





Guía de selección de boquillas de pulverización industrial: tipos, materiales y aplicaciones para limpieza, refrigeración y recubrimiento
Cómo elegir entre mezcla interna y externa, calcular los requisitos de velocidad de refrigeración y evitar el recubrimiento de vapor en el temple de acero aleado
Público objetivo: Ingenieros de tratamiento térmico, metalúrgicos, ingenieros de procesos y jefes de producción que trabajan con aceros de aleación 4140, 4340, D2, 5160, 316L y otros aceros de aleación especial.
Guía rápida de selección (lectura de 30 segundos)
| Tu requisito principal | Tipo de boquilla recomendado | Especificación clave para verificar |
|---|---|---|
| Tamaño mínimo de gota (10-30 μm) | Mezcla interna | Presión de aire ≥60 psi, agua limpia (filtración <5 μm) |
| Agua dura / refrigerante recirculado | Mezcla externa | Tamaño del orificio ≥0,080", consumo de aire 8-15 SCFM |
| Tasa de refrigeración más rápida (>40°C/s) | Mezcla interna, alta presión | Aire 80-95 psi, agua 2-5 GPM, relación 15-20:1 |
| Coste más bajo de aire comprimido | Mezcla externa con diseño de ahorro de aire | 8-12 SCFM @ 60 psi por tobera |
| Evitando la capa de vapor sobre acero caliente (>800°C) | Mezcla interna o externa de alta velocidad | Velocidad de gotas >100 ft/s |
| Perfiles de refrigeración de varias etapas | Mezcla interna con aire/agua ajustable | Relación de rotación ≥20:1 |
¿No estás seguro? Salta a la [Matriz de Decisión](#decision-matriz-cuál-tobera-atomizadora-de aire-es-adecuada para ti) o Parámetros Críticos.
Índice
- [Toberas atomizadoras de aire para tratamiento térmico de acero: Resumen] (#1-toberas-atomizadoras-de-aire-para-tratamiento-térmico-acero-resumen-Resumen)
- [Matriz de decisión: Qué boquilla atomizadora de aire es adecuada para ti](#2-matriz-decisión-cuál-tobera-atomizadora-de aire es adecuada para ti)
- [Mezcla interna vs Mezcla externa: Compensaciones detalladas](#3-mezcla interna vs-mezcla-externa-intercambios-detalladas)
- [Parámetros críticos de selección para la refrigeración de acero aleado] (#4-parámetros críticos-de-enfriamiento-de acero-aleado)
- 4.1 Tamaño de la gota y penetración de la manta de vapor
- 4.2 Control de la velocidad de refrigeración para la gestión de microestructuras
- 4.3 Cálculo del consumo de aire y del coste operativo
- Flujo de trabajo de selección: 6 pasos para especificar tu boquilla
- Errores comunes de selección (y cómo evitarlos)
- [Comparación de costes de mantenimiento y ciclo de vida] (#7-comparación de costes de mantenimiento y ciclo de vida)
- [Cuando el spray atomizador de aire NO es la elección correcta] (#8-cuando-el spray atomizante-de-aire no es-la-elección correcta)
- Preguntas frecuentes
- Lista de verificación de especificaciones y próximos pasos
1. Boquillas atomizadoras de aire para tratamiento térmico de acero: Visión general
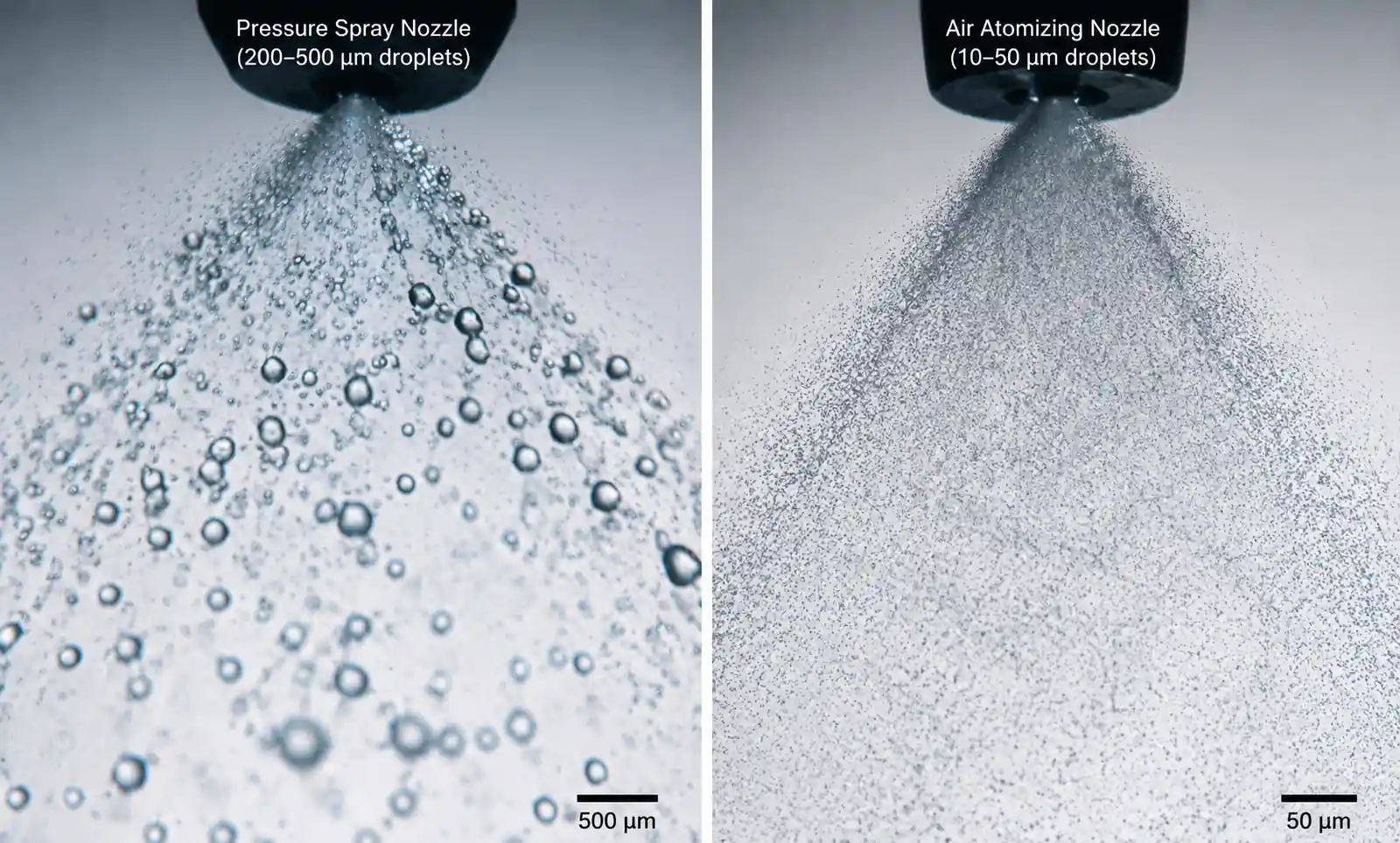
! Boquillas atomizadoras de comparación-tamaño de 1 gota Las toberas atomizadoras de aire (de dos fluidos) utilizan aire comprimido para cizallar agua líquida en gotas del tamaño de micras y luego acelerarlas hacia la superficie caliente del acero. En comparación con las toberas hidráulicas (solo a presión), ofrecen tres ventajas decisivas para la refrigeración especial de acero aleado:
{kind=link}
-
Penetración de la capa de vapor – A temperaturas del acero por encima del punto de Leidenfrost (≈800°C para agua), se forma una capa de vapor continua. Las gotas más grandes de las boquillas de presión rebotan en esta capa; Gotas finas y atomizadas de alta velocidad atraviesan, manteniendo el contacto líquido-metal.
-
Intensidad de enfriamiento controlable – Variando de forma independiente la presión del aire (afecta al tamaño y velocidad de las gotas) y el caudal de agua, se pueden alcanzar tasas de enfriamiento de 5°C/s a más de 50°C/s, esenciales para el control de la transformación de fase (supresión de martensita, bainita, perlita).
-
Enfriamiento superficial uniforme – El pulverizado fino y ampliamente distribuido elimina inundaciones y escorrentías, reduciendo la variación de temperatura en toda la pieza de >±15°C (boquillas de presión) a <±5°C.
Esta guía te ayuda a seleccionar el tipo, tamaño y parámetros de funcionamiento correctos de tobera atomizadora de aire para tu grado específico de acero, geometría de piezas y entorno de producción.
2. Matriz de decisión: ¿qué boquilla atomizadora de aire es la adecuada para ti
Utiliza esta matriz para reducir las opciones según las condiciones de tu proceso:
| Escenario de aplicación | Tipo recomendado | Presión del aire (psi) | Caudal de agua (GPM por boquilla) | Tasa de refrigeración esperada (°C/s) |
|---|---|---|---|---|
| Matrices de acero para herramientas D2 / A2 (temple preciso, agua limpia) | Mezcla interna | 55-65 | 1.5-2.5 | 12-18 |
| 4140 / 4340 ejes (25-50 mm de diámetro) | Mezcla interna | 70-85 | 2.0-3.5 | 25-35 |
| Acero de muelle 5160 (refrigeración de tres etapas) | Mezcla interna (programable) | 40-85 (variable) | 1.0-2.5 (variable) | 5-40 (escenificado) |
| Placa de acero inoxidable de 316L (tratamiento en solución >1000°C) | Mezcla interna (alta velocidad) | 85-95 | 3.0-5.0 | 50-70 |
| Refrigeración secundaria de colada continua (agua recirculada con escamas) | Mezcla externa | 50-70 | 4.0-8.0 | 15-30 |
| Enfriamiento de la fragua / entorno con muchas escamas | Mezcla externa con orificio grande | 40-60 | 5.0-10.0 | 8-20 |
| Planta de baja capacidad de aire (<200 SCFM totales) | Mezcla externa (eficiente en el aire) | 50-60 | 2.0-4.0 | 10-20 |
Ejemplo: Estás tratando térmicamente pozos 4140, de 40 mm de diámetro, usando agua filtrada de la ciudad. Velocidad de refrigeración objetivo de 30°C/s a 800-500°C. → Mezcla interna, aire de 75 psi, 2,5 GPM de agua por tobera, espaciado entre toberas 150-200 mm.
3. Mezcla interna vs externa: Compensaciones detalladas
Esta es la decisión de especificación más importante.
| Parámetro | Mezcla interna | Mezcla externa |
|---|---|---|
| Punto de mezcla | Aire + agua combinados dentro del cuerpo de la tobera | Separa hasta el orificio de salida |
| Rango de tamaño de gotas | 10-30 μm (muy fino) | 30-80 μm (bien) |
| Velocidad de la gota | 100-150 pies/s | 50-100 pies/s |
| Flujo mínimo estable | Muy bajo (excelente desploma) | Requiere >30% del caudal máximo |
| Sensibilidad obstruida | Pasajes internos altos y pequeños | Bajo – orificios más grandes (≥0,080") |
| Se requiere calidad del agua | Filtración de <5 μm, <50 ppm de sólidos en suspensión | <50 μm de filtración, puede soportar algo de escala |
| Consumo típico de aire (a 60-80 psi) | 15-25 SCFM por tobera | 8-15 SCFM por tobera |
| Caudal típico de agua | 0,5-5,0 GPM | 2.0-10.0 GPM |
| Estabilidad del patrón de pulverización | Excelente hasta un 10% de reducción de trabajo | Se degrada por debajo del 30% de reducción de la inversión |
| Mejor aplicación | Temple de precisión, agua limpia, refrigeración multietapa | Agua dura, colada continua, altos caudales |
| Coste relativo por boquilla | 80-200 $ | $45-120 |
Regla general de selección:
- Agua limpia (filtrada a ≤5 μm) y necesitas un control de microestructura muy ajustado → Mezcla interna
- Agua recirculada, con incrustación presente o si quieres un menor coste de funcionamiento del aire → Mezcla externa
Ejemplo real: Una línea de colada continua usando agua recirculada con sólidos suspendidos de 100-200 ppm probó boquillas de mezcla internas. El obstrucción ocurría cada 2-3 semanas. Cambiar a mezcla externa (orificios de 0,080") extendió los intervalos de mantenimiento a 6 meses. El tamaño de las gotas aumentó de 20 μm a 45 μm – aún efectivo para la refrigeración secundaria, y el consumo de aire disminuyó un 40%.
4. Parámetros críticos de selección para la refrigeración de acero aleado
4.1 Tamaño de gotas y penetración de la manta de vapor
A temperaturas del acero superiores a 800°C, el agua forma instantáneamente una película de vapor estable (efecto Leidenfrost). Las gotas deben tener suficiente momento (masa × velocidad) para penetrar esta película.
| Tamaño de la gota | Velocity (con asistencia aérea) | Impulso | Penetración de la manta de vapor | Eficiencia de refrigeración |
|---|---|---|---|---|
| 200-500 μm (boquilla de presión) | 10-20 pies/s | Bajo | Pobre – rebota | Bajo |
| 50-100 μm (mezcla externa) | 50-80 ft/s | Medio | Adecuado para la mayoría | Medio-alto |
| 10-30 μm (mezcla interna, alta presión) | 100-150 pies/s | Alto | Excelente | Más alto |
Cómo especificar para el temple a alta temperatura (850-1050°C):
- Elegir mezcla interna con presión de aire ≥70 psi → tamaño de gota ≤30 μm, velocidad >100 ft/s
- Para mezcla externa (cuando la calidad del agua lo obliga), especificar la presión de aire más alta disponible (70-90 psi) y usar un orificio de tapa de aire pequeño para maximizar la velocidad
Método de verificación: Durante la puesta en servicio, se utiliza una cámara térmica para observar el grosor de la capa de vapor. Si la capa de vapor visible supera los 2-3 mm, aumenta la presión del aire o cambia a una atomización más fina.
4.2 Control de la velocidad de enfriamiento para la gestión de microestructuras
Diferentes aceros aleados requieren tasas de enfriamiento específicas a través de rangos críticos de transformación:
| Grado de acero | Rango crítico (°C) | Tasa de refrigeración deseada (°C/s) | Microestructura objetivo | Configuración recomendada de boquillas |
|---|---|---|---|---|
| 4140 / 4340 | 800-500 | 25-35 | Martensita (evitar perlita) | Mezcla interna, 70-80 psi, 2,0-3,0 GPM |
| D2 (alto carbono, alto Cr) | 850-550 | 12-18 | Martensita fina + carburos | Mezcla interna, 55-65 psi, 1,5-2,5 GPM |
| acero de muelle 5160 | 800-650: rápido 650-400: moderado 400-200: lento |
30-40 15-20 5-10 |
Perlita fina → martensita → alivio del estrés | Aire/agua programable (tres etapas) |
| 316L austenítico | 1050-700 | 50-70 | Prevenir la precipitación de carburos | Mezcla interna, 85-95 psi, 3-5 GPM |
| Herramienta de trabajo caliente H13 | 1000-600 | 20-30 | Martensita uniforme | Mezcla interna, 65-75 psi, 2,0-2,5 GPM |
Ejemplo de refrigeración en tres etapas para acero de resorte 5160 (datos reales de producción):
| Escenario | Rango de temperatura | Objetivo de tasa de refrigeración | Presión del aire (psi) | Flujo de agua (GPM) | Relación aire/agua | Propósito |
|---|---|---|---|---|---|---|
| 1 | 870°C → 650°C | 40°C/s | 85 | 2.5 | 15:1 | Suprimir la formación de ferrita |
| 2 | 650°C → 400°C | 15°C/s | 60 | 1.8 | 10:1 | Formación controlada de martensitas |
| 3 | 400°C → 200°C | 5°C/s | 40 | 1.0 | 8:1 | Minimizar la distorsión y el esfuerzo residual |
Resultado: Reducción del 45% en la deformación del muelle en comparación con el pulverizado de presión de una sola velocidad.
Parámetro de selección a verificar: Relación de rotación (flujo máximo controlable / flujo mínimo controlable). Las boquillas de mezcla internas alcanzan un 20:1 o más; Mezcla externa típicamente 3:1-5:1. Para la refrigeración de varias etapas, especifica mezcla interna.
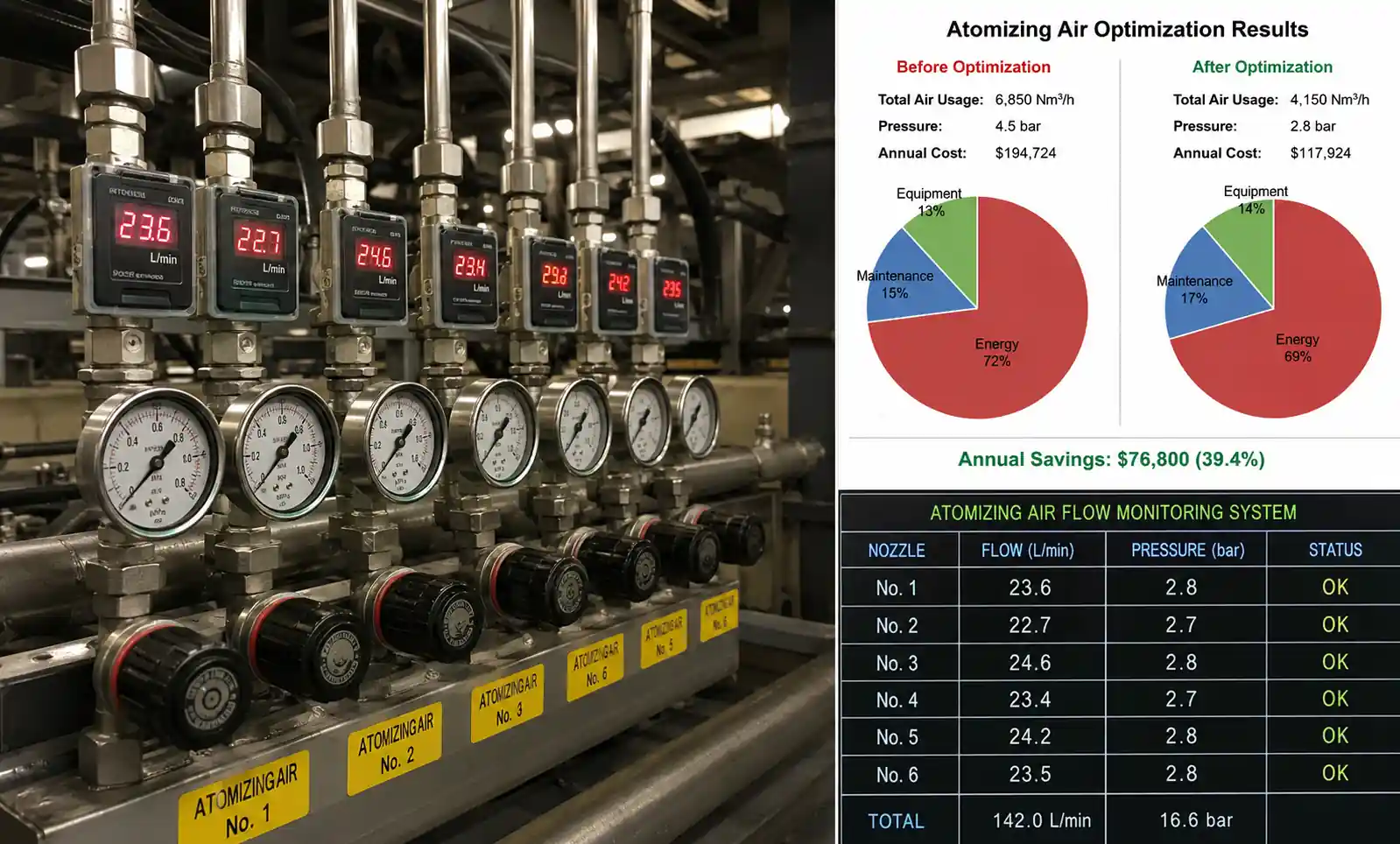
4.3 Cálculo del Consumo de Aire y Costes de Operación
El aire comprimido es el mayor gasto operativo para los sistemas atomizadores de aire. Calcula antes de seleccionar.
Fórmula:
Coste mensual de aire = (# boquillas) × (SCFM por tobera) × (horas de funcionamiento/día) × (días/mes) × (coste de aire por 1000 SCF) Coste típico del aire industrial: 0,25-0,40 $ por 1000 SCF (incluyendo compresor, secadora, mantenimiento).
Ejemplo de comparación para una línea de 40 boquillas, 16 horas/día, 22 días/mes:
| Tipo de tobera | SCFM por boquilla | SCFM total | Coste mensual del aire (@$0.30/MCF) |
|---|---|---|---|
| Mezcla interna estándar (continua) | 18 | 720 | $3,110 |
| Mezcla interna con control de la demanda (9 horas de media) | 18 | 360 | $1,555 |
| Mezcla externa (continua, 12 SCFM) | 12 | 480 | $2,075 |
| Mezcla externa con control de la demanda | 12 | 240 | $1,037 |
| Mezcla interna de alta eficiencia (8 SCFM) | 8 | 320 | 830 $ |
Cómo minimizar el coste del aire sin comprometer la refrigeración:
- Instalar sensores de presencia parcial – Rociar solo cuando el acero esté en la zona de refrigeración (reducción típica del 40-60% en tiempo de funcionamiento)
- Reducir la presión del aire en zonas no críticas – Las secciones más gruesas o la metalurgia menos exigente pueden tolerar menor presión (y mayor tamaño de gotas)
- Seleccionar diseños de toberas eficientes en el aire – Los atomizadores multietapa más recientes producen un tamaño similar de gotas con un consumo de aire entre un 30 y un 50% menos
Ejemplo de amortiguación: Actualizar de mezcla interna estándar (18 SCFM) a mezcla interna de alta eficiencia (8 SCFM) en 40 boquillas. Coste extra: 4.200 dólares. Ahorro anual de aire: (reducción de 10 SCFM × 40 boquillas × 9 horas/día × 22 días × 12 meses × $0,30/MCF) = $8,550. Pago: 5,9 meses.
5. Flujo de trabajo de selección: 6 pasos para especificar tu boquilla
Utiliza esta lista de comprobación para documentar tus necesidades:
Paso 1: Caracteriza tu acero y proceso
- [ ] Grado(s) de acero(s): ____________
- [ ] Grosor máximo de sección: ____________ mm
- [ ] Temperatura de austenitización: ____________ °C
- [ ] Tasa de enfriamiento objetivo en el rango crítico: ____________ °C/s
- [ ] Microestructura deseada: ____________ (martensita / bainita / perlita fina)
Paso 2: Definir la calidad y el suministro de agua
- [ ] Fuente de agua: □ Ciudad / filtrada □ recirculada □ Agua de pozo
- [ ] Concentración de sólidos en suspensión: ____________ ppm
- [ ] Distribución del tamaño de partícula: ____________ μm (percentil 90)
- [ ] Rango de temperatura del agua: ____________ °C
- [ ] Presión de agua disponible en la entrada de la tobera: ____________ psi
Paso 3: Determinar la disponibilidad de aire comprimido
- [ ] Presión del aire de la planta (estado estacionario): ____________ psi
- [ ] Capacidad de flujo disponible para la zona de refrigeración: ____________ SCFM
- [ ] Calidad del aire: □ Filtrado □ sin filtrar □ Contiene aceite/humedad
Paso 4: Seleccionar el tipo de boquilla (mezcla interna vs externa)
- [ ] Agua limpia (<5 μm) Y necesita atomización fina → Mezcla interna
- [ ] El agua tiene sólidos en suspensión O quiere un menor consumo de aire → Mezcla externa
Paso 5: Dimensiona la boquilla
- [ ] Caudal de agua requerido por tobera: ____________ GPM (basado en la tasa de refrigeración y el área de cobertura)
- [ ] Presión de aire necesaria para alcanzar el tamaño/velocidad de la gota objetivo: ____________ psi
- [ ] Ángulo de pulverización: □ 45° □ 60° □ 80° □ Otros ___
- [ ] Espaciado entre la boquilla: ____________ mm (normalmente 1,5-2× ancho de pulverización)
Paso 6: Verificar con los datos del fabricante
- [ ] Curva de rendimiento solicitada (tamaño de la gota frente a presión de aire para tu caudal de agua)
- [ ] Solicitar compatibilidad de materiales (acero inoxidable 303/316 para la mayoría de aceros; Hastelloy para los quentres corrosivos)
- [ ] Solicitar boquillas de muestra para pruebas de producción
! 3-análisis de costes de consumo de aire comprimido
{kind=link}
6. Errores comunes de selección (y cómo evitarlos)
❌ Error #1: Elegir mezcla interna cuando el agua contiene incrustación
Síntoma: Las boquillas se atascan semanalmente; el patrón de salpicaduras se degrada; enfriamiento no uniforme.
Causa raíz: Los conductos internos (0,040-0,060") atrapan partículas >50 μm.
Solución: Cambiar a mezcla externa con orificios de 0,080" o más grandes. O instalar una filtración de 5 μm aguas arriba, aunque eso puede ser prohibitivo para caudales altos.
❌ Error #2: Reducir la capacidad del compresor de aire
Síntoma: La presión del aire disminuye durante el funcionamiento simultáneo de la tobera; el tamaño de las gotas aumenta; La tasa de enfriamiento queda por debajo del objetivo.
Causa raíz: Especificó el consumo de aire de la tobera a 80 psi, pero el compresor no puede proporcionar el caudal máximo.
Solución: Calcular SCFM total en el máximo de servicio (todas las boquillas se abren simultáneamente). Añade un margen de seguridad del 20%. Verifica el FAD del compresor (liberación de aire libre) a la presión requerida.
❌ Error #3: Ignorar la penetración de la manta de vapor para acero >800°C
Síntoma: La temperatura superficial baja lentamente; la imagen térmica muestra una gruesa capa de vapor; La microestructura muestra una transformación desigual.
Causa raíz: Velocidad de gota demasiado baja (<80 ft/s) para temperaturas por encima del punto de Leidenfrost. Solución: Para acero >800°C, especificar mezcla interna con presión de aire ≥70 psi, o mezcla externa con tapa de aire pequeña y presión ≥80 psi. Solicitar datos de velocidad al fabricante.
❌ Error #4: Usar la misma boquilla para un amplio rango de grosores de sección
Síntoma: Secciones delgadas que se agrietan; secciones gruesas que se enfrian poco (formación perlita).
Causa raíz: Tasa de refrigeración fija por tipo de boquilla única/presión del aire.
Solución: Utiliza boquillas de mezcla internas con una relación de apagón amplia (20:1). Instala reguladores de presión por zona. Para la producción mixta, considera dos zonas de refrigeración independientes con diferentes especificaciones de tobera.
❌ Error #5: Olvidar la prevención de reflujo de líneas de aire
Síntoma: Agua en las líneas de aire; las válvulas de retención atascadas; Spray desigual.
Causa raíz: Cuando las boquillas se apagan, el agua puede volver a entrar en el colector de aire.
Solución: Especifica válvulas de purga de línea de aire que soplan aire comprimido durante 1-2 segundos después de cada ciclo de refrigeración. Añade válvulas de retención en cada entrada de aire de la boquilla.
7. Comparación de costes de mantenimiento y ciclo de vida
Qué se desgasta – y cuándo
| Componente | Vida típica (agua limpia) | Vida típica (agua dura/recirculada) | Coste de reemplazo |
|---|---|---|---|
| Cuerpo de la boquilla (303/316 inoxidable) | >10.000 horas | >10.000 horas | 50-150 $ (una vez) |
| Tapa de aire (mezcla interna) | 6.000-8.000 horas | 2.500-3.500 horas | $18-35 |
| Tapa líquida / orificio (mezcla externa) | 8.000-10.000 horas | 3.000-5.000 horas | $15-25 |
| Válvulas de retención (línea de aire) | 8.000-10.000 horas | 4.000-6.000 horas | $10-20 |
| Filtros (lado líquido) | Cambiar por fabricante | Sustituye 2-3× más a menudo | 5-15 dólares cada uno |
Comparación de costes de mantenimiento: atomización de aire vs boquillas de presión hidráulica
| Factor de coste | Toberas de presión hidráulica (sistema antiguo) | Atomización de aire (nuevo sistema) |
|---|---|---|
| Intervalo de reemplazo de toberas | 800-1.200 horas (tobera completa) | 6.000 horas (solo caps aéreos) |
| Coste anual de reemplazo (40 boquillas) | $4,800-$7,200 | $1,200-$2,400 |
| Mano de obra para mantenimiento | 8 horas/mes | 3 horas/mes |
| Coste del aire comprimido | Ninguno | $1,000-$2,500/mes (depende de la estrategia de control) |
| Beneficio de reducción de chatarra | Línea base | Reducción del 5-10% (compensa el coste del aire) |
| Coste operativo anual total (incluyendo chatarra) | $15,000-$20,000 | $12,000-$18,000 (normalmente menos cuando se contabiliza la chatarra) |
Calendario de mantenimiento recomendado para boquillas atomizadoras de aire:
- Semanal: Inspección visual de los patrones de pulverización (busca rayas o cobertura desigual)
- Mensual: Retirar e inspeccionar 2-4 boquillas de zona crítica; Mide el orificio de la tapa de aire con un indicador de pasador
- Trimestral: Limpiar todos los filtros de líquido; Revisa los desagües de las líneas de aire; Verificar la presión del aire en cada colector
- Cada 3.000 horas (agua dura): Cambiar los tapones de aire en todas las boquillas
- Cada 6.000 horas (agua limpia): Cambiar los tapones de aire; Reconstrucción de válvulas antirreloj
8. Cuando el spray atomizador de aire NO es la opción adecuada
A pesar de sus ventajas, las toberas atomizadoras de aire no son universales. No los especifiques para:
8.1 Temple por inmersión en grandes cantidades
Si estás templando 50+ piezas simultáneamente en una cesta, la inmersión (aceite, polímero o agua) es más sencilla, barata y consistente. El spray requiere línea de visión: las partes se cubren con sombra, creando un enfriamiento desigual.
Alternativa: Matrices de chorros sumergidos o inmersión agitada.
8.2 Secciones muy finas ( <3 mm) El acero ultrafino (lámina, lámina, estampados pequeños) se enfría tan rápido que incluso pulverización fina y atomizada puede causar grietas debido a choques térmicos. Alternativa: Refrigeración por aire forzado o refrigeración por niebla con gotas más grandes (≥100 μm).  ### 8,3 Agua sucia sin filtración Si tu agua de refrigeración contiene >200 ppm sólidos suspendidos y no puedes instalar filtración de 5-10 μm, las boquillas internas de mezcla se obstruyen constantemente. La mezcla externa con orificios de 0,125" puede funcionar, pero el tamaño de la gota será grueso (>80 μm).
### 8,3 Agua sucia sin filtración Si tu agua de refrigeración contiene >200 ppm sólidos suspendidos y no puedes instalar filtración de 5-10 μm, las boquillas internas de mezcla se obstruyen constantemente. La mezcla externa con orificios de 0,125" puede funcionar, pero el tamaño de la gota será grueso (>80 μm).
Alternativa: Refrigeración por inundación con toberas hidráulicas de orificio grande.
8.4 Plantas con aire comprimido muy limitado
Si tu sistema de aire actual no puede proporcionar el SCFM necesario y aumentar la capacidad del compresor no está justificado por la reducción de chatarra, quédate con toberas hidráulicas.
Regla general: Si el flujo total de aire requerido >500 SCFM y no tienes un compresor grande existente, el coste de capital (50.000-150.000 dólares por compresor nuevo + secadora) puede superar los beneficios.
8.5 Aplicaciones de temple de polímeros
Algunos aceros aleados requieren temples poliméricos (soluciones PAG) para ajustar la velocidad de refrigeración. Las toberas atomizadoras de aire generalmente no son compatibles con fluidos viscosos o no newtonianos: los conductos internos se obstruyen y la calidad de la atomización se degrada.
Alternativa: Boquillas hidráulicas con orificios más grandes diseñadas para polímeros.
! Configuración de enfriamiento por 5 lotes vs. enfriamiento por pulverización
{kind=link}
9. Preguntas frecuentes
P1: ¿Qué tamaño de gota se necesita para penetrar la capa de vapor en acero a 900°C?
A: Para acero por encima del punto de Leidenfrost (~800°C para agua), el tamaño de la gota debe ser ≤50 μm y la velocidad ≥80 pies/s. Las boquillas internas de mezcla a 70-90 psi alcanzan 10-30 μm y 100-150 ft/s – ideal. La mezcla externa a 80-90 psi da 30-50 μm y 70-100 ft/s, suficiente para la mayoría de las aplicaciones.
P2: ¿Cómo calculo el número de boquillas necesarias para mi zona de refrigeración?
A: Determinar el área de cobertura requerida (longitud × anchura del acero que pasa por la zona). El espaciamiento entre la tobera suele ser de 1,5-2× el ancho de pulverización a la distancia del objetivo. Por ejemplo, una tobera con ángulo de pulverización de 80° colocada a 200 mm de la superficie cubre ≈335 mm de diámetro. Un espaciamiento de 250-300 mm deja cierto solapamiento. Utiliza las tablas de cobertura del fabricante.
P3: ¿Puedo usar boquillas atomizadoras de aire con temperantes de polímero?
R: Generalmente no se recomienda. La mayoría de las soluciones poliméricas (PAG, PVP) tienen mayor viscosidad y tensión superficial que el agua, lo que provoca una mala atomización y obstrucción de pequeños conductos internos. Algunas boquillas externas especiales con orificios grandes (≥0,125") pueden funcionar, pero se prueban a fondo.
P4: ¿Cuál es la relación típica de apagado para controlar la velocidad de refrigeración?
A: Las boquillas internas de mezcla pueden lograr un giro de 20:1 (por ejemplo, un caudal de agua de 0,25-5,0 GPM) variando la presión del aire y el flujo de agua de forma independiente. La mezcla externa suele alcanzar 3:1-5:1. Para perfiles de refrigeración de varias etapas (por ejemplo, acero de resorte), especifica una mezcla interna con reguladores de aire y agua separados por zona.
P5: ¿Cómo evito que la boquilla se obstruya cuando uso agua recirculada?
R: Tres opciones en orden de preferencia:
- Instalar filtros automáticos de retrolavado (50-100 μm) en el suministro de agua.
- Cambiar a boquillas de mezcla externas con orificios de 0,080-0,125" – toleran partículas más grandes.
- Añadir un separador magnético de corriente lateral para la escala ferrosa.
P6: ¿Cuál es el coste real del aire comprimido por boquilla al año?
A: Fórmula: 'SCFM × horas de funcionamiento/año × $0,30/1000 SCF × 60 min/h'. Ejemplo: 15 toberas SCFM, 4.000 horas de funcionamiento al año → 15 × 4.000 × 60 × 0,30/1000 = $1,080 por tobera al año. Reducir el consumo de aire en 5 SCFM ahorra 360 dólares al año por tobera.
P7: ¿Cómo verifico que la boquilla seleccionada alcanza la tasa de refrigeración requerida?
A: Mejor método – prueba de producción instrumentada:
- Incrustar termopares en un cupón de prueba del mismo tipo de acero y grosor de sección.
- Calor a temperatura de austenitización.
- Enfriar con la boquilla candidata en los ajustes especificados de aire/agua.
- Registrar la curva de temperatura frente a tiempo. Calcula la velocidad de refrigeración en el rango crítico.
- Compárese con el requisito metalúrgico (por ejemplo, >25°C/s para 4140 martensita).
P8: ¿Qué materiales están disponibles para la construcción de toberas?
A:
- Acero inoxidable 303/304 – estándar para agua limpia, la mayoría de aplicaciones de acero aleado.
- 316 inoxidable – para ambientes corrosivos (cloruros, temperantes ácidos).
- Hastelloy C-276 – para corrosión severa o condiciones de oxidación a alta temperatura.
- Acero para herramientas endurecido – para servicio abrasivo (solo orificios externos de mezcla).
10. Lista de verificación de especificaciones y próximos pasos
Lista de verificación final para la compra
Copia esto en tu RFQ:
ESPECIFICACIÓN DE LA TOBERA ATOMIZADORA DE AIRE – TRATAMIENTO TÉRMICO CON ACERO ALEADO
Rendimiento de refrigeración requerido:
- Grado(s) de acero(s): ____________________
- Temperatura de austenitización: _________ °C
- Tasa de refrigeración requerida (rango crítico): _________ °C/s
- Tamaño de la gota objetivo (máximo): _________ μm
- ¿Se requiere penetración de la manta de vapor? □ Sí (T >800°C) □ No
Tipo de boquilla: □ Mezcla interna □ Mezcla externa
Suministro de agua:
- Caudal por tobera: _________ GPM
- Calidad del agua: □ Limpio (<5 μm) □ Áspero (sólidos en suspensión hasta _______ ppm)
- Temperatura del agua: _________ °C
Suministro de aire:
- Presión de entrada disponible: _________ psi
- SCFM máximo por tobera: _________ (si se conoce)
Geometría del spray:
- Ángulo de pulverización: _________ grados
- Distancia al objetivo: _________ mm
- Ancho de cobertura requerido: _________ mm
Construcción:
- Material: □ 303 SS □ 316 SS □ Hastelloy □ Otros _________
- Tamaño de la conexión: _________ (por ejemplo, 1/4" NPT, 3/8" BSPT)
Accesorios necesarios: □ Kit de sustitución de tapa de aire (cantidad: ______) □ Filtros líquidos (clasificación micrística: ______) □ Válvulas de retención (línea de aire) □ Soportes de montaje (descripción: ______)
Cantidad: _________ boquillas Entrega requerida por: _________
Incluye con la cita: □ Curva de rendimiento (tamaño de la gota frente a presión de aire al caudal de agua especificado) □ Dibujo dimensional □ Certificado de materiales
Próximos pasos tras la selección
-
Solicitar muestras – Analizar la calidad real de acero y la temperatura de producción. No te bases únicamente en las curvas publicadas.
-
Diseñar el colector – Las líneas de distribución de aire y agua deben dimensionarse para el caudal máximo. Proporciona válvulas de cierre individuales y reguladores de presión por zona.
-
Instalar filtración – Para la mezcla interna, instalar filtros de 5-10 μm en la línea de agua. Para mezcla externa, 50-100 μm suele ser suficiente.
-
Comisión con validación térmica – Utilizar imágenes térmicas o termopares integrados para verificar la uniformidad y velocidad de refrigeración.
-
Formar al personal de mantenimiento – Enséñales cómo inspeccionar, limpiar y reemplazar los tapones de aire. Ten tapones de aire de repuesto a mano.
-
Monitorizar y optimizar – Tras 3 meses, revisa las tasas de desguace, los tiempos de ciclo y el consumo de aire comprimido. Ajusta la presión del aire hacia abajo en zonas donde sea posible.
Resumen: Guía de selección de una página
| Si necesitas... | Elige... | Especificaciones clave |
|---|---|---|
| Gotas muy finas (10-30 μm) para secciones delgadas o temple a alta temperatura | Mezcla interna, 70-90 psi | Curva de tamaño de gota |
| Bajo consumo de aire (<12 SCFM por boquilla) | Mezcla externa o interna de alta eficiencia | Potencia SCFM a 60 psi |
| Perfil de refrigeración multietapa (por ejemplo, acero de resorte) | Mezcla interna con controles separados de aire/agua | Relación de rotación ≥20:1 |
| Tolerancia al agua reutilizada o a la escala | Mezcla externa, orificio de 0,080"+ | Tamaño del orificio |
| Coste inicial de compra más bajo | Mezcla externa (estándar) | 45-120 dólares por boquilla |
| Menor coste operativo total (reducción de aire + chatarra) | Mezcla interna con control de la demanda y un tapón de aire eficiente | Calcular el retorno de inversión |
Recomendación final para la mayoría de los tratamientos térmicos de acero aleado (4140, 4340, D2, 5160):
Empieza con boquillas internas de mezcla (60-80 psi), 1,5-3,0 GPM de agua por tobera, espaciando 150-200 mm. Utiliza agua filtrada (≤10 μm). Instala sensores de presencia parcial para reducir el consumo de aire. Verifica la velocidad de refrigeración con cupones de prueba instrumentados por termopar.