





Cálculo de la fuerza de impacto a alta presión de la boquilla de limpieza de secciones de prensa: una guía completa
En la fabricación de papel, mantener las secciones de prensa limpias es fundamental para una eficiencia óptima de deshidratación y calidad del producto. Las boquillas de limpieza a alta presión desempeñan un papel vital en este proceso, pero comprender la fuerza de impacto que generan es esencial para una limpieza eficaz sin dañar la tela. Esta guía explora los cálculos, buenas prácticas y estrategias de optimización para las boquillas de limpieza de secciones de prensa.
Índice
- Entendiendo las boquillas de limpieza de la sección de prensa
- [La física detrás de la fuerza de impacto de alta presión] (#2-la-física-detrás de la fuerza de impacto de alta presión)
- [Fórmulas clave para el cálculo de la fuerza de impacto] (#3-fórmulas-clave-para-cálculo-de la fuerza de impacto)
- [Factores que afectan la fuerza de impacto de la boquilla] (#4-factores-afecta-la fuerza de impacto-de la boquilla)
- [Ejemplos de cálculo práctico] (#5-ejemplos-cálculo práctico)
- [Optimización del rendimiento de la boquilla para la limpieza de secciones de prensa](#6-optimizando-rendimiento-de-la limpieza de la sección de prensa)
- Desafíos y soluciones comunes
- [Mantenimiento y solución de problemas] (#8-mantenimiento y solución de problemas)
1. Comprensión de las boquillas de limpieza de secciones de prensa
Las boquillas de limpieza de secciones de prensa utilizan chorros de agua a alta presión para eliminar contaminantes de los tejidos y fieltros de prensado. Estos sistemas mantienen la permeabilidad de la tela y evitan la acumulación que reduce la eficiencia del deshidratado.
! Resumen-sección-limpieza de la prensa-boquilla.
{kind=link}
Los sistemas de limpieza modernos suelen funcionar a presiones que oscilan entre 100 y 300 PSI para duchas convencionales, mientras que las duchas de aguja pueden alcanzar entre 300 y 400 PSI. El Yuechen representa una tecnología avanzada de limpieza que supera a las tradicionales duchas oscilantes de chorro de agujas de alta presión.
Los tejidos de conformado limpio ofrecen ventajas críticas de productividad. Según Yuechen, mantener una permeabilidad consistentemente alta durante toda la vida útil del tejido afecta directamente al rendimiento de dessecado y a la eficiencia general de la máquina.
Por qué importa la fuerza de impacto
La fuerza de impacto generada por las boquillas de limpieza debe ser suficiente para desalojar los contaminantes, pero no tan alta como para dañar la estructura del tejido. Poca fuerza deja residuos; Demasiado provoca desgaste prematuro a través de la vibración de los hilos en los puntos de cruce.
! comparación de daños en tela
{kind=link}
2. La física detrás de la fuerza de impacto a alta presión
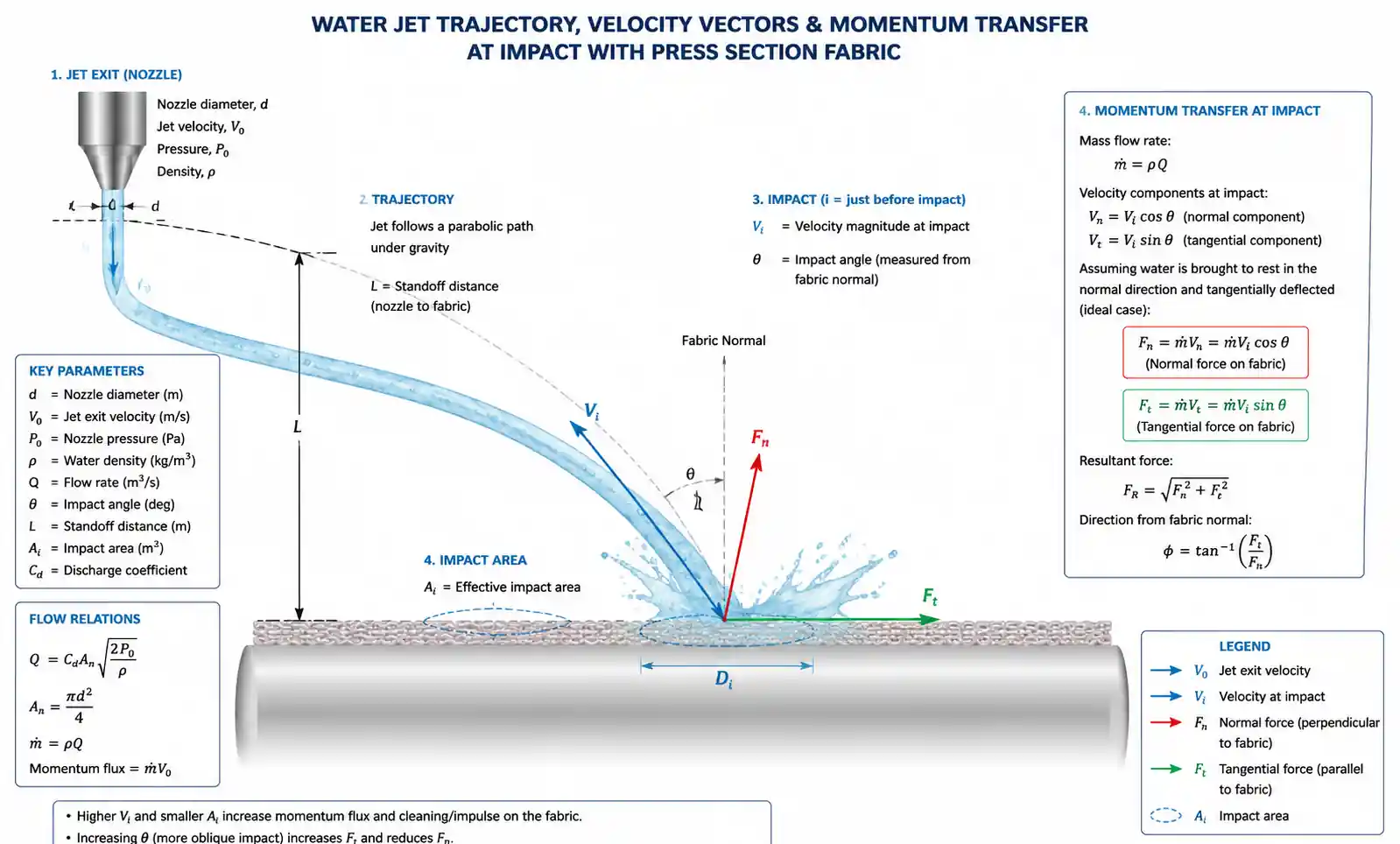
Comprender la física detrás de la fuerza de impacto de los chorros de agua requiere aplicar la segunda y tercera ley del movimiento de Newton. Cuando un chorro de agua a alta presión impacta en una superficie, transfiere momento, creando una fuerza de impacto.
Principio de transferencia de momento
El agua acelera a través del orificio de la boquilla, convirtiendo la energía de presión en energía cinética. Al impactar con la superficie de la tela, esta masa de agua en movimiento sufre una rápida desaceleración, transfiriendo su momento a la superficie objetivo.
! diagrama de transferencia de momento de chorro de agua
{kind=link}
El estudio ResearchGate sobre descalcificación con toberas de alta presión proporciona un análisis detallado de la determinación de la presión de impacto utilizando los axiomas de Newton, permitiendo la predicción mediante fórmulas analíticas o mediciones directas con transductores de fuerza.
Conversión de energía
La relación entre presión y velocidad sigue el principio de Bernoulli. A medida que el agua pasa por el orificio reducido de la boquilla, la presión cae mientras la velocidad aumenta drásticamente, creando la energía cinética que produce la fuerza de impacto.
3. Fórmulas clave para el cálculo de la fuerza de impacto
Varias fórmulas calculan la fuerza de impacto de la tobera a alta presión, cada una adaptada a diferentes escenarios y datos disponibles.
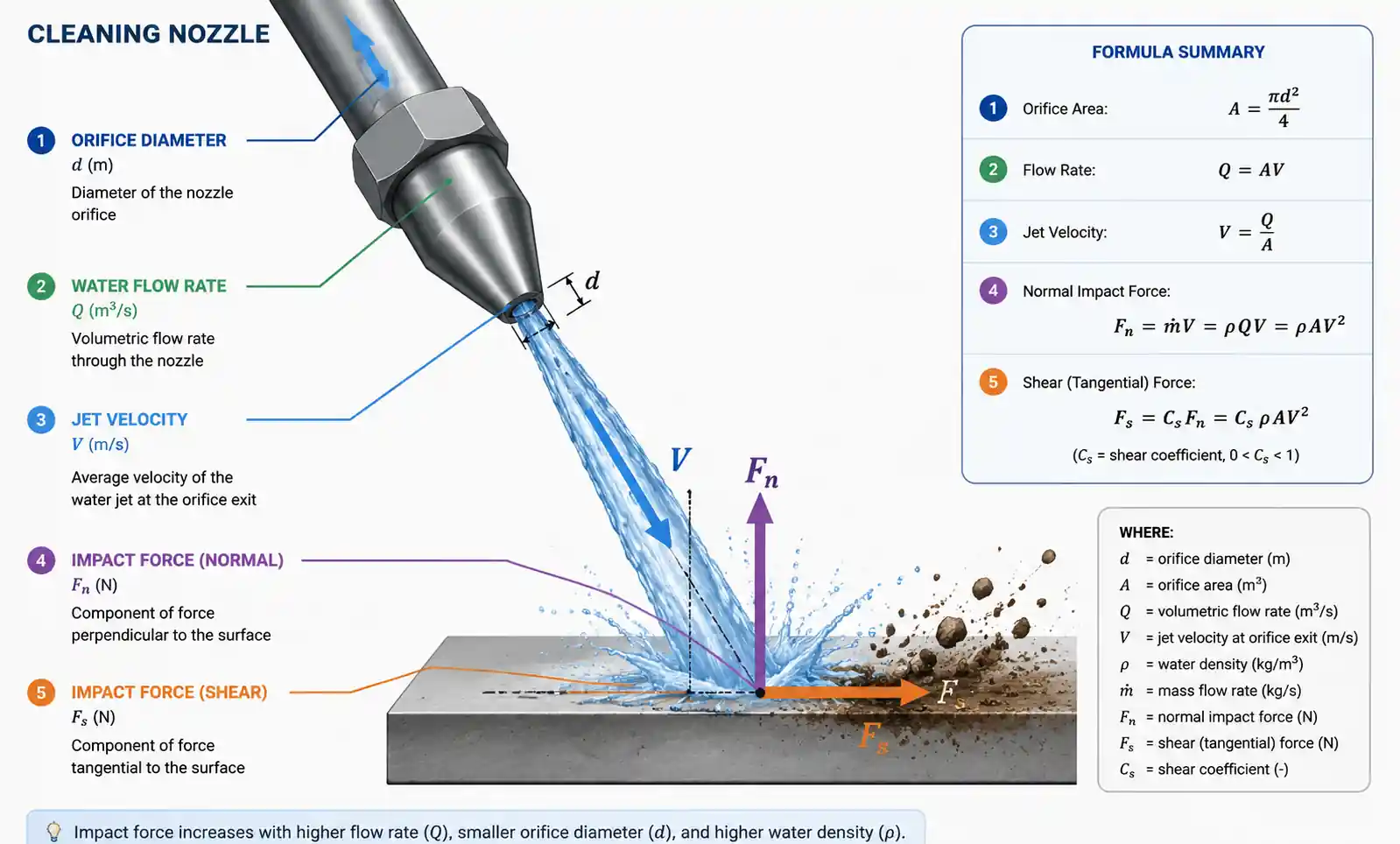
Fórmula básica basada en el momento
El enfoque más fundamental utiliza el cambio de momento:
F = ρ × Q × (Vₑ - Vi)
Donde:
- F = Fuerza de impacto (Newtons)
- ρ = Densidad del agua (típicamente 1000 kg/m³)
- Q = Caudal volumétrico (m³/s)
- Vₑ = Velocidad de salida (m/s)
- Vi = Velocidad inicial (m/s, a menudo cero para objetivo estacionario)
! fuerza-impacto-fórmula-visualización
{kind=link}
Fórmula de caudal másico
Cuando se conoce directamente el caudal másico:
F = ṁ × v
Donde:
- F = Fuerza del chorro de agua (Newtons)
- ṁ = Caudal másico (kg/s)
- v = Velocidad del chorro (m/s)
Fórmula basada en la presión
Para cálculos que comienzan con la presión de la tobera:
F = (Pn - Po) × A
Donde:
- Pn = Presión de la tobera (Pascales)
- Po = Presión ambiente/circundante (Pascales)
- A = Área del orificio de la boquilla (m²)
Este enfoque funciona especialmente bien para aplicaciones de chorros sumergidos, comunes en entornos de máquinas de papel.
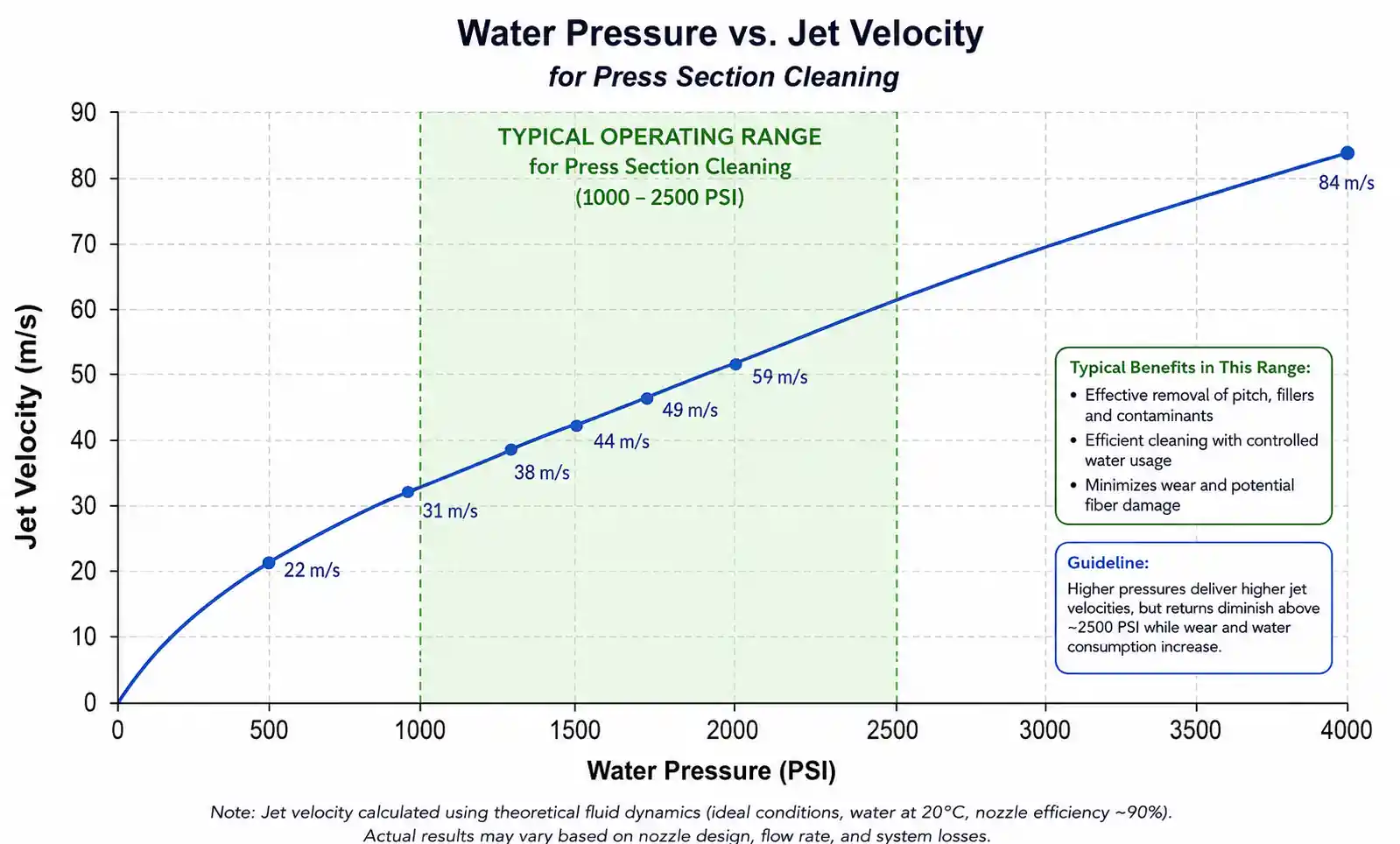
Cálculo de velocidad a partir de la presión
Para determinar la velocidad del chorro a partir de la presión:
v = √(2 × ΔP / ρ)
Donde:
- v = Velocidad del chorro (m/s)
- ΔP = Diferencia de presión (Pascales)
- ρ = Densidad del agua (kg/m³)
! gráfico-relación-velocidad-pulsión
{kind=link}
4. Factores que afectan a la fuerza de impacto de la tobera
Múltiples variables influyen en la fuerza de impacto real aplicada a las telas de la sección de planchado.
Parámetros de diseño de la boquilla
El diámetro del orificio afecta directamente tanto al caudal como a la velocidad. Los orificios más pequeños a la misma presión producen velocidades más altas pero menor flujo total, mientras que los orificios más grandes entregan más volumen a menor velocidad.
El ángulo de la boquilla determina el componente de fuerza efectiva perpendicular a la superficie de la tela. Las instalaciones en ángulo pueden requerir ajustes trigonométricos para calcular la fuerza real de limpieza.
El patrón de pulverización (ventilador plano, chorro sólido, cono hueco) cambia la distribución del impacto. Los chorros sólidos concentran la fuerza, mientras que los patrones de abanico la distribuyen por áreas mayores.
Condiciones de funcionamiento
La presión del agua es la variable principal controlable. Spray.com investigación señala que una mayor presión de agua genera mayores flujos de impacto, con diferentes presiones necesarias para distintos pisapapeles y aplicaciones.
La temperatura del agua afecta a la viscosidad y densidad, alterando ligeramente las características de impacto.
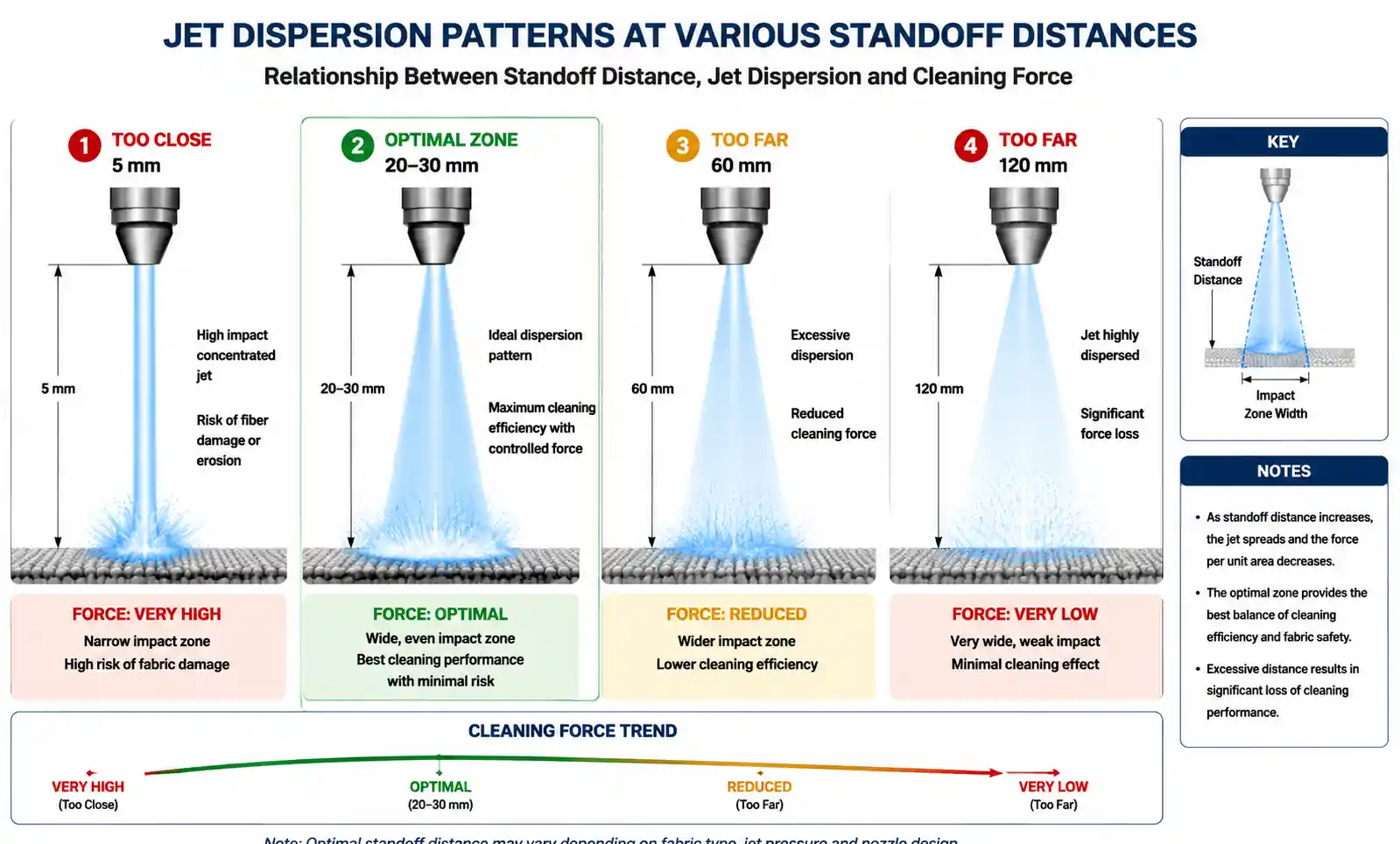
La distancia a la tela provoca dispersión de chorros y pérdida de velocidad. La distancia óptima de separación equilibra el área de cobertura con la fuerza del impacto.
! tobera-distancia-efectos-distancia
{kind=link}
Propiedades de la tela
La guía de eficiencia de deshidratación explica cómo la permeabilidad, el grosor y la estructura de la tela influyen en los requisitos de limpieza. Los tejidos más densos pueden requerir mayores fuerzas de impacto para lograr una limpieza eficaz.
5. Ejemplos prácticos de cálculo
Hagamos cálculos realistas para las boquillas de limpieza de secciones de prensa.
Ejemplo 1: Fuerza básica de impacto por presión
Dado:
- Presión de tobera: 200 PSI (1,379 MPa o 1.379.000 Pa)
- Diámetro del orificio de la tobera: 2 mm (0,002 m)
- Densidad del agua: 1000 kg/m³
Paso 1: Calcular el área del orificio A = π × r² = π × (0,001)² = 3,14 × 10⁻⁶ m²
Paso 2: Calcular la velocidad del chorro v = √(2 × 1.379.000 / 1.000) = √2758 = 52,5 m/s
Paso 3: Calcular el caudal volumétrico Q = A × v = 3,14 × 10⁻⁶ × 52,5 = 1,65 × 10⁻⁴ m³/s
Paso 4: Calcular la fuerza de impacto F = ρ × Q × v = 1000 × 1,65 × 10⁻⁴ × 52,5 = 8,66 N
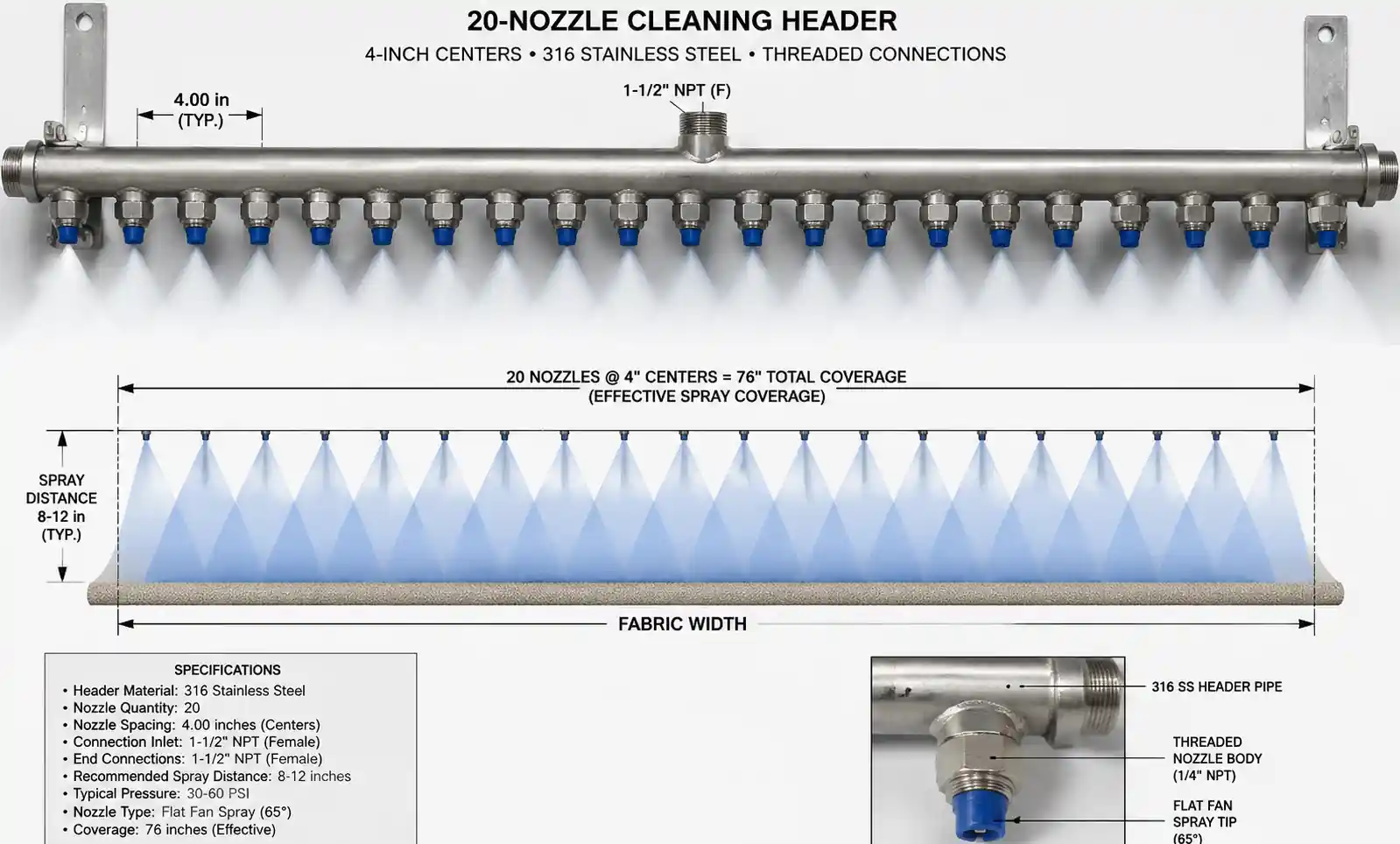
Ejemplo 2: Sistema de múltiples boquillas
Para un colector de limpieza con 20 boquillas espaciadas en un centro de 4 pulgadas (instalación típica):
Fuerza total de impacto = 8,66 N × 20 = 173,2 N
Fuerza por metro lineal = 173,2 N / (20 × 0,102 m) = 85 N/m
Esta especificación de fuerza distribuida ayuda a evaluar la efectividad de la limpieza a lo largo de todo el ancho de la tela.
! instalación de múltiple cabezal de boquilla
{kind=link}
6. Optimización del rendimiento de la boquilla para la limpieza de secciones de prensa
La optimización eficaz equilibra la potencia de limpieza, la durabilidad de la tela y los costes operativos.
Optimización de presión
Investigaciones de estudios de acondicionamiento continuo muestran que presiones más altas no siempre significan mejor limpieza. Encontrar la presión óptima evita el desgaste innecesario de la tela manteniendo la limpieza.
Empieza con recomendaciones del fabricante (normalmente 150-250 PSI para aplicaciones estándar) y ajusta según el monitoreo del estado de la tela.
Mejores prácticas de instalación
El estudio de dirección de ducha proporciona una orientación crítica:
- Instalar duchas de alta presión en el cable de retorno entre los rodillos guía
- Lluvias directas en los rodillos de guía de alambre cuando sea posible
- Para tejidos multicapa, ducharse por ambos lados
- Mantener un espaciado adecuado entre las boquillas (normalmente centros de 3-6 pulgadas)
Gestión de la calidad del agua
La mala calidad del agua genera dos problemas: menor efectividad de limpieza y desgaste acelerado de la boquilla. Instala una filtración adecuada aguas arriba de los sistemas de limpieza. Los sistemas de boquillas autolimpiantes con mecanismos automáticos de limpieza de cepillos mantienen un rendimiento constante sin contaminar las superficies pulverizadas.
7. Retos y soluciones comunes
Reto: Limpieza insuficiente a pesar de la alta presión
Síntomas: La permeabilidad del tejido disminuye, la eliminación del agua disminuye Causas: Ángulo incorrecto de la boquilla, distancia de distancia excesiva de distancia, orificios desgastados Soluciones: Verificar la alineación de la tobera, comprobar el desgaste, ajustar la posición
Reto: Desgaste prematuro de telas
Síntomas: Vida útil reducida de la tela, rotura de mechones en los crossovers Causas: Fuerza de impacto excesiva, colocación incorrecta de la boquilla Soluciones: Reducir la presión, aumentar el número de toberas para la fuerza distribuida, verificar la geometría de instalación
Reto: limpieza inconsistente a lo largo del ancho
Síntomas: Rayas, calidad variable de hoja Causas: Boquillas obstruidas, distribución desigual de presión, mal diseño del colector Soluciones: Implementar inspecciones regulares de toberas, instalar manómetros en varios puntos y considerar sistemas de boquillas autolimpiantes
! tobera-mantenimiento-inspección
{kind=link}
Reto: Alto consumo de agua
Síntomas: Uso excesivo de agua dulce, altos costes de eliminación Causa: Orificios sobredimensionados, presión innecesaria Soluciones: Calcular caudales óptimos e implementar sistemas de lazo cerrado cuando sea posible
8. Mantenimiento y resolución de problemas
El mantenimiento regular previene la degradación del rendimiento y prolonga la vida útil del sistema.
Horario de inspección rutinaria
Inspección diaria: Inspección visual para detectar fugas evidentes o desalineaciones Semanal: Verificación de presión, comprobación visual de los patrones de pulverización Mensual: Inspección detallada de la boquilla, medición de orificios, evaluación del estado de la tela Trimestral: Auditoría completa del sistema, recalibración si es necesario
Monitorización del desgaste de la boquilla
El diámetro del orificio aumenta con el tiempo, reduciendo la velocidad y la fuerza del impacto mientras aumenta el flujo. Establecer mediciones de referencia y reemplazar las boquillas cuando el diámetro del orificio supere el 10% de la especificación original.
Pruebas de rendimiento
La medición directa con transductores de fuerza proporciona una verificación objetiva de la fuerza de impacto. Este enfoque valida los cálculos e identifica el rendimiento degradado antes de que afecte a la producción.
Documentación
Lleva registros de los ajustes de presión, fechas de cambio de toberas y rendimiento de la tela. Estos datos revelan patrones y optimizan los intervalos de reemplazo.
Conclusión
Calcular y optimizar la fuerza de impacto a alta presión para las boquillas de limpieza de secciones de prensa requiere comprender la física fundamental, aplicar fórmulas adecuadas y considerar condiciones de funcionamiento reales. El cálculo basado en el momento F = ρ × Q × v proporciona la base, pero su implementación exitosa exige atención al diseño de la tobera, la geometría de la instalación y el mantenimiento continuo.
Las máquinas de papel modernas se benefician de enfoques sistemáticos para el diseño de sistemas de limpieza. Al calcular con precisión las fuerzas de impacto y monitorizar el rendimiento de forma constante, los molinos mantienen la limpieza de los tejidos, prolongan la vida útil de los componentes y optimizan la eficiencia del deshidrato, afectando directamente a la calidad del producto y a los costes operativos.
Ya sea instalando nuevos sistemas de limpieza o solucionando problemas con los existentes, los principios y cálculos descritos en esta guía proporcionan el marco para la toma de decisiones basada en datos en la gestión de secciones de prensa.