





Cómo elegir boquillas de pulverización para aplicaciones en la construcción naval
Las operaciones de construcción naval exigen una pulverización de precisión en decenas de aplicaciones críticas, desde la preparación de superficies de placas de acero y la refrigeración de soldadura hasta la limpieza de tanques de carga y sistemas de supresión de incendios. Una boquilla mal especificada puede provocar una cobertura desigual del recubrimiento, tiempos de secado prolongados, desgaste prematuro en el granallado abrasivo o un cumplimiento incumplido con la OMI en sistemas de lavado de tanques. Esta guía te guía a través de las consideraciones de ingeniería, los parámetros de rendimiento y los criterios de selección de materiales que determinan la longevidad de la tobera y la fiabilidad del proceso en la fabricación marina y el equipamiento de buques.
Índice
- [Parámetros críticos de pulverización para aplicaciones marinas](#1-parámetros-críticos-para-aplicaciones marinas)
- [Comparación de tipos de toberas para procesos de construcción naval] (comparación de tipos de boquilla #2 para procesos de construcción naval)
- [Selección de materiales y resistencia a la corrosión] (#3-selección de materiales y resistencia a la corrosión)
- Guía de selección específica de la aplicación
- [Consideraciones de instalación y mantenimiento] (#5-consideraciones-y-mantenimiento)
- [Análisis del coste total de propiedad] (#6-análisis del coste-de-propiedad)
- Preguntas frecuentes
- [Conclusión y próximos pasos] (#8-conclusión-y-siguientes-pasos)
1. Parámetros críticos de pulverización para aplicaciones marinas
La selección de boquillas de pulverización para la construcción naval requiere equilibrar cuatro parámetros principales: caudal, presión de operación, ángulo de pulverización y distribución del tamaño de las gotas. Cada parámetro afecta directamente a la calidad del recubrimiento, la eficiencia de refrigeración o la eficacia de la limpieza.
Caudal y área de cobertura
El caudal (normalmente medido en galones por minuto o litros por minuto) determina la rapidez con la que puedes cubrir una superficie objetivo. Para el pretratamiento de placas de acero antes de pintar, normalmente especificamos entre 0,5 y 2,0 GPM por tobera a 40 PSI para lograr una cobertura de 80–120 pies cuadrados por minuto. Caudales más altos reducen el tiempo de ciclo pero aumentan el consumo de agua y los costes de eliminación, algo fundamental en operaciones en dique seco donde la capacidad de tratamiento de aguas residuales es limitada.
La relación entre presión y flujo sigue la ecuación hidráulica Q = K × √P, donde K es el coeficiente de caudal de la tobera. Duplicar la presión solo aumenta el caudal aproximadamente 1,41x, no 2x. Comprender esta relación de raíz cuadrada evita el sobredimensionamiento de las bombas y ayuda a predecir la degradación del rendimiento a medida que las toberas se desgastan y los orificios se agrandan.
Presión de funcionamiento y fuerza de impacto
La presión determina tanto el caudal como la fuerza de impacto por pulverización. Para la limpieza de tanques de carga en petroleros químicos, los requisitos de la OMI suelen exigir fuerzas mínimas de impacto de 7–12 N en la pared del tanque (medidas en el punto más alejado de alcance) para desalojar los residuos de carga. Esto se traduce en presiones de funcionamiento de 80–150 PSI para máquinas de limpieza de tanques rotativos, dependiendo del diseño de la tobera y la geometría del tanque.
En cambio, las aplicaciones de refrigeración post-soldadura requieren un spray suave y uniforme para evitar grietas por choque térmico en secciones gruesas de acero. Recomendamos presiones de funcionamiento por debajo de 30 PSI con boquillas de cono completo que produzcan gotas de 200–400 micras para un enfriamiento evaporativo controlado sin escorrentía excesiva.
! 1-diagrama de cobertura del ángulo de pulverización
{kind=link}
Solapamiento entre el ángulo de pulverización y la cobertura
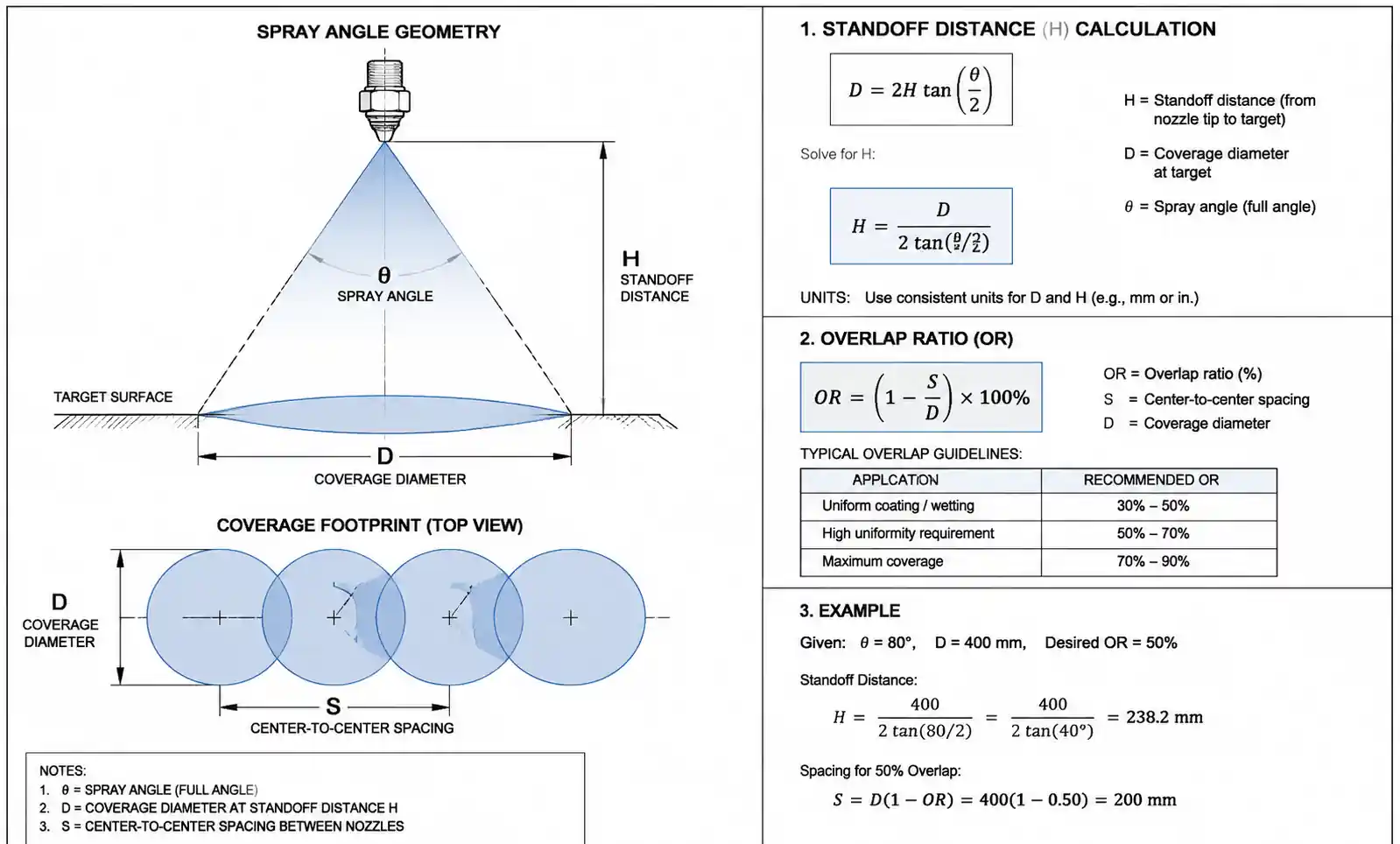
El ángulo de pulverización (normalmente de 15° a 120° para boquillas hidráulicas) determina el ancho de huella a una distancia de separación dada. Para cabinas de recubrimiento automatizadas en astilleros, calculamos la relación de solapamiento usando la fórmula:
Solapamiento (%) = [(S - H × tan(θ/2) × 2) / (H × tan(θ/2) × 2)] × 100
Donde S = espaciamiento entre boquillas, H = altura de distancia, θ = ángulo de pulverización.
La mayoría de las aplicaciones de recubrimiento requieren un solapamiento del 50–100% para asegurar un grosor uniforme de la película. La subsolapamiento crea franjas secas; la sobreposición desperdicia material y extiende el tiempo de flash-off. Para una tobera de ventilador plana de 40° a 18 pulgadas de distancia, el espaciado óptimo es de 10–12 pulgadas para un 50% de solapamiento.
Distribución del tamaño de las gotas
El tamaño de la gota (caracterizado por valores de Dv0.5 o Dv0.9 según el análisis de difracción láser) afecta a la tasa de evaporación, la humectación superficial y la penetración en las grietas. La atomización fina (50–150 micras) beneficia a los sistemas de supresión de incendios cuando se desea un enfriamiento rápido por evaporación. El spray grueso (300–800 micras) funciona mejor para operaciones de enjuague donde se necesita el momento de las gotas para desplazar contaminantes sin crear niebla en aerosol que disperse las partículas por toda la sala de fabricación.
En nuestras pruebas de campo de aplicación de cebadores anticorrosivos, las boquillas que producen gotas de 180–250 micras a 35 PSI proporcionaron una formación óptima de película sin exceso de pulverización ni hundimiento en mamparos verticales.
2. Comparación de tipos de toberas para procesos de construcción naval
Diferentes patrones de pulverización se adaptan a distintas tareas de construcción naval. Seleccionar el tipo de patrón incorrecto es uno de los errores de especificación más comunes que encontramos durante las auditorías de procesos.
| Tipo de boquilla | Patrón de pulverización | Rango típico de flujo | Mejores aplicaciones | Fuerza de impacto | Riesgo de obstrucción |
|---|---|---|---|---|---|
| Ventilador plano | Elípticas y bordes cónicos | 0,05–5 GPM | Lavado de superficies, recubrimiento (superficies planas), enjuague de piezas transportadas por cinta transportadora | Medio (concentrado en el centro) | Bajo (si se filtra a malla 150) |
| Cono lleno | Distribución circular y uniforme | 0,1–50 GPM | Refrigeración (uniones soldadas, secciones tratadas térmicamente), temple, supresión de incendios | De baja a media (distribuida) | Medio |
| Cono Hueco | Centro abierto en forma de anillo | 0,05–10 GPM | Lavado de depósitos (la fuerza centrífuga ayuda a la limpieza), refrigeración por evaporación, fregado por gases | Alto (en la periferia) | Bajo |
| Corriente Sólida | Chorro concentrado | 0,5–100 GPM | Descalcificación, corte, hidrovoladura a alta presión | Muy alto | Muy bajo |
| Atomizando el aire | Niebla fina, tamaño controlado de las gotas | 0,01–2 GPM | Recubrimiento de precisión (piezas pequeñas), desmoldante, aplicación de lubricante | Muy bajo | Alta (requiere aire limpio y seco) |
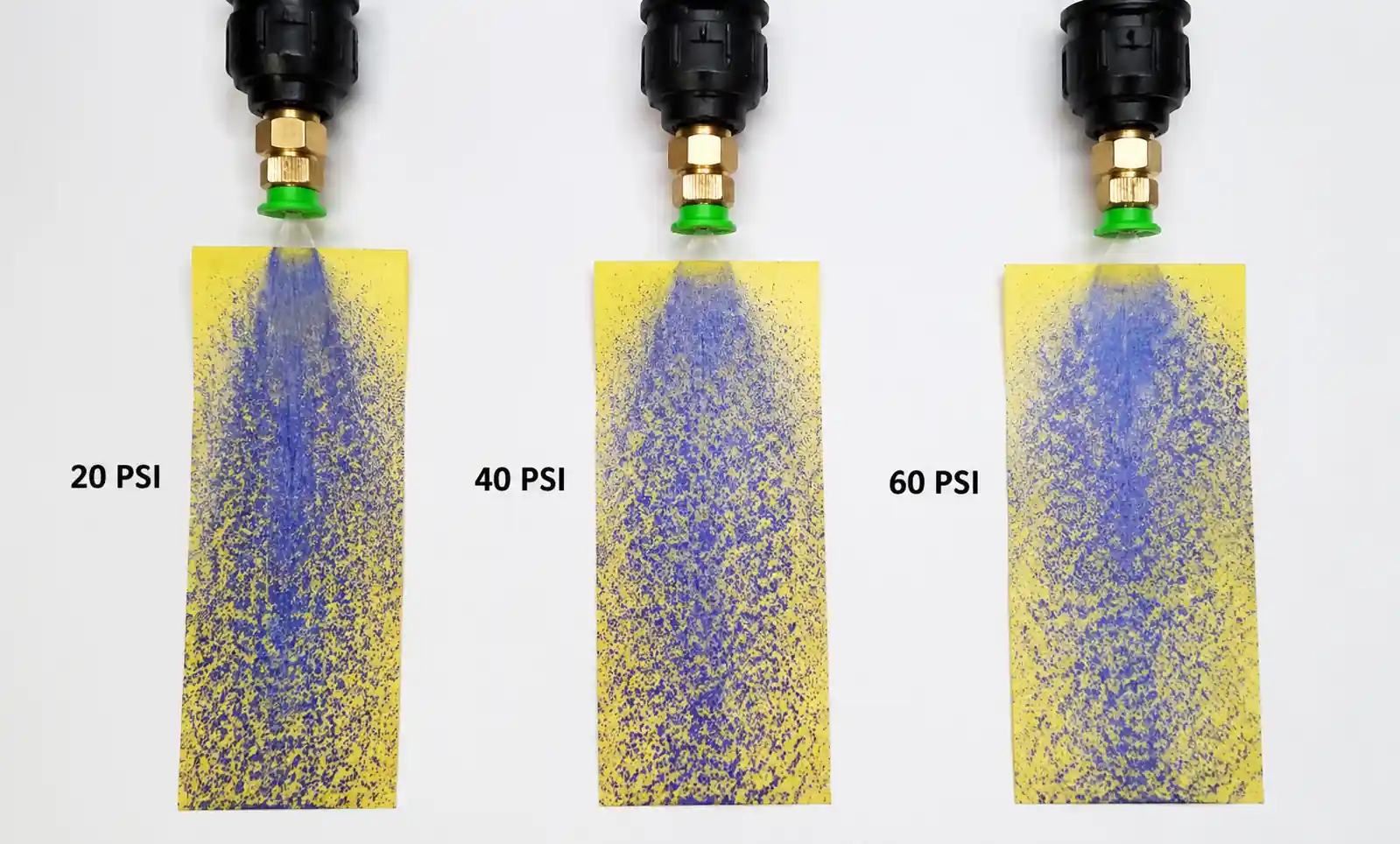
Boquillas planas para ventiladores y líneas de recubrimiento
Las toberas planas de ventilador producen un patrón elíptico con la mayor densidad de flujo en la línea central, que se estrecha hacia los bordes. Esto las hace ideales para sistemas de recubrimiento automatizados donde varias boquillas están dispuestas en un colector para cubrir paneles anchos. El perfil de borde cónico ayuda a lograr un solapamiento suave sin crear zonas gruesas de acumulación.
Especificamos ventiladores planos con distribución con ángulo uniforme (anteriormente llamados "spray plano uniforme" en la nomenclatura BETE) para la aplicación de imprimación y capa superior en paneles de acero precortados. Los ventiladores planos estándar con su estrecha natural funcionan bien para enjuagar cuando hay alguna variación aceptable.
! Comparación de patrón de 2-ventiladores planos-spray
{kind=link}
Boquillas de cono completo para refrigeración y protección contra incendios
Las boquillas de cono completo distribuyen el líquido a lo largo de una sección transversal circular, lo que las hace ideales para aplicaciones de refrigeración donde se necesita una gestión térmica uniforme. Tras soldar los refuerzos longitudinales a las placas del casco, el enfriamiento controlado evita la deformación. Colocamos boquillas completas de cono a 24–36 pulgadas por encima de la junta de soldadura, funcionando a 20–30 PSI para proporcionar una niebla suave y uniforme que gestiona la velocidad de enfriamiento sin crear grietas por impacto.
En los sistemas de supresión de incendios (niebla de agua o diluvio), las toberas completas de cono con una potencia de 80–120 PSI producen gotas de 200–400 micras que absorben el calor de forma eficiente mientras minimizan los daños por agua en equipos sensibles en salas de máquinas o paneles eléctricos.
Boquillas huecas de cono y espiral para limpieza de acuarios
Las boquillas huecas en forma de cono concentran el flujo en la periferia del patrón, creando gotas de alta velocidad que proporcionan una fuerza de impacto superior para la limpieza. Las boquillas huecas estáticas funcionan bien para tanques pequeños (hasta 15 pies de diámetro). Para tanques de carga en petroleros químicos o transportadores de productos, las máquinas rotativas de limpieza de tanques equipadas con boquillas espirales de ángulo controlado proporcionan una cobertura 3D sistemática certificada según las normas IMO MEPC.1/Circ.642.
En nuestras pruebas de limpieza de tanques de crudo, las boquillas en espiral que operaban a 100 PSI con un flujo de 12–18 GPM completaban la limpieza un 40% más rápido que los anticuados sistemas de bola de pulverización fija, reduciendo significativamente el tiempo de alquilamiento.
3. Selección de materiales y resistencia a la corrosión
Los ambientes marinos exponen las boquillas a agua salada, productos químicos ácidos de limpieza, lodos abrasivos (en voladura o desincrustación) y vapor a alta temperatura. La selección de materiales afecta directamente a la vida útil y al coste total de propiedad.
| Material | Dureza (HRC) | Vida relativa de desgaste | Resistencia a la corrosión | Multiplicador de coste | Mejores aplicaciones |
|---|---|---|---|---|---|
| Latón | 10–15 | 1x (línea base) | Pobre en agua salada, ácidos | 1x | Solo agua dulce, baja abrasividad |
| 316 Acero inoxidable | 20–25 | 3x | Excelente (agua salada, ácidos suaves) | 2–3x | Uso marítimo general, lavado químico |
| Acero inoxidable endurecido (17-4 PH) | 38–42 | 8x | Muy bien | 4–5x | Pastillas abrasivas, desgaste intenso |
| Inserción de carburo de tungsteno | 70–75 | 25–40x | Excelente | 8–12x | Abrasión severa (desincrustación, arena) |
| Cerámica de carburo de silicio | 72–78 | 30–50x | Excelente (ácidos, cáusticos) | 10–15x | Limpieza de tanques químicos, ácido |
| Hastelloy C-276 | 22–28 | 5x | Excepcional (HCl, H2SO4, FeCl3) | 20–30x | Ácidos concentrados, corrosión extrema |
Cuándo especificar acero inoxidable
El acero inoxidable 316 es el material principal para la mayoría de las aplicaciones de pulverización en la construcción naval. Gestiona la exposición a agua salada, limpiadores alcalinos y ácidos suaves comunes en la preparación superficial. Para sistemas de refrigeración o enjuague de agua dulce sin partículas abrasivas, las boquillas 316SS alcanzan fácilmente entre 8.000 y 12.000 horas de funcionamiento antes de que el caudal aumente en más del 10% (nuestro umbral típico de reemplazo).
Evita el latón en cualquier aplicación marina: hemos visto que las boquillas de latón fallan en menos de 400 horas en sistemas de pulverización de agua salada debido a la deszincificación.
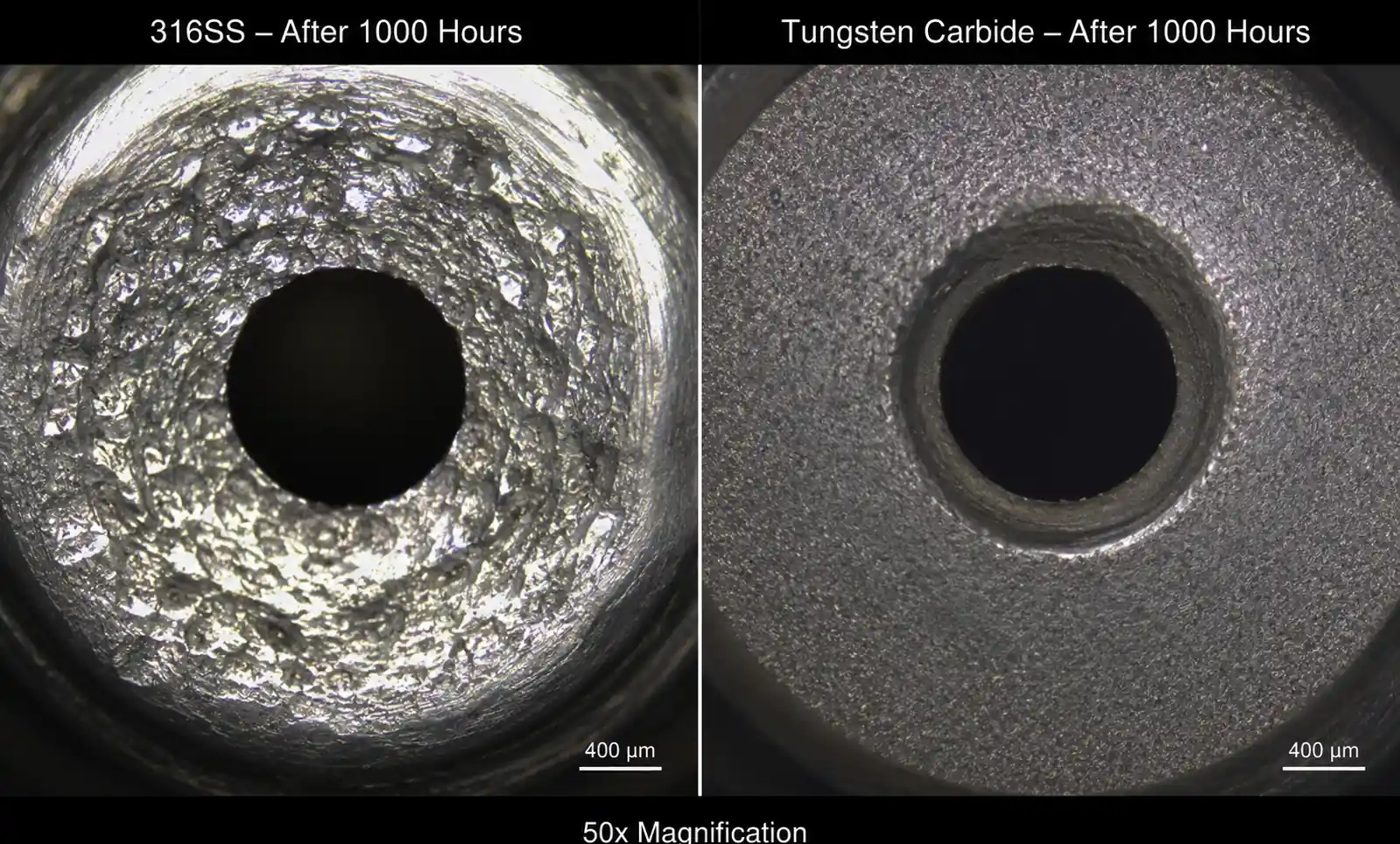
Carburo y Cerámica para el Servicio de Abrasivos
Las operaciones de descalcificación usando agua a alta presión con partículas de báscula de molino sincronizadas destruyen las toberas de acero inoxidable en 200–400 horas. Los insertos de carburo de tungsteno prolongan la vida útil entre 6.000 y 10.000 horas bajo las mismas condiciones. La prima de coste (8–12 veces) se amortiza en el primer año al eliminar los reemplazos frecuentes y los tiempos de inactividad asociados.
El carburo de silicio ofrece una resistencia al desgaste similar y una resistencia superior a los ácidos para las boquillas de limpieza de tanques expuestas a residuos concentrados de ácido sulfúrico o ácido clorhídrico. Sin embargo, los materiales cerámicos son frágiles: evita instalaciones donde la presión supere los límites nominales o donde sea probable un impacto mecánico durante el mantenimiento.
! Comparación de desgaste de 3 orificios de boquilla
{kind=link}
Hastelloy para la corrosión extrema
En sistemas de limpieza de cisternas químicos que manejan ácidos de alta concentración o cloruro férrico, las boquillas estándar de acero inoxidable sufren picaduras y grietas por corrosión por tensión y picaduras. Hastelloy C-276 elimina fallos por corrosión pero cuesta entre 20 y 30 veces la línea base. Especificamos Hastelloy solo cuando los costes de inactividad o los riesgos de seguridad justifican la prima, normalmente en transportistas químicos especiales de alto valor.
4. Guía de selección específica para la aplicación
La construcción naval abarca diversas tareas de fumigación. Esta sección proporciona criterios de selección de toberas para las aplicaciones más comunes.
Preparación y enjuague de la superficie de la placa de acero
Objetivo: Eliminar la incrustación, óxido, sal y contaminantes antes de recubrir.
Boquilla recomendada: Ventilador plano, ángulo de pulverización de 40–65°, 1,0–2,5 GPM a 40–60 PSI.
Material: 316SS o acero inoxidable endurecido si el agua reciclada contiene partículas abrasivas.
Espaciado: 12–18 pulgadas para un 50–80% de solapamiento en los sistemas de cinta.
Consideración clave: Filtra el agua hasta un mínimo de 100 mallas para evitar obstrucciones. El enjuague previo con agua dulce tras la exposición a agua salada reduce el consumo de productos químicos en las siguientes fases de limpieza.
Enfriamiento tras la soldadura
Objetivo: Controlar la velocidad de refrigeración para evitar grietas por choque térmico y minimizar la distorsión.
Boquilla recomendada: Cono completo, ángulo de pulverización de 60–90°, 0,5–3,0 GPM a 15–30 PSI.
Material: 316SS (temperatura típicamente inferior a 200°F en el punto de pulverización).
Tamaño de la gota: 250–500 micras para refrigeración por evaporación sin escorrentía excesiva.
Consideración clave: Colocar las boquillas a 24–36 pulgadas de la junta de soldadura. Utiliza temporizadores para aplicar pulverización intermitente (30 segundos encendido, 60 segundos apagado) en lugar de flujo continuo para secciones gruesas (>1 pulgada) para evitar grietas por temple.
! instalación de boquilla de refrigeración de 4 soldaduras
{kind=link}
Aplicación de recubrimiento anticorrosivo
Objetivo: Aplicar capas uniformes de imprimación, intermedia o capa superior dentro del rango de espesor especificado (normalmente de 3 a 8 mils de espesor en seco).
Boquilla recomendada: Atomizador de aire o ventilador plano sin aire, ángulo de pulverización de 20–40° dependiendo de la geometría de la pieza.
Caudal: 0,2–1,5 GPM dependiendo de la viscosidad del recubrimiento y la formación deseada de la película.
Material: Piezas mojadas de acero inoxidable; carburo de tungsteno para recubrimientos abrasivos (cebadores ricos en zinc).
Consideración clave: Los sistemas sin aire (3.000–5.000 PSI) ofrecen mejor eficiencia de transferencia (60–75%) que la atomización de aire (40–60%) pero producen más sobresalpicadura. Para geometrías complejas (soportes, penetraciones de tuberías), la atomización de aire proporciona mejor cobertura en los huecos.
Limpieza de tanques de carga (petroleros químicos, transportadores de productos)
Objetivo: Eliminar los residuos de carga según los estándares de limpieza especificados por la OMI; Prepara los tanques para la próxima carga o inspección.
Boquilla recomendada: Máquina rotativa de limpieza de tanques con boquillas en espiral o de patrón controlado; 12–25 GPM a 80–150 PSI.
Material: 316SS para productos petrolíferos y aceites vegetales; Hastelloy C-276 o carburo de silicio para productos químicos agresivos (ácidos, cáusticos, disolventes clorados).
Fuerza de impacto: Mínimo 7–12 N en la pared del tanque (varía según el tamaño del tanque y la carga; véase IMO MEPC.1/Circ.642).
Consideración clave: Selecciona máquinas clasificadas para dimensiones del tanque (espacio libre vertical y diámetro horizontal). Las máquinas poco potentes pueden enfrentarse a la fuerza de impacto en el banco de pruebas, pero fallar en servicio debido a una distancia de lanzamiento inadecuada. Verifica el rendimiento con la medición de la fuerza de impacto in situ utilizando la célula de carga en la esquina más alejada del tanque.
Supresión de incendios (sistemas de niebla de agua / diluvio)
Objetivo: Refrigeración rápida y desplazamiento de oxígeno en espacios cerrados (salas de máquinas, paneles eléctricos, áreas de alojamiento).
Boquilla recomendada: Cono completo o cono hueco, dependiendo del diseño del sistema (niebla de agua a baja o alta presión).
Presión de funcionamiento: Sistemas de baja presión (12–20 PSI), sistemas de alta presión (800–1.500 PSI para niebla fina).
Tamaño de la gota: 200–400 micras para incendios de Clase A; <200 micras para incendios de hidrocarburos de Clase B que requieren supresión de vapor.
Material: mínimo 316SS; verificar el cumplimiento del Código FSS de la OMI y de las normativas aplicables de los estados de bandera.
Consideración clave: Los orificios de las boquillas deben mantenerse despejados: especificar diseños autolimpiantes o implementar protocolos de lavado trimestral. Utiliza materiales resistentes a la corrosión incluso en sistemas de agua dulce debido a los largos periodos de reposo entre pruebas.
5. Consideraciones de instalación y mantenimiento
La instalación adecuada y el mantenimiento proactivo prolongan la vida útil de la boquilla y aseguran un rendimiento de pulverización consistente.
Errores comunes en la instalación
Diámetro insuficiente de la tubería que provoca caída de presión: Una línea de suministro de 1/4 de pulgada no puede suministrar 5 GPM a presión nominal sin una pérdida excesiva de velocidad. Para caudales superiores a 2 GPM, utilice tuberías de suministro mínimas de 3/8 o 1/2 pulgada y limite la velocidad a 10 pies/s para minimizar la caída de presión.
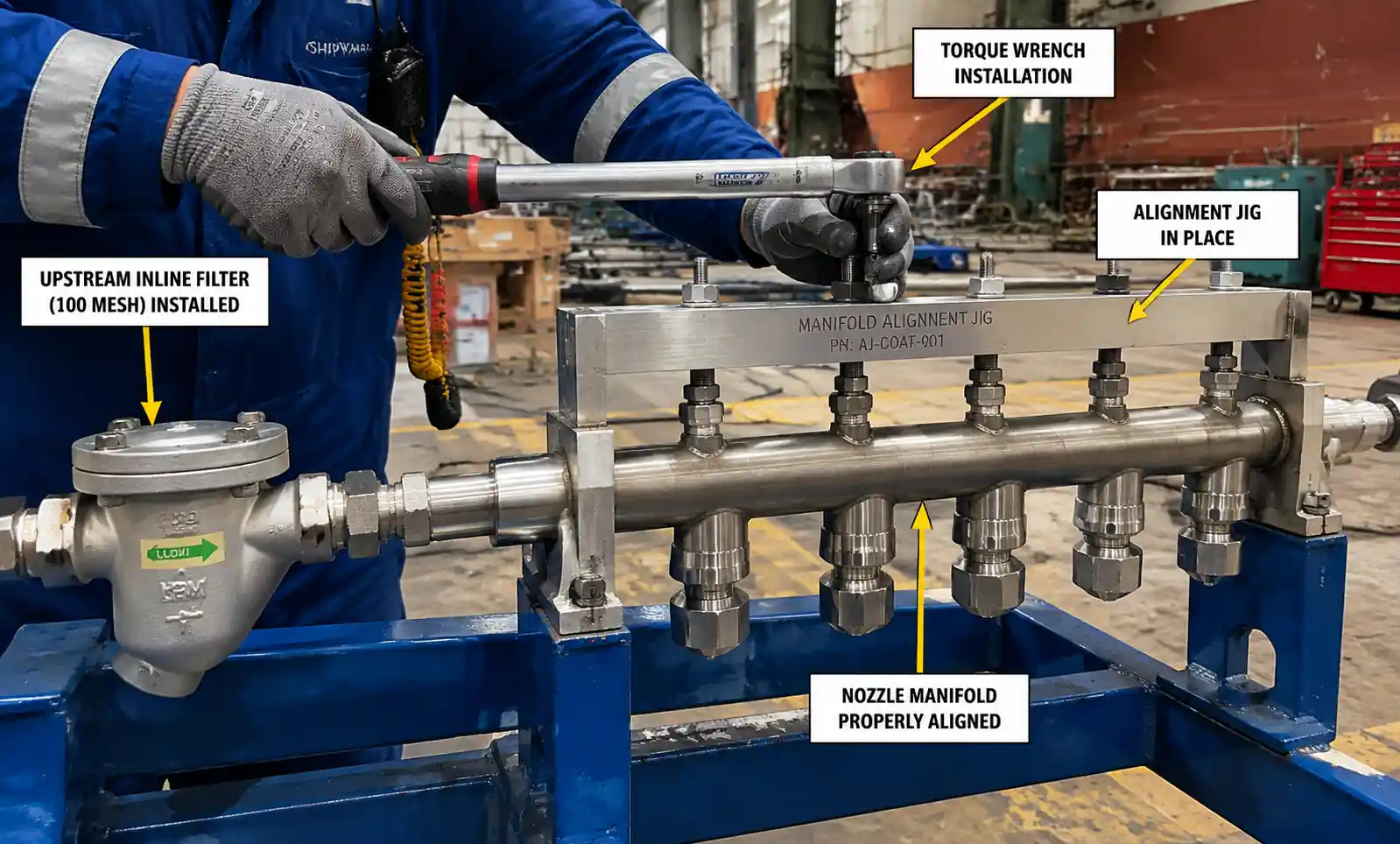
Boquillas desalineadas que crean huecos de cobertura: Incluso una inclinación de 5° en la orientación de la boquilla puede desplazar el patrón de pulverización lo suficiente como para crear franjas secas en los sistemas de recubrimiento. Utiliza plantillas de alineación durante la instalación del colector y verifica la cobertura con pulverizaciones de prueba sobre papel kraft.
Sobreapretar que causa grietas en el cuerpo: Las boquillas cerámicas y de carburo se agrietan si el par de instalación supera las especificaciones (normalmente entre 15 y 25 ft-lb dependiendo del tamaño de rosca). Utiliza una llave dinamométrica y verifica el sellado con cinta de Teflón o sellador de rosca adecuado, clasificado para la temperatura de funcionamiento y la compatibilidad química.
Filtración inadecuada aguas arriba: La falta de instalación de coladores o filtros (malla de 100–200 según el tamaño del orificio) es la principal causa de obstrucción prematura. En los sistemas de agua reciclada comunes en astilleros, los filtros en línea evitan salpicaduras de soldadura, desconchados de pintura y partículas de óxido que bloqueen los orificios.
{kind=link}
Mantenimiento preventivo y monitorización del rendimiento
Verificación de caudal: Mide el caudal trimestralmente usando un contenedor calibrado y un temporizador. Un aumento del 10% respecto al valor inicial indica desgaste del orificio. Para aplicaciones críticas (limpieza de tanques certificada por la IMO), cambiar las boquillas cuando el caudal supere la tolerancia nominal.
Inspección de patrones de pulverización: Una inspección visual en papel sensible al agua revela estrechamiento del ángulo de pulverización (indicando obstrucción parcial), patrones deformados (orificio dañado) o distribución desigual (bloqueo interno). Sustituye las boquillas que muestren degradación del patrón.
Pruebas de presión: Registrar la presión de funcionamiento en cada posición de la tobera. El aumento de presión a flujo constante indica obstrucción; La disminución de la presión a flujo constante sugiere ensanchamiento del orificio.
Inventario de repuestos: Mantener entre el 15 y el 20% de repuestos para toberas críticas para producción. Para materiales especiales (Hastelloy, cerámica personalizada), los plazos de entrega pueden extenderse entre 8 y 12 semanas. Escala tamaños comunes para evitar retrasos en la producción.
6. Análisis del coste total de propiedad
El coste inicial de la tobera es solo un componente del TCO. Tener en cuenta la mano de obra de reemplazo, los tiempos de inactividad y la degradación del rendimiento suele justificar materiales de alta calidad.
| Escenario | Material | Coste inicial por tobera | Vida útil (horas) | Reemplazos por año (suponiendo 2.000 horas de funcionamiento al año) | Coste laboral por reemplazo | TCO anual |
|---|---|---|---|---|---|---|
| Línea base | Latón | 8 $ | 500 | 4 | 50 $ | $232 |
| Marine estándar | 316SS | $22 | 1.800 | 1.1 | 50 $ | 79 $ |
| Servicio abrasivo | Carburo de tungsteno | $150 | 8.000 | 0,25 | 50 $ | 51 $ |
Suposiciones: Instalación de una sola tobera, coste laboral de 50 $ por reemplazo (1 hora de inactividad + tarifa técnica), sin pérdida de producción calculada.
Para una línea de recubrimiento con 24 boquillas que funcionan 4.000 horas al año, cambiar de acero inoxidable a carburo de tungsteno supone una reducción anual de 16.800 dólares en el TCO a pesar de un coste unitario 7 veces superior. Incluye los costes de pérdida de producción (normalmente entre 200 y 500 dólares por hora en los astilleros) y la ventaja del TCO se amplía aún más.
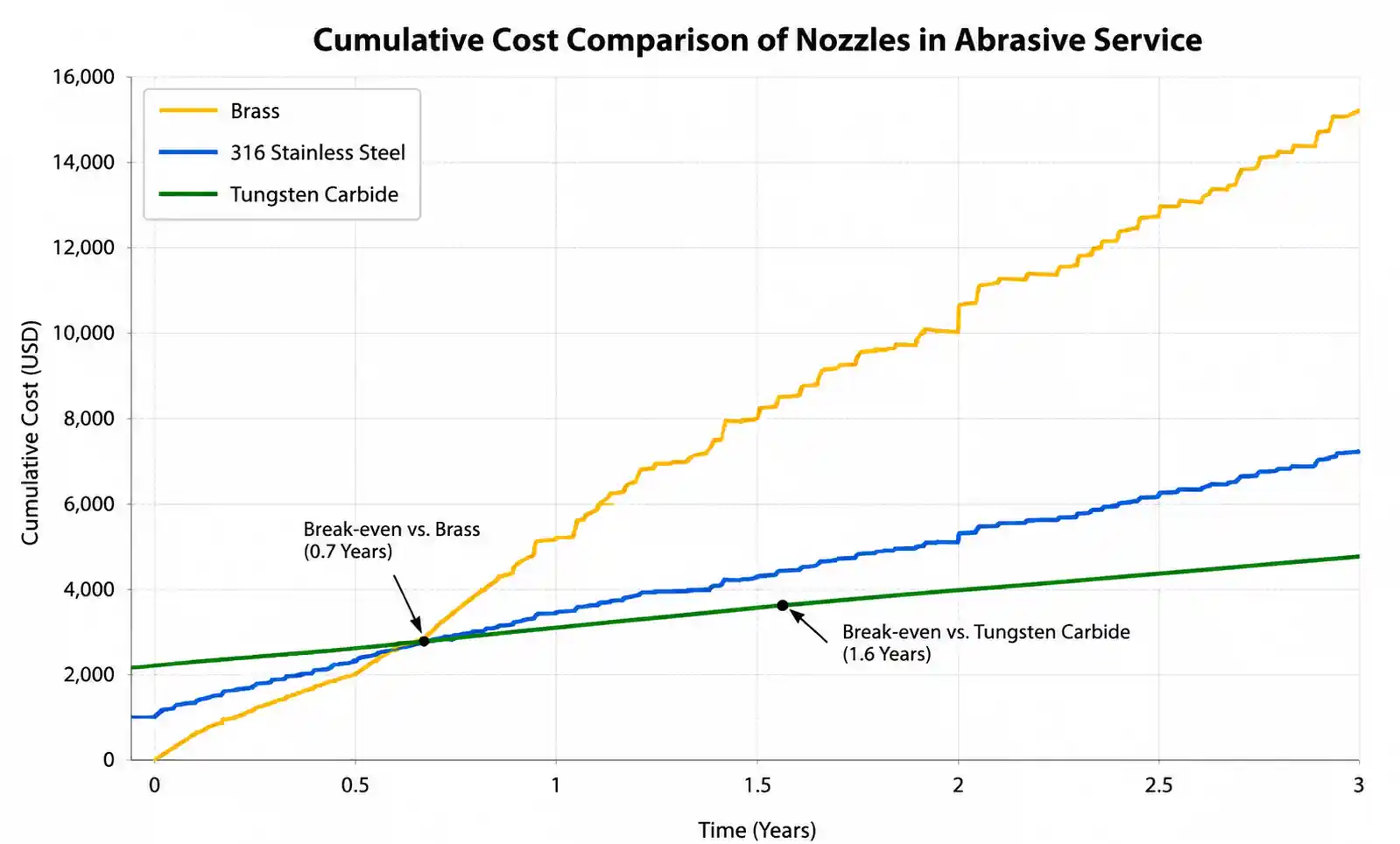
Análisis de punto de equilibrio para boquillas de carburo
Fórmula para el punto de equilibrio:
(Coste de la boquilla premium - Coste estándar de la boquilla) / [(Reemplazos estándar por año - Reemplazos premium por año) × (Coste de mano de obra de reemplazo + Pérdida de tiempo de inactividad)]
Para un sistema de desincrustación que opera 3.000 horas al año:
- Tobera 316SS: 30 $, vida útil = 400 horas → 7,5 reemplazos/año
- Carburo de tungsteno: 180 $, vida útil = 8.000 horas → 0,375 reemplazos/año
- Mano de obra + tiempo de inactividad por reemplazo: 150 $
Punto de equilibrio = ($180 - $30) / [(7,5 - 0,375) × $150] = $150 / $1,069 = 0,14 años (1,7 meses)
La tobera de carburo se amortiza en menos de dos meses y proporciona un ahorro neto de 919 dólares anuales por posición de tobera.
! Tabla de 6 boquillas tco-punto de equilibrio
{kind=link}
7. Preguntas frecuentes
P: ¿Puedo aumentar el caudal simplemente aumentando la presión?
R: El flujo aumenta con la raíz cuadrada de la presión, no proporcionalmente. Duplicar la presión de 40 a 80 PSI solo aumenta el caudal un 41%, no un 100%. La sobrepresión por encima de los límites nominales puede dañar las boquillas y crear condiciones de funcionamiento inseguras.
P: ¿Cómo calculo el número de boquillas necesarias para una cobertura completa?
A: Calcular el ancho de pulverización efectivo a la distancia objetivo: W = 2 × H × tan(θ/2), donde H es la distancia de separación y θ el ángulo de pulverización. Divide el ancho total de cobertura por el ancho efectivo por boquilla, luego añade entre un 10 y un 20% para solapamiento. Para aplicaciones críticas de recubrimiento, valida con sprays de prueba.
P: ¿Qué causa la distorsión del patrón de spray?
R: Obstrucción parcial (instalar filtración aguas arriba), daños en el orificio por picos de presión o impactos de escombros, desgaste por erosión que crea geometría desigual de orificios o defectos de fabricación. Inspecciona y reemplaza las boquillas que muestran patrones deformados; no pueden restaurarse limpiando.
P: ¿Debería limpiar o cambiar las boquillas atascadas?
R: Para boquillas de acero inoxidable, la limpieza ultrasónica con disolvente adecuado puede restaurar el rendimiento si el atasco es reciente y el material (pintura seca, incrustación) es removible. Para boquillas cerámicas o de carburo, la limpieza física corre el riesgo de astillar el orificio; la sustitución es más segura. La prevención mediante filtración siempre es más rentable que la limpieza.
P: ¿Cómo especifico las boquillas para una nueva máquina de limpieza de tanques?
R: Empieza con los requisitos de fuerza de impacto en mi opinión para la clase de tanque y el tipo de carga. Trabaja hacia atrás para determinar el caudal y la presión usando las curvas de distancia de lanzamiento del fabricante de la máquina. Verifica la compatibilidad de materiales con la carga en el peor caso (el químico más corrosivo que manejarás). Realizar pruebas de testigo durante la puesta en marcha con mediciones de celdas de carga en múltiples posiciones de paredes del tanque.
P: ¿Puedo sustituir la boquilla de otra marca solo por el ángulo de pulverización y el caudal?
R: No. El ángulo de pulverización y el caudal son necesarios, pero no son especificaciones suficientes. Las diferencias en el diseño de las aletas internas afectan a la distribución del tamaño de las gotas, la uniformidad del spray y las características de presión-flujo. Para aplicaciones críticas, validar toberas sustitutivas mediante pruebas lado a lado o solicitar datos de rendimiento (análisis del tamaño de partículas por difracción láser, resultados de pruebas de patrones) al proveedor.
P: ¿Qué documentación debería requerir para la aprobación de la sociedad de clasificación?
R: Certificados de aprobación de tipo, certificados de prueba de materiales (incluidas las especificaciones ASTM para resistencia a la corrosión), datos de pruebas de rendimiento (curvas de flujo frente a presión, verificación del ángulo de pulverización, mediciones de fuerza de impacto) y declaraciones de cumplimiento de las normativas aplicables (IMO, SOLAS, requisitos de estado flag). Mantén registros de las inspecciones topográficas.
8. Conclusión y próximos pasos
La selección de boquillas de pulverización para aplicaciones en construcción naval requiere una evaluación sistemática del patrón de pulverización, características de flujo, durabilidad del material y criterios de rendimiento específicos de la aplicación. Optimizar estos parámetros ofrece beneficios medibles: reducción de defectos en el recubrimiento, tiempos de ciclo de proceso más cortos, menores costes de mantenimiento y cumplimiento normativo.
Puntos clave
- Ajustar el tipo de patrón de boquilla (ventilador plano, cono completo, cono hueco) con los requisitos geométricos y de cobertura de la aplicación
- Especificar materiales en función de la compatibilidad química y la resistencia a la abrasión: los materiales premium ofrecen un menor TCO en un servicio agresivo
- Calcular la relación de solapamiento y la distancia de separación para asegurar una cobertura uniforme sin huecos ni acumulación excesiva
- Implementar mantenimiento preventivo (verificación de flujo, inspección de patrones) para detectar la degradación del rendimiento antes de que surjan problemas de calidad
- Realizar análisis de TCO para aplicaciones de alto desgaste: las toberas de carburo y cerámica se rentabilizan rápidamente a pesar del mayor coste inicial
Acciones recomendadas
-
Auditar las especificaciones actuales de la tobera: Revisar las instalaciones existentes para verificar la compatibilidad de materiales, los patrones de desgaste y la frecuencia de reemplazo. Identificar posiciones de alto costo de carga para la mejora de materiales.
-
Implementar el seguimiento del rendimiento: Establecer caudales base y patrones de pulverización para sistemas críticos. Programa pruebas de verificación trimestrales.
-
Solicitar soporte de ingeniería de aplicaciones: Para sistemas complejos (limpieza de tanques, líneas de recubrimiento automatizadas, supresión de incendios), contratar a los ingenieros de aplicaciones de campo de los fabricantes de toberas para validar las selecciones mediante pruebas in situ o modelado computacional de dinámica de fluidos.
-
Establecer el Programa de Repuestos: Almacenar toberas críticas (especialmente materiales especiales con largos plazos) para minimizar las interrupciones en la producción durante el mantenimiento planificado y no planificado.
-
Especificaciones del documento: Crea calendarios detallados de toberas que incluyen fabricante, número de modelo, material, tamaño del orificio, ángulo de pulverización y parámetros de funcionamiento. Incluye esta documentación en los archivos técnicos de la embarcación para encuestas de sociedades de clasificación y referencias de la tripulación.
Para recibir ayuda con la selección de toberas, pruebas de rendimiento o resolución de problemas en sistemas de pulverización existentes, contacte con nuestro equipo de ingeniería de aplicaciones para una evaluación y revisión de especificaciones de procesos sin coste.
Esta guía representa la experiencia de campo y datos de ingeniería procedentes de instalaciones de fabricación marina y equipamiento de buques. Los parámetros de rendimiento y las recomendaciones de materiales deben validarse según tus condiciones operativas específicas, exposiciones químicas y requisitos regulatorios.