





Guía de selección de boquillas de pulverización industrial: tipos, materiales y aplicaciones para limpieza, refrigeración y recubrimiento
Seleccionar la boquilla de pulverización equivocada cuesta más que el precio de compra: significa cobertura de recubrimiento desigual, refrigeración ineficiente que daña el equipo y operaciones de limpieza que desperdician agua sin contaminantes. Después de quince años especificando boquillas para líneas de procesamiento de alimentos, salas limpias farmacéuticas y sistemas de recubrimiento metálico, he aprendido que la selección de boquillas determina si tu proceso tiene éxito o fracasa.
Esta guía cubre los factores críticos que separan los sistemas de pulverización industriales eficaces de los errores costosos, basándose en aplicaciones reales en operaciones de limpieza, refrigeración y recubrimiento.
Índice
- Comprensión de los fundamentos del rendimiento de la boquilla de spray
- [Tipos de boquillas y criterios de selección de boquillas industriales] (#2-tipos-y-selección-tipos-industriales-boquillas-y-selección)
- [Selección de materiales: Comparación de latón, acero inoxidable, cerámica y carburo] (#3-selección de materiales-latón-acero-inoxidable-cerámica-y-carburo-comparación)
- [Aplicaciones de limpieza: Selección de boquillas para lavado de piezas y preparación de superficies] (#4-limpia-aplicaciones-selección-tobera-para-lavado-y-preparación-de superficies)
- [Aplicaciones de refrigeración: intercambiador de calor y boquillas de refrigeración de proceso] (#5-aplicaciones de enfriamiento-intercambiador-y-toberas-enfriamiento-de-proceso)
- [Aplicaciones de recubrimiento: Logrando un grosor uniforme de la película] (#6-aplicaciones-recubrimiento-logrando-espesor-uniforme de la película)
- Errores comunes de selección y cómo evitarlos
- [2026 Innovaciones: Boquillas inteligentes y mantenimiento predictivo] (#8-2026-innovaciones-smart-nozzles-y-predictive-maintenance)
1. Comprendiendo los fundamentos del rendimiento de las boquillas de pulverización
El caudal y la presión comparten una relación de raíz cuadrada que la mayoría de los ingenieros subestiman. Cuando duplicamos la presión del sistema de 40 PSI a 160 PSI en una lavadora de componentes farmacéuticos, el caudal solo aumentó el doble, no las 4 veces que nuestro responsable de compras esperaba. Esta relación fundamental explica por qué no puedes simplemente "subir la presión" para compensar las boquillas de tamaño inferior.
! 1-boquilla-spray-presión-flujo-relación
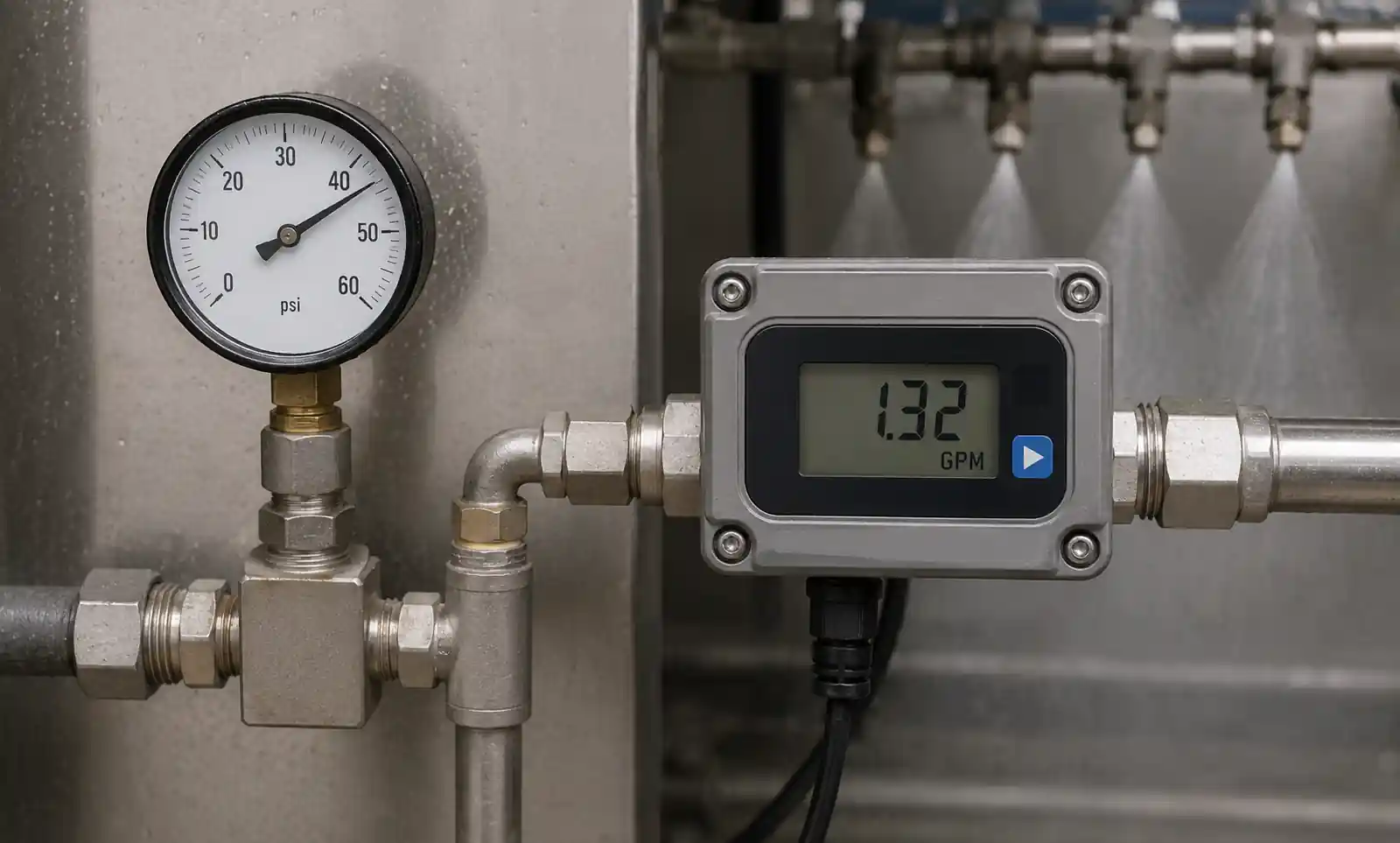{kind=link}
La geometría del patrón de pulverización determina directamente el éxito de la aplicación. Las boquillas planas de ventilador crean patrones elípticos ideales para el recubrimiento de cintas transportadoras, pero el espaciado de solapamiento es crucial. En nuestra línea de imprimaciones para automóviles, reducir la superposición del 50% al 30% acostó 8.000 dólares mensuales en material de recubrimiento, pero solo después de caracterizar la distribución real en spray usando papel sensible al agua a presión de operación, no según las especificaciones del catálogo.
La distribución del tamaño de las gotas controla todo, desde la uniformidad de la cobertura hasta las pérdidas por deriva. Las toberas de cono completo que producen gotas de 200 micras destacan en aplicaciones en torres de refrigeración donde la eficiencia de evaporación es importante, mientras que la atomización de 50 micras es adecuada para un recubrimiento de precisión pero genera problemas de deriva en exteriores. Lo aprendimos tras perder el 15% de nuestro costoso recubrimiento antimicrobiano por deriva del viento antes de pasar de la atomización de aire a las boquillas hidráulicas de presión con gotas más grandes.
2. Tipos de boquillas de pulverización industriales y criterios de selección
Las boquillas planas de ventilador dominan las aplicaciones de limpieza y recubrimiento donde la cobertura uniforme a lo largo de un ancho definido es importante. El patrón de distribución de bordes cónicos requiere una superposición del 30-50% entre boquillas adyacentes para lograr una cobertura uniforme. En la práctica, probamos esto pasando en seco con un tinte trazador reactivo a rayas UV: la inspección visual bajo luz negra revela huecos que la prueba de presión por sí sola pasa por alto.
| Tipo de boquilla | Patrón de pulverización | Mejores aplicaciones | Rango típico de presión | Rango de tamaño de gotas |
|---|---|---|---|---|
| Ventilador plano | Elíptica | Recubriendo, limpiando, enjuagando | 30-60 PSI | 100-400 micras |
| Cono completo | Sólido circular | Refrigeración, fregado de gas | 40-150 PSI | 150-500 micras |
| Cono Hueco | Patrón de anillos | Reacción química, supresión del polvo | 50-200 PSI | 80-300 micras |
| Atomización de aire | Niebla fina | Recubrimiento de precisión, humidificación | 10-30 PSI líquido + 40-80 PSI de aire | 10-100 micras |
Las boquillas de cono completo ofrecen una cobertura circular completa con líquido distribuido a lo largo del patrón. Nuestra acería utiliza estos para descalcificar barras laminadas en caliente: el patrón de cono sólido asegura la eliminación completa de las escamas sin las marcas que experimentamos con las alternativas de cono hueco. Sin embargo, los conos completos consumen más agua por unidad de área de cobertura que los ventiladores planos, lo que los hace caros para aplicaciones que requieren cobertura amplia.
Las toberas huecas en forma de cono concentran el líquido en la periferia del patrón, creando una mayor velocidad de impacto que los conos completos a caudales equivalentes. Especificamos estos para aplicaciones de limpieza de tanques donde el patrón de giro mejora el fregado mecánico. La generación 2026 incorpora conjuntos de accionamiento magnético que eliminan fugas en los sellos del eje, un problema persistente en diseños rotativos antiguos.
Las boquillas atomizadoras de aire utilizan aire comprimido para romper los flujos líquidos en gotas extremadamente finas, típicamente de 10 a 50 micras. Estos son excelentes aplicando recubrimientos costosos donde se debe minimizar el desperdicio material, pero los costes del aire comprimido suelen superar los 0,30 dólares por cada 1000 pies cúbicos. Calcula el coste operativo total incluyendo el consumo de aire antes de especificarlos: las toberas de presión hidráulica suelen resultar más económicas a pesar de tener un mayor coste de capital.
3. Selección de materiales: Comparación de latón, acero inoxidable, cerámica y carburo
La selección del material determina la vida útil de la tobera en condiciones abrasivas o corrosivas. Las boquillas de latón en nuestro sistema de recubrimiento de polpa de óxido de aluminio se desgastaron en tres semanas, expandiendo los orificios en un 15% y destruyendo la uniformidad del patrón. El cambio a insertos de carburo de silicio extendió la vida útil a 14 meses con un desgaste medible del orificio inferior al 3%.
| Material | Dureza relativa | Resistencia química | Vida por abrasión vs latón | Factor de coste | Mejores aplicaciones |
|---|---|---|---|---|---|
| Latón | 1x (línea base) | Pobre con ácidos | 1x | 1x | Agua limpia, fluidos no abrasivos |
| Acero inoxidable 316 | 2,5x | Excelente | 3-5x | 3-4x | Procesamiento de alimentos, farmacéutica |
| Cerámica (Al₂O₃) | 8x | Excelente excepto el ácido HF | 20-50x | 5-8x | Lodos abrasivos, ambientes ácidos |
| Carburo de silicio | 12x | Excelente | 50-100x | 10-15x | Abrasión extrema, corte por chorro de agua |
| Carburo de tungsteno | 10x | Bien | 40-80x | 8-12x | Limpieza a alta presión, fluidos abrasivos |
El acero inoxidable 316L es el estándar para aplicaciones alimentarias y farmacéuticas. Estas boquillas manejan soluciones CIP ácidas y ciclos de desinfección a alta temperatura sin degradación. Sin embargo, la menor conductividad térmica del acero inoxidable en comparación con el latón es importante en las aplicaciones de refrigeración: medimos temperaturas de fluido 8°C más altas con toberas de acero inoxidable frente a latón en nuestro colector de refrigeración extrusora.
Las toberas cerámicas ofrecen una resistencia excepcional a la abrasión pero se fracturan bajo impacto o choque térmico. Rompimos cuatro toberas de alúmina durante el arranque cuando los operadores abrieron las válvulas de bola demasiado rápido, creando picos de presión superiores a 3000 PSI. Instala válvulas de alivio de presión e implementa procedimientos de arranque lento antes de especificar cerámica: la fragilidad del material exige un diseño cuidadoso del sistema.
El carburo de silicio representa la opción definitiva resistente a la abrasion para aplicaciones extremas. Nuestra mesa de corte por chorro de agua utiliza boquillas de carburo de silicio a 60.000 PSI cortando compuestos dopados con óxido de aluminio. Estas toberas cuestan 180 dólares cada una, pero duran 400 horas frente a 80 horas para acero endurecido a 45 dólares, una clara ventaja económica a pesar del mayor coste unitario. Sin embargo, el carburo de silicio se fractura si la presión supera los límites nominales o si los restos impactan en el orificio.
! Primer plano de comparación de materiales con 3 boquillas
{kind=link}
4. Aplicaciones de limpieza: selección de boquillas para el lavado de piezas y preparación de superficies
El lavado de piezas requiere suficiente fuerza de impacto para eliminar contaminantes sin dañar las superficies del sustrato. Utilizamos boquillas planas de ventilador con ángulos de pulverización de 15 grados que operan a 800-1200 PSI para componentes aeroespaciales mecanizados con precisión. Ángulos de pulverización más amplios reducen la fuerza de impacto; nuestras pruebas mostraron que las boquillas de 40 grados requerían un 50% más de presión para lograr una limpieza equivalente, desperdiciando energía y agua de la bomba.
! Matriz de boquillas de lavado de 4 piezas
{kind=link}
La limpieza de tanques presenta desafíos únicos que requieren cabezas de pulverización giratorias que proporcionan una cobertura de 360 grados. Los diseños modernos utilizan mecanismos de rotación accionados por engranajes o turbinas. Las versiones con turbina eliminan motores y juntas externas; llevamos cinco años funcionando en solución cáustica a 180°F sin reemplazo de rodamientos. Sin embargo, las toberas de turbina requieren caudales mínimos para mantener la velocidad de rotación; Un flujo insuficiente provoca cobertura incompleta y estrías.
La preparación superficial antes del recubrimiento requiere un humedecido constante sin acumulación de estanques. Los patrones de ventiladores planos superpuestos al 30-40% crean una cobertura uniforme, pero el desgaste de la boquilla expande los ángulos de pulverización con el tiempo. Implementa la verificación trimestral de patrones usando papel sensible al agua: descubrimos tres boquillas desgastadas que creaban huecos de cobertura de 18 pulgadas que provocaban fallos de adhesión que costaban 40.000 dólares en retrabajo.
Las aplicaciones de limpieza química se benefician de patrones de cono huecos que maximizan la superficie de gotas para mejores velocidades de reacción química. Nuestra línea de grabado en aluminio utiliza boquillas huecas de cono a 80 PSI que producen gotas de 150 micras. Esta combinación proporciona un 30% mejor uniformidad de grabado frente a las boquillas de cono completo a caudales equivalentes, reduciendo el consumo cáustico y mejorando la calidad del acabado superficial.
5. Aplicaciones de refrigeración: intercambiador de calor y boquillas de refrigeración de procesos
El enfriamiento por proceso exige una rápida eliminación de calor mediante enfriamiento por evaporación o transferencia de calor por contacto directo. Boquillas de cono completo que generan gotas de 200-400 micras proporcionan una eficiencia óptima de evaporación en nuestro sistema de enfriamiento de rodillos de acería. Las gotas más pequeñas se evaporan antes de tocar la superficie, mientras que las más grandes reducen la superficie y ralentizan la evaporación.
Los sistemas de temple de emergencia requieren una entrega instantánea de alto volumen. Especificamos toberas de cono completo de gran angular con conexiones NPT de 1 pulgada que entregan 50 GPM a 80 PSI. Estas boquillas de orificio grande resisten el taponamiento por incrustaciones y sedimentos que obstruirían rápidamente las boquillas atomizadoras de precisión. Instala coladores de 50 mallas aguas arriba para protegerte de residuos catastróficos, aceptando que algunas partículas finas pasarán a través de ellas.
La refrigeración por gas en procesos industriales utiliza patrones completos de conos para maximizar el contacto gas-líquido. Nuestro sistema de refrigeración por gases de combustión funciona a 150 PSI, produciendo gotas de 300 micras que absorben el calor sin que la niebla se traslade al equipo aguas abajo. El tamaño de las gotas equilibra críticamente la eficiencia de enfriamiento frente a la incorporación de humedad; probamos tamaños de 100 a 500 micras antes de encontrar el rango óptimo.
| Aplicación de refrigeración | Tipo de boquilla | Presión típica | Objetivo de tamaño de gota | Factor clave de selección |
|---|---|---|---|---|
| Refrigeración por evaporación | Cono completo | 80-150 PSI | 200-400 micras | Maximizar la superficie sin deriva |
| Temple por contacto directo | Cono Completo Ancho | 40-100 PSI | 400-800 micras | Alto caudal, resistencia a obstrucciones |
| Depurado/Refrigeración de gases | Cono completo | 100-200 PSI | 250-500 micras | Eficiencia de equilibrio frente a transferencia |
| Enfriamiento por rodillo/proceso | Ventilador plano o cono completo | 60-120 PSI | 150-300 micras | Cobertura uniforme, penetración |
6. Aplicaciones de recubrimiento: Lograr un espesor uniforme de la película
La uniformidad del recubrimiento depende de la superposición precisa de patrones de pulverización adyacentes y de una distribución consistente del tamaño de las gotas. Utilizamos nuestra línea de barniz automotrice con boquillas atomizadoras de aire a 25 PSI de presión líquida y 65 PSI de aire atomizador. Esto produce gotas de 35-50 micras que fluyen suavemente antes de curarse. Aumentar la presión del aire a 80 PSI redujo el tamaño medio de las gotas a 25 micras, pero creó un exceso de aspersión que desperdició el 12% del material caro del recubrimiento.
! 5-recubrimiento-boquilla-línea-automoción
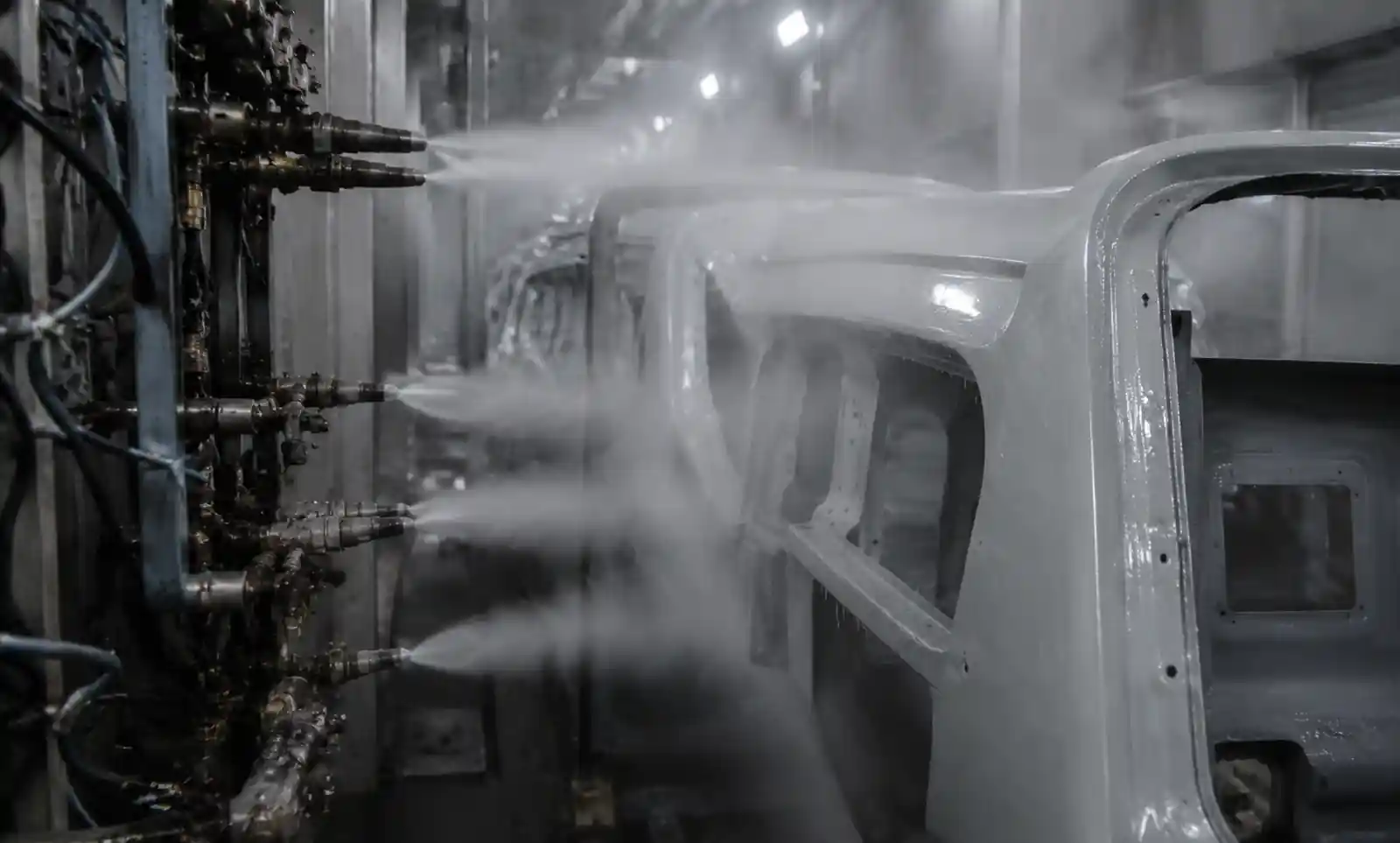{kind=link}
Las toberas de atomización hidráulica eliminan los costes de aire comprimido pero requieren una mayor presión de líquido —normalmente 500-1500 PSI— para lograr una atomización fina. Nuestra operación de recubrimiento de equipos industriales pasó de atomizar aire a toberas hidráulicas y redujo los costes operativos en 15.000 dólares anuales a pesar de una mayor inversión de capital. Sin embargo, los sistemas hidráulicos requieren amortiguadores de pulsos para eliminar las fluctuaciones de presión que causan variaciones en el caudal y defectos en el recubrimiento.
Los sistemas de recubrimiento electrostático utilizan toberas especializadas que aplican carga eléctrica a las gotas en vuelo. Esto crea una cobertura envolvente que cubre las zonas hundidas y la parte trasera sin reposicionar las piezas. Conseguimos una eficiencia de transferencia del 75-80% con el recubrimiento electrostático en polvo frente al 50-60% con spray líquido convencional. Sin embargo, los requisitos de puesta a tierra y las limitaciones del sustrato conductor limitan las aplicaciones.
El recubrimiento cortina utiliza boquillas ranuras que crean láminas líquidas continuas que caen sobre sustratos en movimiento. Este método elimina por completo el exceso de pulverización y consigue una cobertura perfecta de los bordes. Nuestra operación de recubrimiento de tabletas farmacéuticas utiliza matrices ranuradas mecanizadas con precisión, manteniendo la uniformidad del grosor de la lámina dentro de 5 micras a lo largo de 300 mm de ancho. El coste inicial superaba los 25.000 dólares por boquilla, pero eliminaba 80.000 dólares en la eliminación anual de residuos de disolventes.
7. Errores comunes en la selección y cómo evitarlos
El sobredimensionamiento de las toberas para obtener "margen de seguridad" genera más problemas que el sobredimensionamiento. Cuando nuestro equipo de mantenimiento instaló boquillas orificio de 1,5 mm en lugar de los tamaños especificados de 1,0 mm en nuestra lavadora de piezas, el caudal aumentó un 125% más allá de la capacidad de la bomba. La presión del sistema bajó de 1000 PSI a 480 PSI, reduciendo la fuerza de impacto y aumentando el tiempo de ciclo en un 40%. Calcula siempre la demanda total de flujo del sistema y verifica la capacidad de la bomba a la presión de funcionamiento requerida.
! 6-tobera-paquete-patrón-patrón-inspección
{kind=link}
Ignorar los patrones de desgaste es un desperdicio de dinero por sobrecorrección. Sustituimos un banco entero de 48 boquillas porque dos unidades desgastadas crearon huecos de cobertura. La verificación del patrón identificó las boquillas problemáticas reales, ahorrando 3.800 dólares en reemplazos innecesarios. Implementar inspecciones trimestrales utilizando caudalímetros y papel patrón en lugar de calendarios de reemplazo basados en calendarios.
Usar ángulos de pulverización de catálogo sin verificación de presión garantiza decepción. Los ángulos de pulverización se estrechan a medida que aumenta la presión: nuestras boquillas planas de ventilador de 80 grados midieron solo 68 grados a 100 PSI frente a una presión nominal de prueba de 40 PSI. Esto comprimió nuestro ancho de cobertura y obligó a una superposición un 20% mayor de lo previsto. Siempre caracteriza las boquillas a presión real de funcionamiento antes de finalizar los cálculos de espaciado.
Descuidar los efectos de la temperatura sobre la viscosidad cambia drásticamente el rendimiento de la pulverización. Nuestro recubrimiento adhesivo mostró un aumento de viscosidad del 35% cuando la temperatura ambiente bajó de 75°F a 55°F en invierno. Esto reducía los patrones de pulverización y reducía la calidad de atomización hasta que añadimos calentadores en línea manteniendo una temperatura de fluido de 80°F. Especifica las toberas para las peores condiciones de viscosidad o implementa control de temperatura.
8. Innovaciones 2026: Boquillas inteligentes y mantenimiento predictivo
Los sensores de flujo integrados en las boquillas modernas permiten el monitoreo en tiempo real del rendimiento y el mantenimiento predictivo. Estas toberas inteligentes miden caudales instantáneos y comparan con valores base para detectar desgaste en el orificio, obstrucciones o problemas de presión aguas arriba. Nuestra instalación piloto marcó una reducción del 12% en el caudal, indicando desgaste en etapas tempranas, permitiendo un reemplazo programado antes de que aparecieran defectos en el recubrimiento.
Los diseños de boquillas autolimpiantes incorporan raspadores de flujo inverso pulsado o mecánicos que evitan la acumulación en aplicaciones con mucho ensuciamiento. Estamos probando diseños de agujas con resorte que periódicamente recorren el orificio, eliminando depósitos. Los primeros resultados muestran intervalos tres veces mayores entre limpieza manual y boquillas convencionales en nuestro proceso de recubrimiento en suspensión con purina.
La fabricación aditiva permite geometrías internas complejas imposibles con el mecanizado tradicional. Las toberas impresas en 3D con generadores de vórtices internos mejoran la eficiencia de atomización a presiones más bajas. Estamos evaluando diseños impresos en titanio con válvulas antigoteo integradas que eliminan las válvulas solenoides actualmente necesarias, reduciendo la complejidad del sistema y los puntos de fallo.
Las boquillas de patrón variable de pulverización utilizan actuadores mecánicos o paletas acopladas magnéticamente para ajustar el ángulo de pulverización en tiempo real. Esto permite que boquillas individuales manejen múltiples anchos de recubrimiento sin cambio manual. Nuestra línea de envases flexibles reduce el tiempo de cambio en 15 minutos por configuración utilizando boquillas ajustables electrónicamente controladas por parámetros de receta del PLC.
Los algoritmos de aprendizaje automático predicen parámetros óptimos de pulverización basándose en las condiciones ambientales y las características del sustrato. Estos sistemas analizan los resultados históricos de los recubrimientos, la temperatura, la humedad y la velocidad del sustrato para ajustar automáticamente la presión, el caudal y la superposición del patrón. Los primeros usuarios informan de una reducción del 8-12% en el consumo de materiales de recubrimiento mientras mejoran la uniformidad.
Conclusión
La selección efectiva de la boquilla de pulverización requiere comprender las relaciones fundamentales entre presión, flujo, tamaño de gota y geometría del patrón. La selección de materiales afecta drásticamente la vida útil en aplicaciones abrasivas o corrosivas: las toberas de carburo de silicio cuestan 10 veces más que el latón pero duran 100 veces más en aplicaciones de corte por chorro de agua, ofreciendo claras ventajas económicas.
Las aplicaciones de limpieza requieren suficiente fuerza de impacto sin dañar el sustrato, mientras que la refrigeración requiere equilibrar la eficiencia evaporativa frente a la neblina remanente. La uniformidad del recubrimiento depende de la superposición precisa y la distribución consistente de las gotas. Cada aplicación tiene configuraciones óptimas de boquilla: no existe una tobera universal "mejor".
Evitar errores comunes calculando los requisitos totales del sistema antes de dimensionar las toberas, verificando el rendimiento en condiciones reales de funcionamiento en lugar de en las clasificaciones de catálogo, e implementando monitorización de condiciones para detectar desgaste antes de que la calidad se vea afectada. La generación 2026 de boquillas inteligentes con sensores integrados y mecanismos de autolimpieza reduce los requisitos de mantenimiento y mejora la consistencia del proceso.
La selección exitosa de la tobera comienza definiendo claramente los requisitos de tu aplicación: área de cobertura, caudal, disponibilidad de presión, características del fluido y criterios de rendimiento. Prueba las boquillas candidatas en condiciones reales de funcionamiento antes de comprometerse con la instalación completa. La pequeña inversión en pruebas de aplicación evita errores costosos y garantiza que tu sistema de pulverización cumpla con el rendimiento deseado.