de boquilla-lado al lado
{kind=link}
Rendimiento de transferencia de calor
Los estudios computacionales demuestran que las toberas de niebla de aire generan coeficientes de transferencia de calor superiores debido a una atomización de gotas más fina y a mejores características de humectación superficial. El chorro de aire comprimido crea gotas más pequeñas con mayores relaciones superficie-volumen, mejorando la eficiencia de extracción de calor entre un 15 y un 25% en comparación con las boquillas hidráulicas a caudales equivalentes.
Flexibilidad de control
Las boquillas hidráulicas ofrecen un control de un solo parámetro mediante ajuste del caudal de agua. Los sistemas de niebla atmosférica proporcionan control multiparámetro, incluyendo:
- Caudal de agua
- Caudal de aire
- Presión del aire
- Relación aire-agua
Esta flexibilidad adicional de control permite una adaptación precisa a diferentes condiciones de fundición, grados de acero y requisitos de calidad. Los operadores pueden ajustar de forma independiente la intensidad de enfriamiento y las características del patrón de pulverización sin cambiar de tobera.
Análisis económico
Aunque los sistemas de niebla de aire ofrecen un rendimiento superior, el consumo de aire comprimido genera costes energéticos significativos. Una fundidora de losa típica consume entre 15.000 y 25.000 m³/hora de aire comprimido para refrigeración secundaria. En las tarifas de electricidad industrial, esto representa un gasto operativo considerable. Sin embargo, la mejora de la calidad del producto y la reducción de tasas de chatarra suelen justificar la inversión adicional en energía.
Factores de comparación de costes:
- Inversión en equipos de capital
- Generación y distribución de aire comprimido
- Requisitos de mantenimiento y repuestos
- Consumo de agua
- Mejoras en la calidad del producto y reducción de chatarra
Según recursos del sector, la decisión depende en última instancia de las prioridades de producción: sistemas hidráulicos para operaciones sensibles a costes con requisitos de calidad menos exigentes, sistemas de niebla de aire para productos de calidad premium que requieren un control térmico preciso.
5. Optimización de transferencia de calor y control del patrón de pulverización
Lograr una transferencia óptima de calor requiere comprender la compleja interacción entre las características del pulverización, las condiciones superficiales y los fenómenos metalúrgicos.
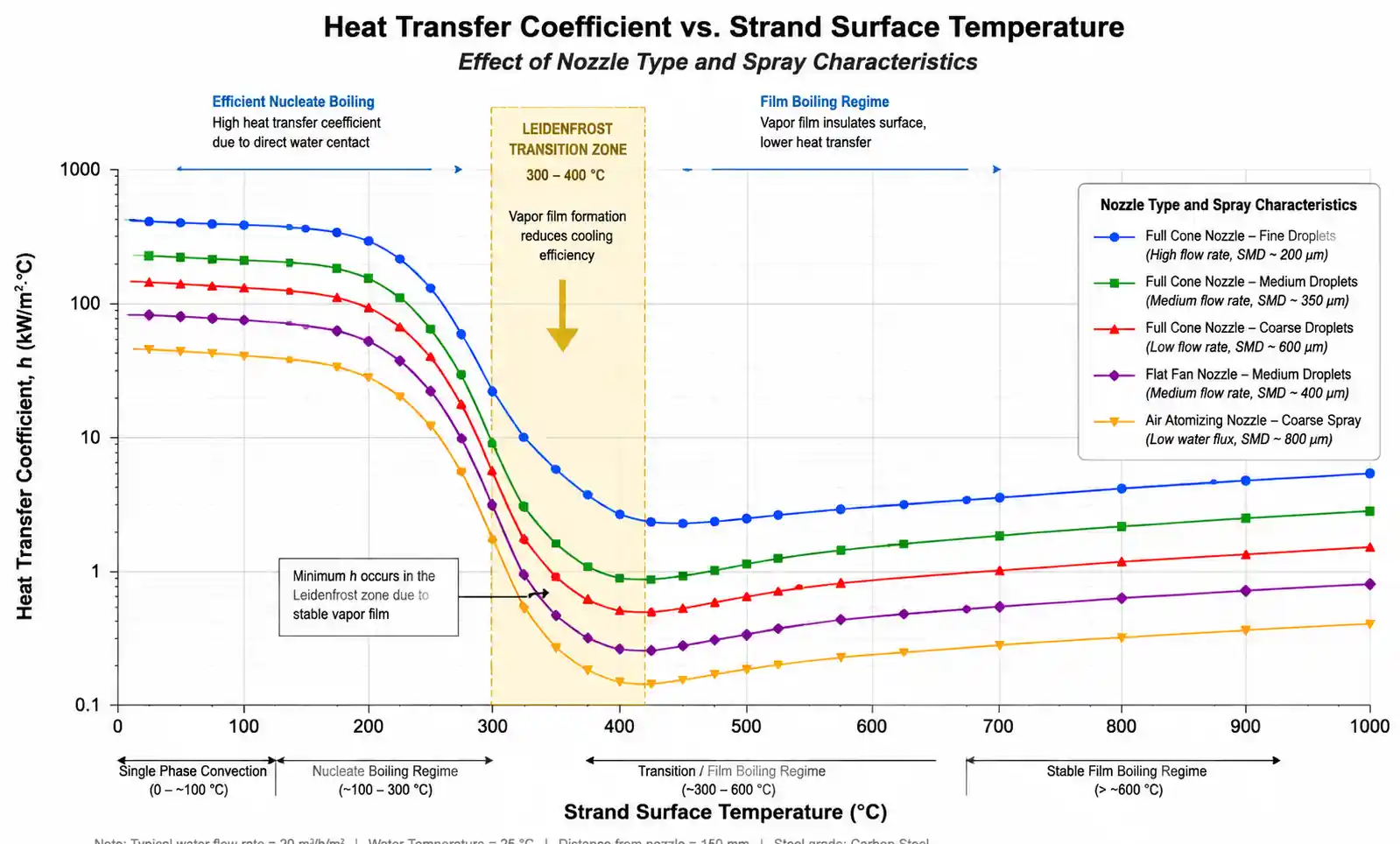
El efecto Leidenfrost
Cuando las gotas de agua contactan superficies por encima de aproximadamente 300-400°C, se forma una capa de vapor entre la gota y la superficie, reduciendo drásticamente la eficiencia de la transferencia de calor. Las investigaciones publicadas sobre ese diseño de pulverización deben tener en cuenta los efectos de la temperatura de Leidenfrost para mantener la eficacia del enfriamiento en toda la zona de enfriamiento secundaria.
! efecto Leidenfrost-transferencia-calor
{kind=link}
Las gotas más finas de las toberas de niebla de aire superan parcialmente las limitaciones de Leidenfrost gracias a mayores velocidades de impacto y una mejor penetración superficial. Esto explica por qué la refrigeración por niebla atmosférica logra coeficientes de transferencia de calor más consistentes a través de diferentes temperaturas superficiales de la hebra.
Gestión de solapamiento de sprays
La región donde los patrones de pulverización adyacentes se solapan presenta características de transferencia de calor diferentes a las zonas de pulverización individual. La evaluación precisa de los coeficientes de transferencia de calor en regiones de solapamiento sigue siendo fundamental para la precisión del modelo térmico y la optimización de la estrategia de refrigeración. La investigación MDPI sobre algoritmos de optimización enfatiza la importancia de la gestión de zonas de solapamiento para prevenir no uniformidades de temperatura.
Uniformidad en la distribución del agua
Las toberas de chorro de cono completo generalmente producen una distribución del flujo de calor más uniforme en comparación con los diseños de chorro plano, reduciendo las variaciones de temperatura superficial y mejorando la calidad del producto. Sin embargo, lograr la uniformidad del objetivo requiere:
- Selección adecuada de la boquilla según las condiciones de funcionamiento
- Calendarios regulares de inspección y sustitución
- Sistemas calibrados de control de flujo
- Validación de modelado computacional
Estrategias de Control Dinámico
Las operaciones modernas de fundición emplean ajustes en tiempo real de los parámetros de refrigeración basados en:
- Variaciones en la velocidad de fundición
- Propiedades térmicas de grado siderúrgico
- Cambios en la dimensión del producto
- Fluctuaciones en el nivel del moho
- Mediciones de temperatura superficial de la hebra
Algoritmos avanzados de control optimizan continuamente la distribución del flujo de agua entre zonas de refrigeración para mantener las curvas de enfriamiento objetivo y minimizar la acumulación de tensiones térmicas.
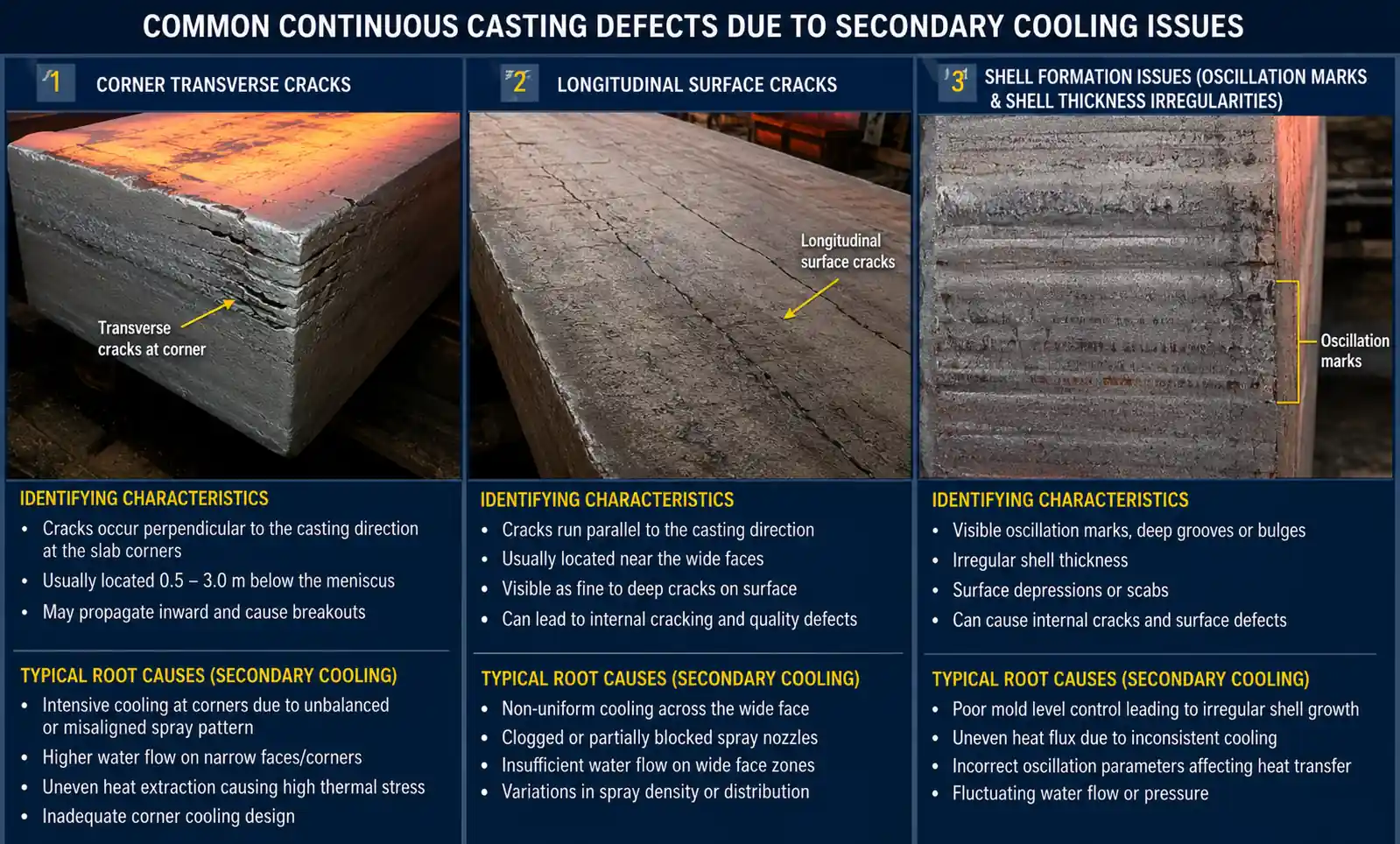
6. Defectos comunes de calidad y estrategias de prevención
Un enfriamiento secundario inadecuado causa directamente o contribuye a numerosos defectos de calidad del acero. Comprender estos mecanismos de fallo guía la selección efectiva de toberas y el desarrollo de estrategias de refrigeración.
Grietas transversales
La producción de losas de grosor ancho sufre especialmente de grietas transversales en las esquinas causadas por una distribución de temperatura no uniforme. Los estudios demuestran que optimizar la disposición de las toberas de refrigeración secundaria y la distribución del agua reduce significativamente la incidencia de grietas transversales.
! calidad-losa de acero-defectos
{kind=link}
Estrategias de prevención:
- Mejora de la refrigeración en las esquinas con boquillas dedicadas
- Distribución equilibrada del agua a lo largo del ancho de la cadena
- Transiciones controladas de la velocidad de refrigeración entre zonas
- Optimización de patrones de pulverización mediante modelado computacional
Lágrimas calientes y grietas longitudinales
Una intensidad excesiva de enfriamiento crea grandes gradientes de temperatura entre la superficie del hilo y el interior, generando tensiones térmicas de tracción en el frente de solidificación. Cuando estas tensiones superan la resistencia del material, se inician y propagan desgarros calientes.
La estrategia óptima de enfriamiento mantiene tasas de enfriamiento moderadas que equilibran los requisitos de productividad con la acumulación de tensiones térmicas. Las boquillas de niebla de aire destacan en esta aplicación por su amplia relación de rotación y su capacidad de control precisa.
Problemas con la formación de proyectiles
Estudios recientes publicados en MDPI revelan que el atasco de las boquillas de pulverización reduce la eficacia de la refrigeración entre un 30 y un 50%, creando puntos calientes locales y adelgazamiento de la carcasa. Los programas regulares de mantenimiento y los sistemas de filtración de agua minimizan los incidentes de obstrucción.
Medidas de prevención de obstrucciones:
- Filtración adecuada del agua (recomendada 100 micras o más)
- Inspecciones y ciclos regulares de limpieza de toberas
- Sistemas de monitorización de caudales para la detección de obstrucciones
- Calendarios de reemplazo preventivo
Defectos de calidad superficial
Las marcas de oscilación, el atrapamiento de escoria y las grietas superficiales suelen estar relacionadas con irregularidades secundarias en el enfriamiento. Mantener patrones de pulverización estables y uniformes a lo largo de toda la anchura del hilo garantiza un enfriamiento superficial constante y minimiza la formación de defectos.
7. Últimas tendencias y tecnologías del sector (2025-2026)
La industria de la colada continua sigue avanzando en la tecnología de toberas y las estrategias de control para satisfacer requisitos cada vez más exigentes de calidad de producto y objetivos de sostenibilidad.
Optimización computacional
La investigación de 2025 demuestra un sofisticado modelado computacional de dinámica de fluidos (CFD) junto con análisis de transferencia de calor para la optimización de parámetros de toberas. Estas herramientas permiten pruebas virtuales de configuraciones de toberas antes de la implementación física, reduciendo el tiempo de puesta en marcha por prueba y error y optimizando el rendimiento desde el arranque.
{kind=link}
Los algoritmos de aprendizaje automático analizan ahora datos históricos de fundición para predecir los ajustes óptimos de la boquilla para mezclas de productos y condiciones de funcionamiento específicas. Estos sistemas refinan continuamente las estrategias de refrigeración basándose en los resultados de calidad y las mediciones térmicas.
Enfoque en eficiencia energética
Con la sostenibilidad y las presiones de costes operativos intensificándose, los fabricantes priorizan diseños de refrigeración secundaria eficientes energéticamente. Las innovaciones incluyen:
- Compresores de aire de velocidad variable adaptados a la demanda de refrigeración
- Recuperación de calor de los sistemas de agua de refrigeración
- Patrones de pulverización optimizados, reduciendo el consumo de agua entre un 20 y un 30%
- Sistemas de mantenimiento predictivo que minimizan el tiempo de inactividad
Sistemas avanzados de monitorización
Las instalaciones modernas incorporan amplias matrices de sensores que proporcionan retroalimentación en tiempo real sobre:
- Caudales individuales de toberas
- Características del patrón de pulverización
- Temperaturas superficiales de la cadena (pirometría)
- Temperaturas de retorno de agua de enfriamiento
- Distribuciones de presión de aire y agua
Estos datos permiten sistemas de control en lazo cerrado que ajustan automáticamente los parámetros de refrigeración, manteniendo condiciones óptimas a pesar de las variaciones del proceso.
Innovaciones en el diseño de toberas
Los fabricantes continúan refinando las geometrías internas de las toberas para mejorar las características de atomización, reducir las tasas de desgaste y prolongar la vida útil. Los nuevos materiales y recubrimientos mejoran la resistencia a la corrosión y mantienen la consistencia del patrón de pulverización durante periodos de funcionamiento prolongados.
8. Directrices prácticas de implementación
La selección exitosa de toberas y la optimización del enfriamiento secundario requieren un enfoque sistemático que combine análisis técnico, experiencia operativa y mejora continua.
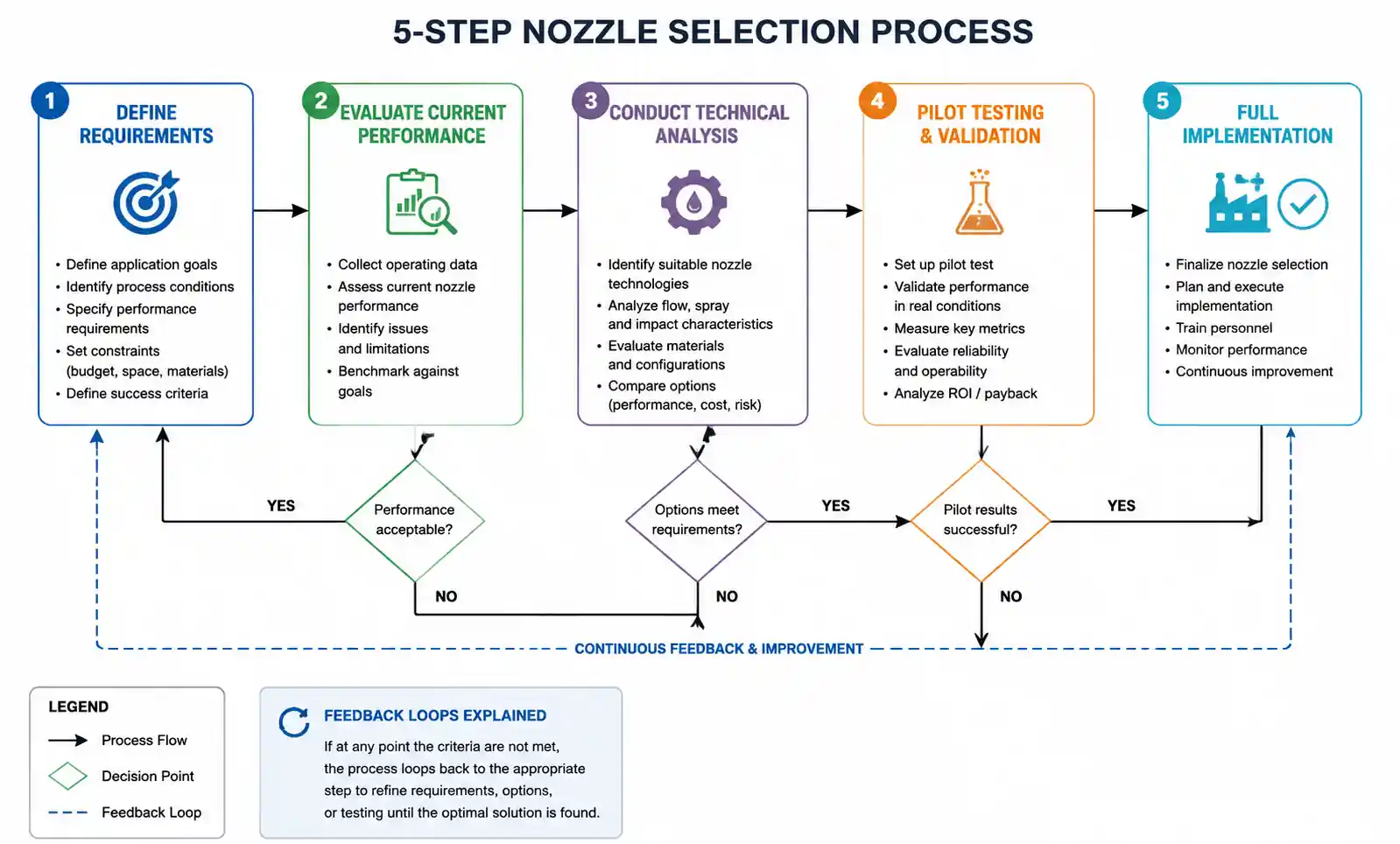
Marco del Proceso de Selección
Paso 1: Definir los requisitos operativos
- Gama de productos (dimensiones, grados, niveles de calidad)
- Envolvente de velocidad de fundición
- Objetivos de volumen de producción
- Especificaciones de calidad y límites de defectos
Paso 2: Evaluar el rendimiento actual
- Análisis de defectos de calidad
- Evaluación de la uniformidad de la refrigeración
- Evaluación de consumo energético
- Seguimiento de costes de mantenimiento
Paso 3: Realizar análisis técnico
- Modelado computacional de configuraciones alternativas de toberas
- Cálculos de transferencia de calor y análisis de tensiones térmicas
- Proyecciones de consumo de agua y energía
- Estimaciones de costes de capital y operativos
! diagrama de flujo de selección de tobera
{kind=link}
Paso 4: Pruebas piloto
- Instalación limitada de sistemas de boquillas candidatas
- Monitorización del rendimiento y recopilación de datos
- Evaluación del impacto en la calidad
- Integración de retroalimentación del operador
Paso 5: Implementación completa
- Despliegue por fases en máquinas de fundición
- Programas de formación de operadores
- Optimización del sistema de control
- Monitorización y perfeccionamiento continuos
Mejores prácticas de mantenimiento
Un rendimiento consistente de la boquilla requiere programas de mantenimiento disciplinados:
- Inspección diaria: Visual de los patrones de pulverización durante el fundido
- Semanal: Verificación y ajuste de caudal
- Mensual: Inspección y limpieza detallada de boquillas
- Trimestral: Reemplazo de toberas según criterios de desgaste
- Anualmente: Auditoría completa del sistema y revisión de optimización
Métricas de Monitorización de Rendimiento
Haz un seguimiento de estos indicadores clave para garantizar un rendimiento óptimo sostenido:
- Índices de calidad del producto (tasas de grieta, puntuaciones de calidad superficial)
- Consumo específico de agua (litros por tonelada de acero)
- Consumo energético específico (kWh por tonelada)
- Frecuencia y costes de reemplazo de toberas
- Disponibilidad del sistema e incidentes de tiempo de inactividad
Resolución de problemas comunes
Problema: Enfriamiento no uniforme a lo largo del ancho de la hebra Soluciones: Comprobar la alineación de las toberas, verificar caudales, inspeccionar boquillas obstruidas, revisar cálculos de solapamiento por pulverización
Problema: Consumo excesivo de agua Soluciones: Optimizar el espaciamiento de las boquillas, ajustar los ángulos de pulverización, verificar los ajustes de presión y considerar la adaptación de la neblina de aire
Problema: Boquilla frecuente obstruida Soluciones: Mejorar la filtración del agua, reducir la presión de operación, cambiar los materiales de las boquillas, implementar sustituciones preventivas
Conclusión
La selección estratégica de la tobera secundaria de refrigeración representa una inversión crítica en calidad del acero, eficiencia operativa y competitividad a largo plazo. La transición de las toberas hidráulicas tradicionales a sistemas avanzados de vaporización de aire ofrece ventajas sustanciales de rendimiento, aunque a mayores costes operativos. Cada operación de fundición debe evaluar los compromisos basándose en requisitos específicos del producto, estándares de calidad y limitaciones económicas.
Las últimas herramientas computacionales, tecnologías de sensores y estrategias de control permiten una precisión sin precedentes en la gestión de la refrigeración. La implementación exitosa requiere un enfoque sistemático que combine análisis técnico, disciplina operativa y cultura de mejora continua.
A medida que aumentan las velocidades de fundición y se intensifican las demandas de calidad, la flexibilidad y eficiencia de los sistemas de refrigeración secundaria se vuelven cada vez más críticas. Invertir en tecnología óptima de toberas y sistemas de control posiciona a los productores de acero para una ventaja competitiva sostenida en mercados globales exigentes.