





Impacto de la relación L/G en la eficiencia de desulfuración: Cómo determina el caudal de la tobera el rendimiento de la torre de absorción
- 1. Respuesta rápida
- 1.1. 1.1 ¿Cuál es la relación L/G y por qué importa?
- 1.2. 1.2 La correlación directa entre el caudal de la tobera y la distribución del líquido
- 1.3. 1.3 Umbrales de rendimiento: donde la eficacia se encuentra con la economía
- 2. 2. Los costes ocultos de una gestión inadecuada de la relación líquido-gas
- 2.1. 2.2 El factor de degradación de la boquilla
- 2.2. 2.3 Estadísticas del sector: La escala del problema
- 3. 3. Cómo la ingeniería del caudal de toberas resuelve el reto del control
- 3.1. 3.2 Análisis comparativo: Tipos de toberas para aplicaciones FGD
- 3.2. 3.3 La ventaja de ingeniería de los arreglos optimizados
- 3.3. 3.4 El factor fiabilidad en entornos hostiles
- 4. 4. Guía paso a paso para optimizar tu torre absorbente
- 4.1. 4.2 Factores críticos de éxito
- 5. 5. Aplicaciones en el mundo real en diferentes industrias
- 5.1. 5.2 Estudio de caso 2: Sinterización de la planta siderúrgica con tratamiento de gases
- 5.2. 5.3 Estudio de caso 3: Incineración de residuos municipales
- 6. 6. Preguntas frecuentes
- 6.1. ¿Cuál es la proporción de funcionamiento ideal para la máxima eficiencia de captura?
- 6.2. ¿Cómo afecta directamente la velocidad de descarga de la boquilla a la proporción de funcionamiento?
- 6.3. ¿Qué especificaciones de toberas son las más importantes para mantener la estabilidad?
- 6.4. ¿Puedo optimizar sin cambiar las boquillas existentes?
- 6.5. ¿Con qué frecuencia deben inspeccionarse o reemplazarse las boquillas FGD?
- 7. 7. Conclusión: La tecnología de boquillas de precisión como tu ventaja competitiva
- 8. Próximos pasos recomendados
Respuesta rápida
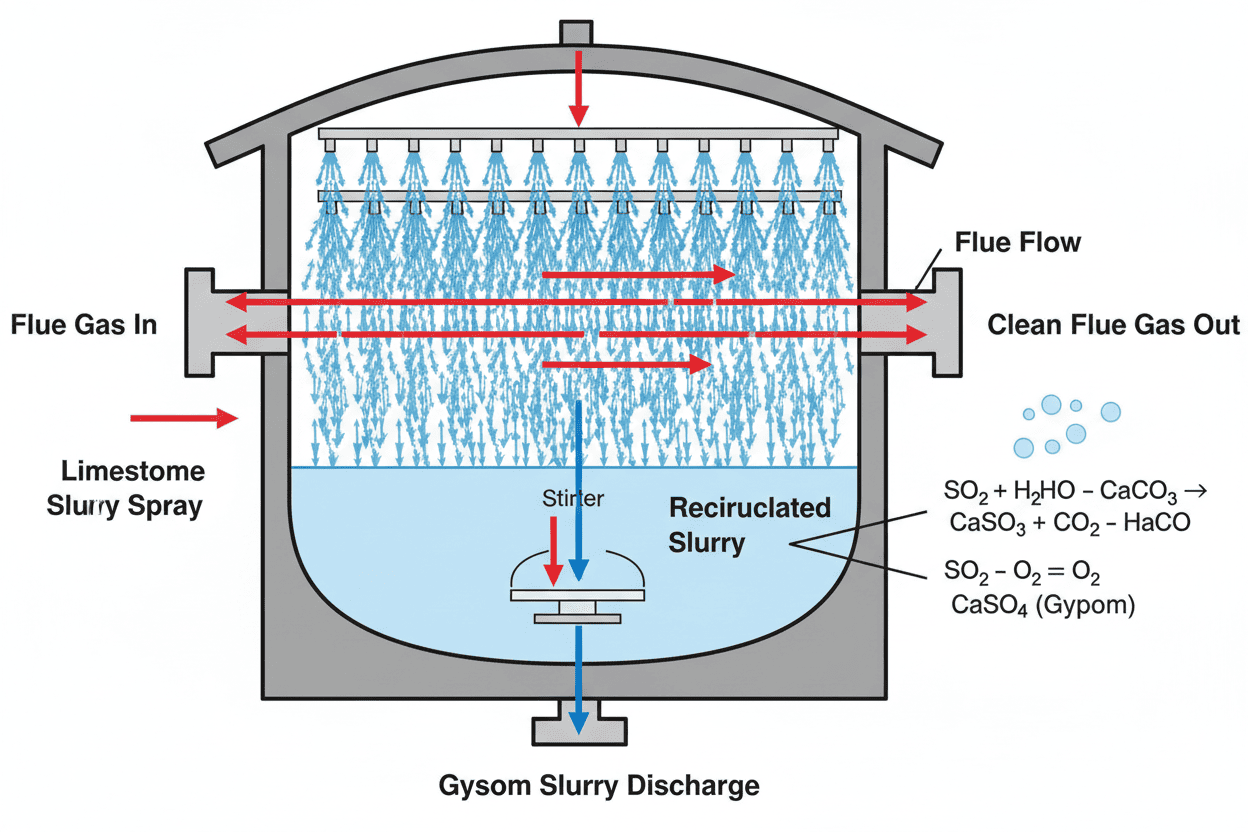
La relación líquido-gas (L/G) es el parámetro crítico en sistemas FGD húmedos, determinando las tasas de eliminación de SO₂ y el rendimiento de la torre absorbente. Los valores óptimos oscilan entre 15 y 25 L/m³, con el caudal de la tobera como control principal. Desviarse más allá de este rango puede reducir la eficiencia de desulfuración entre un 12 y un 30%.
1.1 ¿Cuál es la relación L/G y por qué importa?
La proporción líquido-gas representa el volumen de líquido de fricción (típicamente suspensión de piedra caliza) circulado por unidad de volumen de gas de combustión procesado dentro del absorbente. Los datos indican que este parámetro funciona como la variable más controlable que afecta al rendimiento de eliminación en instalaciones FGD húmedas en todo el mundo.
En términos prácticos, esta métrica determina:
- Tiempo de contacto entre las moléculas de SO₂ y el medio alcalino de fricción
- Fuerza motriz de transferencia de masa a través de la interfaz gas-líquido
- Volumen de retención de la suspensión en la zona de reacción
- Caída total de presión del sistema y consumo energético asociado
"La proporción líquido-gas no es simplemente un parámetro hidráulico: es la variable fundamental de diseño que gobierna los límites termodinámicos y cinéticos de la absorción de SO₂." — Industrial & Investigación en Ingeniería-Química
El análisis muestra que la mayoría de los absorbentes a escala de utilidad funcionan con relaciones entre 15 y 25 L/m³. Sin embargo, los valores óptimos dependen en gran medida de la concentración de SO₂ en la entrada, el contenido de azufre del combustible y el rendimiento de eliminación selectiva. Para aplicaciones de carbón con alto contenido de azufre que superen el 3% de contenido de S, los operadores pueden necesitar valores de hasta 30 L/m³ para mantener tasas de ley por encima del 95%.
{kind=link}
1.2 La correlación directa entre el caudal de la tobera y la distribución del líquido
La conexión entre el caudal de la tobera y esta relación crítica es matemáticamente sencilla pero operativamente compleja. El flujo total de líquido distribuido a lo largo de la sección transversal del absorbente es igual a la suma de las tasas de descarga individuales de la tobera multiplicada por el número de cabezas de pulverización activas.
La ecuación que lo regís:
Donde Q_total representa el caudal acumulado (L/h) en todos los encabezados. Las pruebas revelan que un aumento del 10% en la salida acumulada de la tobera suele producir un incremento proporcional del 8–9% en la proporción, asumiendo un volumen constante de gases de combustión.
Las variables clave incluyen:
- Factor K y coeficiente de caudal individuales de la tobera
- Presión de funcionamiento en la entrada (típicamente 0,7–4 bar)
- Ángulo de pulverización y patrón de cobertura (rango 65°–170°)
- Distribución media del diámetro de Sauter por gotas
- Densidad de disposición por metro cuadrado de sección transversal
Información clave: Investigaciones del Departamento de Energía de EE. UU. demuestran que la distribución del tamaño de las gotas —controlada directamente por la tasa y presión de descarga de la tobera— tiene un mayor impacto en la masa transferencia que la proporción líquida-gas en bruto por separado. Los diámetros óptimos de las gotas para la absorción de SO₂ oscilan entre 1.500 y 3.000 micras.
1.3 Umbrales de rendimiento: donde la eficacia se encuentra con la economía
La relación entre este parámetro operativo y la captura de SO₂ sigue una curva característica de rendimientos decrecientes. Los datos de las centrales en funcionamiento muestran que aumentar de 10 a 20 L/m³ puede mejorar la captura del 85% al 96%. Sin embargo, aumentos adicionales de 20 a 30 L/m³ podrían solo suponer mejoras marginales hasta el 98%, mientras que aumentan significativamente los costes.
Comprender estos umbrales permite a los operadores seleccionar configuraciones de pulverización que alcancen el óptimo económico.
2. Los costes ocultos de una gestión inadecuada de la relación líquido-gas
### 2.1 Consecuencias operativas de la desviaciónA pesar de su importancia, este parámetro operativo sigue siendo una de las variables más mal gestionadas en las operaciones FGD. El análisis de campo en 47 unidades de carbón reveló que más del 60% de los absorbentes operan fuera de su especificación de diseño, comprometiendo directamente la eficiencia de desulfuración y la torre de absorción Actuación.
Cuando la proporción es demasiado BAJA:
- Las emisiones de SO₂ superan los límites permitidos, lo que provoca sanciones regulatorias
- La alcalinidad de la suspensión se agota antes de la reacción completa
- Formación de zonas secas dentro de la sección transversal del absorbente
- Corrosión acelerada en zonas con cobertura líquida insuficiente
- Calidad reducida de subproducto (yeso) debido a oxidación incompleta
Cuando la proporción es demasiado ALTA:
- Consumo excesivo de energía por el funcionamiento de la bomba de recirculación
- Aumento del arrastre de gotas que provoca "lluvia" en la pila y ensuciamiento aguas abajo
- Aumento del consumo de agua y generación de aguas residuales
- Rendimientos decrecientes por captura en relación con el coste operativo
- Inundación potencial a caudales extremos
"Nuestra evaluación diagnóstica de una unidad de 600 MW reveló que una proporción líquida-gas sobrediseñada del 22% estaba costando al operador aproximadamente 890.000 dólares anuales en energía de bombeo innecesaria, mientras solo se ofrece un 1,2% adicional de captura más allá de los requisitos de cumplimiento." — Estudio de caso de práctica de ingeniería energética
2.2 El factor de degradación de la boquilla
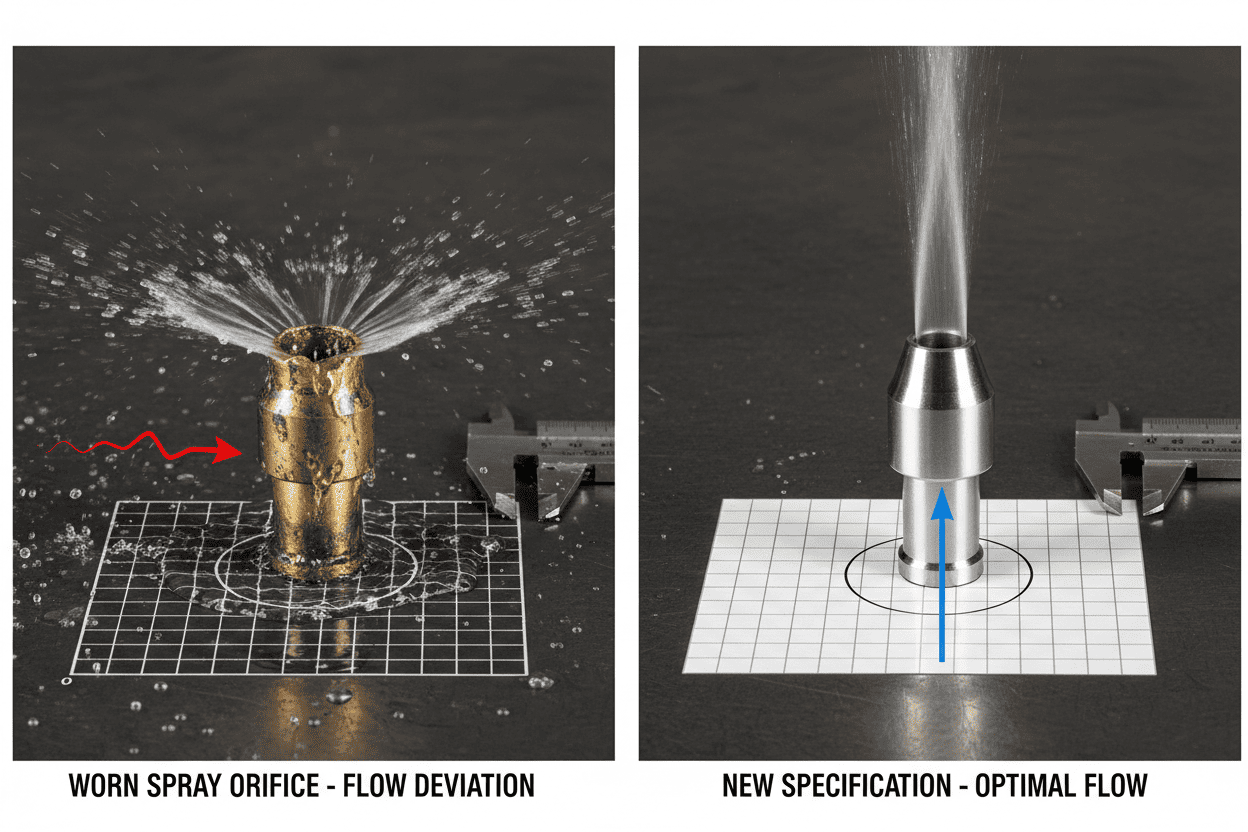
Un factor frecuentemente pasado por alto en la deriva es la degradación de la tobera en sí. A medida que las cabezas de pulverización se desgastan durante los ciclos operativos—típicamente entre 8.000 y 24.000 horas dependiendo de la abrasividad de la purina—sus características de descarga cambian sistemáticamente.
Los patrones observados en boquillas huecas y gastadas incluyen:
- Agrandamiento del orificio aumenta el caudal individual entre un 8 y un 15% a presión constante
- La reducción del ángulo de pulverización disminuye la cobertura efectiva entre un 10 y un 20%
- El aumento del tamaño de las gotas reduce la superficie específica para la transferencia de masa
- La deformación del patrón crea una distribución desigual a lo largo de la sección
El efecto combinado es la deriva tanto en el valor operativo nominal como en la uniformidad de su distribución. La monitorización proactiva y los programas de reemplazo programados son esenciales para mantener una [Supresión de Polvo por Pulverización] consistente( https://www.nozzle-intellect.com/application/spray-dust-suppression/7.html) estándares de rendimiento en aplicaciones de tratamiento de gases industriales.
{kind=link}
2.3 Estadísticas del sector: La escala del problema
La magnitud económica de una gestión subóptima es considerable. Según los datos de cumplimiento de la EPA y estudios de comparación:
- Los sistemas FGD representan el 2–4% del consumo total de energía auxiliar de la planta
- Las desvalorizaciones no planificadas atribuibles a problemas de FGD costaron a los operadores carboníferos estadounidenses un estimado de 340 millones de dólares anuales
- Aproximadamente el 18% de las violaciones de cumplimiento de la FGD se deben directamente a una distribución inadecuada de líquidos
- Las plantas que implementan programas de optimización sistemática reportan reducciones medias en costes de operación y mantenimiento del 8–14%
Estas cifras subrayan que no se trata solo de un ejercicio técnico: conlleva importantes implicaciones financieras y regulatorias.
3. Cómo la ingeniería del caudal de toberas resuelve el reto del control
### 3.1 Diseño de Precisión: La Fundación del ControlLas boquillas industriales modernas representan soluciones diseñadas específicamente para ofrecer tasas de descarga predecibles y repetibles bajo condiciones exigentes. Los parámetros críticos incluyen:
- Coeficiente de flujo (factor K): Define la relación entre la presión de entrada y el caudal
- Geometría del orificio: Controla la formación inicial de láminas líquidas y la atomización
- Diseño de paletas internas: Determina las características de remolino para patrones de conos huecos
- Especificación del material: Acero inoxidable 316L, carburo de silicio o cerámicas especiales resisten el desgaste
- Estandarización de conexión: Garantiza compatibilidad reemplazable por campo entre arrays de cabecera
Para aplicaciones de absorbentes FGD húmedos, las toberas deben cumplir dos requisitos: descarga suficiente para alcanzar proporciones objetivo y distribuciones de tamaño de gotas optimizadas para transferencia de masa cinética.
Nota de ingeniería: Las pruebas revelan que las boquillas de cono completo suelen ofrecer una mayor descarga por unidad (8–50 L/min a 3 bar) con una cobertura más amplia, lo que las hace adecuadas para pulverización primaria zonas. Las configuraciones de cono hueco generan una atomización más fina con menor descarga individual, a menudo desplegadas en etapas secundarias de temple o pulido.
3.2 Análisis comparativo: Tipos de toberas para aplicaciones FGD
Esta comparación demuestra que la selección de la tobera limita directamente el rango de funcionamiento alcanzable y la calidad del contacto gas-líquido dentro del absorbente.
3.3 La ventaja de ingeniería de los arreglos optimizados
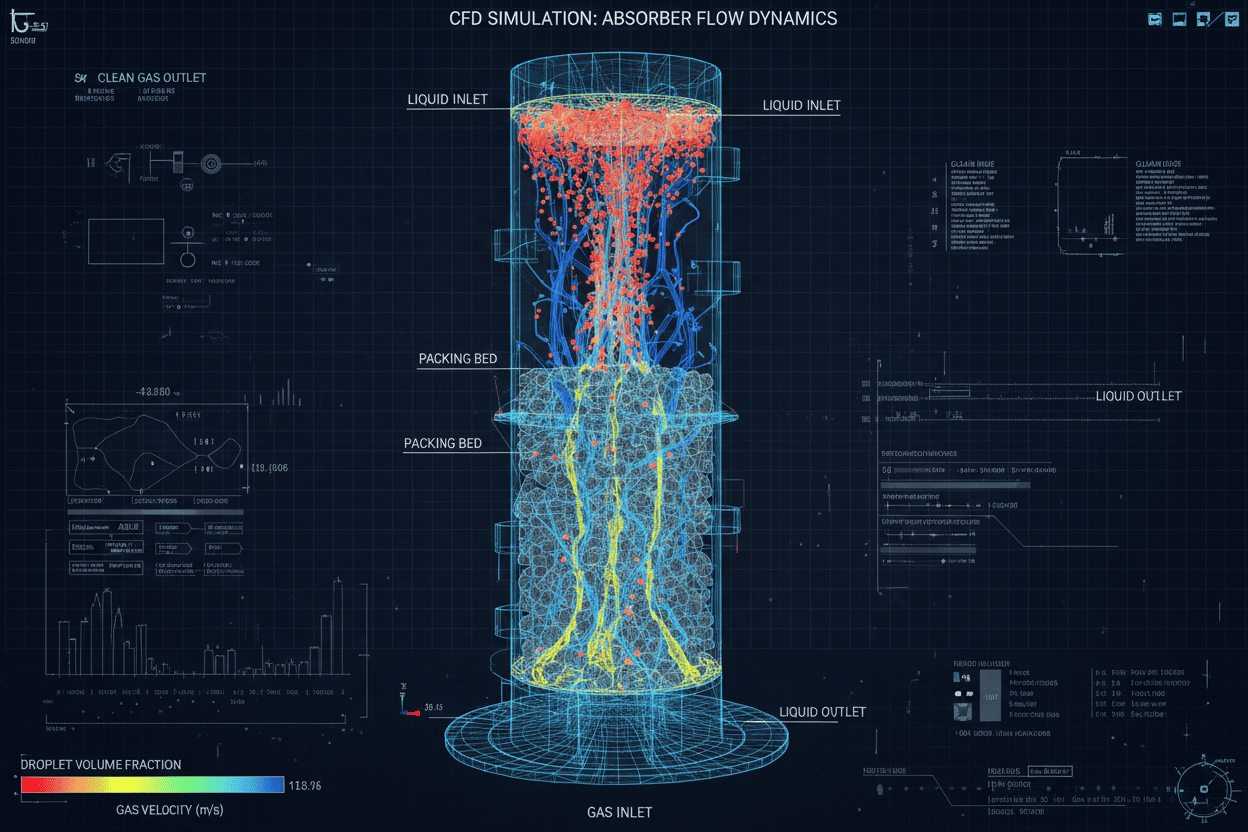
Más allá de la selección individual, la disposición geométrica de los cabezales de pulverización entre los encabezados determina la uniformidad de la distribución. El modelado CFD avanzado permite a los ingenieros optimizar:
- Densidad de espaciamiento entre toberas: Típicamente 8–16 por m² para cobertura total
- Elevación del cabecero: Múltiples niveles crean una etapa de contacto en contracorriente
- Orientación del spray: Ligeros desplazamientos angulares evitan el impacto directo en las paredes
- Coeficientes de solapamiento: Asegurando una cobertura transversal completa
Los datos de proyectos de retrofit demuestran que reconfigurar matrices basándose en análisis CFD —manteniendo el mismo flujo total de recirculación— puede mejorar la captura entre 3 y 7 puntos porcentuales. Esta ganancia de eficiencia proviene únicamente de una mejor distribución de la misma proporción de líquido.
! Simulación CFD que muestra la distribución de gotas y los patrones de flujo de gas en un absorbente
{kind=link}
3.4 El factor fiabilidad en entornos hostiles
Los absorbentes FGD presentan condiciones excepcionalmente hostiles. Las boquillas deben resistir:
- Concentraciones de cloruro de hasta 60.000 ppm
- Ciclo de pH entre 4,2 (zona de absorción) y 6,8 (tanque de reacción)
- Lodos abrasivos de piedra caliza/sulfito de calcio a velocidades superiores a 4 m/s
- Ciclo térmico durante el arranque y el apagado
En estas condiciones, la estabilidad de descarga se convierte en una métrica de fiabilidad. Las toberas premium de acero inoxidable 316 y las de aleaciones especiales mantienen tolerancias de coeficientes de flujo dentro del ±3% durante su vida útil diseñada, mientras que los componentes de menor calidad pueden derivar ±12–18% en el primer año. Esta inestabilidad se traduce directamente en incertidumbre operativa.
4. Guía paso a paso para optimizar tu torre absorbente
### 4.1 Protocolo de Optimización SistemáticaLograr un rendimiento óptimo requiere un enfoque metódico que combine medición, análisis y calibración del caudal de la tobera.
Paso 1: Medición y documentación de referencia
- Registrar los caudales de la bomba de recirculación de corriente (total y por cabezal)
- Medir las concentraciones de SO₂ de entrada y salida bajo carga en estado estacionario
- Inventario de toberas documentado: tipo, recuento, factor K, fecha de instalación
- Calcular la proporción real líquido-gas en condiciones actuales
- Verificar la precisión de las mediciones de caudales de gas
Paso 2: Análisis de brechas frente a especificaciones de diseño
- Comparar la proporción medida con el valor original del diseño
- Identificar zonas con deficiencias de cobertura mediante inspección visual
- Evaluar el estado de desgaste mediante pruebas de flujo de muestras representativas
- Revisar los datos históricos de emisiones para ver tendencias
Paso 3: Especificación y selección de la tobera
- Definir la proporción objetivo basada en el contenido de azufre del combustible y los límites de emisiones
- Seleccionar tipos de boquillas que suministran el caudal requerido a la altura disponible de la bomba
- Especificar la distribución del tamaño de las gotas optimizada para las características de tu absorbente
- Garantizar la compatibilidad de materiales con la química de la suspensión
- Adquirir toberas con tolerancias de factor K documentadas
Paso 4: Implementación y validación
- Instalar boquillas de repuesto siguiendo las especificaciones del fabricante
- Ajustar la velocidad de la bomba o la posición de las válvulas para alcanzar los objetivos
- Realizar pruebas de rendimiento en múltiples puntos de carga (50%, 75%, 100% MCR)
- Monitorizar el SO₂ de salida, la caída de presión y la potencia de la bomba para validar a 30 días
- Documentar la configuración tal como construida para referencia futura
Paso 5: Monitorización continua y mantenimiento preventivo
- Establecer intervalos rutinarios de inspección (trimestralmente para servicios de alta abrasión)
- Seguir las tendencias de proporción mediante registro de datos DCS
- Mantener inventario sobrante conforme a las especificaciones actuales
- Programar un reemplazo proactivo antes de que la desviación de descarga supere el ±5%
! [Medición de diagrama de flujo de optimización en 5 pasos hasta mantenimiento] (https://www.nozzle-intellect.com//uploads/5-Step%20Optimization%20Flowchart%20Measurement%20to%20Maintenance.png)
4.2 Factores críticos de éxito
El análisis de proyectos exitosos identifica tres factores consistentes:
- Medición de caudales precisa: Los caudalímetros calibrados en cada cabecera permiten un cálculo y control precisos
- Especificaciones estandarizadas: Una única especificación aprobada por zona evita la variación del rendimiento
- Reemplazo basado en datos: Basar los calendarios en la degradación medida en lugar de en intervalos arbitrarios optimiza los costes
"Las instalaciones que pasaron de programas de reemplazo basado en calendario a programas basados en condiciones reportaron un ahorro medio de operación y mantenimiento relacionado con la tobera del 23%, mientras que simultáneamente mejoraban la captura de SO₂ coherencia." — Power Plant Chemistry Journal
5. Aplicaciones en el mundo real en diferentes industrias
### 5.1 Estudio de caso 1: Central eléctrica de carbón de 660 MWUna central de carbón pulverizado que quemaba carbón indonesia con alto contenido en azufre (3,2% S) experimentó dificultades crónicas para mantener una captura del 98% de SO₂. La investigación reveló que la proporción operativa había sido diseñada para un 1,5% de carbón S y era insuficiente para la calidad real del combustible.
Desafío:
- Proporción de diseño: 18 L/m³
- Necesario para 3,2% S de carbón: 26 L/m³
- Toberas existentes: 40 unidades de cono completo tipo paleta de 15 L/min
Solución:
- Mejorado a boquillas de cono completo de espiral de gran flujo (35 L/min a 2,5 bar)
- Aumento del número de unidades activas de 40 a 52 por nivel de pulverización
- Se añadió un tercer nivel de cabecera para crear una etapa adicional de transferencia de masa
- Instalación de variadores de frecuencia para un control preciso
Resultados:
- Aumento de la proporción operativa de 18 a 27 L/m³
- La eficiencia de captura mejoró del 92,4% al 98,6%
- Cumplimiento de emisiones mantenido durante un seguimiento de 18 meses
- El consumo energético específico aumentó solo un 11%
5.2 Estudio de caso 2: Sinterización de la planta siderúrgica con tratamiento de gases
Una gran acería requirió la modernización de la FGD para sinterizar la salida de gas, priorizando el consumo mínimo de agua debido a la grave escasez local.
Desafío:
- SO₂ de entrada: 1.800 mg/Nm³
- Presupuesto hídrico disponible: 60% del diseño convencional
- Captura del objetivo: 95%
- Proporción requerida: menos de 12 L/m³
Solución:
- Desplegó toberas de cono hueco de precisión que generaban gotas SMD de 1.500 μm
- Geometría optimizada de cabeceras mediante modelado CFD
- Implementación de una disposición de pulverización contracorriente de tres etapas
- Boquillas seleccionadas de asistencia para atomización de aire para el funcionamiento de apagado
Resultados:
- Logró 10,5 L/m³ mediante atomización superior
- Alcanzar una eficiencia de captura del 96,2%
- Consumo de agua reducido en un 42% respecto a la configuración convencional
- El yeso subproducto cumplía con las especificaciones de grado de construcción
Esto demostró que la generación de gotas más fina puede compensar parcialmente proporciones más bajas aumentando la superficie interfacial.
5.3 Estudio de caso 3: Incineración de residuos municipales
Una instalación de conversión de residuos en energía sufrió una degradación acelerada en su sistema híbrido FGD, lo que resultó en un declive progresivo y superaciones de emisiones.
Desafío:
- La corrosión inducida por cloruro degradó las toberas 316SS en 6 meses
- Degradación de la descarga: −15% en 4.000 horas
- Distribución desigual que creó zonas secas con corrosión localizada severa
- Sustitución manual requerida con apagones trimestrales
Solución:
- Toberas de carburo de silicio con cuerpos 316SS especificados
- Rediseño de la disposición para un coeficiente de solapamiento del 20% (anteriormente 8%)
- Instalación de válvulas de aislamiento que permiten la sustitución bancaria online
- Implementó monitorización diferencial de presión para tendencias en tiempo real
Resultados:
- Vida útil extendida de 6 a 28 meses
- Mejora de la estabilidad operativa: variación del ±2% respecto al anterior ±11%.
- Eficiencia de captura mantenida entre el 97,2–98,1%
- Eliminación de paradas no planificadas; La disponibilidad anual aumentó un 3,2%
Visión Práctica: En entornos corrosivos, la selección de materiales tiene un impacto desproporcionado en la estabilidad a largo plazo. El coste premium de las boquillas SiC suele recuperarse en el primer ciclo prolongado mediante costes de apagado evitados.
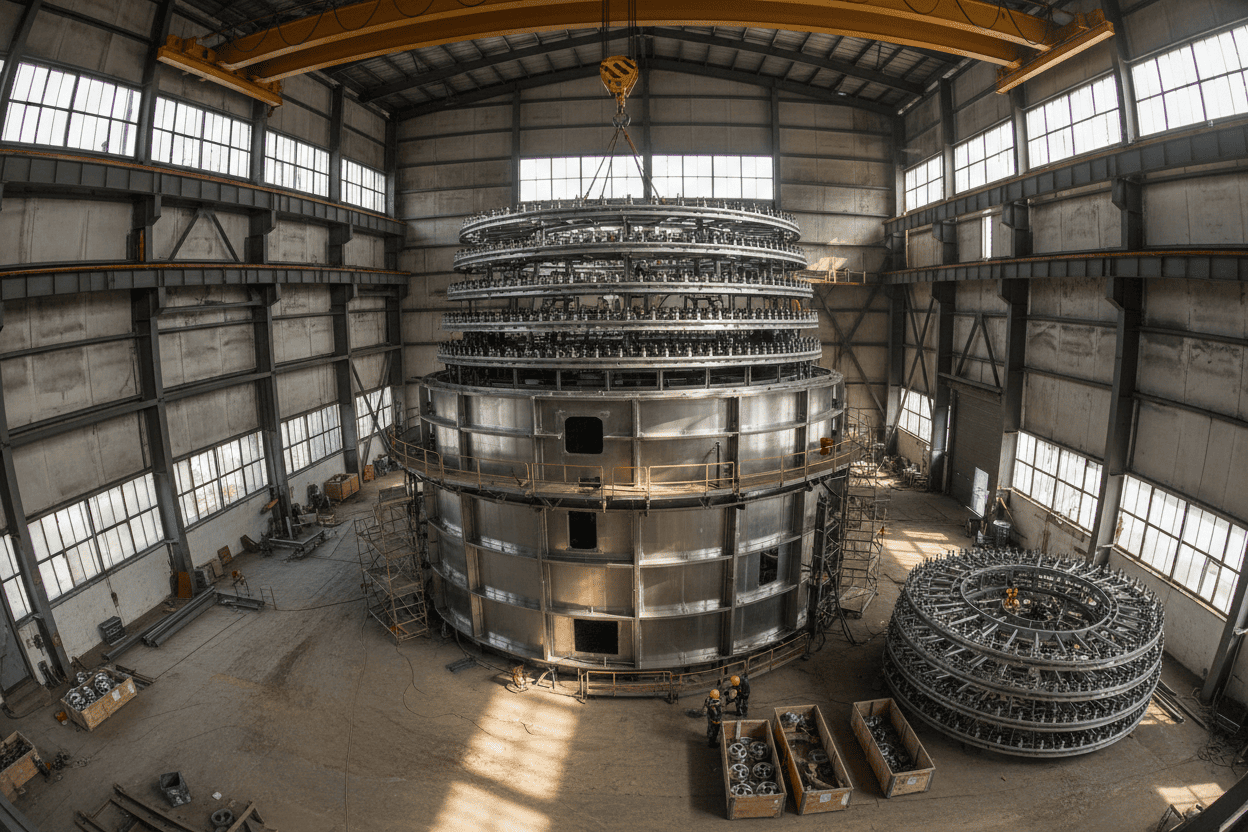
! Instalación de absorbentes industriales mostrando múltiple cabezal de pulverización niveles
{kind=link}
En los tres casos, el denominador común fue el reconocimiento de que la ingeniería de flujo de toberas —no solo el dimensionamiento de la bomba— representa el factor decisivo. Los principios establecidos en aplicaciones de Supresión de Polvo por Pulverización se traducen directamente al sistema FGD diseño, donde la distribución controlada de líquidos determina los resultados de cumplimiento medioambiental.
6. Preguntas frecuentes
¿Cuál es la proporción de funcionamiento ideal para la máxima eficiencia de captura?
No existe un valor ideal universal: los ajustes óptimos dependen de la concentración de SO₂ en la entrada, el contenido de azufre del combustible, la tasa de eliminación del objetivo y el diseño del absorbente. El análisis muestra que para aplicaciones típicas de carbón con un 1–2% de azufre que se obtienen una eliminación del 95–98%, los valores entre 18–25 L/m³ ofrecen el mejor equilibrio. Para requisitos de emisiones ultra bajas, las proporciones pueden superar los 25 L/m³ con combustibles de alto contenido en azufre.
La clave es ajustar el parámetro de funcionamiento a requisitos específicos de transferencia de masa en lugar de aplicar reglas genéricas. Las pruebas revelan que cada aplicación tiene un óptimo económico distinto.
¿Cómo afecta directamente la velocidad de descarga de la boquilla a la proporción de funcionamiento?
La tasa de descarga de la tobera constituye el numerador de la ecuación de la razón. El flujo total de líquido es igual a la suma de todas las tasas individuales. Si 80 boquillas cada una fluyen a 20 L/min, la entrada total es de 1.600 L/min. Dividir por el flujo de gases de combustión da la proporción.
Los operadores suelen ajustarse mediante cambios de velocidad de la bomba o activando/desactivando los niveles de cabecera. Sin embargo, la restricción fundamental es el factor K de la boquilla: factores K más altos proporcionan un mayor caudal a presión equivalente, estableciendo el rango alcanzable.
¿Qué especificaciones de toberas son las más importantes para mantener la estabilidad?
Para estabilidad a largo plazo, las especificaciones prioritarias incluyen:
- Tolerancia al coeficiente de flujo: Tolerancias más estrictas (±2% frente a ±5%) aseguran resultados predecibles a lo largo de los ciclos de reemplazo
- Clasificación de resistencia al desgaste: Los materiales de mayor dureza mantienen la geometría durante más tiempo
- Consistencia del ángulo de pulverización: Las desviaciones redistribuyen la proporción efectiva a lo largo de la sección transversal
- Resistencia al obstrucción: Los conductos por debajo de 8 mm son cada vez más susceptibles a la obstrucción por suspensión
Los datos indican que las toberas con curvas de desgaste documentadas que permiten un reemplazo predictivo ofrecen un valor de ciclo de vida superior.
¿Puedo optimizar sin cambiar las boquillas existentes?
Sí, varios ajustes pueden ayudar dentro de las limitaciones de hardware existentes:
- Ajuste de VFD de bomba: La velocidad modulada cambia la presión en el colector y la tasa de descarga
- Etapa de cabecera: Activar o desactivar niveles cambia el número de boquillas activas
- Optimización de la densidad de lodos: Ajustar el contenido de sólidos afecta la viscosidad y la transferencia efectiva de masa
- Refinamiento del pH: Aumentar el pH incrementa la alcalinidad, lo que podría permitir una eliminación adecuada en proporciones más bajas
Sin embargo, los ajustes operativos por sí solos suelen limitar la optimización dentro del ±15% de los valores de diseño. Las mejoras de cambio escalonado generalmente requieren actualizaciones de especificaciones.
¿Con qué frecuencia deben inspeccionarse o reemplazarse las boquillas FGD?
Los intervalos dependen del entorno de uso, pero las mejores prácticas incluyen:
- Inspección visual: Mensual durante las ventanas de acceso disponibles
- Verificación de flujo: Pruebas trimestrales de muestras representativas (5–10% del inventario)
- Evaluación de patrones: Evaluación semestral por videosonda
- Disparador de reemplazo: Cuando la desviación de descarga supera el ±5% o la reducción de ángulo supera el 10%
Para la FGD típica de piedra caliza con toberas 316SS, el reemplazo oscila entre 12 y 24 meses. El carburo de silicio en servicio equivalente puede extenderse entre 36 y 48 meses.
7. Conclusión: La tecnología de boquillas de precisión como tu ventaja competitiva
La evidencia establece una conexión inequívoca: la ingeniería de caudal de tobera es el factor fundamental para optimizar la proporción líquido-gas, que es la palanca principal para Efectividad de captura en sistemas FGD húmedos.Los datos de plantas en funcionamiento, instituciones de investigación y organismos reguladores demuestran consistentemente que:
- Las proporciones en el rango de 18–25 L/m³ cumplen con la mayoría de los requisitos de cumplimiento SO₂ de carbón
- Las especificaciones de la tobera determinan no solo el valor nominal de funcionamiento, sino también su uniformidad de distribución y efectividad en la transferencia de masa
- Programas de gestión proactiva —transición de reemplazo reactivo a basado en condiciones— ofrecen rendimientos cuantificables en disponibilidad y reducción de costes
- Selección de materiales y optimización geométrica compuesta a lo largo del ciclo de vida
Para los operadores e ingenieros responsables del rendimiento de la FGD, las implicaciones son claras. La inversión en toberas diseñadas con precisión, monitorización sistemática y mantenimiento basado en datos no representa un gasto incremental, sino una decisión operativa de alto rendimiento.
"Las instalaciones que alcanzan el mejor rendimiento comparten un rasgo común: tratan la especificación y gestión de toberas como una disciplina central de ingeniería y no como una mercancía ejercicio de contratación." — Environmental Science and Technology Review
A medida que los estándares de emisiones se endurecen a nivel mundial —desde la iniciativa de emisiones ultra bajas de China hasta la Directiva de Emisiones Industriales de la UE— el margen de rendimiento entre adecuado y optimizado La operación se ensancha más. Las plantas equipadas con sistemas de precisión capaces de mantener objetivos bajo condiciones variables mantendrán flexibilidad y cumplimiento cuando otros se enfrenten a limitaciones.
La tecnología existe. El caso económico está validado. La pregunta restante es la prioridad en la implementación.
Próximos pasos recomendados
Basándose en este análisis, prioriza las siguientes acciones:
- Realizar una auditoría de proporción operativa de su absorbente actual: medir valores reales frente a valores de diseño, identificar deficiencias en la distribución y documentar el inventario de boquillas
- Evalúa las oportunidades de actualización para tu próxima ventana de mantenimiento: compara los datos actuales de rendimiento con alternativas modernas diseñadas con precisión y tolerancias más estrictas
- Desarrollar un protocolo de gestión basado en la condición que incorpore pruebas de flujo, programación de inspección y criterios predictivos de reemplazo basados en curvas de desgaste documentadas
Para orientación técnica adicional sobre aplicaciones de boquillas de pulverización industriales en sistemas de control de emisiones, supresión de polvo y tratamiento de gases, explora nuestra aplicación integral recursos.